FoNzY
-
Numero contenuti
6.831 -
Iscritto
-
Ultima visita
-
Giorni Vinti
515
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-
non c'è dubbio,il problema è il sensore parlo della stessa cosa, andare sulla scheda è un passo successivo che non è detto sia necessario che il sensore in se' sia guasto è molto improbabile, quindi per prima cosa controlla i cavi. controlla che i cavi non siano rovinati,spellati o troppo corti. se i cavi non presentano segni particolari controlla che il sensore sia in posizione corretta. se ne i cavi ne il sensore sono danneggiati dovrai guardare la scheda madre. non ho mai sentito di una stampante con adesivo di garanzia ma se fosse sta a te decidere se invalidarla o chiedere la sostituzione dell'intera stampante
-
in questo caso il problema è il sensore di temperatura del piano di stampa che si è scollegato. potrebbe essere un danno al sensore, ad uno o piu' dei cavi che lo collegano alla stampante o al connettore del sensore sulla scheda madre. verifica che il sensore sia in posizione nella sua sede sotto e al centro del piano, controlla che i cavi non siano rovinati ed in ultimo se non trovi altre anomalia controlla che sia saldamente connesso alla scheda madre.
-
visto che non avevo niente di meglio fare mi sono messo a cercare quanti e quali riciclatori sono "i migliori" credo di aver trovato il kit "uccidi home-made" per "soli" 500 euro tondi tondi" (con il cambio di oggi) vi portate a casa il kit estrusore ed il kit avvolgitore di filo (spedizione con consegna in 3-4 giorni compresa) su questo sito qui: https://www.filastruder.com/products/filawinder?variant=454642297 (che credo sia anche piu' che rispettabile) c'è da aggiungere la dogana ed i dazi... (tutte cose che ho appena imparato) vuoi sapere il dazio per importare una cosa strana come l'elettronica? in italia non puoi saperlo... in internet liquidano i dazi come variabili tra il 4-6% quindi diciamo che sia 8% 500+iva+dazio= 650 euro (ci sarebbero gli oneri per lo spedizioniere ma essendo una spedizione internazionale gia' pagata non dovrebbe esserci altro) sembrano essere kit molto "semplici" ma sicuramente migliori di quelli home made, se si tenta di fare una cosa simile home made si va a spendere di piu' quindi...il riciclatore "home made" è morto! p.s. guardando sul sito di ups posso riassumere cosi: non ti chiediamo spese di sdoganamento ma se sei nella stagione di picco allora forse si,ti chiediamo dei soldi! ti chiediamo una cifra "fissa" che pero' adesso non puoi sapere....😅
-

Problemi a staccare il primo strato sotto la stampa
FoNzY ha risposto a Manu1310 nella discussione Problemi generici o di qualità di stampa
quella "base" si chiama raft, non serve ad un tubo e causa molto spesso proprio il problema che descrivi... nello slicer puoi cambiare e passare a skirt,brim o niente. il brim consiste in un numero definito (da te) di linee esterne alla stampa per aumentarne la superficie (spesso inutile) lo skirt consiste in uno o piu' linee distanti dalla stampa che non migliora l'adesione ma consente di spurgare l'ugello da eventuali bolle d'aria (se non usi uno degli altri due devi usare questo) -
SOS SD STAMPANTE ANYCUBIC I3 MEGA S
FoNzY ha risposto a EMOZIONE nella discussione Problemi generici o di qualità di stampa
puoi decidere cosa far fare alla stampante a fine stampa dallo slicer nella sezione "gcode finale", puoi anche inserire un custom gcode per far fare alla stampante cio' che vuoi. almeno a me spesso succede che per qualche motivo la stampante si perde il gcode finale ma cosa è successo di preciso...non ho ben capito.... -
SOS SD STAMPANTE ANYCUBIC I3 MEGA S
FoNzY ha risposto a EMOZIONE nella discussione Problemi generici o di qualità di stampa
nonc redo fosse niente di importante, il manuale di istruzioni,un software cinese di slicing,il file .stl per vedere se la stampante funziona e lo stesso file gia' pronto in formato gcode....niente di importante -
driver bruciati o fantasmi in casa?
FoNzY ha risposto a mattia_ nella discussione Problemi generici o di qualità di stampa
domani mattina vado a sporgere denuncia! si, normale ma se riesci ad evitarlo è meglio tutto normale -
driver bruciati o fantasmi in casa?
FoNzY ha risposto a mattia_ nella discussione Problemi generici o di qualità di stampa
no, non puoi. se prendi il driver di X e Y e fisicamente li metti nel socket di Z? hai provato? quante possibilita' ci sono che hai scambiato i fili dei motori? il filo di z su x,y su z, y su x etc..? che si sia bruciato il driver è estremamente improbabile, se hai sminestrato le polarita' dei cavi allora è probabile che sia la scheda madre ad essere arrostita (italiano 10+) -
se non vuoi pulire tutto sacrificherai un X materiale che sara mischiato all'inizio e poi tieni il materiale estruso dopo questo X
-
driver bruciati o fantasmi in casa?
FoNzY ha risposto a mattia_ nella discussione Problemi generici o di qualità di stampa
quindi il problema è nato dopo che hai smanettato i fili?, dopo che hai smanettato i fili non ha piu' funzionato? -
😅la vite in legno la vedo problematica..tanto problematica... ma a questo che punta per legno sia!
-
intendo una vite appositamente pensata per trasportare i pellet di plastica che stanno per essere fusi. si chiama vite a compressione, trasporta e schiaccia i pellet in modo da far uscire l'aria e la punta ha una particolare forma a cono che fa da valvola. qui trovi un esempio. una vite con il suo tubo calibrato e l'ugello (210 dollari 😂) https://www.robotdigg.com/product/1691/16mm-or-20mm-extruder-screw,-barrel-n-nozzle
-
Problemi di qualità HEMERA
FoNzY ha risposto a harem68 nella discussione Problemi generici o di qualità di stampa
chi è hemera? il gatto?senza offesa 😅... intendi il gruppo hot end originale e3d? chi è sf3d? su questo non ho idee...ho cercato su google ma trovo un tizio che vende camini.... -
avevo escluso il teflon perche' per metterlo devi tagliare il tubo e creare due anelli. se usi un tubo con diametro calibrato e lo tagli va al diavolo il "diametro calibrato".anche usando un tubo per l'acqua creare e saldare due anelli al tubo non è cosa troppo semplice...solo per questi motivi avevo pensato all'acqua. per quanto riguarda il raffreddamento ad acqua non è detto che faccia consumare di piu', il sondino della temperatura andrebbe tra i due anelli (3\4 verso il frontale) e risentirebbe minimamente dell'acqua ma era solo un idea,forse è sbagliata,va provato non era un discorso di materiale, se usi la vite per plastica devi poi usare un tubo con diametro calibrato altrimenti non funziona. il diametro calibrato lo trovi piu' facilmente su i tubi in acciaio, spesso è venduto in accoppiata con la vite per plastica 400-600watt di riscaldatori,150watt per lo stepper e l'elttronica...un po' di margine...e siamo li' dipende che tipo di materiali vuoi usare, la vite per il legno e il tubo per l'acqua costano 20euro, il tubo calibrato e la vite costano 250...lo stepper sta su i 50-60 euro,driver,elettronica,cuscinetti,supporti...prendendo roba discreta sei su i mille... credo che alla fine dei conti non ci sia un ritorno economico, è piu' il divertimento di crearlo che l'utilita' finale ma alle volte (a me accade spesso) è piu' lo sfizio e la voglia di crearlo che il ritorno "economico"...comunque mai dire mai 😅
-
Quanto la temperatura del piano incide sull'adesione?
FoNzY ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
il pla ha pochissimo warping qundi anche 40 possono bastare, diciamo tra i 40 ed i 60 gradi è la forbice di utilizzo poi dipende dalla velocita' di stampa,dal tipo di filo etc...prima di mettere 60 prova valori piu' bassi praticamente è indespensabile -
Quanto la temperatura del piano incide sull'adesione?
FoNzY ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
in nessun modo. il calore non è un collante... il calore serve ad allentare le forze all'interno del filamento (se ce ne sono) se la temperatura del piano è corretta i primi strati rimangono semi-liquidi\morbidi e quindi le forze interne che tentano di deformarlo non compaiono, con l'aumentare dei layer il calore si trasmette tra i layer e quando le forze compaiono ormai c'è troppo materiale per poter essere deformato.... devi anche considerare il fatto che se la differenza di temperatura tra piano e filamento è eccessiva il filamento si solidifica all'istante e invece di stendersi sul piano viene trascinato via dall'ugello... morale della storia il pla\petg andrebbero stampati con un piano di temperatura non inferiore a 40gradi,40-60 gradi è il range di utilizzo -
la punta per il legno è ok, infatti la usano in tutti i progetti "home made" il problema della punta per legno è che non rimuove l'aria e se si prende una punta cinese il diametro non è coretto, se rimane lenta nel tubo causa tanti problemi
-
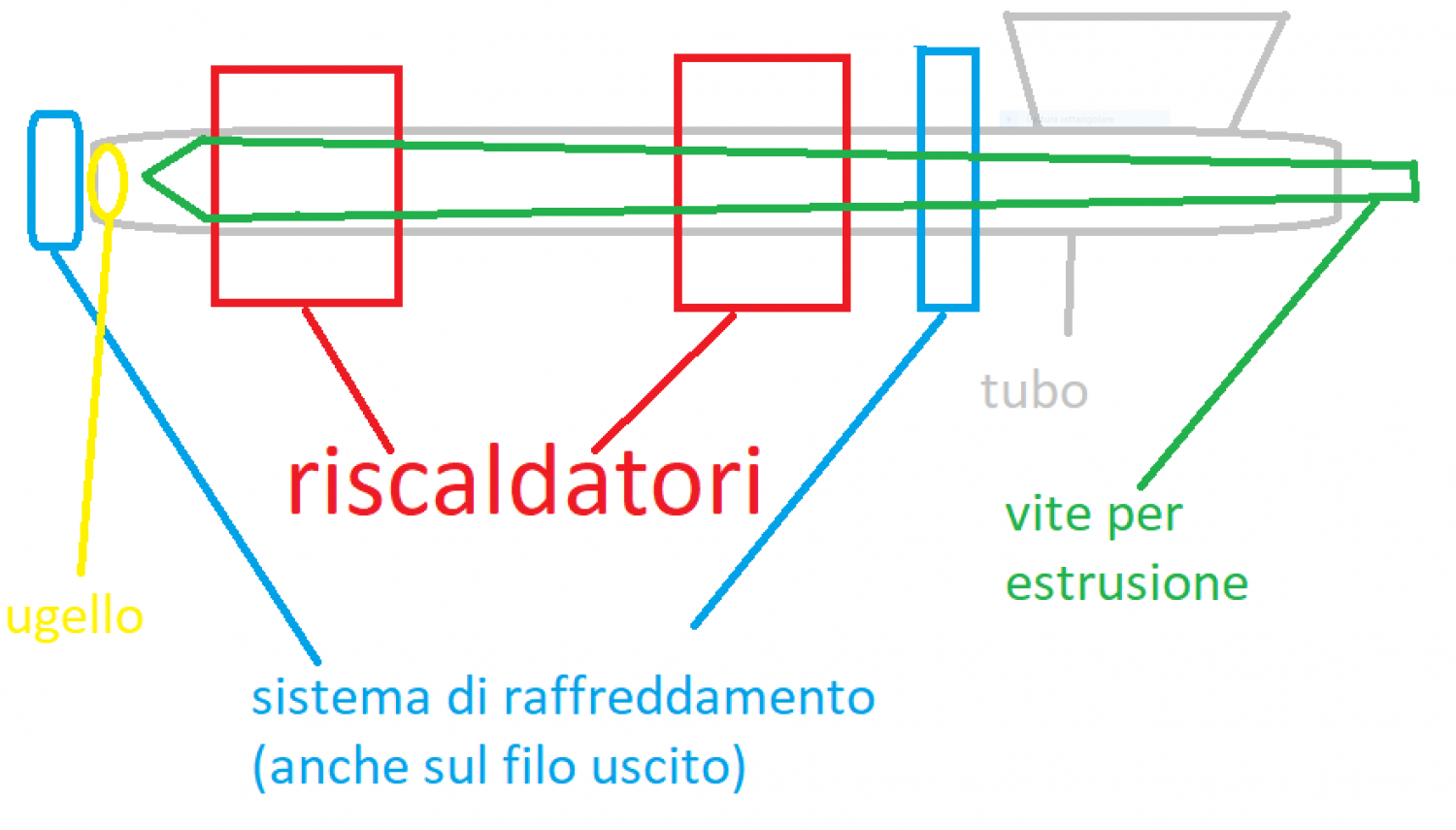
dopo tante ore da quello che ho scritto prima mi sono fatto un idea di come dovrebbe essere il riciclatore di scarti "perfetto" costo per farlo home made tanti soldi 😅 la vite per estrusione è appositamente creata per questo scopo e non è economica (150 euro credo per una piccola), rimuove l'aria mentre spinge e la punta crea una valvola di non ritorno. il sistema di raffreddamento nella parte posteriore è solo un tubo avvolto intorno al tubo principale e porta l'acqua fino al "coso blu davanti all'ugello" dove l'acqua viene fatta cadere sul filo.comuqnue l'acqua andrebbe riciclata in qualche modo i riscaldatori sono due perche' la plastica deve sciogliersi gradualmente con questa vite altrimenti "semplificando si inchioda". di ugelli ne usi 2. il primo piu' grande e lo usi per uniformare gli scarti creando pellet, il secondo lo usi per estrudere il filamento che poi userai. il tubo se usi la vite per plastica deve essere "non un tubo per l'acqua" ed anche qui siamo sugli 80 euro credo 😅 serve un sistema automatico che avvolge il filo tenendo conto della grandezza della bobina (piu' è grande e piu' deve girare piano) un programmino per lo stepper che fa girare tutto in modo da mantenerlo a giri fissi e fermarsi se la pressione sale troppo e aumentare un po' se la pressione scende. un sistema che taglia la plastica quando fai i pellet consumo 600-800watt\ora 😅 costo...intorno a 1000 euro complicatissimo e di dubbia utilita' 😅 serve anche qualcosa per trinciare gli scarti!

-
la vedo molto dura...anzi praticamente impossibile...con 1000 euro prendi le cinesi,sono un problema a stampare abs e sicuramente non sono affidabili
-
ti consiglio la m200\m200+ di zortrax, usata la trovi a meno di 1000
-
secondo me la risposta è no, non conviene (non significa che non vale la pena farlo) in nessun caso.... se consideri il costo della macchina, la corrente e l'impazzimento e dall'altra parte il filamento che sta a 30\40 euro al kg non vale mai la pena. dipende dall'uso che fai della stampa, se sono modelli estetici(come per la maggior parte degli hobbysti) o modelli che hanno uno scopo e poi vengono buttati. ad esempio i modelli delle "ossa" per gli interventi chirurgici. vengono stampati in fdm perche' piu' economici,vengono usati per una settimana e poi buttati (sono anche modelli da 1,2kg!) mentre l'hobbysta che poi la stampa la mette sulla mensola per esposizione per quanti fallimenti possa fare il gioco non vale la candela e poi bisogna considerare che un hobbysta usa 4\5 colori diversi e anche di marche diverse (che succede se li mischi?!?) anche su i tappi non so' quanto sia "la stessa plastica". poco tempo fa' si parlo' di usare il filo del taglia erba come filamento...insomma di oggetti alternativi dai quali prendere la plastica ce ne sono a migliaia.... infatti è il primo grande problema, la soluzione piu' semplice è il frullatore\robot da cucina (forse il frullatore li polverizza troppo) in linea con i propri bisogni, partendo dal frullatore cinese da 30 euro a salire.... il problema degli scarti è l'inconsistenza (che tu hai risolto con una pre lavorazione) se devi avere una pressione\flusso costante quando crei il filamento e supponendo che lo ottieni facendo 10giri\min di vite, essendo gli scarti irregolari magari devi modulare la velocita' il che complica le cose. fondere gli scarti per farli pellet ed usare il pellet per fare il filo è una soluzione. perche' usi la cartuccia da 40watt ma ovviamente meglio usare 40watt che 200watt visto che si guarda al risparmio...anche se poi qui bisogna ragionare se sono meglio 40watt per X ore o 200watt per Y ore...
-
la stampa 3d è il mio lavoro, in particolare per quanto riguarda i riciclatori\estrusori, diversi anni fa (quando la stampa 3d non era ancora di moda) mi sono fatto parecchi giri nella "fabbriche" di riciclatori perche' ne volevo uno (per lavoro) ma il rapporto qualita'\prezzo era spropositato quindi rinunciai.... certo che si 😎
-
credo sia solo perche' è piu' semplice...farlo in verticale con ugello in alto, la plastica fusa ti cola all'interno... farlo in verticale ugello in basso ti serve una valvola che blocca il flusso in uscita altrimenti hai perdite dall'ugello
-
fa da valvola di non ritorno tra la parte fusa ed il materiale che viene spinto, inoltre fa anche da isolante termico. comunque bel video,fa un gran bel set.-up ed, usa lo stepper...peccato che il feeder 🤢
-
Prusa i3 pro w geeetech - no estrude con cambio bobina
FoNzY ha risposto a Giammy nella discussione Problemi generici o di qualità di stampa
è piuttosto bassa come temperatura per il pla, il range va da 190 a 220 quindi sei molto "nella parte bassa". puoi fare una tower temp partendo da 220 e scendere