

Davide87
-
Numero contenuti
705 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Davide87
-
-
@invernomuto non ti nascondo che i supporti sono state una delle parti più critiche, ma non avevo mai testato le towers, che terrò sicuramente in considerazione per il futuro.
Io ho cercato di alzare molto l'angolo dove inziavano i supoorti per averne il meno possibile, ma le miniature che ho fatto le ho rotte praticamente tutte al'altzza delle caviglie (sarà l'aria di casa visto che a fine gennaio me la sono rotta anch'io... 😀), quindi le ho rincollate una volta rimossi tutti i supporti.
L'altro parametro su cui ho lavorato un po' è stato il flusso, perchè con l'ugello 0.2 era troppo elevato il 100% e anche abassando la velocità, l'oozing diventava evidente, quindi si formavano dei piccoli blob, nei cambi di direzione.
Quindi ho tenuto il flusso a 93%, bottom/top layer all'85%, external wall 95%.
-
18 minuti fa, marcottt dice:
Francamente mi sembrano molto belle, forse ancora migliorabile (magari inclinando il soldato diversamente?) ma già molto belle.
Inviato dal mio tablet utilizzando Tapatalk
Grazie! il problema è che quella basetta cilindrica integrata non mi permetteva troppa manovra...
-
1 ora fa, invernomuto dice:
Allora, sicuramente si vedono tanto i segni dei supporti, purtroppo però c'è poco da fare, quelle miniature presentano un sacco di sporgenze e i supporti sono necessari. Puoi provare a mettere "linee" come tipologie di supporti invece di zig zag ma non aspettarti miracoli. Io sono molto più aggressivo come overhang angle (60-70), mentre la Z distance mi sembra adeguata (anche se io sono ancora più aggressivo).
Io faccio riferimento a questo canale per la stampa di miniature, è il mio guru:
https://www.youtube.com/channel/UCr_uz-iWzyR1VJNlN-E1y7w
Peraltro ha una sezione sul suoi sito dove ti puoi tirare giù i suoi profili per Ender 3 per Cura per le miniature piccole o grandi, ovviamente te le puoi adattare velocemente alla tua stampante.
Edit, mi manca in cura una roba stile S3D per piazzare i supporti dove voglio io. Il plugin di cura fa ridere a confronto, Prusaslicer manco lo nomino...
Grazie per il suggerimento! Ci guardo di sicuro...
Io invece ho visto quelle di questo canale e mi sembravano veramente eccezionali...
-
Mi hanno chiesto qualche miniatura e allora ne ho approfittato per provare per la prima volta l'ugello 0.2 mm.
Dopo un po' di prove, vedete sotto i primi risultati...
Sono soddisfatto, ma non del tutto perchè ho visto miniature fatte con la Ender veramente eccezionali... Secondo me anche il filamento di qualità non eccelsa non aiuta.
Avete suggerimenti? @invernomuto tu che hai fatto delle prove in questo senso, hai consigli?
PLA Giantarm silver Temp 195°C/50°C Velocità 50 mm/s altezza layer 0.08 mm, ugello 0.2 mm.

-
 3
3
-
-
Il 26/2/2020 at 08:16, IlDieghino dice:
Zero lacca, mai usata, al massimo brum, provo a stampare più alto di layer senza toccare z offset, provo anche a mettere vecchio noozle che magari essendo "usurato" le vecchie impostazione di leveling non sono più idonee al nuovo noozle, appunto perché nuovo
Comunque dopo un cambio nozzle è sempre meglio rifare il livellamento, perché innanzi tutto non è detto che 2 ugelli, anche della stessa marca, dimensione, ecc non possano essere leggermente differenti, bastano 0.05 mm per vedere differenza. Poi, anche a ugelli identici o dopo aver rimontato lo stesso dopo una pulizia, puoi stringere un po' di più o di meno e variare leggermente la distanza dal piano...
-
3
-
-
6 ore fa, chipxx_MI dice:
Bello complicato.. Bravo.
25 minuti fa, gregorio56sm dice:Non ci sono parole. Complimenti
Grazie mille!
Comunque secondo me è alla portata di molte stampanti... Richiede solo un po' tempo...
-
Quando hai cambiato fitting hai tagliato l'ultimo cm di tubo in ptfe?
L'estremità deve essere tagliata con la cosa più affilata che hai e non con il tronchesino in dotazione, e il taglio deve essere il più perpendicolare possibile, perché la tenuta la fa proprio quel pezzettino e deve essere premuto bene contro il nozzle.
-
1
-
-
6 minuti fa, Andrea.C dice:
in base a quanto detto fin'ora non mi spiego perché non riesco ad avere un test migliore!!!
Un altro aspetto è il livellamento del piano, se hai il piano un pelo troppo alto, i primi layer usciranno un po' schiacciati e questi potrebbero causarti questa tipologia di problema, perché se sono schiacciati, si "allargano" di lato fondendo con i vicini
-
Quando li faccio io, 0.4 mm (perché così sono sicuro che anche lo slicer lascia una linea "intera" vuota), però se non li disegno io (tipo i flexi o la tartaruga di thingiverse), riduco il flusso per poter assemblare le parti senza troppa post produzione e/o esser tranquillo che non siano fuse insieme.
-
Non ho mai fatto il test specifico, ma quando devo stampare degli oggetti che devono essere assemblati per produrre movimenti, o vengono stampati in un'unica soluzione, ma poi se devono muovere, riduco il flusso dell'outer wall all'80%.
-
24 minuti fa, Killrob dice:
skr 1.4 turbo, che dici? Vale la spesa?
Non so nemmeno cos'è, ma già la voglio....
-
13 minuti fa, invernomuto dice:
L'avevo inclusa nel mio ideale elenco di CoreXY da prendere:
https://www.stampa3d-forum.it/forum/topic/9378-kit-corexy/
Riporto il le mie considerazioni sul kit:
Sicuramente la qualità del kit è ottima ma in tempi di Coronavirus con i voli dalla Cina molto contingentati, se decidi di andare su questa opzione preparati a tempi parecchio lunghi. Oltretutto, come sicuramente saprai dietro, non c'è una fabbrica (*) ma un tizio che si è progettato tutto e sta autoproducendosi i kit, quindi metti in conto ritardi o casini suoi. Sei pure a rischio dogana...
Non so, di questi tempi eviterei acquisiti dalla Cina, specie se devo anticipare 600-700$.(*) che comunque vuol dire poco, leggevo un messaggio della Tronxy che solo 2 loro dipendenti al momento hanno accesso alla fabbrica, sono fermi pure loro e se ne riparla a fine febbraio sempre che non rimandino ancora la riapertura.
Grazie, mi ero perso la tua discussione... molto interessante!
-
7 minuti fa, chipxx_MI dice:
Bello! Ma questo ha delle punte di appoggio veramente piccole,il tuo sembra piú consistente.
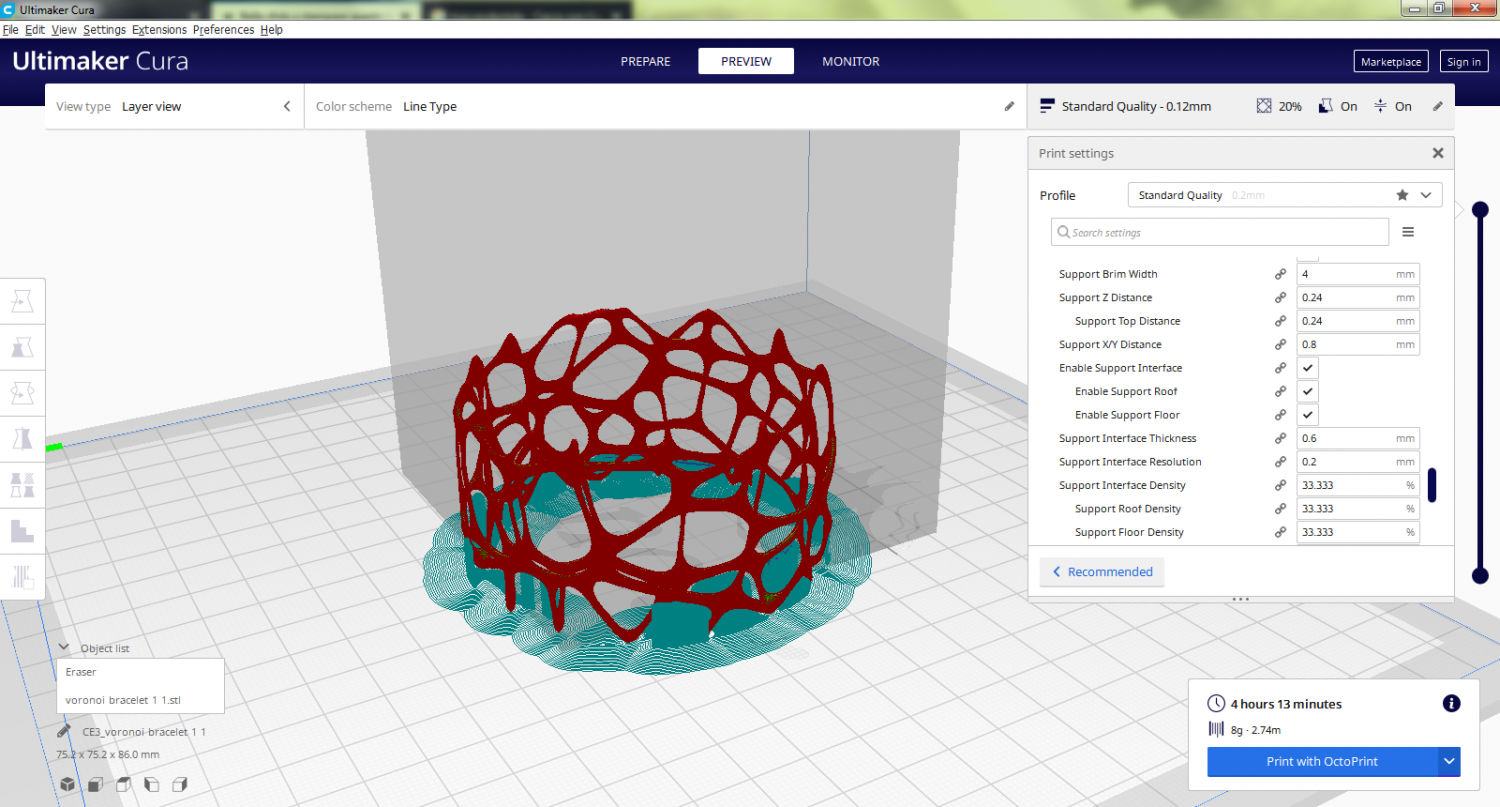
Sicuramente hai ragione e il tuo è infatti più difficile da stampare, e nonostante quello avevo provato almeno 2 o 3 volte prima di riuscire a trovare il setting giusto per quello che ti ho mandato io...
adesso con il tuo file ho provato a fare lo slicing con i supporti che partono solo dal piatto e con il blocco supporti a circa 10 mm dal piatto e secondo me potrebbe farcela, anche se non è per niente scontato, perchè i pezzetti in basso a sinistra sono veramente piccoli in effetti..
-
10 minuti fa, chipxx_MI dice:
Io adesso provo cosí poi
vediamo
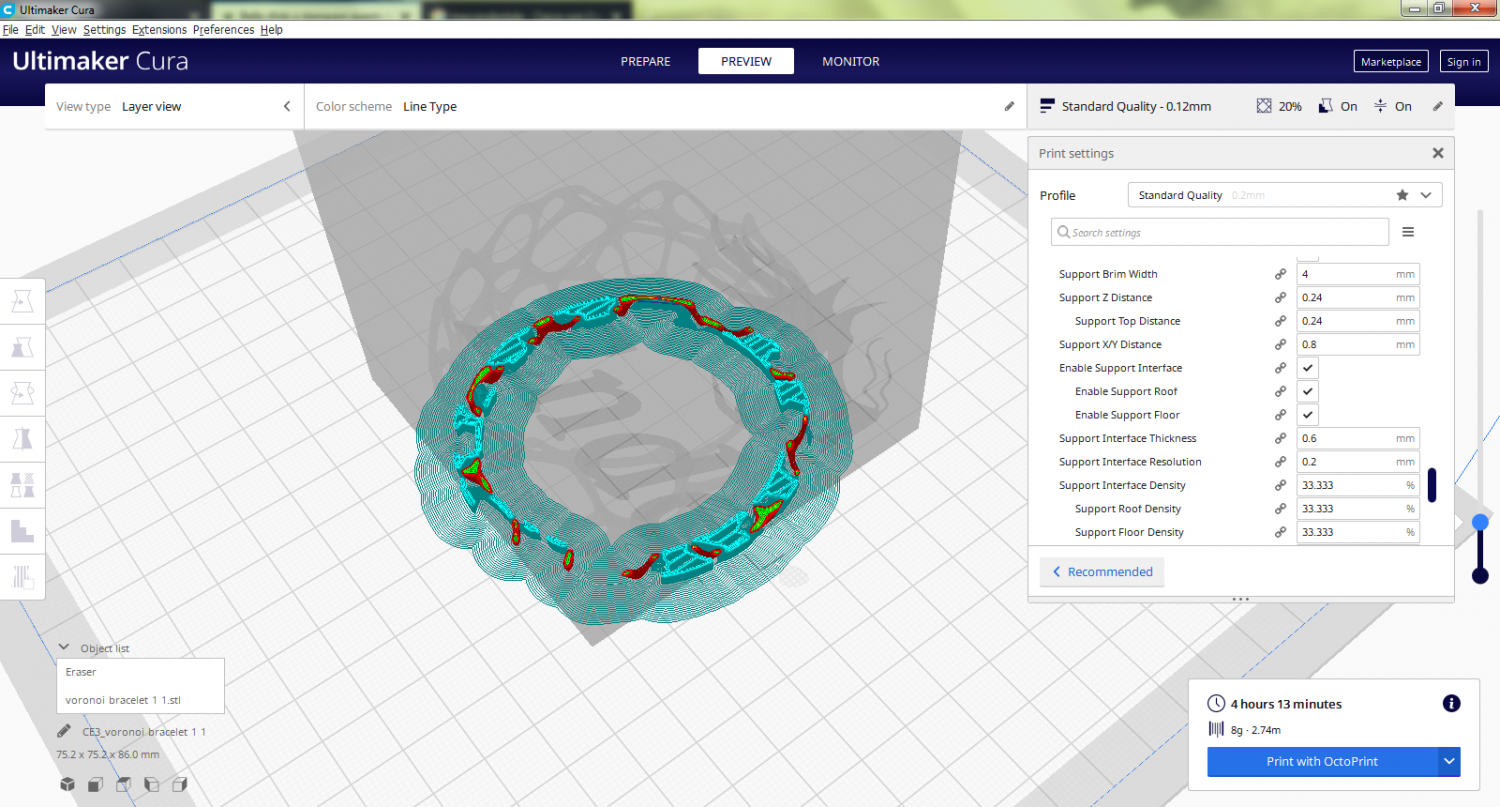
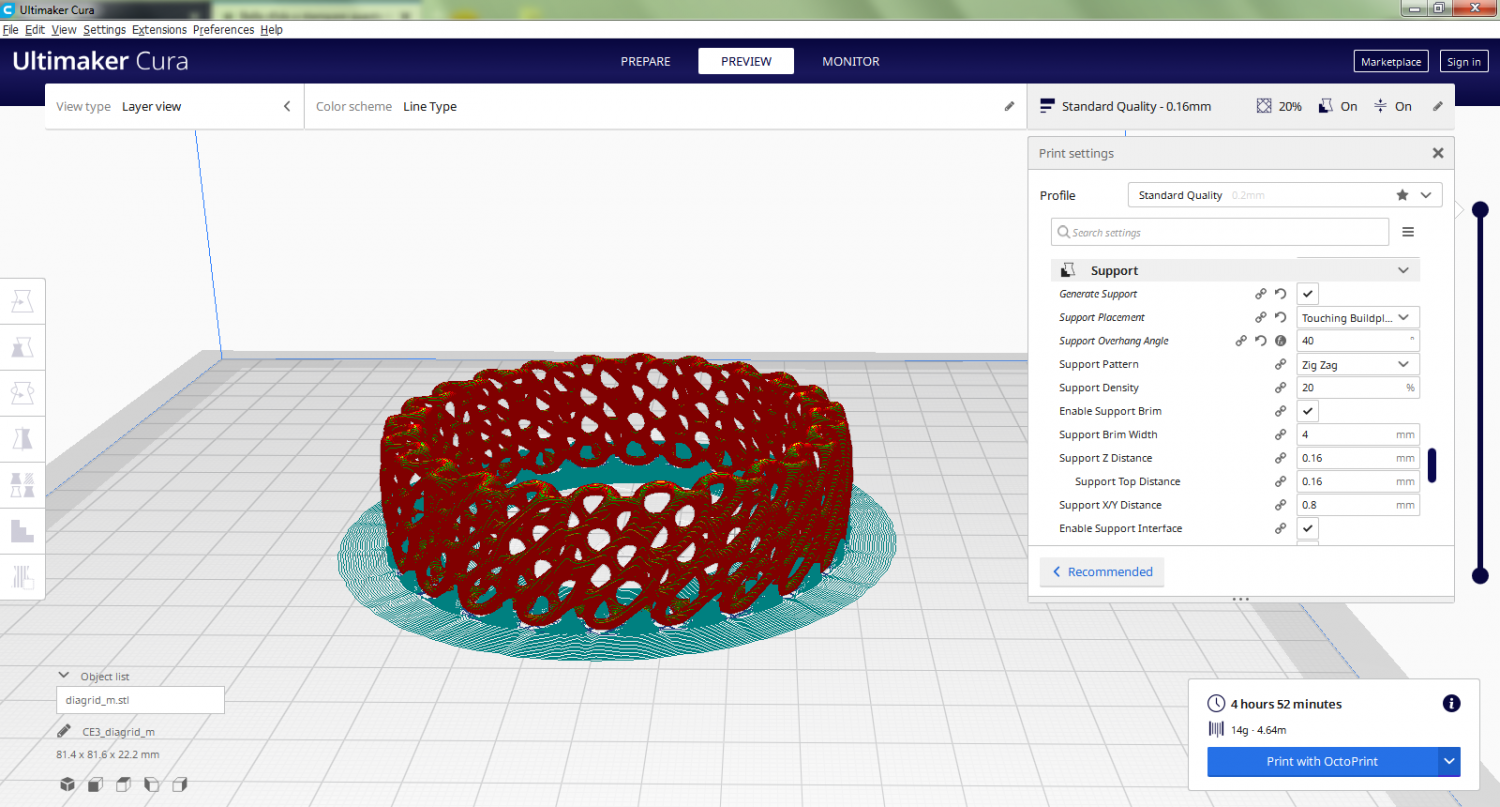
Certo Certo...Te l'ho detto perchè avevo stampato un braccialetto simile (più semplice perchè con meno vuoti) e mi ricordavo di aver fatto così, ma adesso riprovando per farti vedere la preview dello slicer, ho pensato che ancora più semplice era mettere i supporti che partivano solo dal piatto.
Dovrai lavorare un po' per eliminarli, ma niente di trscendentale...
-
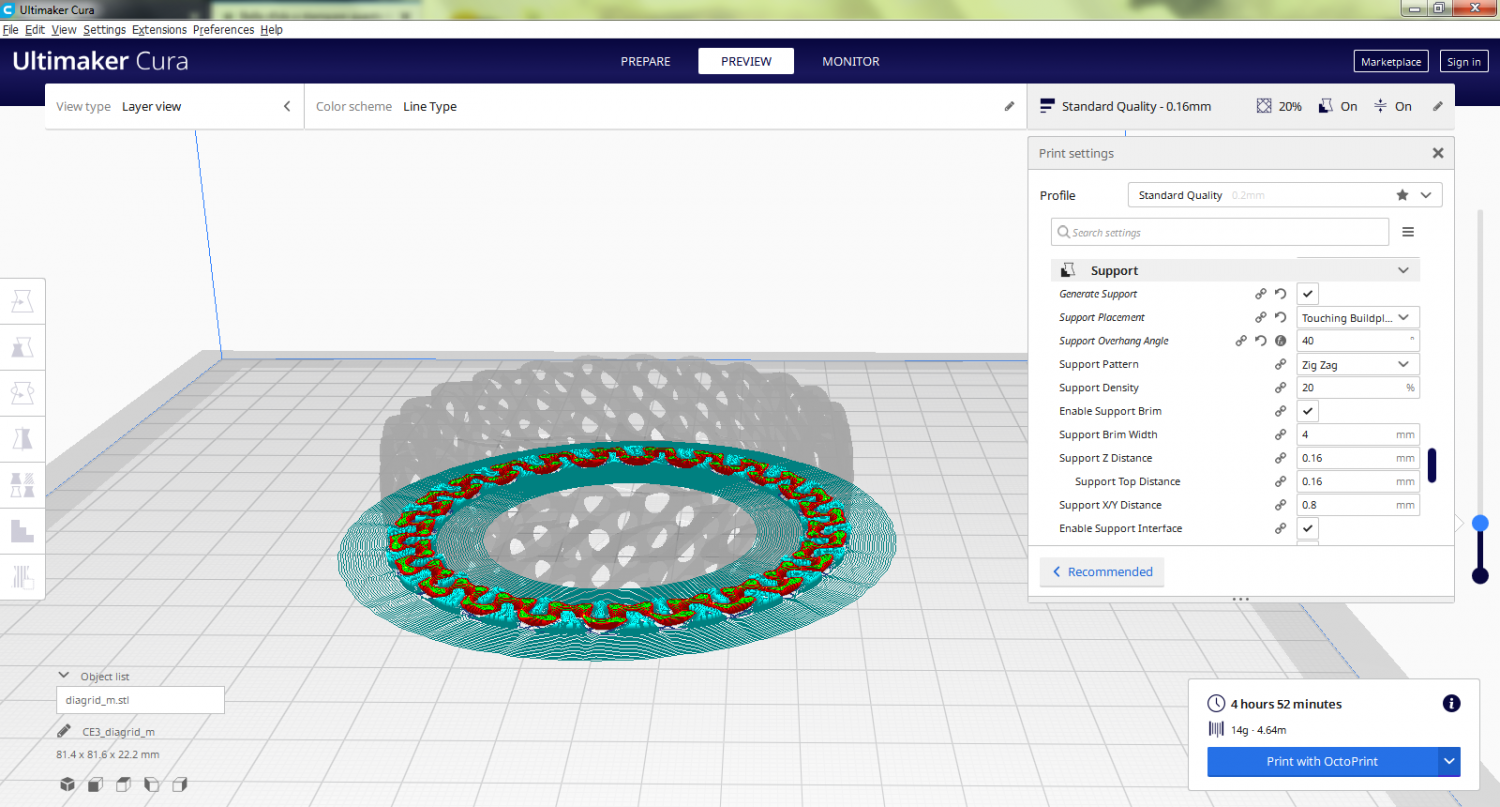
utilizzando cura potresti pensare di limitare i supporti ai primi 5/6 mm, poi mettere un blocco supporti in modo da non dover impazzire poi nel toglierli, ma partire così da una base più solida...
Non so se mi sono spiegato....
-
@Killrob ho visto adesso che ti sei portato avanti nel frattempo con altre 2 stampanti... 😛😛 complimenti...
-
Ciao a tutti,
leggendo le discussioni sulle stampanti autocostruite e i costi finali che possono avere, mi è venuto in mente un video sulla recensione della stampante SK-GO, che visto qualche tempo fa, e che sembrava dare risultati veramente di buon livello.
https://seckit3dp.design/price/sk-go
https://www.youtube.com/watch?v=VUShsi07l2w
Premetto che sono convinto che autocostruirsi la stampante da 0 dia molta soddisfazione e sia un concetto un po' differente, rispetto ad ordinarne una che può essere "personalizzata" in parte durante l'acquisto, ma considerate le cifre di acquisto dei componenti (e il tempo necessario ad ordinare da metà mondo componenti diversi), secondo me un utente con un po' di esperienza alle spalle, che vuole acquistare/assemblare una seconda stampante perché si è chiarito le idee su quali sono le sue esigenze dopo aver stampato un po' di ore, e desidera ottenere risultati di stampa migliori rispetto alle nostre stampanti da 150/200 euro, (senza spendere una fortuna) potrebbe valutare una cosa del genere.
Tra l'altro sembra proprio che questa sia l'idea dietro alla nascita del progetto linkato, cioè fornire una seconda stampante a chi hai già un po' di esperienza.
non ti nascondo @Killrob che stavo pensando nello specifico alle domande che hai fatto a @iLMario sui costi della BLV mgn Cube, perchè se @iLMario ha ragione sui prezzi (e io de @iLMario mi fido 😀), la stampante che ho linkato sembra concorrenziale, anche con la spedizione dagli States...
P.S. non ho mai contattato il venditore e non conosco la sua affidabilità in nessun modo, quindi è ovviamente un po' un salto nel buio investire una cifra comunque non irrisoria in un progetto del genere
-
11 minuti fa, Killrob dice:
Diciamo che non è del tutto vero, o meglio, io per il pla uso la ventola quando mi servono pezzi estetici e solidi, ma se mi serve solo la solidità con il pla io la ventola non la uso
Infatti io ho scritto per un discorso di qualità 🙂🙂
E concordo pienamente sul fatto che per l'estetica, i bridging la ventola è fondamentale, infatti come ho scritto nel post del direct, una delle modifiche che secondo me ha migliorato notevolmente i risultati estetici delle mie stampe, è stato montare un ventilatore più potente di quello stock, mentre in effetti lasciar fondere meglio i layer, senza forzare il raffreddamento (quindi con ventola spenta) dovrebbe garantire una migliore adesione tra gli strati
-
1
-
-
Sì sì, non mi sono spiegato bene...
Intendevo provare a stampare 4-5 layer di una stampa qualsiasia senza ventola per capire se il problema è legato alla temperatura (e la ventola accesa lo evidenzia di sicuro). Una volta chiarito che il problema è quello (che è l'ipotesi più probabile), poi si può provare a stampare a temperatura più alta con la ventola accesa.
Sono perfettamente d'accordo sul fatto che non si possa stampare senza ventola nella maggior parte dei casi per un discorso di qualità...
-
Più che a punta o piatti, è il materiale che fa la differenza secondo me, anche se non li ho mai provati di materiali differenti dall'ottone. Però li ho usati sia a punta che lisci (sono quelli che attualmente utilizzo) senza grosse difficoltà...
Potrebbe essere che l'acciaio conducendo il calore in modo differente rispetto all'ottone ti dia qualche problema, magari evidenziato dalla ventola che raffredda il filamento estruso che si attiva generalmente solo dopo il primo layer.
Farei 2 prove:
Proverei a tenere spenta la ventola per verificare che in effetti il problema sia legato alla conducibilità termica differente e poi proverei ad alzare/abbassare le temperature per vedere di trovare quella che ti permette di stampare.
Poi magari qualcuno che usa gli ugelli in acciaio potrà essere più preciso
-
1
-
-
Questo è tpu, anche se ha fatto un pelo di stringing sulle basi (ma più che altro dovuto secondo me al fatto che il piatto è concavo e/o non livellato alla perfezione e gli eccessi fuoriuscivano durante i movimenti tra le basi), mi sognavo di stampare tpu a 40 mm/s con un milione di ritrazioni come ho fatto in questo caso...
-
39 minuti fa, invernomuto dice:
Immagino di sì comunque io oltre i 4mm inizio a vedere sottoestrusione per cui cerco di stare il più basso possibile, ho aumentato un po' la velocità di ritrazione per quel motivo
Confermo e sottoscrivo... Io mi spingo al massimo a 4.5 mm in configurazione originale...
39 minuti fa, invernomuto dice:Onestamente non saprei bene spiegare le cause meccaniche (ahimé), sicuramente con un direct hai maggiore pressione nel nozzle rispetto ad un bowden per cui è più sensibile a quei parametri
La butto lì da ignorante... Potrebbe essere quel minimo di gioco che c'è fra filamento e tubo in PTFE che gli permette di comprimersi come fosse una "molla" accomodandosi negli spazi vuoti quando viene spinto il filamento, e quando vai in ritrazione devi tendere la "molla" creata prima di avere un effetto sull'estremità del filamento nel nozzle?
-
19 minuti fa, Uomolafena dice:
Si, possibile che il filamento lo sposta?
Mi sembra improbabile... Però smontando la leva con la ruota con l'incavo, e prendendo tra le dita la ruota godronata potresti sentire se si muove l'asse trasversalmente. Se lo fa è andato un cuscinetto del motore probabilmente.
-
7 minuti fa, invernomuto dice:
Mi sembrano ottimi risultati ma smetto di seguire perché mi stai facendo voglia di passare al direct pure a me 😄
Sicuramente come dicono tutti quelli che ne capiscono, non c'è una soluzione migliore e una peggiore tra direct e bowden, si tratta di adattare la stampante alle proprie esigenze, e nel mio caso soprattutto di far passare un po' di tempo sperimentando (e inca**andomi nel creare e risolvere problemi).
Un'altra cosa che sto notando è che rimane molta più pressione nell'ugello, quindi è molto importante avere la retraction attiva anche al cambio layer, perché si ha più facilmente oozing negli spostamenti, e in generale sembra molto più sensibile ai settaggi, con il bowden, nel mio caso, dovevo modificare parecchio i settaggi per vedere differenze...
-
3
-

Prima prova riuscita con una miniatura
in Le tue stampe - Album fotografico dei migliori modelli 3D
Inviato
Hai assolutamente ragione, il problema qui è che hai particolari talmente piccoli che se non la usi al massimo non vengono proprio fuori, perché rimanendo l'ugello nello stesso punto per un po' di tempo tende a rifondere i layer già depositati (tra l'altro ho dovuto tenere la temperatura piuttosto bassa per questo problema, e questo settaggio sicuramente influisce negativamente sull'adesione fra i layer)... Comunque, anche se in questo caso è particolarmente rognoso, ci sarà un modo di trovare un compromesso...