MayTs
-
Numero contenuti
487 -
Iscritto
-
Ultima visita
-
Giorni Vinti
18
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di MayTs
-

Cerco stampante chiusa con volume 200x200x200
MayTs ha risposto a FPcomputer nella discussione La mia prima stampante 3D
Guarda, per esperienza personale, posso assicurarti che livellare con 3 molle è molto più un casino... Guarda, per 300, te lo vengo a dire io in che direzione e quanto girare le manopoline. non solo, per 50 euro in più, te lo sussurrerei dolcemente all'orecchio.😂 In alternativa, smettila di chiedere suggerimenti (che ti sono già stati dati), compra direttamente la stampante che ti piace, al costo che preferisci. Non ci sarebbe nulla di male😉 -
Cura: Z-Hop crea problemi di stampa su Z...
MayTs ha risposto a MayTs nella discussione Software di slicing, firmware e GCode
Sono assolutamente d'accordo, ma continuo a non capire il perché succeda sempre e solo in quei determinati punti. Detto questo, per tagliare la testa al toro, ed escludere eventuali variabili (oltre al fatto che potrei tranquillamente sbagliarmi) ho ordinato 2 kit anti backlash e 2 giunti elastici per le 2 viti(in arrivo il secondo asse z). -
Cura: Z-Hop crea problemi di stampa su Z...
MayTs ha risposto a MayTs nella discussione Software di slicing, firmware e GCode
...e ho capito... ma se dovessi(volessi) usarlo, come posso eliminare sto problema? c'è qualche impostazione nascosta che mi sfugge? sinceramente, escludendo sto problema, non vedrei controindicazioni ad utilizzarlo... -
Stampa imprecisa e con la creazione di grumi ad inizio e fine layer
MayTs ha risposto a Daddy printer nella discussione Problemi generici o di qualità di stampa
mi sembrano temperature un po alte per un pla... un nuovo materiale non si "prova" a caso. Fai una TempTower così vedi quali siano le temperature corrette per quel pla sulla tua stampante. il letto lo terrei tra i 50 ed i 60 max... -
Problema piatto convesso anche con nuovo vetro
MayTs ha risposto a paolopa nella discussione Problemi generici o di qualità di stampa
probabilmente non è il vetro ma il letto sotto, ed il vetro è un po elastico. (oppure hai sfiga e hai trovato un vetro bombato) -
si puoi usare anche quei materiali. il menu del preriscaldo della stampante lascialo stare... tanto alla fine è il gcode che setta le temperature corrette. il pla+ è un po più resistente ma ha meno aderenza al letto
-
Cura: Z-Hop crea problemi di stampa su Z...
MayTs ha risposto a MayTs nella discussione Software di slicing, firmware e GCode
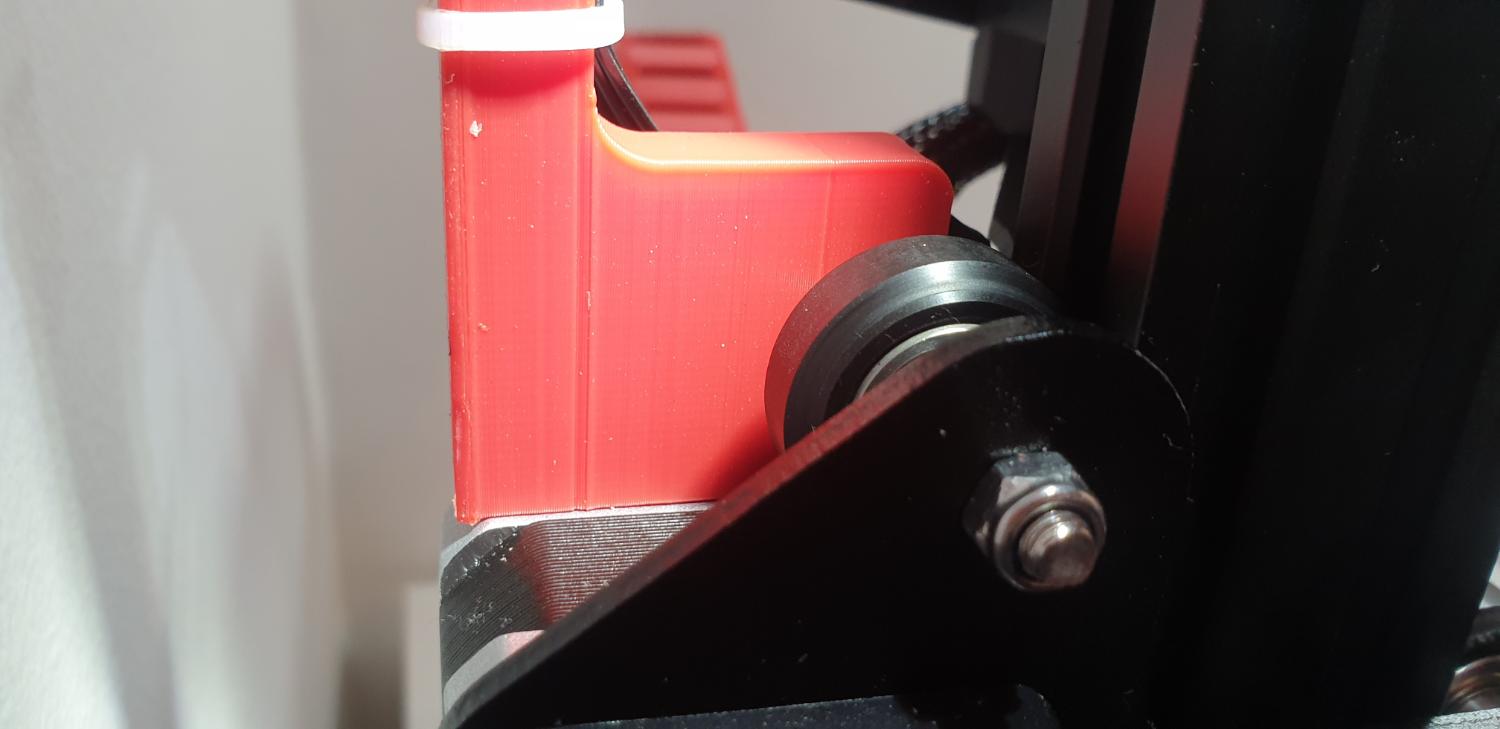
Inizialmente lo credevo anche io, ma il problema non si presenta ad ogni Z-hop ma solo in prossimità di fori, curve,ecc. Ho verificato più volte, durante gli altri z-hop il problema non si presenta... sto impazzendo... Allego altre foto per far vedere meglio il problema su una stampa fatta con materiale buono. in ogni caso, Ender 3v2 con una sola vite sull'asse Z
-
Cura: Z-Hop crea problemi di stampa su Z...
MayTs ha risposto a MayTs nella discussione Software di slicing, firmware e GCode
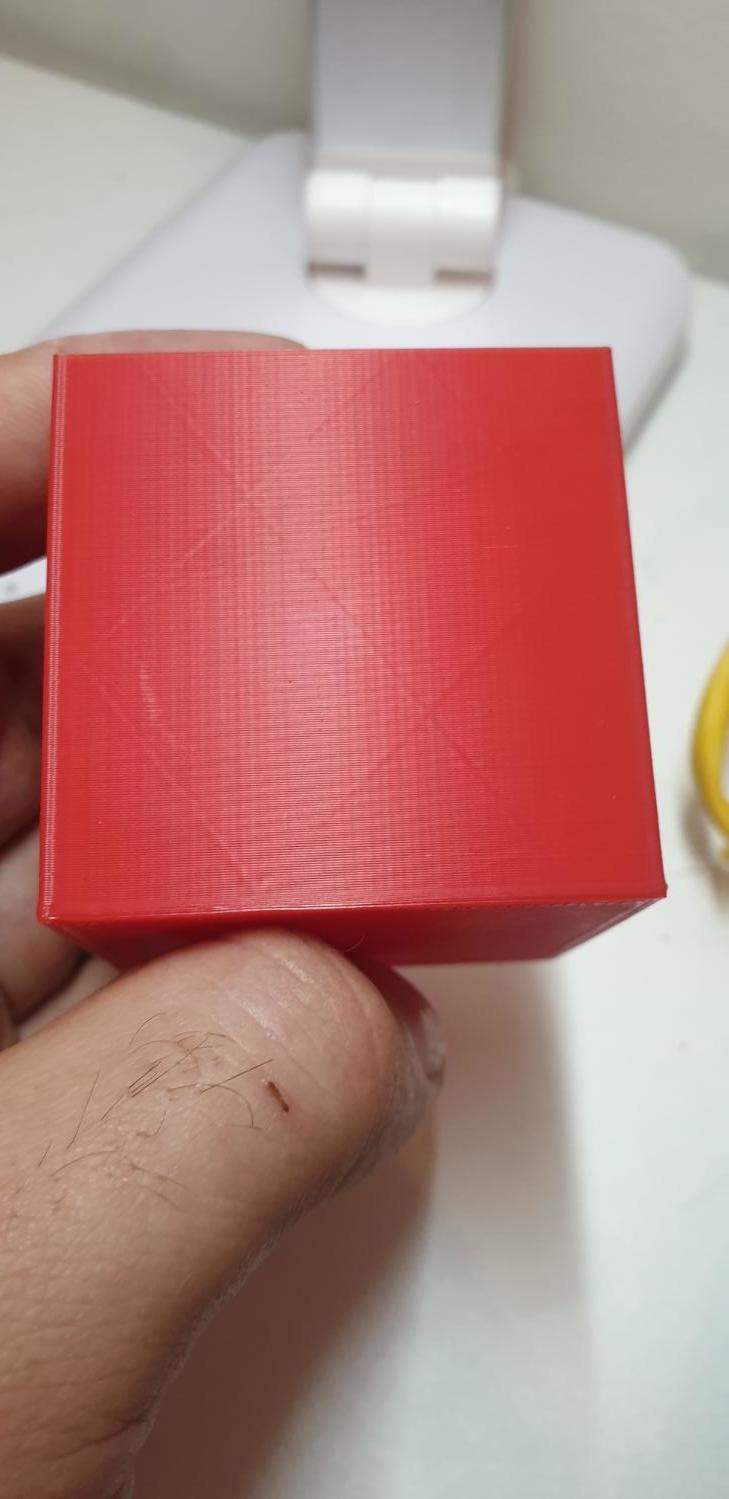
Avevo detto di ignorare gli altri difetti proprio perchè so che questi visti sono dovuti al filamento. Con un filamento buono ottengo stampe molto buone, è che non mi andava di sprecare filamento buono per sti test del casso.... Questa la foto di un pezzo col z hop
-
Cerco stampante chiusa con volume 200x200x200
MayTs ha risposto a FPcomputer nella discussione La mia prima stampante 3D
e questa da dove salta fuori??? devo essere sincero... mi garba parecchio: letto su doppio Z, directdrive all metal, volume 28x26x31. peccato per i quasi 600 euri🤣 -
PWM è un modulazione di frequenza (che può essere a voltaggi diversi) TTL è una transazione di uno stato logico con 0 o 5 volt. Quindi, tecnicamente i laser (almeno quelli che ho visto io) si comandano con TTL(0volt laser spento, 5 volt laser acceso), alcuni, gestiscono la potenza modulando in frequenza l'ingresso TTL. Così ti ritrovi con un PWM con voltaggi TTL. nel caso del laser creality, immagino che abbiano già integrato al loro interno la circuiteria per far funzionare il laser direttamente con il pwm a 12/24 volt.
-
Laser 12/24 volt creality ad essere sincero, sto seriamente valutando l'acquisto... se non l'ho ancora preso, è solo perché.. effettivamente... non lo userei...🤣
-
Cerco stampante chiusa con volume 200x200x200
MayTs ha risposto a FPcomputer nella discussione La mia prima stampante 3D
dipendi cosa intendi per reso gratuito... La spedizione ovviamente è a tuo carico, del resto, mica è colpa loro se hai cambiato idea... stesso discorso vale per amazon: la spedizione ti viende detratta se fai reso per "aver cambiato idea" -
tutto si può fare, volere è potere. un modulo laser normalmente si pilota in pwm. ne prendi uno 24 volt e lo colleghi al posto della ventola materiale dell'estrusore (come ha fatto creality). poi comandando la ventola comandi il laser(acceso/spento e potenza). devi solo farti (o trovare) un software che ti prepari il gcode giusto....
-
Cerco stampante chiusa con volume 200x200x200
MayTs ha risposto a FPcomputer nella discussione La mia prima stampante 3D
lo han scritto loro che valgono le leggi del paese di residenza, quindi... che poi al caso sia uno sbattimento, e si fa prima a prendere in altri posti... son d'accordo. -
Cura: Z-Hop crea problemi di stampa su Z...
MayTs ha pubblicato una discussione in Software di slicing, firmware e GCode
Buona sera, apro un nuovo topic in quanto non ho trovato altro di pertinente e che parli chiaramente di questo problema. Utilizzo Cura (ultima versione ma anche con le vecchie stesso problema), e se attivo lo Z-Hop su ritrazione sulle stampe, in Z mi si creano degli artefatti in corrispondenza di fori e cambi forma. Ho quindi effettuato dei test, dei quali allego le immagini. Preciso, che nessun parametro è stato modificato nello slicing a parte all'attivazione o meno dello "Z-Hop" e del "Combing mode:Within Infill". I test sono stati stampati con layer 0.2, 50mm/s, e 3 strati alle pareti pareti(nozzle 0.4). Vi prego di non tener conto degli altri problemi alla stampa (wobble, ecc.) in quanto ho utilizzato per i test, un pla difettoso (che ho salvato per questo genere di test). Sembra che elimino il problema, solo disattivando lo Z-Hop, cosa che vorrei evitare di fare, o almeno, vorrei sapere cosa mi sfugge e perché accade questo... Nel gcode, tali artefatti NON si vedono.
-
Cerco stampante chiusa con volume 200x200x200
MayTs ha risposto a FPcomputer nella discussione La mia prima stampante 3D
Al contrario: leggete bene: "Questa garanzia si aggiunge e non limita i diritti statutari del consumatore, garantiti da tutte le leggi e i regolamenti in vigore nel paese di residenza" Ergo, nel nostro paese c'è il diritto di reso entro 30 giorni per qualunque prodotto acquistato su internet. errore mio(è parecchio che non compro su quel sito...): hanno tolto paypal a causa delle commissioni ecessive. -
Cerco stampante chiusa con volume 200x200x200
MayTs ha risposto a FPcomputer nella discussione La mia prima stampante 3D
Ma dove avete letto che su aliexpress il reso non è permesso??? Al contrario è permesso e lo scrivono pure in chiaro. Inoltre come detto da @FPcomputer in caso di problemi, se utilizzate paypal, avete anche la protezione acquisti... -
Lo fa anche creality.... esiste il modulo laser da installare sulla ender 3 senza fare altre modifiche... basta attaccarlo sulla staffa dell'hotend(magnetico) e collegarlo alla scheda https://youtu.be/L2mjFVSvmho
-
prime stampe, grosse dfficoltà
MayTs ha risposto a Ataru999 nella discussione La mia prima stampante 3D
ma stampi pla con piatto a 90°? è un po' eccessivo. vai di piatto a 50 e lacca o colla stick (che poi non puzzano, anzi la lacca profuma) quel problema alla fine probabilmente è successo a causa di calore eccessivo nello stesso punto: essendo una zona molto piccola(e sempre più piccola) il pla non fa in tempo a raffreddarsi e rimane mollo, sempre più fino a far quell'effetto. Controlla che ti funzioni la ventola materiale al 100%, al limite abbassa un po la temperatura di estrusore di 5/10 gradi e stampa più lentamente. -
dovrebbe funzionare, non ho mai provato a settarlo direttamente nel gcode. in realtà non dovrebbe cambiare niente... prova e facci sapere 😄
-
M92 X161.61 M92 Y162.43 M92 Z800 M92 E189 (arrotondato) M500 ; salva
-
PLA cercando di iniziare bene
MayTs ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
un test veloce, prova a cambiare il flow (o gli step dell'estrusore) e vediamo se quelle linee oblique cambiano. è come se ogni tot buttasse uno sputo di filamento in più... -
PLA cercando di iniziare bene
MayTs ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
non credo sia un problema di asse: l'errore è riccorrente ma mai nello stesso punto (al variare di Z l'errore si sposta), ma sopratutto è ripetuto ogni tot distanza sullo stesso asse. inoltre, mi sembra di intravedere(ma le foto sono tremende XD) che tale problema si presenta sia su X che su Y -
PLA cercando di iniziare bene
MayTs ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
esatto. normalmente l'altezza dello strato non dovrebbe superare l'80% del diametro del nozzle. Quindi con nozzle da 0.3, altezza layer massima di 0.24 (per questo cura te lo segna in arancione) -
PLA cercando di iniziare bene
MayTs ha risposto a Drago30772 nella discussione Problemi generici o di qualità di stampa
lo slicer mette tutto a posto. il flow è proporzionale al layer. quindi se aumenti lo spessore del layer, lo slicer aumenta di conseguenza il flow.