I3D&MLab
-
Numero contenuti
556 -
Iscritto
-
Ultima visita
-
Giorni Vinti
7
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di I3D&MLab
-

problema temperature nozzle
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
ah pure sta possibilità c'è? 😯 errore non ne ne ha segnato sul pannello, però effettivamente sembra che il sensore di temperatura sia un po per i fatti suoi e fra la temperatura segnata e quella che ci dovrebbe esser c'è sempre discrepanza. mi sa che lo devo smontare allora, grazie per il link al video, non l'avevo visto, Sgabolab è proprio forte. -
problema temperature nozzle
I3D&MLab ha pubblicato una discussione in Problemi generici o di qualità di stampa
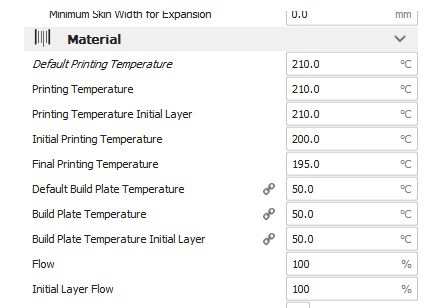
Salve a tutti sto provando a fare dei test per tarare a dovere la mia tronxy X5S ma mi sono accorto che mentre le temperature del bed sono estremamente costanti e corrispondenti ai valori del g-code, ció non si verifica con le temperature del nozzle. Ad esempio se la temperatura di stampa impostata per il nozzle é di 210 gradi, accade che dopo poco che parte la stampa si porta a 195 gradi per scendere anche a 190 gradi. Scorrendo il menú "Control" sul marlin ho visto che c'é la voce "autotemp" e avevo provato a metterla su "on" ma la temperatura continua ad essere differente da quanto impostato su g-code. Qualcun altro ha riscontrato lo stesso problema? C'é modo di sistemarlo? ecco lo screenshot dei valori che ho impostato in cui si vede che la temperatura dovrebbe andare a 195°C ma a fine stampa mentre invece ci va dopo poco che parte e scende anche fino a 190 gradi. Ps ho ad ora l'alimentatore stock da 360w a 12v, dite che puó essere una concausa?
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
perfetto grazie, ora provo anche quello e vedo che ne viene fuori. -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Non é che abbia stampato roba particolarmente piccola fino ad ora quindi non saprei se ho il wobbling. Mi potresti indicare un test per il wobbling? -
Slitta portacavi da piatto verso mainboard tronxy x5s
I3D&MLab ha risposto a ffabrizioluga nella discussione La mia prima stampante 3D
Levala, fa solo casini quella catena porta cavi. Io ce l'ho senza da qualche srttimana e funziona bene. Metti una fascetta per fissare i fili al telaietto dell'hot bed e sei apposto. -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
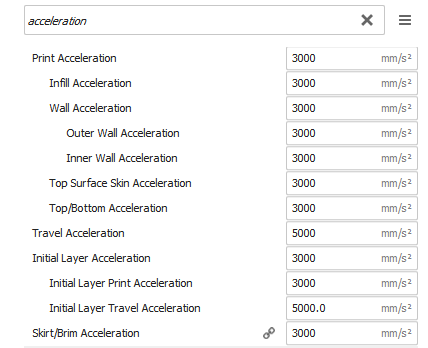
Non li ho toccato quei valori sulle accelerazioni, sono quelli stock. A quanto é meglio portarli? -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
tranquillo, sei stato insieme a @iLMario e a @Blacksoldier10 estremamente d'aiuto. Piano piano sto cominciando a capire (poco ancora a dire il vero 😄 ) dove mettere le mani sullo slicer e per capire i limiti della macchina. Già @FoNzY mi ha aiutato parecchio in passato e sono partito proprio da un profilo CuraEngine su Repetier che mi aveva passato e che sto cercando tarare sulla mia su Ultimaker Cura.Pomeriggio ho in programma di stampare un po, vediamo che combino 😄 -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
questi sono i valori stock delle accelerazioni
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
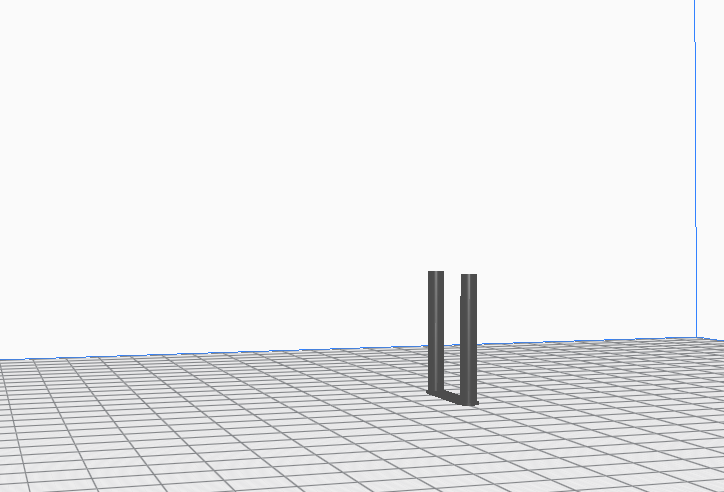
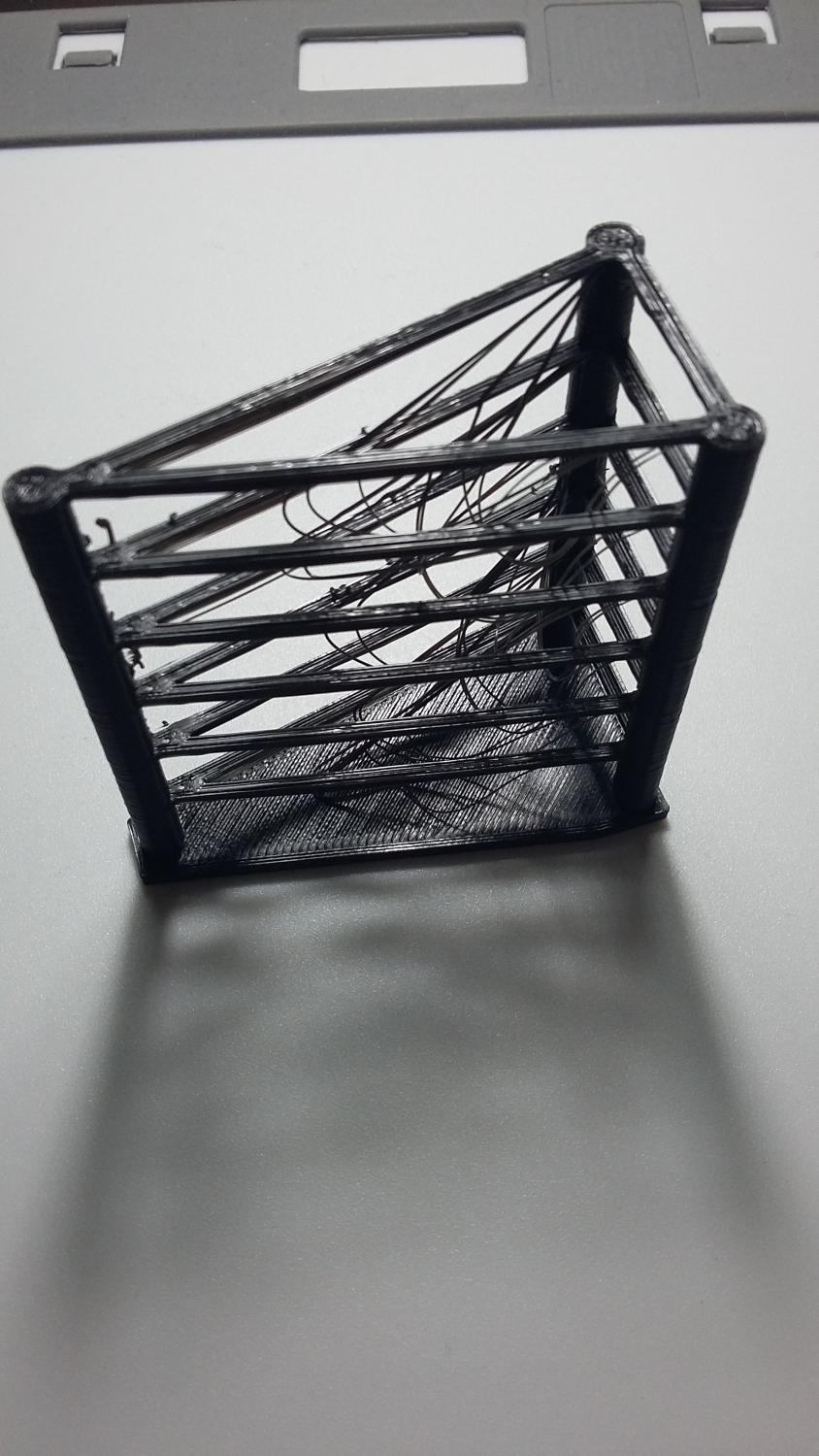
ho quello stock della tronxy ovvero un mk10 con bowden. in realtà 6.0mm di retraction l'avevo provato con 60mm/s di speed retraction ma il problema continuava a restare, a sto punto mi sa anche perchè quella geometria a quattro piramifi che testavo è un bel po rompiscatole. nello specifico avevo fatto queste prove 1) 4.9mm di restraction e 40mm/s di speed retraction 2) 5.5mm di restraction e 50mm/s di speed retraction 3) 6.0mm di restraction e 60mm/s di speed retraction dovrei fare la prova con quegli stessi valori ma con il test dei due cilindretti e vedere che succede mk10 e bowden -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
avevo fatto anche quest'altro test e li il problema era addirittura più esagerato, probabile a causa della geometria ok allora domani provo a fare qualche ulteriore modifica ai parametri che m'avete suggerito e vedo che ne esce fuori.
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
si ci sono quella sorta di "riccioli" sulle pareti
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
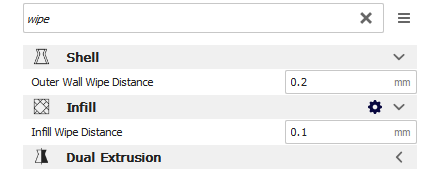
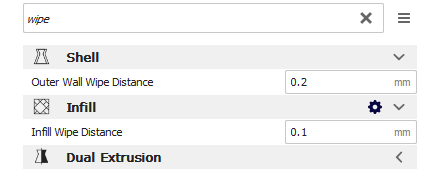
solo quello in shell giusto? ho visto che al massimo accetta 0.8mm -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
avevo trovato questo cercando wipe ma andando a variare i valori il programma fa qualche storia. queste sono le voci giuste da modificare o c'è altro? ok allora provo anche 205°C. questo della Geeetech https://www.amazon.it/gp/product/B071DM81ZK/ref=ppx_yo_dt_b_asin_title_o07_s02?ie=UTF8&psc=1
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
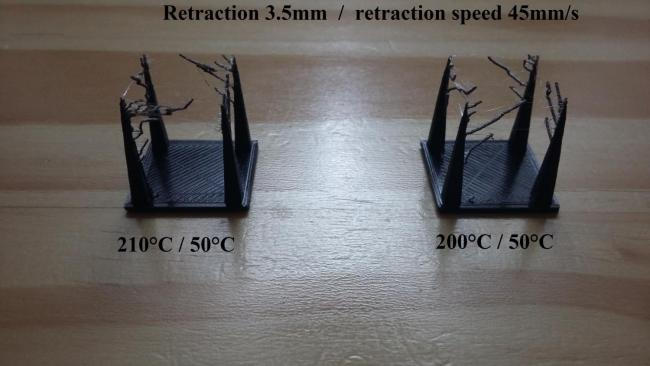
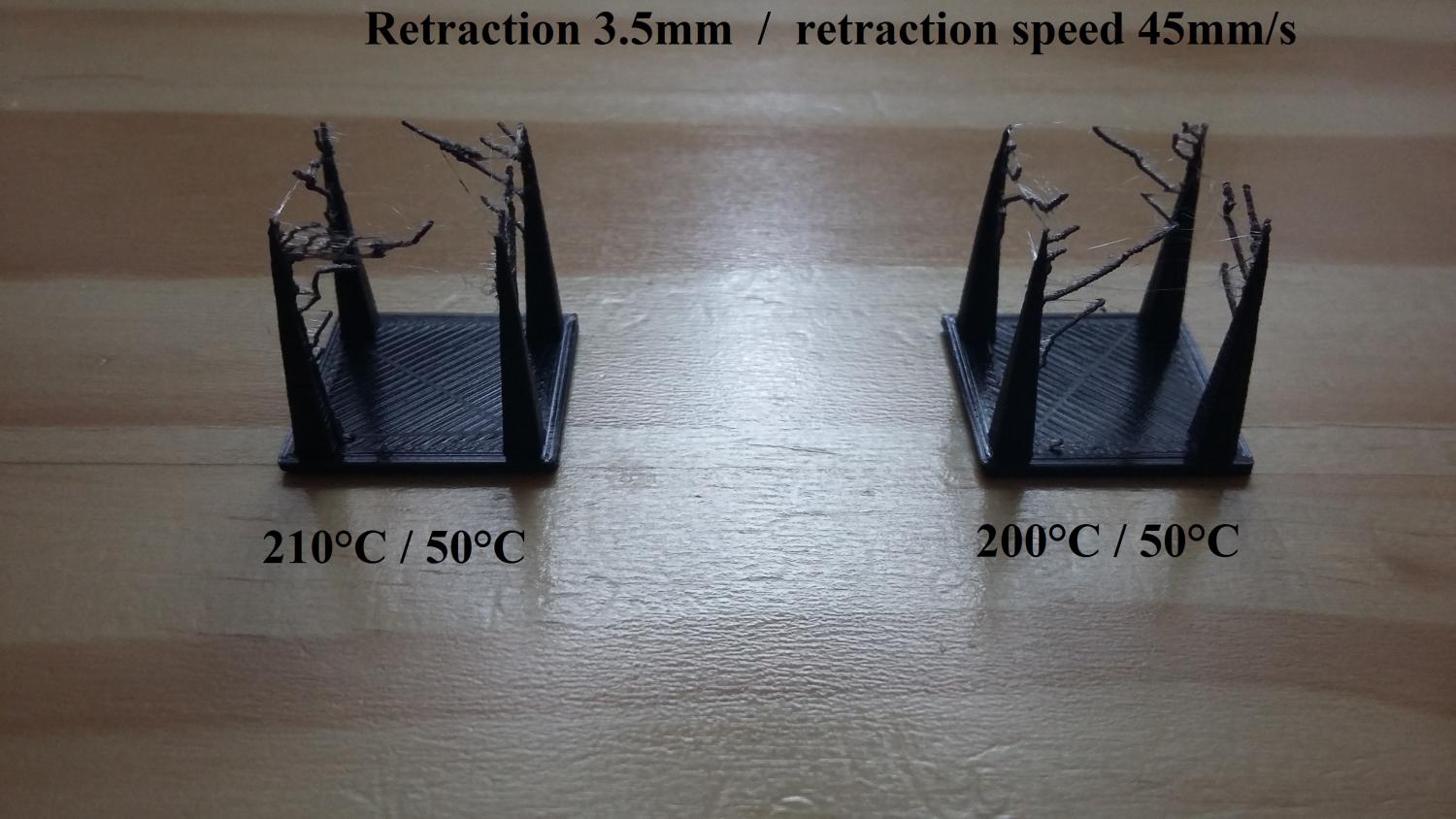
@Tomto ho fatto il test con 210°C/50°C, con retraction 3.5mm e speed retraction 45mm/s, il wipe l'ho lasciato a 0.2mm per ora che cerchiamo di capire in Cura come funziona. Ecco che ne è venuto fuori e qui un'altra foto in cui si nota qualchè piccolissimo difetto, ma niente filamenti e questo è già un bel passo in avanti magari provo a scendere a 200°C e vedo che succede
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
questa qua ho scaricato https://www.prusa3d.it/slic3r-prusa-edition/ -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
l'avevo cercato e scaricato il setup ma ancora non l'ho installato, ce l'ho sulla lista delle cose da fare -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
ok vediamo che dicono fai bene, è un casino sto programma 😄 -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
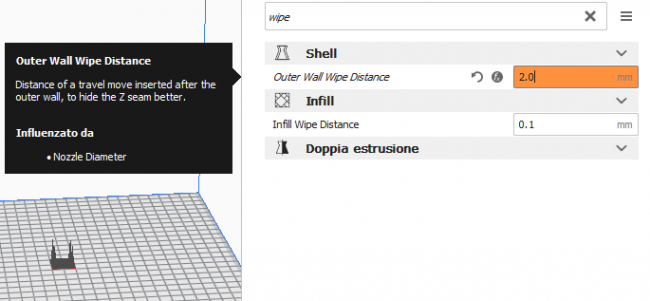
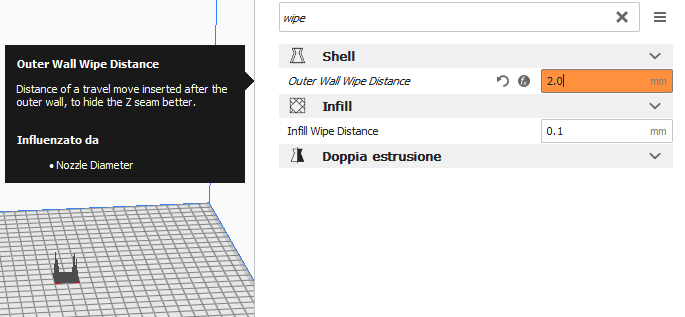
@Tomto ho provato a portare la shell wipe a 2.0mm ma Cura pare non gradirla particolarmente. ho provato e il massimo che accetta è 0.8mm. boh nel g-code che comando hai usato per definire la nozzle wipe? in caso la potrei aggiungere nello start g-code?
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
eh si credo che mi ci vorrà un bel po per capire come gestire i vari parametri, considerando anche il fatto che al variare del materiale si richiedono i necessari adattamenti. sta stampante è stata un po un casino farla partire ma ora spero di riuscire a stamparci così da poter imparare ah ottimo, al prossimo ordine lo prendo. grazie mille per il consiglio!- 100 risposte
-
- 1
-

-
- test
- retraction
- (and 3 più)
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
si ho visto che ce ne sono veramente tanti di questi test ed essendo alle prime armi ho puntato su quello là. Vedo come va questo e in caso ne provo qualcuno di questi è questo? https://www.amazon.it/stampante-filamento-diametro-tl-feeder-extruder-blue/dp/B07JDWDRV4/ref=sr_1_fkmrnull_1_sspa?__mk_it_IT=ÅMÅŽÕÑ&keywords=fysetc+teflon&qid=1554406068&s=gateway&sr=8-1-fkmrnull-spons&psc=1 -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
No perchè avevo provato a cercare pulitura nozzle su cura ma non era uscito granchè. ora andando a cercare wipe è uscito fuori questo devo portare a 2mm quello in shell? si l'ho preso proprio perchè avevo pensato che se riesco con questo poi per il resto non c'è problema però effettivamente mi sto rendendo conto che è parecchio esigente ed è probabile che i limiti della mia stampante siano eccessivi al momento. Penso valga la pena provarne uno più facile tanto per curiosità. si l'ho scelto anche perchè era molto usato. si se serve impostare lo wipe lo imposto, nessu problema. per il discorso cambiare il tubo di teflon, con che materiale devo sostituirlo? Il test lo provo sicuramente e vediamo che combina la mia cinese 🙂
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
si certo il focus è sul retraction. ho riprovato il test di thingiverse con cui avevo iniziato ma impostando questa volta su Cura retraction 3.5mm e speed retracion 45mm/s a 210°C/50°C e 200°C/50°C ma il problema ancora persiste, che cavolo sarà? provo a salire di speed?🤔
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
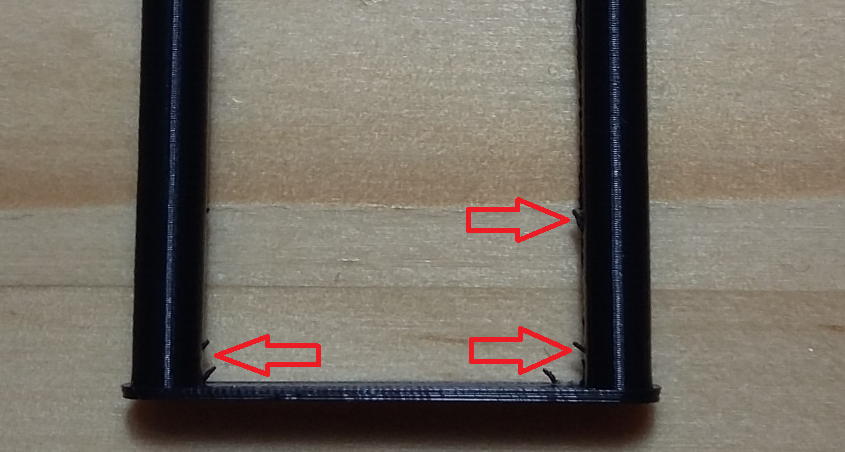
si li pare il problema sia la mancanza di sostegno nel bridge e probabile anche il raffreddamento materiale un po scarso. penso che stamperò quanto prima un nuovo condotto di raffreddamento radialfang perchè quello stock spara l'aria in alto e non mi pare molto intelligente. Io mi riferivo al secondo piano come il migliore perchè oltre a non presentare i filamenti, la forma della superficie del cilindro a sinistra (dove c'è la freccia rossa) non è minimamente sporcata da quei riccioli. boh penso che farò qualche prova a 3.5mm e 45mm/s a varie temperature ora così vedo che succede
- 100 risposte
-
- 1
-
-
- test
- retraction
- (and 3 più)
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
Eccomi coi risultati gente @Tomto quasta volta è andata meglio della prima 🙂 e direi che il migliore sembra il secondo piano, quindi 3.5mm di retraction a 45mm/s. la pulitura ugello dove la si trova in Cura? ps anche a sto giro la temperatura segnata dal LCD per quanto riguarda il nozzle era intorno a 195°C invece dei 210°C del g-code. boh devo indagare la cosa, penso di modellare la cosa in solidworks e di creare il g-code con Cura e vedere se ricapita
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
ora lo metto in stampa e in un'oretta (dice 54 min) dovrebbe finire 🙂