

Davide87
-
Numero contenuti
705 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Davide87
-
-
Io domani provo a stamparne una coppia per capire se ci sono problemi particolari, poi ad esempio con una sola stampante ne posso fare 3 al giorno. Penso che se da una parte ovviamente un'azienda deve avere priorità perché ne può produrre molte di più, in un momento complicato come questo, un'azienda può avere qualche problema in più ad attivarsi per una cosa del genere, e se ne possiamo produrre anche 10 ogni 3/4 gg, possono comunque essere utili.
-
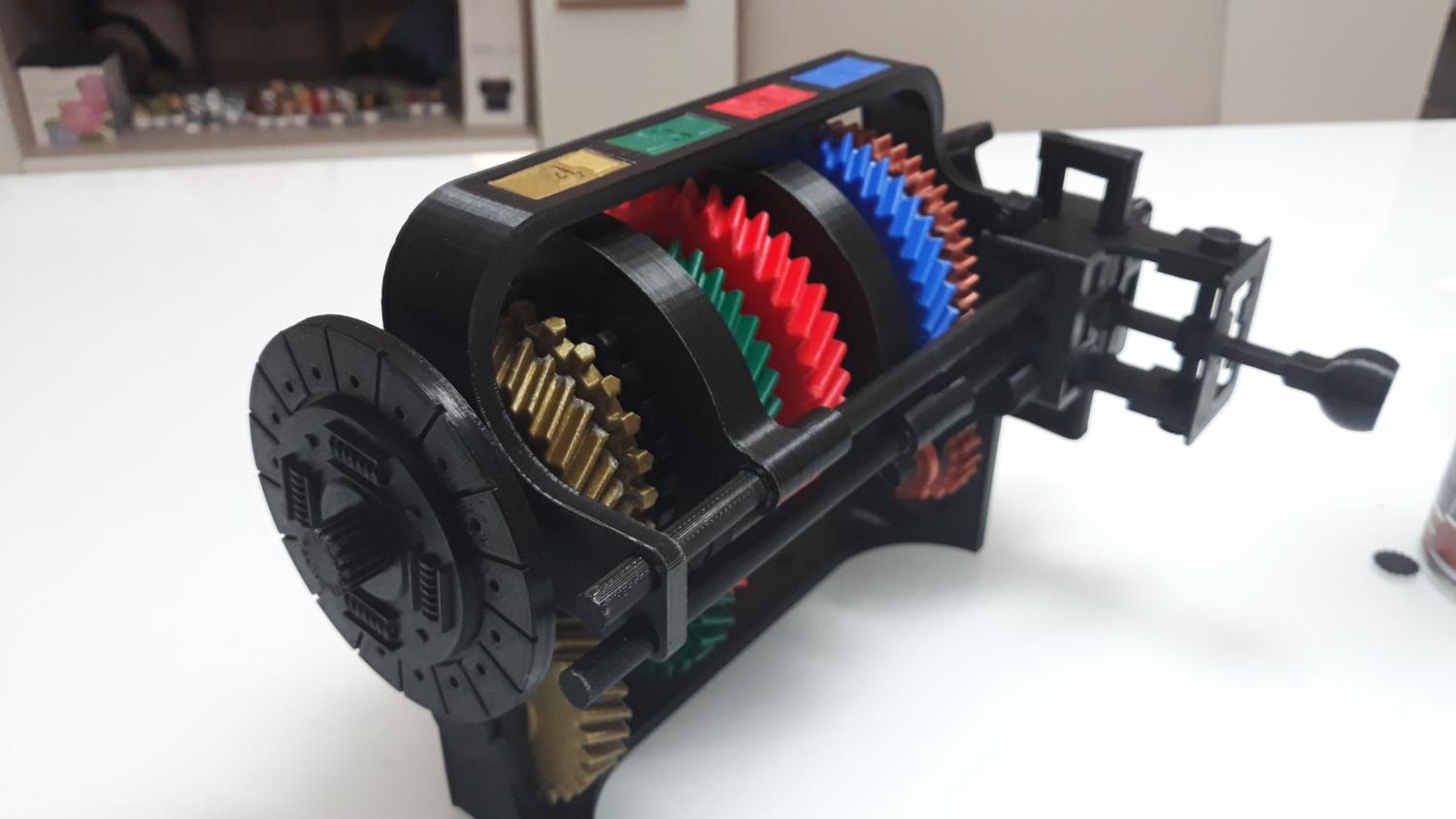
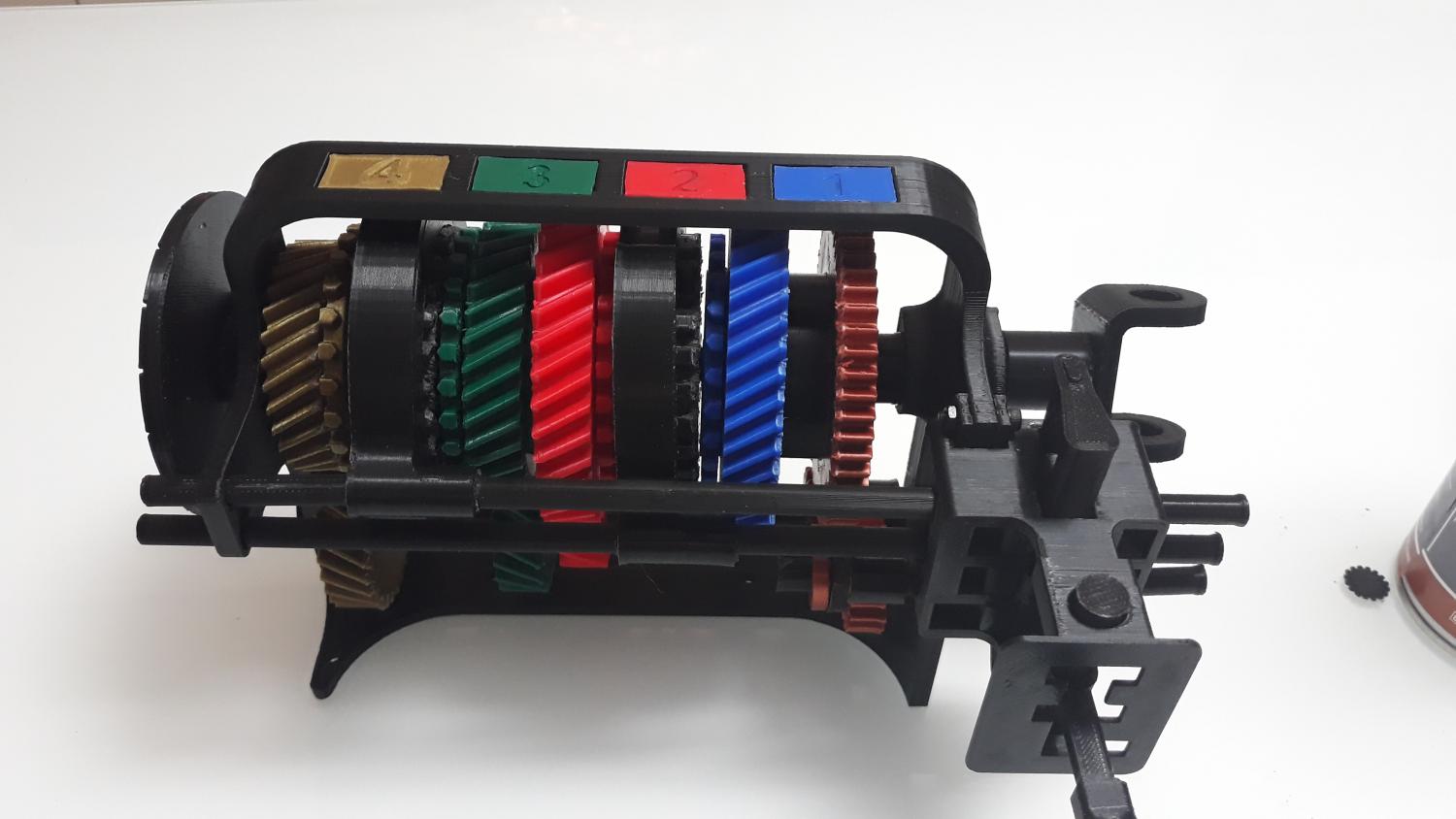
Nel video parto dalla folle, metto la seconda e poi la retro, azionando il disco a sinistra, che sarebbe il disco della frizione, e si può vedere come il movimento influenzi (o no) l'albero che sbuca a destra, che idealmente sarebbe collegato alle ruote... Spero si capisca qualcosa...
-
 5
5
-
-
Beh, uno lo avevo già fatto... Sfortunatamente il sound è aggiunto in post produzione... 😛😛😛
-
1
-
-
Sì sì, a breve pubblico
-
1
-
-
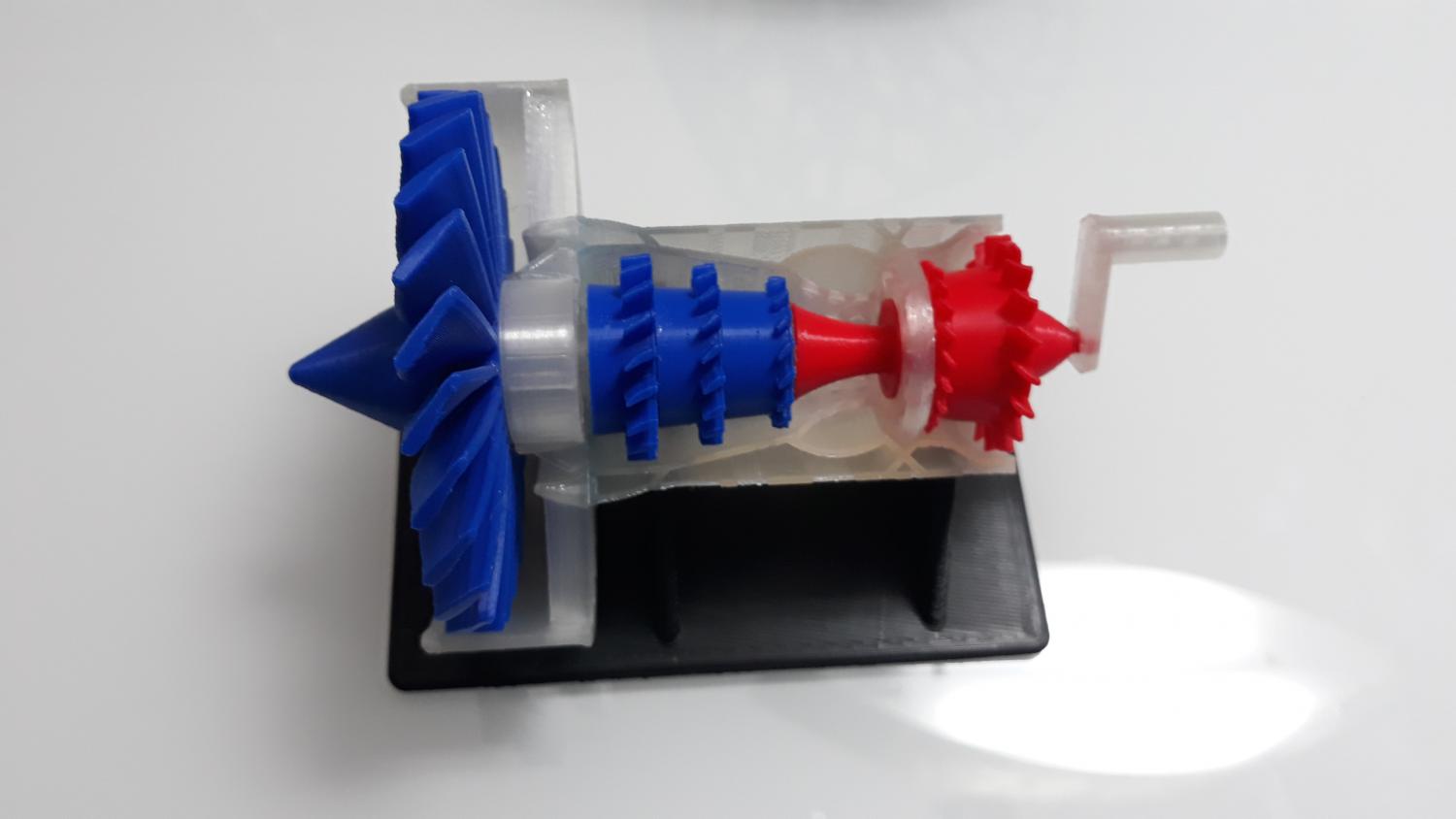
Mi sono cimentato in un paio di progetti che avevo in mente da tempo, ma che non avevo il coraggio di affrontare per il tempo necessario, specialmente per il secondo.
Il primo è il modellino in sezione di un motore turbofan
https://www.thingiverse.com/thing:392115
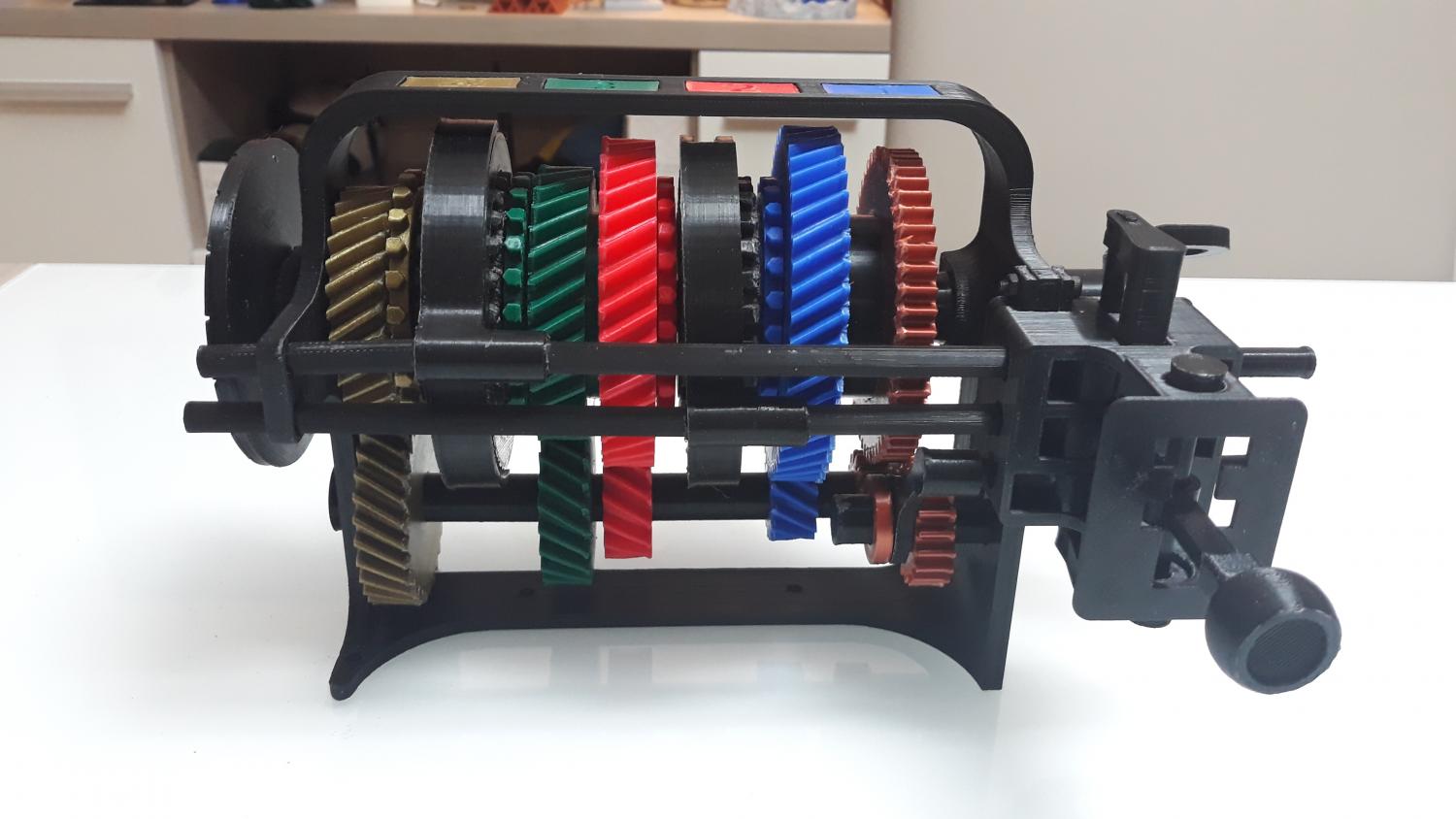
Il secondo ha richiesto "solo" un centinaio di ore di stampa e una decina di post produzione (più buona parte delle mie riserve di pla... 🙂🙂)
https://www.thingiverse.com/thing:3776077/makes

Entrambi stampati con altezza layer 0.2 mm.
I pla sono di molte marche diverse: sunlu, amolen, giantarm, basicfill, tianse...
-
6
-
-
Quoto @invernomuto e aggiungo che a 240°C con ventola spenta il filamento tenderà a "colare" e fondersi con i supporti e quindi la rimozione sarà più difficile... Se il pezzo non ha applicazioni meccaniche puoi abbassare la temperatura 230-235°C (puoi fare la temp tower per capire dove ti puoi spingere) e ventola al 50%.
-
1
-
-
Sì, mi è capitato in passato... Con cura abbassavo l'oggetto fino a quando non "nascondevo" il problema sotto al piano, così lo slicer considerava solo i layer "interi"... Non so se lo fa anche il tuo slicer.
-
1 ora fa, Shini3D dice:
L'unica cosa che non mi convince è l'asse z già così non è stabilissimo più il peso.. Pensavo di montare prima il doppio asse z e poi passarla in direct
È una buona idea, io però ammetto che non ho mai avuto grossi problemi di instabilità, quindi non percepisco grossi problemi da questo punto di vista.
-
1
-
-
Ho aperto una discussione in merito... In realtà sulla qualità in generale mi sembra che la variazione è positiva, ma non strabiliante... Invece è migliorato molto il discorso stringing e la possibilità di stampare filamenti elastici a velocità "normali"... In più non avendo potuto notare peggioramenti in termini di ghosting, al momento ho deciso di lasciarla così
-
12 minuti fa, Shini3D dice:
wow figo! retrazione ? jerk e accelerazione ? scusa l'interrogatorio..
Figurati! Ritrazione 1.5 mm e 10 mm/s (ma io ho convertito la mia stampante a direct) prima usavo 4.5 mm e 35 mm/s.
Jerk 8 mm/s3 e accel 500 mm/s2.
-
Non avevo scritto una cosa importante: ho scalato il disegno originale all'85% rispetto all'originale.
3 minuti fa, Shini3D dice:Complimenti, 0 stringing e una superficie ottima, a che velocità l'hai stampato?
50 mm/s come print speed (lasciando tutti gli aggiustamenti di Cura per le singole velocità, esclusa quella iniziale 20 mm/s)
-
Ciao,
volevo segnalarvi che dopo l'aggiornamento all'ultima versione di Octoprint 1.4.0, il pluginTouchui per utilizzare il touchscreen sul raspberry, ha smesso di funzionare mostrando questa schermata.
Ho trovato la soluzione a questo link: https://community.octoprint.org/t/my-touchui-display-is-no-longer-working-since-updating-to-octoprint-1-4-0/16819
inserendo questi comandi nell'SSH, si risolve...
~/oprint/bin/octoprint config set --bool server.allowFraming true sudo service octoprint restart sudo service touchui restartSembra che sia un problema legato a una nuova funzione per la sicurezza che non fa avviare il touchUI. con questo comando la si disablita.
-
1
-
-
1 minuto fa, Fede-94 dice:
Troppo schiacciato intendi che dovrei allontanare un po’ il piatto dall’ugello?
Sì, intendo proprio quello. Potrebbe essere che se sei troppo schiacciato l'ugello "raccoglie" l'eccesso di filamento estruso che sborda dai lati, con i risultati che hai descritto. Una settimana non è tantissimo... però magari un po' influisce...
-
Quale tempertura utilizzi per l'ugello? Non ho capito quale materiale stai stampando... Ptfe significa che hai il tubo bowden?
Tieni poi presente che con un ugello così grande il materiale che viene estruso secondo me ci mette molto più tempo per raffreddarsi e quindi devi avere un ottimo sistema di raffreddamento e su particolari così piccoli non so se ci si può far qualcosa...
-
Tre consigli:
1) aumenterei la velocità di ritrazione a 35-40 mm/s magari diminuendo la distanza a 4.5 mm
2) secondo me il primo layer è un po' troppo schiacciato
3) hai appena aperto la bobina? perché il PETG prende umidità più facilmente rispetto al PLA e magari è un po' umido
Comunque il PETG fa più stringing del PLA tendenzialmente...
-
Ma che caz.....
-
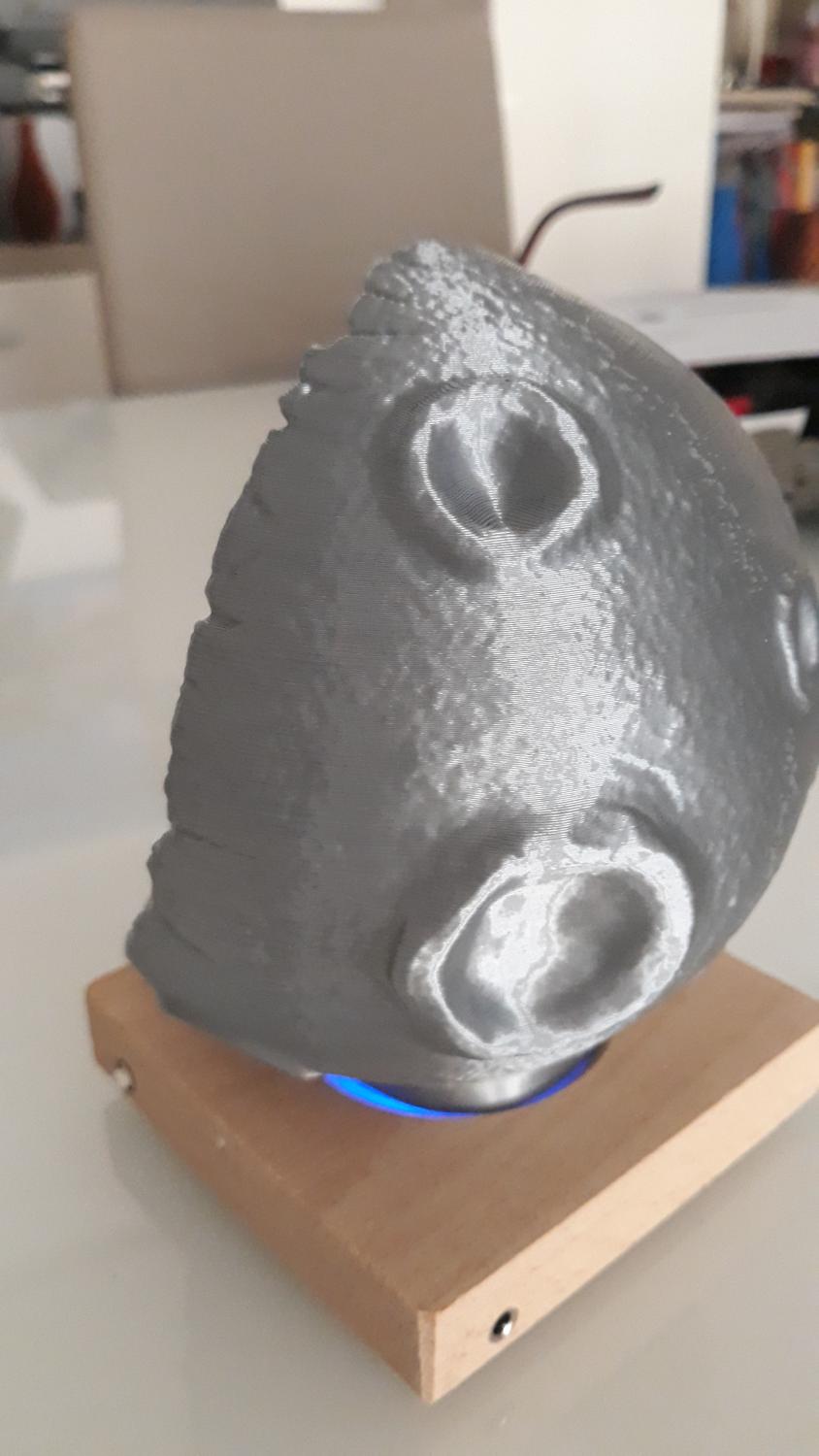
Ciao,
Ieri ho messo alla frusta la mia Ender e dopo "solo" 16 ore e qualcosa di stampa ecco il risultato...
Layer 0.2 mm Temp 205/50°C
Pla Giantarm silver silk
Modello:
https://www.myminifactory.com/object/3d-print-moon-city-2-0-52920
Ah, la basetta di legno l'ho usata per la foto perché ha un led integrato
-
4
-
-
Ma scartando quella che ti sei accorto di aver bruciato involontariamente, le altre 2 erano collegate alla stessa stampante?
Te lo chiedo perché mi viene il dubbio chr possa esserci un problema con l'alimentatore... Una poteva essere un caso, ma due in "poco" tempo sembra un po' strano... Poi sono d'accordo con te che se sono economiche un motivo ci sarà...
-
1
-
-
1 ora fa, Killrob dice:
ok ora funziona,
dovevo decommentare anche
#define SD_DETECT_INVERTED
che non ho capito perchè all'interno di questo firmware era commentato mentre in altri non lo è
oltre al suggerimento fornito da @Davide87 e alla modifica presa da github, tutte insieme hanno prodotto il risultato voluto
.
ti confermo che anch'io l'ho decommentato, ma perché l'ho sempre trovato così... però non mi ero mai soffermato sul significato.
-
 1
1
-
-
in configuration adv nell'additional features hai modificato questa voce così?
#define SDCARD_CONNECTION ONBOARD
-
Adesso, invernomuto dice:
Hai usato supporti?
Inviato dal mio SM-G965F utilizzando Tapatalk
no, Cura li metteva in modo insensato...
-
@invernomuto onestamente non so come le puoi considerare perché i dettagli non sono effettivamente molto visibili... A sinistra vedi due prove fatte con altezza layer 0.05 mm e temp 190 °C ispirate dal video che mi hai suggerito, a destra altezza layer 0.08 mm con ugello a 195°C. Potrei fare altre prove se lo ritieni utile... perché secondo me si potrebbe pensare di provare anche 185° C e layer 0.08 mm.
-
1
-
-
6 minuti fa, invernomuto dice:
@Davide87 posso chiederti un favore? mi proveresti a stampare con l'ugello da 0,2mm e le tue impostazioni questa miniatura microscopica? Dovresti metterci pochi minuti, ti consiglio un brim per tenerla incollata al piatto.
Premesso che sto lavorando sul modello per renderlo più "FDM friendly" (ho già eliminato dei dettagli e ridotto drasticamente il poly count, devo rendere più massiccio il corpo e cambiare la posa al fucile per eliminare i supporti), volevo capire se si riesce a stampare decentemente con una FDM. Io non ho ottenuto quasi mai risultati decenti, anche con lo 0,2mm e anche provando con diverse angolazioni / settaggi per i supporti. Prima di gettare la spugna e modificare pesantemente il modello vorrei capire se è un limite delle mie macchine / impostazioni o se effettivamente sto chiedendo troppo alla tecnologia FDM.
PS
Ovviamente il modello di partenza non è mio, l'ho trovato su thingiverse, io l'ho solo riscalato e fatto le modifiche citate sopra.
Eldar guardian 6mm test.stl 135 kB · 0 downloads Eldar_infantry_reaper.stl 114 kB · 0 downloads
Domani provo!
-
1
-
-
Il 4/3/2020 at 20:12, invernomuto dice:
Allora, sicuramente si vedono tanto i segni dei supporti, purtroppo però c'è poco da fare, quelle miniature presentano un sacco di sporgenze e i supporti sono necessari. Puoi provare a mettere "linee" come tipologie di supporti invece di zig zag ma non aspettarti miracoli. Io sono molto più aggressivo come overhang angle (60-70), mentre la Z distance mi sembra adeguata (anche se io sono ancora più aggressivo).
Io faccio riferimento a questo canale per la stampa di miniature, è il mio guru:
https://www.youtube.com/channel/UCr_uz-iWzyR1VJNlN-E1y7w
Peraltro ha una sezione sul suoi sito dove ti puoi tirare giù i suoi profili per Ender 3 per Cura per le miniature piccole o grandi, ovviamente te le puoi adattare velocemente alla tua stampante.
Edit, mi manca in cura una roba stile S3D per piazzare i supporti dove voglio io. Il plugin di cura fa ridere a confronto, Prusaslicer manco lo nomino...
Ho appena finito di vedere un video del canale che mi hai consigliato e ha fatto esattamente tutto il contrario di quello che avevo fatto io 😁😁😁.
Scendere sotto gli 0.08 mm come altezza layer, scendere con la velocità, ecc. Però penso che tutto ciò sia dettato dal fatto che lui ha utilizzato il nozzle 0.4 mm, invece io ho provato lo 0.2 mm e con ogni probabilità questo aspetto cambia radicalmente i settaggi necessari. Lo 0.2 mm tende ad "accumulare" pressione all'interno dell'ugello, quindi a mio modesto parere, devi evitare di accumularne troppa, usando un layer non troppo basso e una velocità non troppo bassa, altrimenti l'oozing inizia a vedersi e ti forma dei piccoli blob. Poi un altro dettaglio importante per chi intende provare è che io ho usato la mia Ender in configurazione direct, che fa accumulare ancora più pressione nell'ugello rispetto al bowden che lascia "sfogare" maggiormente la pressione generata dall'espansione del materiale...
Comunque molto interessante e uno strato di fondo migliora di molto la situazione! Io non ho provato perché non saprei dove pitturare in questo momento...



MASCHERE CARONAVIRUS...IMPORTANTE
in Problemi generici o di qualità di stampa
Inviato
Sfortunatamente dal link non riesco a vedere il video, puoi riprovare a linkarlo?