
Quando apri il tuo slicer, qualunque esso sia, i parametri di base da impostare sono sempre gli stessi.
Tra questi, senza alcun dubbio, trovi quello corrispondente alla ‘extrusion width’.
Ma esattamente cos'è l'extrusion width? E come può questo parametro influenzare il risultato delle tue stampe 3D?
Se stai cercando risposta a queste domande, sei nel posto giusto!
Sapere come impostare correttamente l'extrusion width è di fondamentale importanza se vuoi assicurarti di avere sotto controllo alcune caratteristiche fondamentali per la stampa 3D, tra cui:
- accuratezza dimensionale;
- evitare deformazioni;
- ottenere risultati estetici di alta qualità.
In questa guida analizzeremo nel dettaglio il parametro di extrusion width, capendo cos'è, come funziona e come va impostato per ottenere i migliori risultati di stampa.
In questa guida:
> Extrusion width: spieghiamo nel dettaglio cos'è la 'larghezza di estrusione'
> Come impostare correttamente la larghezza di estrusione
> Cosa succede se aumento o diminuisco l'extrusion width
> Perché dovrei modificare il parametro di extrusion width?
> Attenzione: ridurre la larghezza di estrusione non significa stampare in modo più preciso!
> Un esempio per capire come funziona l'extrusion width
Extrusion width: spieghiamo nel dettaglio cos'è la 'larghezza di estrusione'
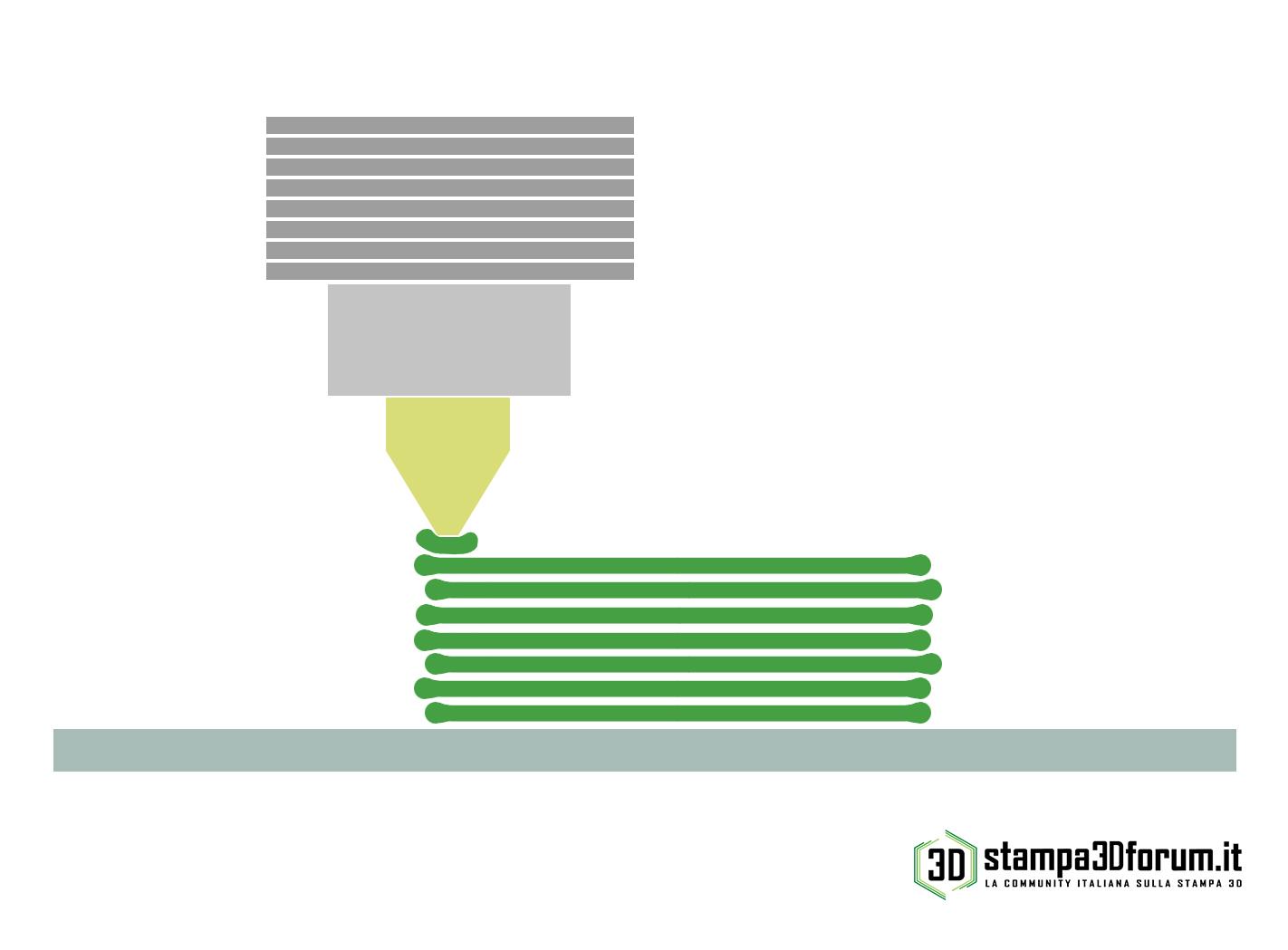
Extrusion width significa letteralmente ‘larghezza di estrusione’. Quando la tua stampante 3D estrude materiale, questa va a realizzare una 'linea', o in altri termini, una striscia di materiale.
Questa striscia, una volta depositata, può essere più o meno larga a seconda di determinate caratteristiche o parametri, tra cui la vicinanza dell’ugello al piatto di stampa e la extrusion width.
In questa guida devo necessariamente dare per scontato che il piano della tua stampante 3D sia stato livellato alla perfezione. Se così non fosse, sappi che un piano livellato male può incidere molto sull'accuratezza delle tue stampe e su alcuni parametri impostati nello slicer, tra cui anche l'extrusion width.
Inoltre, un piano livellato con poca attenzione può portare direttamente a problemi di wobble.
Se sei convinto che il piatto della tua stampante 3D sia perfettamente livellato ma continui a notare problemi di wobble, stampe ondulate, zigrinate o poco precise, ti consiglio di leggere la mia guida dedicata alla risoluzione di questi problemi:
Tornando a noi... concentriamoci ora sulla larghezza di estrusione!
Come impostare correttamente la larghezza di estrusione - extrusion width
Entriamo ora nei dettagli: come impostare correttamente la larghezza di estrusione - extrusion width?
Bene, partiamo dalla base. Abbiamo già detto che la larghezza di estrusione corrisponde alla striscia di materiale depositato dal nostro estrusore.
Da questa constatazione, ne consegue che l'extrusion width è un parametro strettamente correlato con la dimensione dell'ugello montato sulla tua stampante 3D. Inoltre, l'unità di misura dell'extrusion width sono i millimetri.
Solitamente, il valore di default dell'extrusion width è pari alla dimensione del foro del tuo ugello maggiorata di un 15% o 20%. Il valore più comune in assoluto è 0.48 mm, in quanto la maggior parte delle stampanti 3D FDM monta ugelli con diametro da 0.4 millimetri.
Viene da sé che, se monti un ugello di dimensione diversa (0.3, 0.6, 0.8 mm) è bene che tu lo sappia e che la larghezza di estrusione sia correttamente impostata!
Ma perché la l'extrusion width va impostata esattamente seguendo la dimensione dell'ugello?
Attenzione: questa è una regola da prendere con le pinze.
In genere, quando si stampa in 3D, il diametro dell'ugello definisce a cascata numerose caratteristiche della stampa. Il diametro dell'ugello definisce anche quanto materiale può, fisicamente parlando, essere estruso in determinate condizioni di stampa.
Qui introduciamo due parametri di stampa molto importanti, di cui parleremo in fondo alla guida:
- la velocità di stampa;
- il flusso di stampa.
Considerando l'utilizzo di parametri di velocità e flusso di stampa nella norma - stampiamo senza voler strafare 😅 -, l'extrusion width si imposta pari alla dimensione del foro dell'ugello per avere sotto controllo la stampa dal punto di vista dimensionale.
Pensaci: quando guardi l'anteprima prodotta dal tuo software slicer vai ad analizzare le strisce di materiale che saranno depositate dall'ugello. Se sai che l'ugello è da 0.4 mm e il tuo modello deve avere 2 perimetri, è molto facile intuire e visualizzare a schermo 2 perimetri affiancati da 0.4 mm l'uno.
Inoltre, quando il modello sarà stampato e vorrai verificarne le dimensioni col calibro, potrai andare sul sicuro sapendo che la dimensione misurata dovrà essere un multiplo di 0.4 mm.
Ok... Fin qui direi che tutto sia stato abbastanza semplice.
Ma cosa succede se incrementi o riduci il valore di extrusion width? Vediamolo insieme.
Cosa succede se aumento o diminuisco l'extrusion width
Ora, facciamo un'ipotesi: ammettiamo che tu voglia aumentare la dimensione delle strisce di materiale depositato durante la stampa, mantenendo però invariata la dimensione dell'ugello stesso.
Ebbene, è qualcosa che puoi tranquillamente fare!
Se aumenti o diminuisci il valore di extrusion width nel tuo slicer, il software aumenterà o diminuirà la quantità di materiale estruso a parità di lunghezza della striscia di materiale depositato.
La conseguenza è che la striscia di materiale depositato, la quale è costretta tra ugello e piatto di stampa, tenderà rispettivamente ad avere una forma allargata o una forma più ristretta.
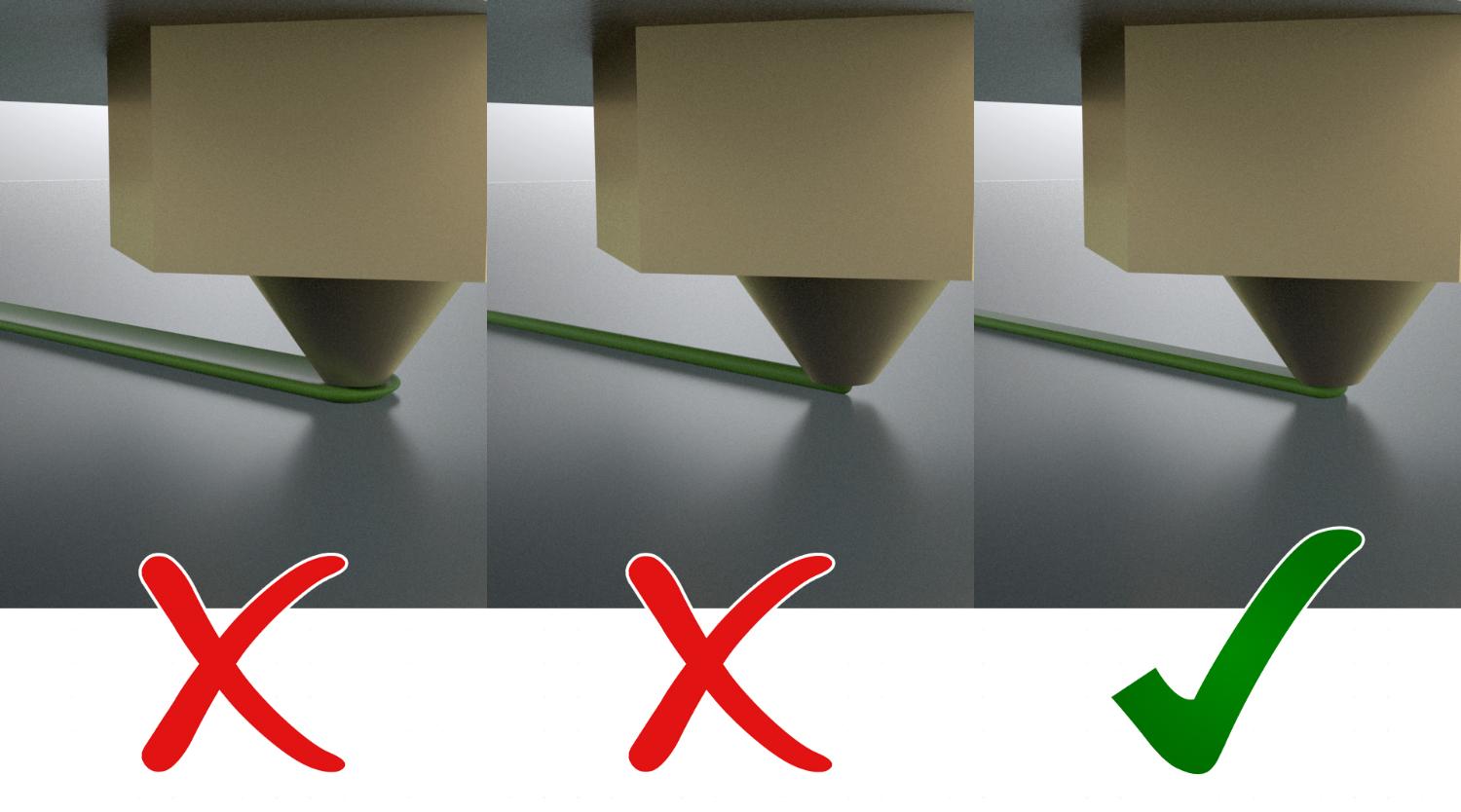
Puoi tranquillamente modificare il valore di extrusion width nel tuo slicer, ma ricordati di non discostarti troppo dalla misura della dimensione del tuo ugello.
Se la stampante estrude troppo filamento, puoi facilmente accorgertene perché questo tenderà ad andare notevolmente fuori dai bordi dell’ugello. In tal caso, si parla di over extrusion. Al contrario, quando la quantità di materiale estrusa risulta in quantità ridotta, si parla di under extrusion.
Perché dovrei modificare il parametro di extrusion width?
Penso te lo starai chiedendo anche tu. Viste le problematiche che derivano dall'aver modificato la larghezza di estrusione, per quale motivo dovresti modificare questo parametro?
Le risposte sono molteplici e tutte hanno una loro logica funzionale.
Voglio ridurre i tempi di stampa
Nel caso tu voglia ridurre i tempi di stampa, potresti valutare l'idea di aumentare l'extrusion width, così da aumentare la dimensione della striscia di materiale estruso. Di conseguenza potrai permetterti di stampare a velocità più sostenute e di aumentare il flusso di materiale estruso.
Come vedi, in questo caso entrano in gioco i due parametri di cui parlavamo prima: la velocità e il flusso di stampa.
Questi vanno regolati alla perfezione per far sì che tu non vada incontro a problemi di over extrusion, i quali sono sempre dietro l'angolo.
In stampa noterai dei layer più irregolari ed evidenti, mentre i particolari come gli angoli risulteranno arrotondati e quindi poco definiti.
Per capire meglio questo ultimo passaggio prova a pensare ad un semplice disegno su carta: sarà molto facile disegnare dei particolari con una matita appuntita mentre sarà molto difficile farlo con un grosso pennarello.
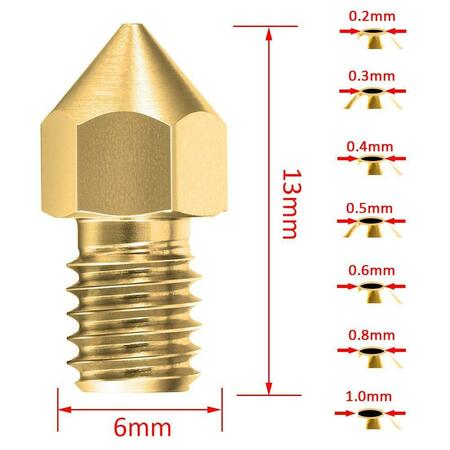
Insomma, se davvero vuoi ridurre i tempi di stampa, dovresti valutare l'acquisto di un ugello di maggiori dimensioni. Allora sì che la quantità di materiale estruso potrà davvero essere maggiore, seppure a discapito della precisione.
Puoi trovare molto facilmente dei set di ugelli, forniti in varie dimensioni da 0.2 mm a 1 mm e ad un costo veramente irrisorio (10 € massimo!).
Voglio che le strisce di materiale aderiscano perfettamente tra di loro
Questa motivazione è più che lecita, ed è il principale motivo per cui di base l'extrusion width ha un valore maggiorato rispetto alla dimensione dell'ugello. Per far sì che le strisce di materiale aderiscano perfettamente tra loro e evitare fastidiose fessure tra di esse, puoi sicuramente aumentare leggermente l'extrusion width.
Mi raccomando però, dico "leggermente" perché, anche in questo caso, l'over extrusion è pronta a entrare in gioco.
Attenzione: ridurre la larghezza di estrusione non significa stampare in modo più preciso!
Non te la prendere, ma in tanti subito pensano che riducendo la quantità di materiale estruso la stampa risulterà più precisa 😆
Chiaramente non è così. Semplicemente, a parità di lunghezza della striscia depositata, la quantità di materiale estrusa sarà inferiore.
Se vuoi spingerti in dettagli molto piccoli, l'unico modo per farlo è montare un ugello con dimensione inferiore a quello che già usi. In questo modo ti stupirai dei risultati che si possono ottenere anche con una stampante 3D FDM.
Un esempio per capire come funziona l'extrusion width
Nell’immagine che segue abbiamo messo sotto la lente d'ingrandimento un modello 3D dalle geometrie complesse, utilizzando lo slicer Cura Ultimaker.
Abbiamo impostato due valori differenti di extrusion width per un ugello da 0.4 millimetri. Nel primo caso l'extrusion width è pari alla dimensione dell’ugello, nel secondo caso invece è impostata a 0.9 mm.
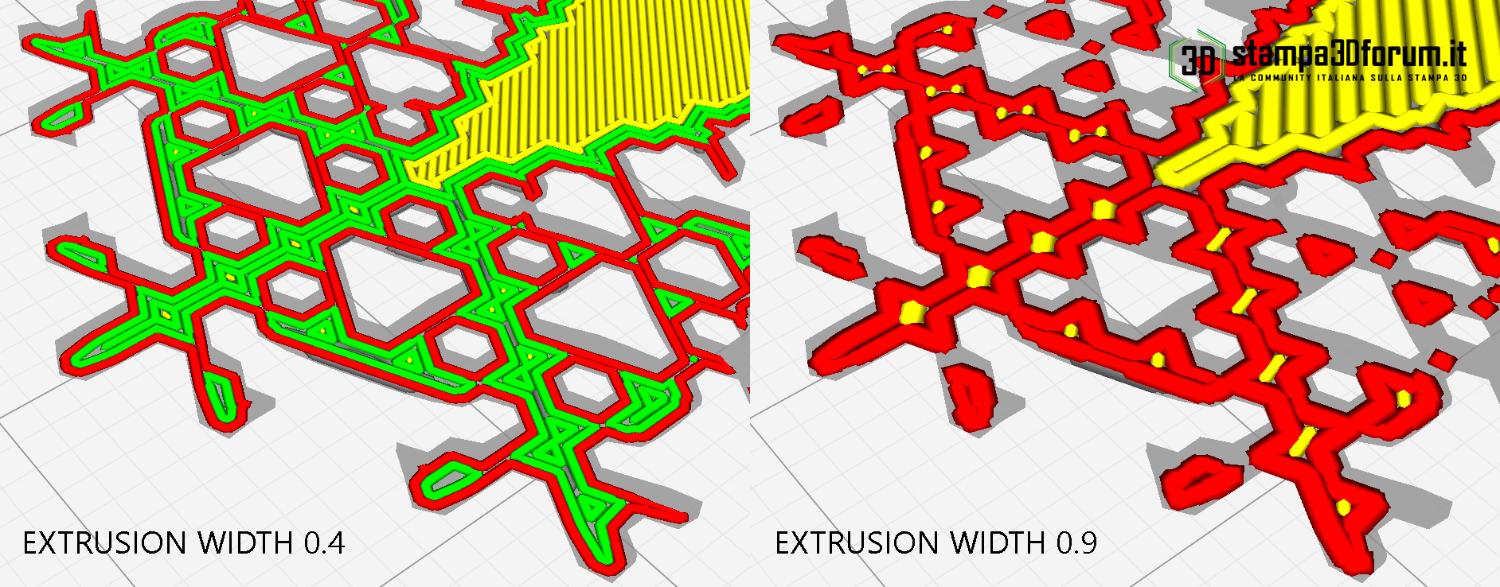
Dalle due immagini possiamo effettivamente vedere la differenza che si otterrà nel risultato di stampa ed è facile notare come nel secondo caso si vadano a perdere numerosi dettagli del modello in stampa.
Tutte le forme verranno approssimate e, inoltre, quelle parti che sono più piccole della larghezza di estrusione non verranno stampate.











.thumb.jpg.db396a1d482f587ad6f3e454c61c5719.jpg)




Commenti Raccomandati
Non ci sono commenti da visualizzare.
Partecipa alla conversazione
Puoi pubblicare ora e registrarti più tardi. Se hai un account, accedi ora per pubblicarlo con il tuo account.