I3D&MLab
-
Numero contenuti
556 -
Iscritto
-
Ultima visita
-
Giorni Vinti
7
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di I3D&MLab
-

Consiglio sul primo acquisto
I3D&MLab ha risposto a Gigiuz nella discussione La mia prima stampante 3D
si una volta che inserisci la sdcard vedi tutti i file sull'LCD senza problemi e non ti serve il pc. di alternative non saprei, non ho abbastanza esperienza con altre macchine, ad ora ho solo usato una sharebot e una zortrax, delle altre cinesi ho sentito parlare qui sul forum ma non mi sento di esprimere un'opinione o di fare un paragone. -
Consiglio sul primo acquisto
I3D&MLab ha risposto a Gigiuz nella discussione La mia prima stampante 3D
puoi stampare senza pc semplicemente caricando il g-core sulla sd card. oppure c'è pure una porta sulla mainboard che da la possibilità di collegare la stampante al pc e di controllarla ad esempio tramite repetier -
Consiglio sul primo acquisto
I3D&MLab ha risposto a Gigiuz nella discussione La mia prima stampante 3D
La stampante è una entry level e ha i suoi limiti altrimenti non costerebbe 300 euro ma secondo me per imparare è un buon inizio. Io ho beccato una trave del frame sotto al bed storta e quindo ho dovuto richiedere il ricambio e questo ha rischiesto quasi un mese perchè il componente arriva dalla Cina e quindi ho avuto modo di usarla in maniera intensiva solo nell'ultimo periodo a causa anche degli impegni lavorativi. Considera che io sono nuovo del mondo della stampa 3D e sto ancora imparando, sto sbattendo la testa sullo slicer per esempio che è una bella rogna da imparare. Di base la macchina è buona ma ha delle pecche e se leggi il thread lo noti che ne parlo, detto questo le altre cinesi non sono da meno a quanto ho visto qui sul forum. Di base angolari e cinghia di sincronizzazione sono essenziali per come la vedo io, il resto è un opzional utile ma non indispensabile. Di stampe ad ora solo roba di test tipo cubetti alfabetagamma e test di retraction e li trovi nel thread le immagini. sto aspettando i nuovi nozzle da 0.3mm e mi rimetto a stampare comunque e sicuramente postero qualche immagine sul forum nei prossimi giorni. Magari @FoNzY che ce l'ha da un po ha qualche stampa più impegnativa.Prova comunque a dare un'occhiata al canale youtube di Sgabolab che ne parla in maniera approfondita della macchina. ps se vedi ho pure progettato un intero kit per sistemare la macchina a buon livello, credo che abbia molto potenziale la X5S -
Problema nozzle
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
RIeccomi con qualche informazione in più. ho smontato il il tutto e ho testato le ventole e funzionano perfettamente. c'era un po materiale sull'ugello ma sono riuscito a pulirlo con facilità. ho verificato che il foro del nozzle fosse libero e anche li nessun problema. l'ho smontato e sembra ok. La resistenza e il sensore sembrano essere integri e lo stesso i fili. Ho rimontato tutto mettendo la ventola assiale all'esterno e ho riprovato a stampare ma nulla, continua a stampare male. A giorni aspetto i nuovi nozzle da 0.3 che avevo ordinato qualche giorno fa. -
Intasamenti continui
I3D&MLab ha risposto a Fabio_Dino nella discussione Problemi generici o di qualità di stampa
ah ok, era giusto per capire perchè dalla foto sembrava strana la cosa -
Intasamenti continui
I3D&MLab ha risposto a Fabio_Dino nella discussione Problemi generici o di qualità di stampa
ma la ventola assiale sta dall'altro lato? -
Consiglio sul primo acquisto
I3D&MLab ha risposto a Gigiuz nella discussione La mia prima stampante 3D
Figurati, sei il benvenuto. -
Problema nozzle
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
quello stock ancora, volevo cambiarlo con un radial fan fang ma non ho avuto tempo
-
Problema nozzle
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
La ventola l'avevo smontata quando ho montato la prima volta la stampante e poi non l'ho piú toccata. Ora avevo regolato il numero di giri della ventola materiale al 50% perché al 100% sparava in parte sul nozzle e faceva calare le temperature. Spero nel pomeriggio di riuscire a mettere le mani sulla stampante per capire che é successo. Ieri appena ho visto le stampe mi é sembrato proprio strano il calo di qualitá. Alla fine la stampante c'avrá una ventina d'ore di lavoro. -
Intasamenti continui
I3D&MLab ha risposto a Fabio_Dino nella discussione Problemi generici o di qualità di stampa
Questa é una ventola radiale quindi spara aria in basso. dove sta la ventola frontale per l'hotend? -
Problema nozzle
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
tutto chiaro, domani provo a smontarlo come mi hai consigliato. Grazie mille 🙂 -
Problema nozzle
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
no la meccanica è ok, per le ventole domani do una controllata ma credo che non abbiano avuto problemi. ma tipo che è un flusso abnorme come se fosse mezzo otturato? ci sono eventualmente modi per pulirlo? come lo smonto il nozzle? devo riscaldare il nozzle prima di svitare? -
salve a tutti. sto facendo un po di test di sti giorni ma oggi ho registrato un degrado nelle stampe. le superfici dei componenti stampati oggi (sinistra), a parità di g-code e quindi temperature, velocità e tutto il resto invariato, vengono fuori parecchio irregolari rispetto a quelle precedenti (destra). che può provocarlo?
-
Consiglio sul primo acquisto
I3D&MLab ha risposto a Gigiuz nella discussione La mia prima stampante 3D
Senza gli angolari il telaio é un po troppo deformabile per i miei gusti, senza la cinghia di sincronizzazione il piano é un po delicato da maneggiare e tende a perdere l'orizzontalitá quando vai a tirare via il pezzo stampato. Mosfet e psu aggiuntivi servono per ridurre i tempi di riscaldamento e per preservare la mainboard. Prova a dare un'occhiata al thread X5S in questa stessa sezione cosí ti fai un'idea -
Consiglio sul primo acquisto
I3D&MLab ha risposto a Gigiuz nella discussione La mia prima stampante 3D
la Tronxy x5s-400 ha il piano da 400x400. richiede qualche upgrade (angolari, cinghia chiusa per sincronizzare i motori di z, mosfet esterno e psu aggiuntivo) ma se sei pratico è roba fattibile. c'è un mio trhead in cui ne parlo della X5S e su facebook trovi diversi gruppi italiani e stranieri in cui se ne parla -
imaginbot.com Stampante 3D da 1 metro cubo
I3D&MLab ha risposto a imaginbot.com nella discussione La mia stampante 3D e il mio laboratorio
Sembra parecchio forte come progetto. -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Eh giá Biscardone era forte- 100 risposte
-
- 1
-

-
- test
- retraction
- (and 3 più)
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
ok domani vedo di continuare con i test. grazie mille per i consigli 🙂- 100 risposte
-
- 2
-
-

-
- test
- retraction
- (and 3 più)
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
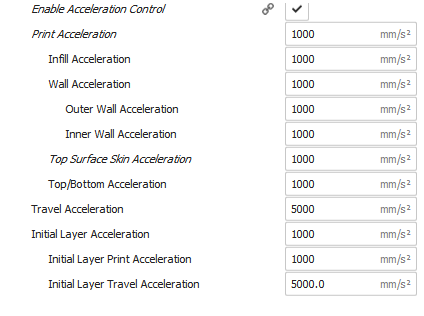
ok riparto da retraction 4.9mm e speed retraction 40mm/s, levo l'outer wipe, metto lo z-hop a 0.3mm, aumento le accelerazioni a 1500/2000 mm/s2. nel menu dell'lcd ho visto che ci sono: -vmax e -accmax e -acc retraction quest'ultima dovrebbe essere quella che devo modificare? sta a 1000 mm/s2 ora, la porto pure questa a 1500mm/s2? -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
le accelerazioni a 3000mm/s2 rendevano la stampante un po troppo scattosa e le ho abbassate a 1000mm/s2, solo la travel è a 5000mm/s2. l'accelerazione dell'estrusore quale sarebbe? nel profilo Repetierhost di @FoNzY c'è retraction 4.9mm e speed retraction 40mm/s, di accelerazioni non ne compaiono. ora sto notando che c'è li impostato z-hop 0.3mm (io invece in cura ho lasciato quello stock a 1mm)
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
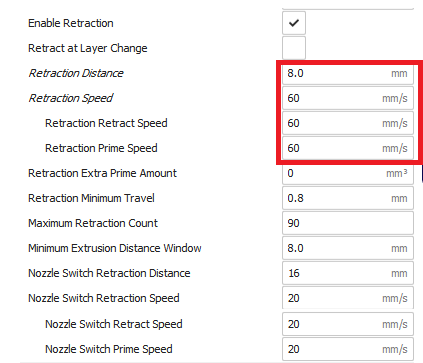
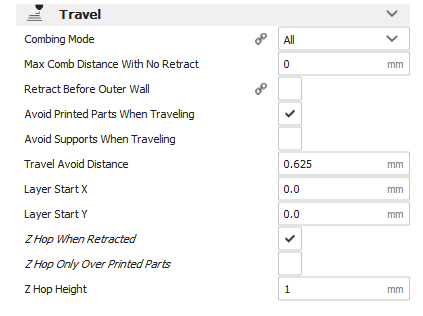
stranamente al variare della retractione della speed retraction non ho visto chissà quali miglioramenti effettivamente, lo rimetto a 0.2 quel valore allora. questi sono i parametri del retraction che ho usato, nel riquadro rosso quelli che ho fatto variare (in realtà mettendo la velocità nel primo le altre due le modifica in automatico) questi invece quelli dello z-hop
- 100 risposte
-
- 1
-
-
- test
- retraction
- (and 3 più)
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
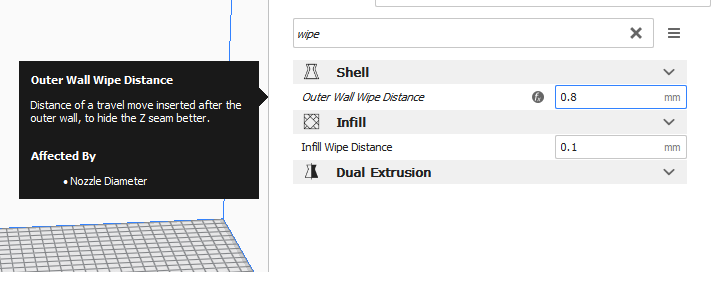
quello che ho chiamato skin wipe sarebbe in realtà l'outer wall wipe distance e l'avevo messo al valore più alto ovvero 0.8mm per cercare di avvicinarmi al tuo valore di nozzle wipe che stava a 2mm a stock stava a 0.2mm. dici che fa casino?
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Rieccomi con un po di risultati dei test ieri ho finalmente risolto il problema della temperatura del nozzle e i test che ho fatto fra ieri e oggi penso siano più affidabili rispetto ai predcedenti visto il maggiore controllo delle variabili in gioco. Ho fatto e rifatto innumerevoli volte il test delle tue torri cilindriche di @Tomto usando come slicer Ultimaker Cura 4.0.0 e ho variato un parametro alla volta per non andare alla cieca, cercando di seguire un approccio sistematico ma ad ora non sono ancora riuscito a risolvere il problema "filamenti" ecco qualche provino Sono partito da retraction 3.5mm e velocità retraction 45mm/s perchè nei pretest (il g-code che m'aveva passato @Tomto) pareva promettente per poi fare e come consigliatomi da @iLMario e @Blacksoldier10 . Sono andato parecchio lontano dal profilo di @FoNzY 1) 210°C/50°C ventola materiale 50% retraction 3.50mm speed retraction 45mm/s outer wall wipe 0.2mm accelerazioni 1000mm/s2 zhop attivo 1mm 2) 210°C/50°C ventola materiale 50% retraction 3.50mm speed retraction 45mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop attivo 1mm 3) 210°C/50°C ventola materiale 50% retraction 4.00mm speed retraction 45mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop attivo 1mm 4) 210°C/50°C ventola materiale 50% retraction 4.50mm speed retraction 45mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop attivo 1mm 5) 210°C/50°C ventola materiale 50% retraction 5.00mm speed retraction 45mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop 6) 210°C/50°C ventola materiale 50% retraction 5.50mm speed retraction 45mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop attivo 1mm 7) 210°C/50°C ventola materiale 50% retraction 6.00mm speed retraction 45mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop attivo 1mm 8 ) 210°C/50°C ventola materiale 50% retraction 6.50mm speed retraction 45mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop attivo 1mm 9) 210°C/50°C ventola materiale 50% retraction 7.00mm speed retraction 45mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop attivo 1mm 10) 210°C/50°C ventola materiale 50% retraction 7.50mm speed retraction 45mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop attivo 1mm 11) 210°C/50°C ventola materiale 50% retraction 8.00mm speed retraction 45mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop attivo 1mm e tutti questi test presentavano il problema quindi ho pensato di mantenere retracion a 8mm e di variare la velocità 12) 210°C/50°C ventola materiale 50% retraction 8.00mm speed retraction 50mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop attivo 1mm 13) 210°C/50°C ventola materiale 50% retraction 8.00mm speed retraction 55mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop attivo 1mm 14) 210°C/50°C ventola materiale 50% retraction 8.00mm speed retraction 60mm/s outer wall wipe 0.8mm accelerazioni 1000mm/s2 zhop attivo 1mm fino ad ora non riesco a trovare la soluzione al problema eppure il risultato dell'inizale test di @Tomto non sembrava male ma a quanto pare riuscire a replicare i parametri in Cura si sta rivelando alquanto complicato. Che conviene fare? alzare ancora la retraction? alzare la velocità ancora un po? alzare l'accelerazione? calare la temperatura? come se ne esce da sto pantano? 🤔
-
Si lo uso pure io ed é parecchio utile.
-
problema temperature nozzle
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Aggiornamento Nel firmware c'era un valore 255 in control/temperature/fan speed che andava a sovrascrivere quello del g-code portando la ventola ad un maggior numero di giri rispetto a quanto fissato nel codice. Portato il valore a 127, lo scarto é ora di 1 grado. Spero solo che non si sia danneggiata la resistenza.