Killrob
-
Numero contenuti
14.127 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

Klipper su Sapphire plus
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
sono riuscito a risolvere, avevo sbagliato le posizioni degli endstop -
Pareri su acquisto prima stampante
Killrob ha risposto a marcobiondo13 nella discussione La mia prima stampante 3D
l'unica è la V3 SE -
Riempimento ad un determinato layer.
Killrob ha risposto a arca1 nella discussione Software di slicing, firmware e GCode
no Cura non da la possibiltità di fare queste modifiche -
Klipper su Sapphire plus
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
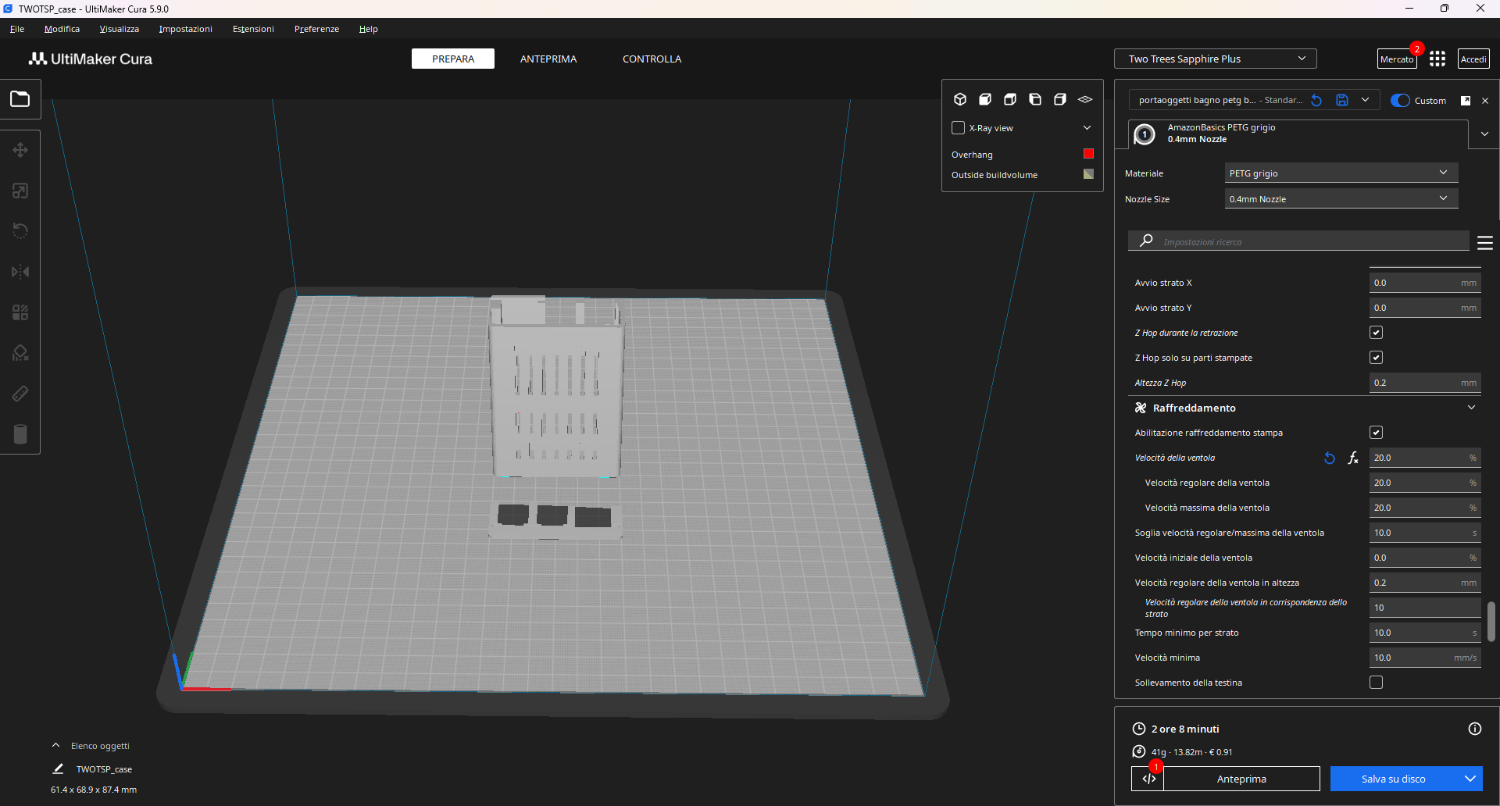
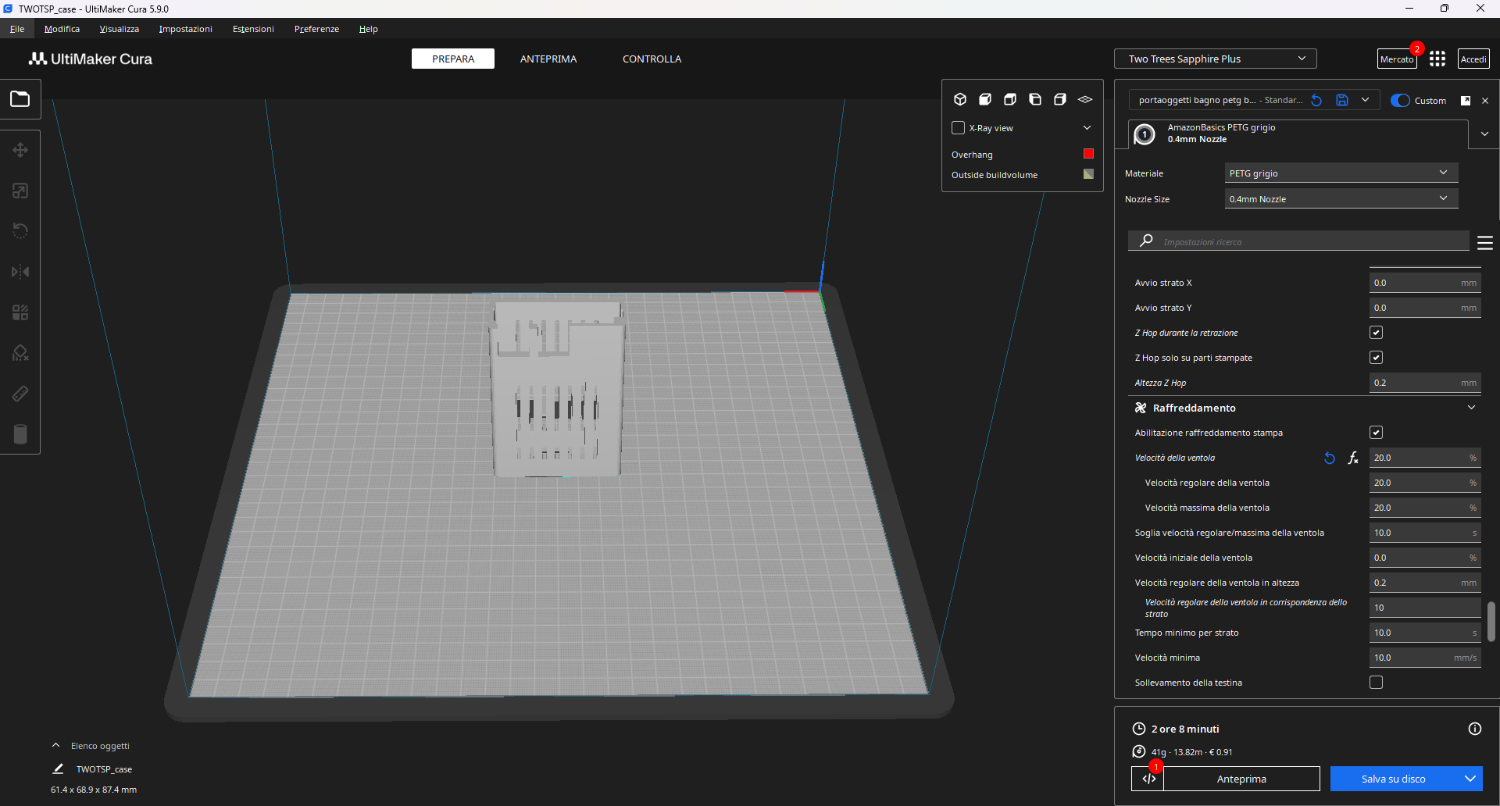
ok adesso ho un problema diverso, ho terminato le configurazioni ma la stampa viene specchiata sugli assi nella foto di cura vedete come slicera i pezzi. quando comincia la stampa fa una prima linea di inizio alla sinistra del piatto. invece adesso mi trovo la linea a destra e i pezzi invertiti, come se il piatto fosse girato di 180° spero di essermi spiegato ecco.... mi stampa così
-
Klipper su Sapphire plus
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
potresti avere ragione ma io ora voglio provare a farli funzionare assieme -
Klipper su Sapphire plus
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
corretto, li mantengo perchè voglio farli funzionare entrambi e l'endstop di Z lo voglio tenere come sicurezza in caso di fallimento del bl. si il pin per dare lo stop al piatto è quello dell'endstop ed il comportmento è corretto, solo che non funziona il bl per come dovrebbe e quindi non riesco a calibrare lo Z_offset -
mai capitato, le mie stampanti le monitoro sia dall'app in cloud che da wifi in locale
-
Pareri su acquisto prima stampante
Killrob ha risposto a marcobiondo13 nella discussione La mia prima stampante 3D
questa è un'ottima stampante, un mio amico ne ha 2 ed è entusiasta -
Start g-code e end g-code Artillery Hornet
Killrob ha risposto a emiliano_cirilli nella discussione Problemi generici o di qualità di stampa
questa discussione ha più di un anno e l'utente a cui hai fatto richiesta non visita più questo sito dal 2022, ti conviene cercare su google start gcode artillery hornet, se è quella la tua stampante -
Klipper su Sapphire plus
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
per il momento mi sa che farò a meno del bltouch, i cablaggi sono corretti ma quando ho dato il probe il piatto si è fermato solo quando ha incontrato l'endstop -
Klipper su Sapphire plus
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
ok adesso ci siamo con le regolazioni @eaman mi aiuti a cercare la rotation distance di questo? https://it.aliexpress.com/item/1005008191971953.html?pdp_npi=4%40dis!EUR!23.98!11.99!!!25.62!12.81!%402102e22d17423821934106395d10dd!12000044187852688!affd!!!&cn=it_a&dp=CjwKCAjw-qi_BhBxEiwAkxvbkLCxuHNkGHlnNEe9ghO48w2zzGNdB0RauJwugNUXNf0PXM8rrmyecRoCDgkQAvD_BwE|0AAAAAC5ena0q-kna-7aoxiwEP8K4VP5FN|Cj4KCAjw16O_BhBgEi4ALnzI04fPIIh05m0jNUH6qDa2S99T-_SMe4r79DjyOUF91A4-4WeqZE_0Om6WGgIALg|v1&gad_source=1&aff_fcid=cdeedfd55263426d8be2dd8127984924-1743452361066-09140&aff_fsk&aff_platform=api-new-product-query&sk&aff_trace_key=cdeedfd55263426d8be2dd8127984924-1743452361066-09140&terminal_id=be77aa07ef924fdeac6d54a4d6466122&afSmartRedirect=y -
basta che cerchi installare lidar su k1c
-
Klipper su Sapphire plus
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
adesso non mi funziona il bltouch fallisce il test è un antclab tu sai mica com'è fatto il cablaggio? il pin sale e scende normalmente, ma resta sempre in stato open, sia da alzato che abbassato -
Klipper su Sapphire plus
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
risolto, Z è così [stepper_z] microsteps: 16 step_pin: P0.22 dir_pin: !P2.11 enable_pin: !P0.21 rotation_distance: 2 endstop_pin: !P1.27 position_endstop: 0 position_min:-1 position_max: 350 [tmc2209 stepper_z] uart_pin: P1.8 run_current: 0.9014 # 1.5A * .707 * .85 hold_current: 0.7014 stealthchop_threshold: 1 #stealthchop_threshold: 30 e Z1 l'ho tolto -
Klipper su Sapphire plus
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
ora siamo all'assurdo... mi da errore di loading kinematics corexy -
Klipper su Sapphire plus
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
esatto, oppure se va in alto(quando gli inverto la direzione di rotazione) e preme l'endstop, non si ferma -
io ho visto un video sul tubo di uno che lo metteva sulla k1c senza problemi, quindi non so che dirti
-
Klipper su Sapphire plus
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
altra cosa, ho messo anche il bltouch [bltouch] sensor_pin: ^P0.10 control_pin: P2.0 pin_up_touch_mode_reports_triggered: False x_offset: 0 y_offset: 0 z_offset: 0.0 pin_move_time: 0.4 samples: 3 [safe_z_home] home_xy_position: 150, 150 # Cambiare le coordinate per il centro del tuo piatto speed: 50 z_hop: 10 # Move up 10mm z_hop_speed: 5 non è che è quello che rompe? @eaman @dnasini datemi un mano pls.... -
Klipper su Sapphire plus
Killrob ha pubblicato una discussione in Software di slicing, firmware e GCode
Alla fine mi sono deciso, ho messo Klipper anche sulla Sapphire plus con a bordo una SKR V1.4 ora... X ed Y sono a posto, fanno home senza problemi, Z mi sta facendo incavolare [stepper_z] microsteps: 16 step_pin: P0.22 dir_pin: P2.11 enable_pin: !P0.21 rotation_distance: 2 endstop_pin: !P1.27 position_endstop: 0 position_min:-1 position_max: 350 questo è Z, la Sapphire ha l'endstop in alto, non sto a dire che è una corexy, l'endstop funziona, con M119 se non è ingaggiato mi da open e se lo premo mi da triggered, e fin qui ci siamo. quello che mi manda ai pazzi è la direzione del motore che pare non sappia dove sta l'endstop... dove sbaglio? -
no
-
dipende... se si riuscissero a trovare i pezzi, soprattutto il cavo già fatto , io un tentativo lo farei
-
Problema incisore laser swiitol c18 pro
Killrob ha risposto a Nicche05 nella discussione Incisione e taglio laser
devi dare l'autorizzazione, non me lo fa vedere -
Discussione su Klipper ufficiale
Killrob ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
il mio è collegato con cavo USB-c direttamente al raspy (che poi sarebbe il BTT CB1) -
su thingiverse ho trovato il 2 ed il 4 da stampare https://www.thingiverse.com/thing:6896112 https://www.thingiverse.com/thing:6895960
-
è arrivata anche a me la K1C e da quanto vedo è possibile montarci il lidar, quello che è difficile è trovare la staffa da collegare al carrello ed il cavo che va dalla testa di stampa alla scheda madre. Io quei 2 pezzi non sono riuscito a trovarli, e la Creality non vende il kit in pratica per montarlo servono: 1. il lidar ed il cavetto corto da collegare al pcb sulla testa di stampa 2. la staffa che permette di ancorare il lidar alla testa di stampa 3. il cavo lungo che va dal pcb della testa di stampa alla scheda madre 4. la piastra che si attacca sul lato sinistro del piatto (guardandola frontalmente) chge serve per la calibrazione del sensore io ho trovato solo il primo