I3D&MLab
-
Numero contenuti
556 -
Iscritto
-
Ultima visita
-
Giorni Vinti
7
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di I3D&MLab
-
vabbè tranquillo che le mie stampe sono piene di difetti, al momento bado alla quantità più che alla qualità 🙂 il fatto è che dovevo stampare un po di roba per la stampante tipo spool holder, qualche staffa, qualche guida per le cinghie perchè avevo riscontrato problemi tipo filo che si spezzava, scivolamento delle cinghie. Ora mi rimane da stampare qualcosina per sti problemi e poi mi rimetto a fare i test ps ecco come è venuto il sistema per lo spool holder e mo sto stampando questo

-
Grazie! Auguroni anche a te e a tutti gli utenti del forum e buone stampe. Io di sti giorni sto stampando a bomba 🙂
-
TronXY X5S Y axis MGN12H gantry (part 01) TronXY X5S Y axis MGN12H gantry (part 02)
-

Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
Avevo impostato lo z-hop a 1mm e il problema fllamenti era amplificato, poi calando a 0.3mm la situazione è migliorata. ad ora ho provato solo quei due valori am effettivamente dovrei fare un test comparativo senza z-hop per completezza. fino ad ora per chiarirmi le idee ho fatto esperimenti giocando solo sui parametri ventola, temperature, retraction e speed retraction -
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
ottimo, vedi di fare qualche test e vedo come va. col PLA plus le cose variano tanto? -
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
No aspetta io mi riferivo allo z-hop, per quello come conviene procedere? -
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
ok allora proverò a salire di velocità di retraction e di retraction allora. lo z-hop height l'ho impostato a 0.3mm, all'inizio era a 1mm è peggiorava la situazione. variazioni di 0.1mm possono andare bene? grazie per i consigli 🙂 -
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
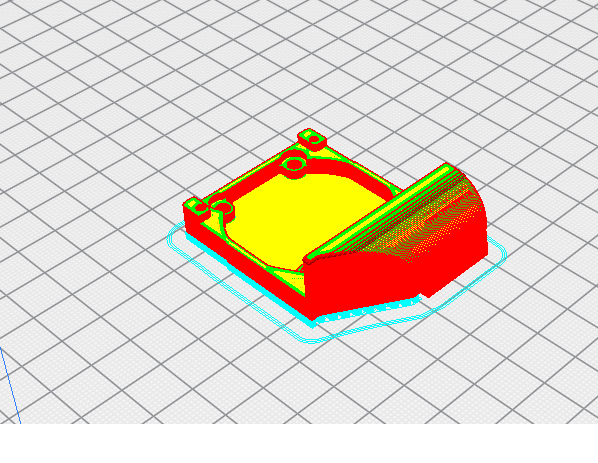
oggi avevo fatto partire la stmapa ma dopo un paio di ore ho trovato sta roba, probabile per una delle cinghie lenta qui senza i supporti ad ogni modo ho potuto collaudare l'accoppiamento ora sto stampando un spool holder perchè il filo rischia di spezzarsi troppo spesso e poi riprovo a stampare il fanduct
-
Impostare Cura per Tronxy X5S
I3D&MLab ha risposto a I3D&MLab nella discussione Software di slicing, firmware e GCode
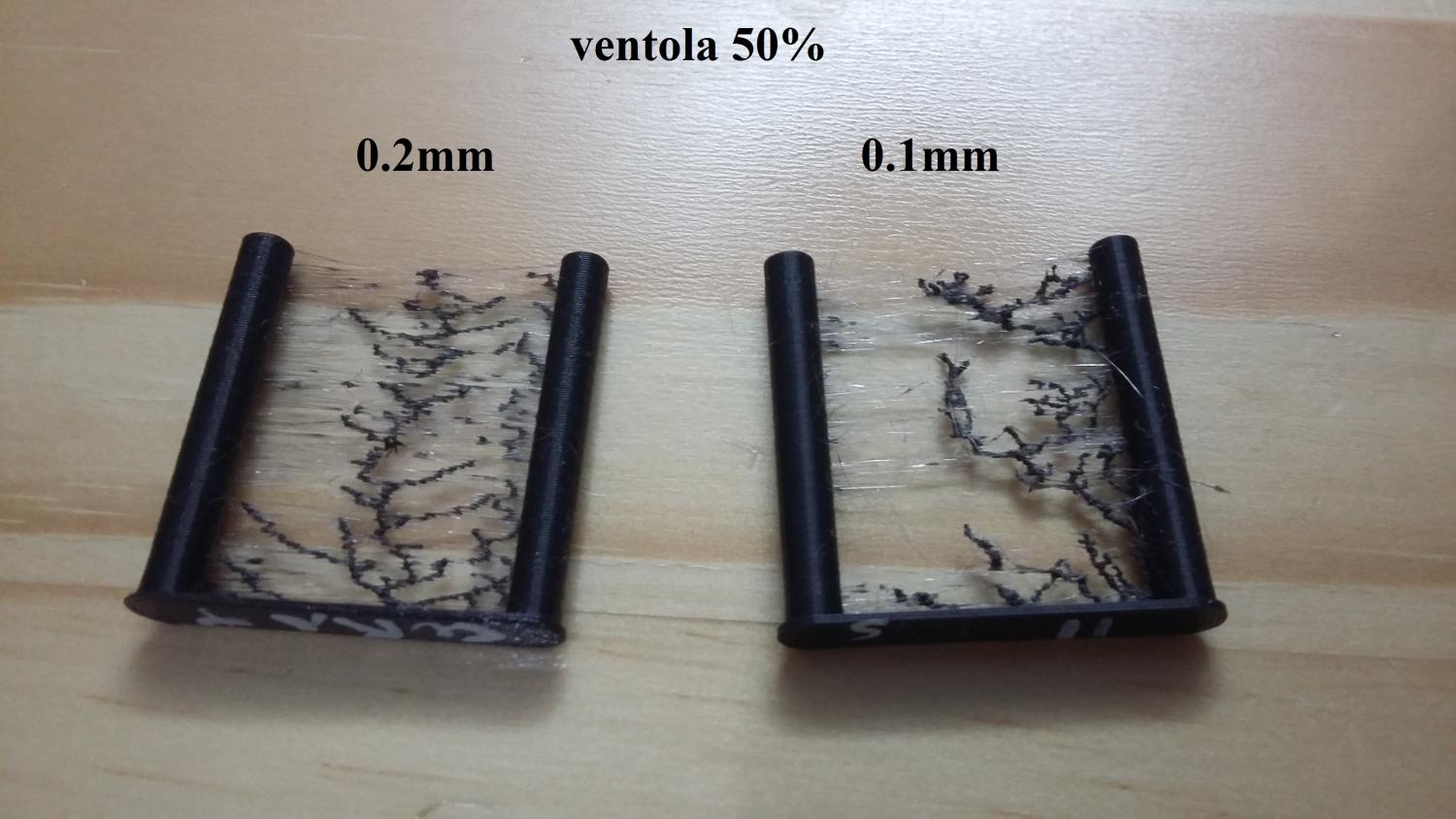
Ciao @FoNzY scusa se ti disturbo ma di sti giorni ho fatto un po di test sulla retraction e mi sono accorto che usando lo stesso valore di retraction e retraction speed sul test con layer 0.2mm e 0.1mm ottengo risultati veramente differenti. seguendo i tuoi consigli avevo impostato retraction 4.9mm e speed retraction 40mm/sec e per 0.2mm vanno bene, mentre per 0.1mm di layer producono come una sovrabbondanza di materiale che viene trascinato dal nozzle e fa i filamenti. in foto un confronto fra un provino con layer 0.2mm e pressochè senza problema di filamenti e a destra un altro provino con layer 0.1mm dove invece il problema filamenti c'è eccome. quale paramentro dovrei variare per risolvere anche sui provini da 0.1mm? grazie 🙂
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
il layer è alto la metà quindi gli dovrebbe servire la metà del materiale andando di logica, ma questo come si traduce nel software? sul flow? -
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
sono sicuramente venuti molto meglio da quando ho cambiato il nozzle e aumentato la velocità della ventola, quello si. i filamenti sono proprio sottilissimi tipo ragnatela e non sapendo che aspettarmi non so se sono normali, per quello ho preferito chiedere qui sul forum. magari domani provo a calare di qualche grado come mi suggerisci e vedo che succede. la superficie dei cilindri è abbastanza regolare e sicuramente con layer 0.1mm sarebbe più liscia, ma se imposto a 0.1mm il problema filamenti si aggrava e non riesco a capire perchè. tu usi gli stessi valori di retraction e speed retraction sia a 0.2mm che a 0.1mm di layer?
-
test retraction
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi generici o di qualità di stampa
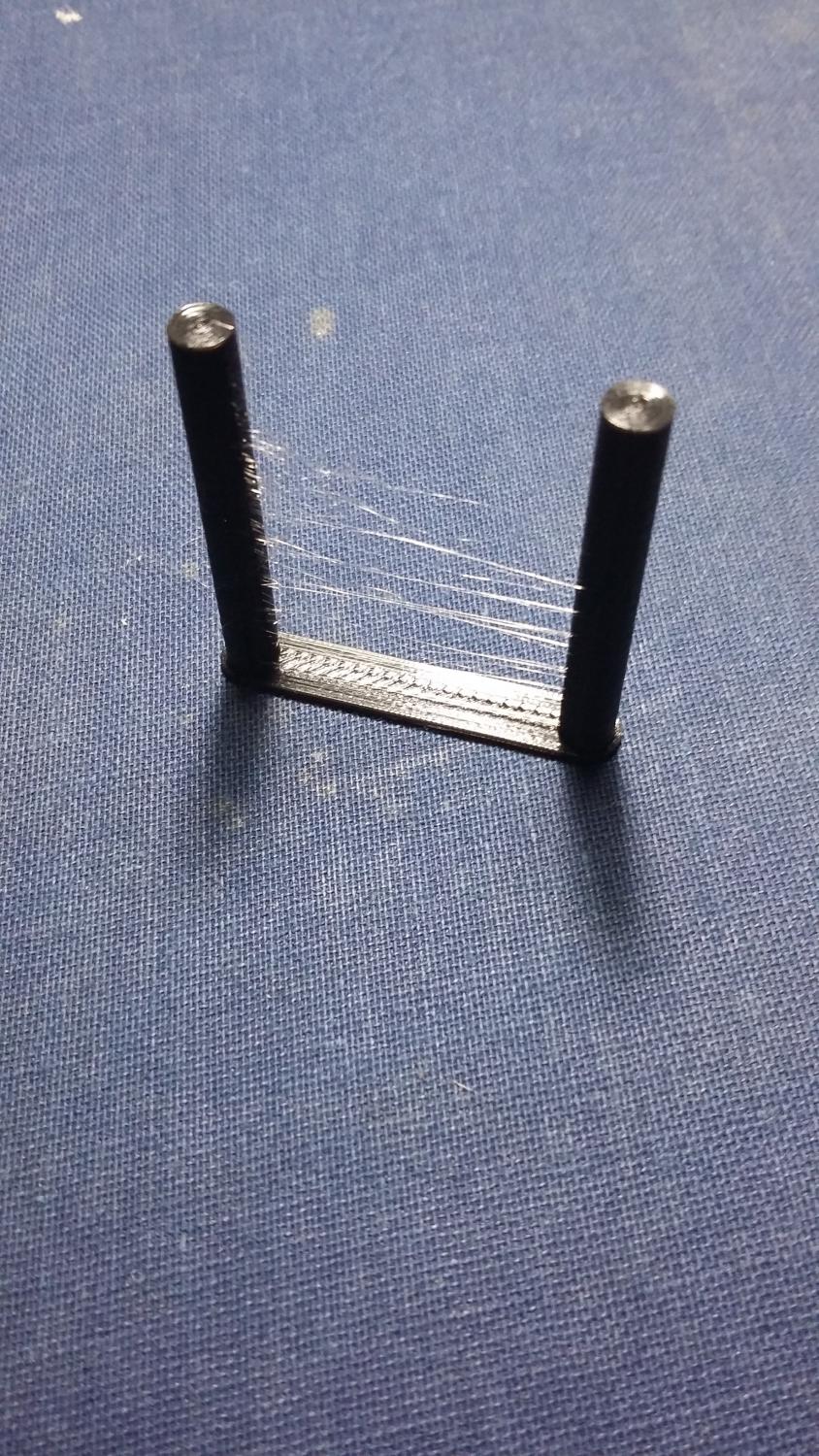
Rieccomi con un po di risultato sono partito col test di @Tomto dopo aver sostituito il nozzle andando ad impostare la ventola al 50%. Riprendendo i valori di retraction dal profilo di @FoNzY con temperature nozzle 210 °C e temperature bed 50°C, retraction 4.9mm e speed retraction 40mm/s e z-hop height 0.3mm. Sia con layer 0.2mm che con layer 0.1mm non c'era verso di risolvere il problema anche variando i valori. Sicuramente per la ventola lenta che non produce un raffreddamento abbastanza repentino del materiale fuso. Salendo con la velocità ventola fino a 100% e andando ad impostare temperature nozzle 210 °C e temperature bed 50°C, il valore di retraction 3.5mm e speed retraction 45mm/s, z-hop height 0.3mm che aveva dato buoni risultati nel test della torre che ho fatto settimana scorsa. Per layer 0.2mm c'era qualche filamento sottile, sul 0.1mm invece il problema persiste Andando semore con ventola 100%, temperature nozzle 210 °C e temperature bed 50°C a retraction 4.9mm e speed retraction 40mm/s, z-hop height 0.3mm. nel caso layer 0.2mm c'è qualche filamento sottile mentre nel caso layer 0.1mm il problema persiste qua un po di provini con layer 0.2mm e retraction 4.9mm andando a variare la speed retraction da 30mm/s a 70mm/s e pure un paio di prove con retraction 3.5mm e 6.5mm i filamenti sottili ci sono in tutti i casi. può essere un problema del materiale? avrà preso umidità? perchè sui provini con layer 0.1mm il problema è peggiore?
-
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
sul laptop del laboratorio, vecchia cpu e con solo l'integrata, non c'è ne la gtx e neppure la quadro. La quadro M4000 ce l'ho sul fisso ma per un lavoretto così basico non ho ritenuto ne valesse la pena. vedrò di fare un test pure li giusto per cusiosità 🙂 ok allora lo porto a 45 gradi. ho visto come funziona il plug-in ed effettivamente è forte come cosa. ora spero di finire gli ultimi test di taratura e poi provo a stamparlo. grazie mille per i consigli 🙂 -
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
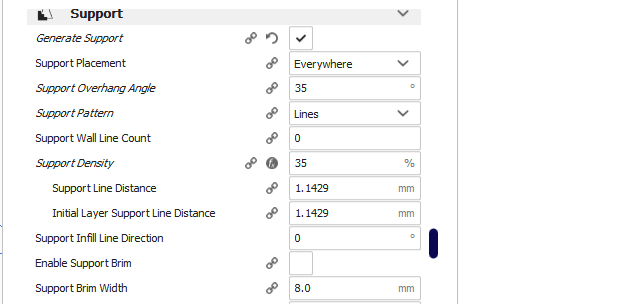
ho provato adesso con l'opzione "touching buildplate" ed effettivamente dentro ai condotti non mette più i supporti. come angolo mette 35 gradi, dici che è meglio aumentarlo? la geometria zigzag va bene per i supporti? ps ho installato il plug-in ora devo solo cercare di capire come aprirlo
-
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
in pratica ho visto che i supporti li fa anche dentro ai condotti, il che renderebbe poi impossibile levarli. c'è un modo per selezionare le aree dove andarli a mettere? -
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
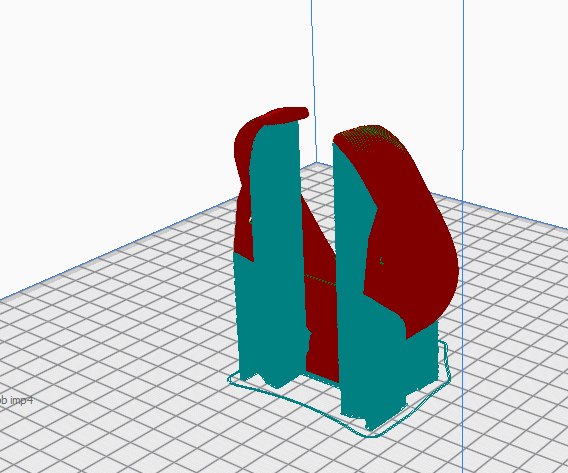
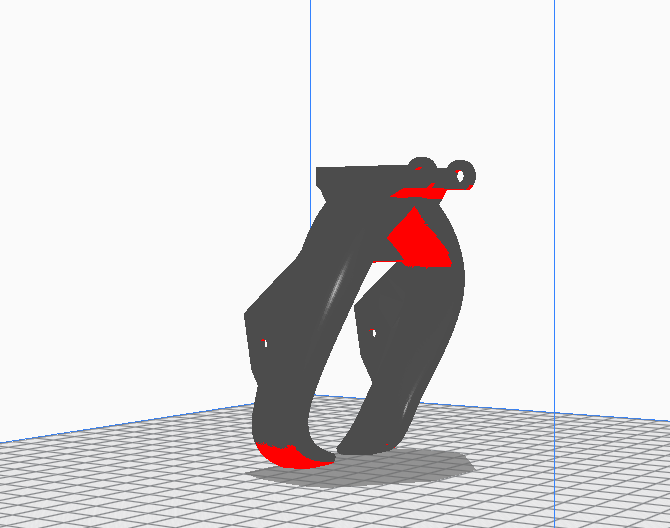
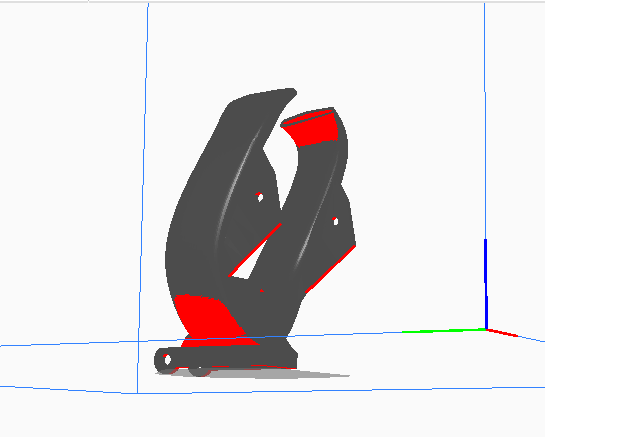
ok allora domani vedo di installare quello che serve in cura. ma dici che conviene cominciare a stampare dall'attacco per l ventola e fare i supporti per i condotti? ps penso di aver capito che sono quelle zone rosse quelle dove andrà a mettere i supporti se ribalto invece se aumento l'angolo dovrebbero diminuire le zone rosse giusto?
-
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
pensavo di mettere il brim e i supporti ma non so ancora precisamente come conviene procedere i supporti personalizzati sarebbero al variare dell'inclinazione giusto? -
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
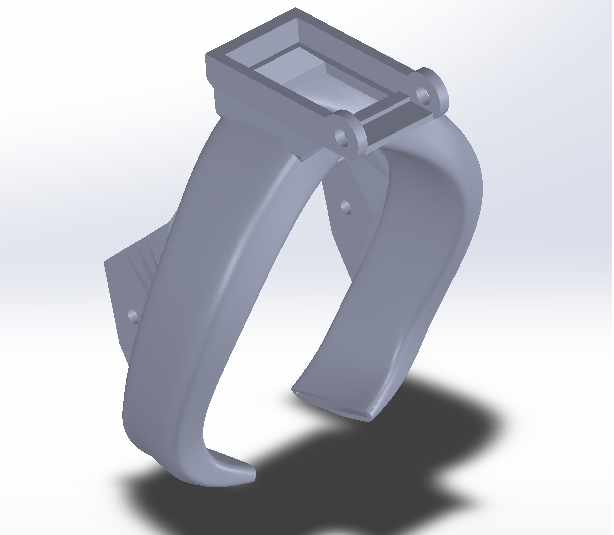
si c'erano 150 mila elementi e ci ha messo circa mezz'ora. ad ogni modo ho modificato il modello e ora vorrei capire come conviene posizionarlo per staparlo. meglio così o ribaltato?
-
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
non si finisce mai di imparare 🙂 ps ho fatto partire l'importazione e mi ha avvisato che ci sono un sacco di elementi e che ci dovrebbe volere un po. vediamo quanto ci mette -
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
una volta che capisci la logica diventa ottimo da usare. io qualche tempo fa a tempo perso mi ero fatto il modellino della stampante per esempio si puoi fare le misure, c'è una sezione apposita su solidworks si mi è capitato raramente di avere a che fare con gli STL e solitamente mi rifacevo la modellazione da zero. se così riesco a mantenere anche le dimensioni originali diventa ottimo però
-
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
@Tomto ah è facilissimo, non ci avevo ancora provato e sono diversi anni che ci lavoro con solidworks. grazie mille 🙂 -
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
eh arriverà pure quello, per ora ho spesso un bel po di soldi su sta stampante e ancora non sono neppure riuscito a stampare come si deve 😄 -
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
io da questo ero partito, però se vedi dice che gli hotend supportati sono E3D E3D Titan Tevo Stock (chimera single nozzle) e io invece ho un mk10 -
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
e dove?😯 -
Modificare un modellino su Blender
I3D&MLab ha risposto a I3D&MLab nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
si il mouse per il CAD è quasi obbligatorio, poi se ti ci metti a lavorare anche una trackball ti ci vuole Il fatto è che mentre in solidworks e fusion hai una sorta di "cronologia" delle funzioni usate e puoi andare a ritroso per modificare la singola estrusione o altro, qua in blender non riesco a trovare una logica di quel tipo. sicuramente sarà facile trovare anche qui qualcosa di simile ma non avendoci mai messo mano su sto software ci vuole un po di tempo per capirlo