Ale_m3D
-
Numero contenuti
18 -
Iscritto
-
Ultima visita
Obiettivi di Ale_m3D
")





-

Non riesco a identificare il problema
Ale_m3D ha pubblicato una discussione in Problemi generici o di qualità di stampa
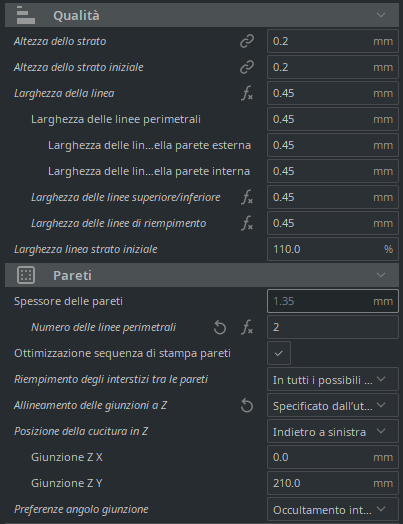
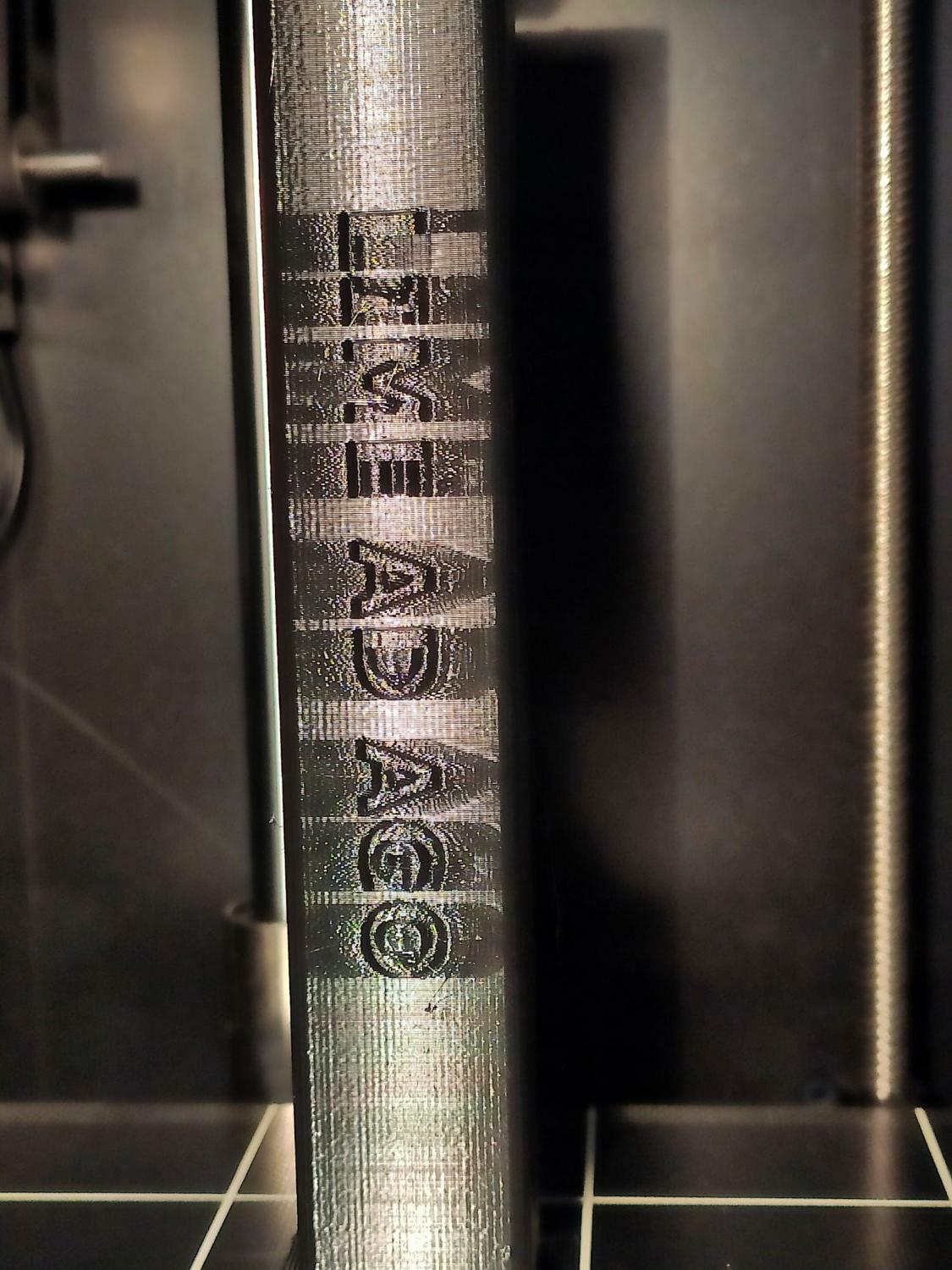
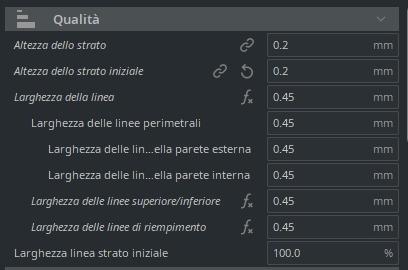
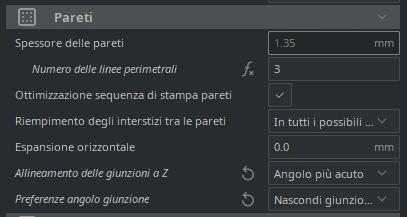
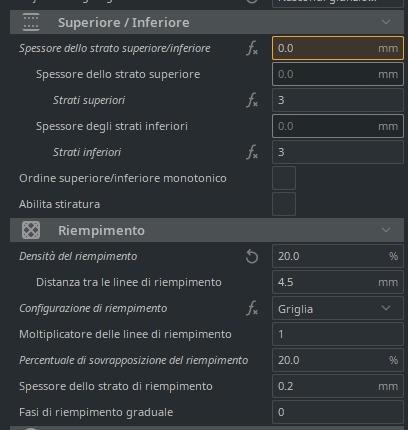
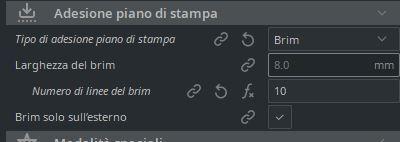
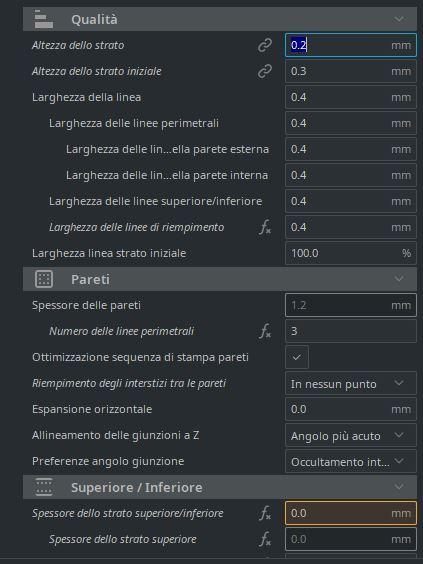
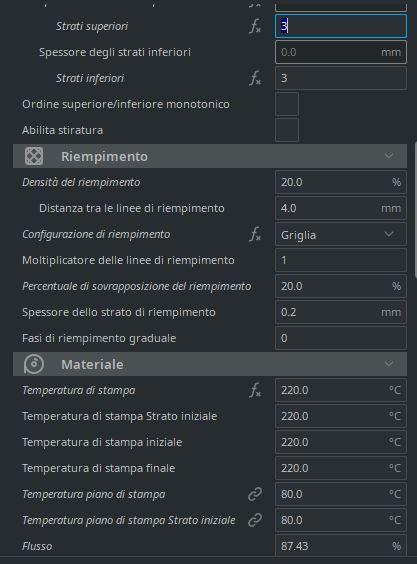
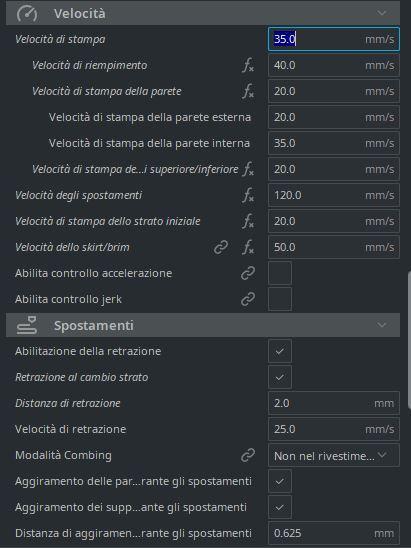
Ragazzi buongiorno, tra i tanti problemi, ora abbastanza risolti, ne ho sempre avuto uno (che reputo di minore importanza e quindi mai indagato prima) che però adesso vorrei provare a sistemare. qui sotto vi allego la foto di un pezzo che sto stampando. Il mio primo indiziato è stato il ghosting però trovo strano vederlo sia prima che dopo il pezzo, inoltre tra le varie immagini che ho trovato su internet si vede proprio una ripetizione della lettera, mentre qui è un'unica lunghissima strisciata. Vi ricordo che stampo in PETG con una flying bear ghost 5. Di seguito vi lascio anche le impostazioni di Cura che uso per stampare Ne approfitto oltre che per ringraziarvi dell'aiuto di farvi gli auguri di buone Feste, nel caso in cui tra una bottiglia e l'altra mi dimenticassi la password 😄
-
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
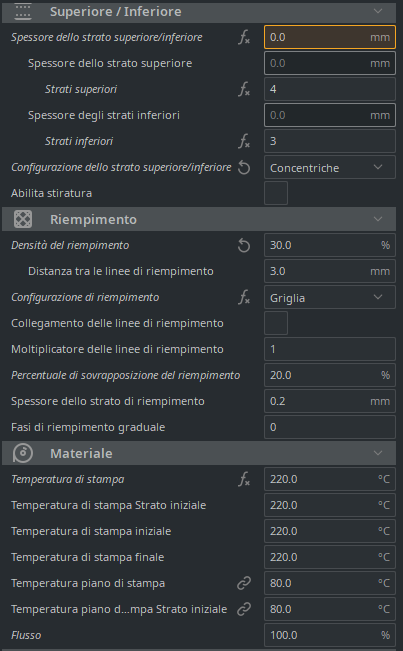
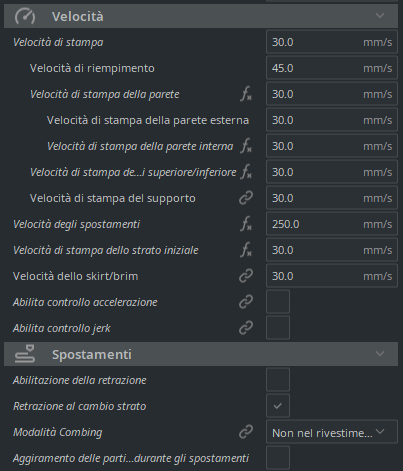
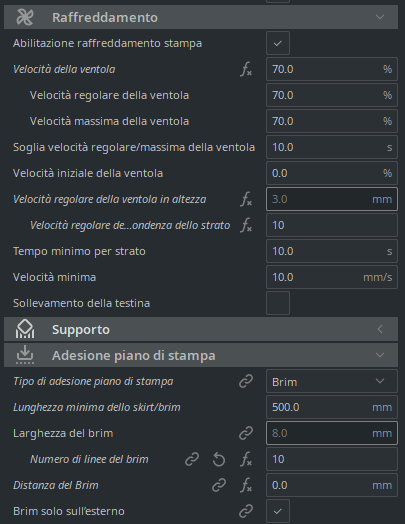
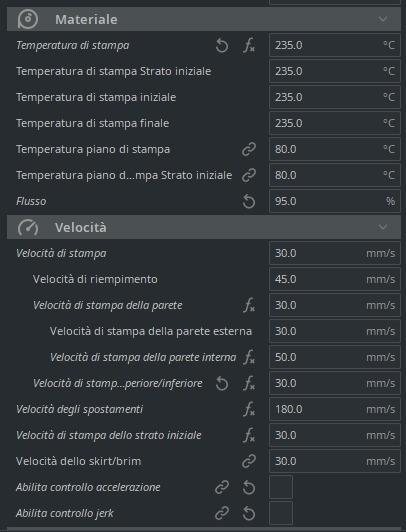
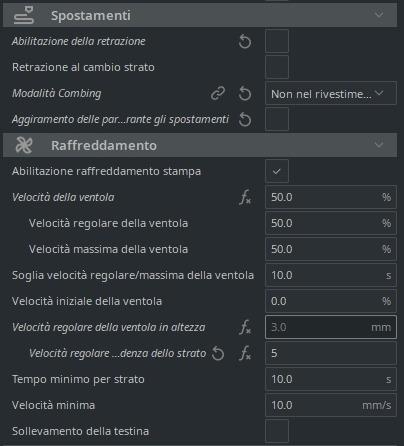
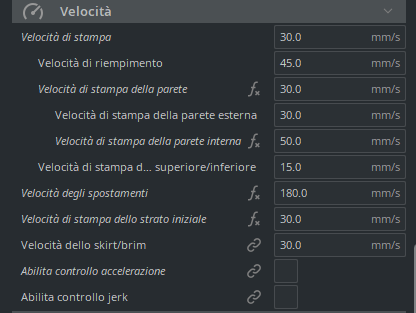
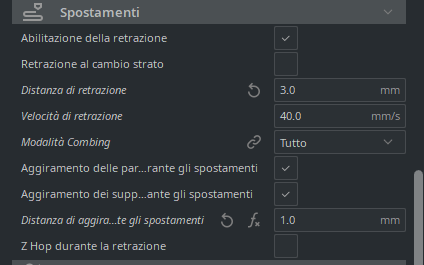
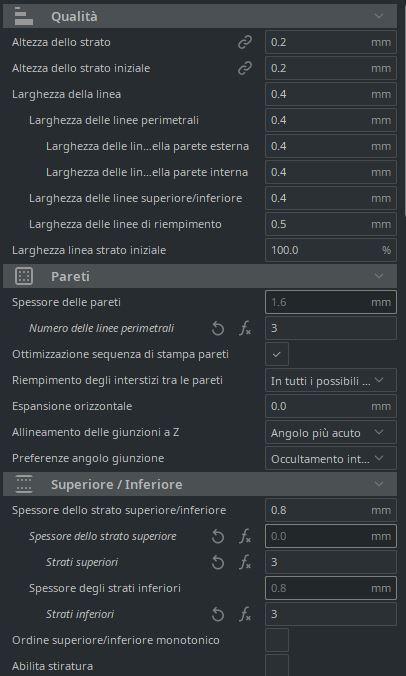
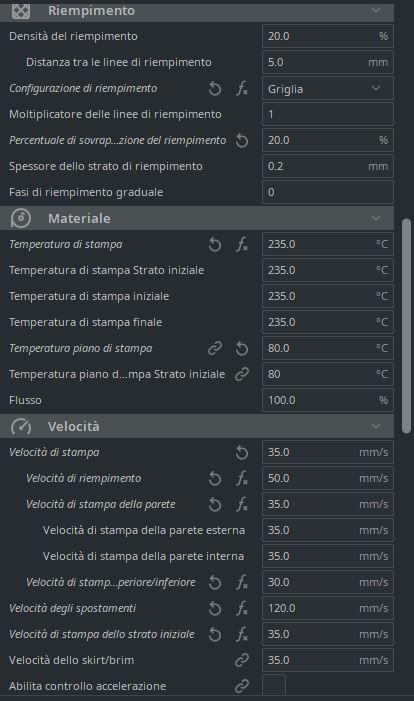
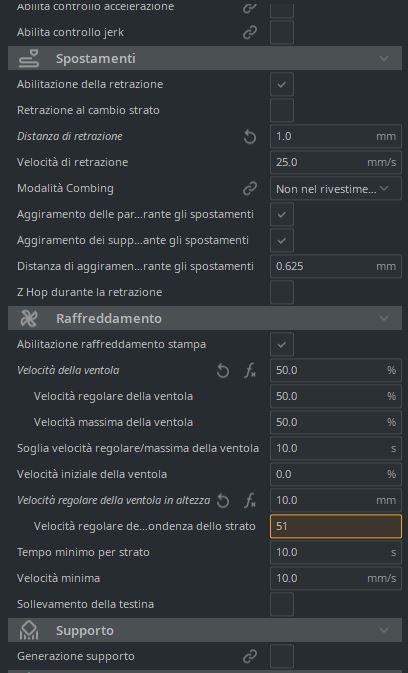
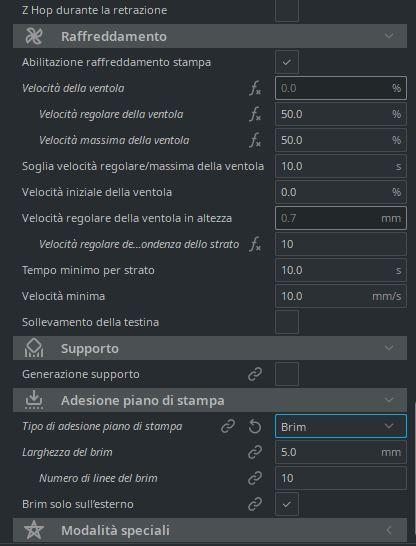
Ragazzi buongiorno, Ieri sera ho impostato alcuni parametri, sintesi di quanto è stato detto in questi giorni. Onde evitare fraintendimenti vi metto di seguito gli screen delle opzioni di stampa: In breve le modifiche significative: - Impostate tutte le temperature a 235 (è possibile che a 220 come ero prima si creino i famigerati blocchi dell'estensione? È così bassa come temperatura?) - disabilitata completamente la ritrazione - modificata la velocità di stampa della parete superiore/inferiore da 15 a 30 mm/s (forse andando così piano si rischiava quche blocco?) - ho giocato un po' col combing e mi è piaciuta lopzione in cui l'ugello passa solo dalla parte interna del pezzo, mi evito così un po' di stringing che va a rovinare le pareti. Con tutte queste modifiche sono riuscito a stampare ben 2 oggetti consecutivamente, la qualità di stampa non mi convince molto ma per ora è già importante essere arrivati alla fine! Sono speranzoso che nel mucchio forse abbiamo trovato l'opzione che mi faceva tanto disperare. Attendo con ansia i vostri futuri commenti, aiuti e considerazioni! Grazie mille! 😁
-
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
Si l'altro giorno quando ho sostituito l'hotend -
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
Ciao, se guardi nei messaggi precedenti ci sono un paio di temp tower che avevo stampato, la differenza è minima -
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
@Killrob Buongiorno, ti rispondo in grassetto direttamente nel tuo messaggio citato Proverò anche questa, difatti stavo scendendo di poco costantemente tra una stampa e l'altra ma senza vedere risultati, grazie
-
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
Ho fatto un'altra prova questa sera, giusto per non andare a cambiare mille parametri e non capirci più nulla. Ho messo la ritrazione a 2mm, lanciata la stampa e non ha nemmeno terminato il primo strato che già si è bloccata l'estrusione. -
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
Ciao, La fiamma del gas l'avevo provata ma più che pulire si incrostava ancora di più la plastica, la pistola termica è un'ottima soluzione alla quale non avevo pensato. Al momento però scaldo il nozzle attorno ai 140° in modo da rendere plastico il materiale e con le pinzette vado a rimuovere il tutto. @AndreaG85 Ti ho risposto direttamente nel testo citato in grassetto Al momento ho smontato tutto, ho notato che della plastica era anche trafilata sopra al blocchetto che scalda nel quale si avvita il nozzle, allora avendone uno nuovo dato in dotazione dalla flying bear ho deciso di sostituire tutto (resistenza compresa) . Con della carta vetrata 1000 ho pareggiato la battuta tra nozzle e il cilindretto filettato che si avvita sul blocchetto e sul quale viene messo il dissipatore. Ho ricalibrato il piatto, il PID e ho lanciato una stampa. Al momento pare non trafilare più nulla e non si è bloccata l'estrusione. Ho anche impostato le ritrazioni a 2mm. Appena ho 10 minuti liberi guardo il video che consigli e metto in pratica ciò che dice. Se questa soluzione funziona tornerò a stressarti con lo stringing 😇 Grazie mille! -
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
ragazzi buongiorno, speravo di aver trovato la soluzione a tutti i mali e invece torno a scrivere qui.... il problema dello stringing continua a esserci leggermente ma nella vita reale non influisce più di tanto perchè quello che stampo non va a stressare così tanto la macchina come nei test fatti appositamente. Il problema che continua ad affliggermi è che dopo un po' il filamento non viene più estruso e tutto il resto continua a muoversi. Ciò che ho notato è che: all'interno del tubicino in teflon, provando a smontarlo, nella parte a contatto con l'hotend si forma una porzione di filo fuso che si incastra per circa 3 o 4 mm e l'unico modo per rimuovere il filo è stata tagliare il tubo. Dalla parte del nozzle vedo una parte di plastica fusa che trafila tra il nozzle e il blocchetto sopra (vi anticipo che si è stato chiuso bene e si è stato chiuso col nozzle caldo). Possibile che si sviluppi una tale pressione da far trafilare fuori la plastica attraverso la filettatura del nozzle e farla risalire anche lungo il tubetto? C'è da dire che questa plastica non da fastidio perchè dopo un po' smette di trafilare e non cade sul pezzo in stampa Ho pensato che potesse essere la ritrazione e proprio per questo l'avevo abbassata (non a 0) usando i parametri di seguito non so se fare un po' di prove disabilitandola del tutto.... ...oppure se smontare direttamente tutto l'hotend e dare prima una pulita. Quello che mi spaventa al momento è che non saprei come pulire il tutto dato che non credo che il PETG sia facile da rimuovere come il PLA che basta metterlo nell'acqua bollente e si scioglie Come al solito sono tutt'orecchi😁
-
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
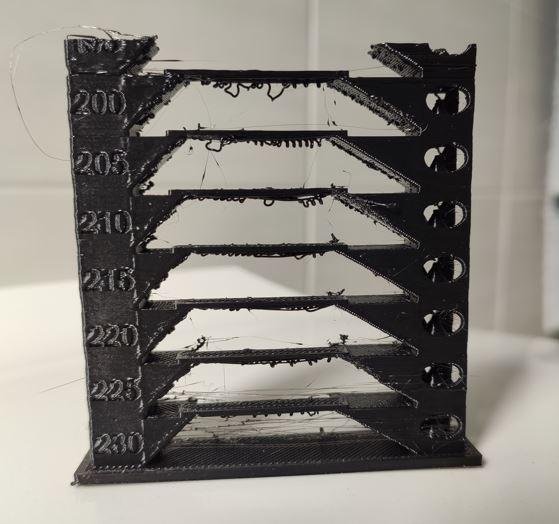
allora da foto non si capisce molto ma se guardate bene quella in cui si vede la stampa degli sbalzi si intuisce che attorno ai 220 inizia a sparire quella piccola parte rovinata, sempre dai 220 spariscono le linee "flosce" del ponte. Purtroppo potendo caricare foto al massimo da 1mb non aiuta...e dal vivo qualche differenza si nota maggiormente (al diminuire della temperatura si vedono i piani più opachi e aumento della definizione) Forse il risultato migliore è visibile ai 200 gradi che però mi sembra un po' bassina come temperatura... boh Per le temperature ogni tanto controllavo lo schermo della stampante e corrispondevano io nel dubbio vi incollo i pezzi del gcode così se riuscite a buttargli un occhio se le righe sono esatte siamo più sicuri (copio solo le parti che credo siano quelle che vanno a comandare la temperatura) Non vi ho incollato tutte le righe altrimenti non finivo più (o meglio mi si è piantato il sito e ho dovuto riscrivere tutto 😄 Sito utilissimo, l'avevo già addocchiato ma sto seguendo altre guide (praticamente identiche, forse l'hanno copiato) ho saltato solo il passaggio del controllo dei driver motori che per il momento mi sembra eccessivo e il baseline test che ho "accorpato" alla temptower. Ora credo che non mi rimanga altro che continuare dalla retraction -
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
Ragazzi buongiorno, vedo con piacere che la discussione è proseguita! Anche io ho proseguito coi miei test (in particolare una temp tower e un thin wall). Partiamo dalle cose più semplici, l'estrusore non si è più bloccato quindi evidentemente andavo a serrare troppo la vite che ferma la ruota godronata,ovviamente tutto rimane ancora sotto osservazione. Per quanto riguarda il thin wall test è andato tutto a gonfie vele, pareti di 0,43mm andrò quindi a regolare il flusso al 95%. Oltre a ciò grazie al nuovo ugello ho notato un primo strato perfetto e un'aderenza ancor più perfetta (piatto a 80) Veniamo alla temp tower. Come potete vedere di seguito mi pare tutto stampato molto bene e si fa abbastanza difficoltà a distinguere la differenza fra le temperature, ditemi voi quale temperatura sembra migliore,non vi voglio influenzare! (se volete altre foto ditemelo che le faccio) Rimane solo il problema dello stringing che è particolarmente abbondante in tutti gli strati, probabilmente bisognerà lavorare sulla ritrazione o qualche altra impostazione che mi sfugge In allegato le foto! (temp e parametri usati per stamparla)
-
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
Nozzle cambiato e ricalibrato il piatto. Comunque non credo sia consumato perché ricordo che quando ho calibrato la macchina la prima volta avevo già notato la punta del nozzle storta ma avendo stampato bene il PLA non mi ero fatto molte domande. Consigli su qualche marca di nozzle per tenerne un paio di scorta? Il motore arrivato a un certo punto della stampa smette di girare e richiamare il filamento. Se vado a estrudere manualmente funziona invece. Quindi è possibile che perda passi se il flusso è troppo basso. Mi è venuto in mente il video delle istruzioni di montaggio dove il simpatico orientale coi guanti di lana andava ad avvitare la vite dell'estrusore (quella con la molla che fa andare in battuta le due ruote godronate) per 3 o 4 giri. Probabilmente emulandolo si va a serrare troppo la vite e il filamento fa fatica a passare con la conseguenza che il motore si ferma. Il filo una volta passato tra le ruote godronate è effettivamente abbastanza deformato. Detto ciò ieri sera ho come già detto cambiato nozzle, ricalibrato il piatto (0,20 mm agli angoli e di conseguenza 0,13 mm al centro) serrata molto meno la vite dell'estrusore, reimpostato i valori di Cura su quelli di un PETG di default e lanciato la stampa di un pezzetto veloce che già avevo stampato in precedenza con successo per comparare le due cose (trattasi del convogliatore per la ventola). La qualità del pezzo è migliore di qualsiasi cosa stampata finora (ma aspetto prima di festeggiare) Per questa sera pensavo di lasciare inalterato qualsiasi valore, stampare un cubetto per vedere il flusso e una temp tower, poi domani coi risultati alla mano capire dove agire. Se avete altre idee son ben lieto di ascoltarle. Grazie mille ancora! -
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
lanciate altre due stampe ma l'estrusore si è bloccato in tutte e due (o meglio credo il motore perchè gli ingranaggi non girano). Controllati i connettori e sono tutti ben inseriti, non so più che fare -
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
adesso vi metto una foto e ditemi che ne pensate(a parte lo sporco).... a sinistra nozzle montato di fabbrica, a destra quello che danno di scorta....
-
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
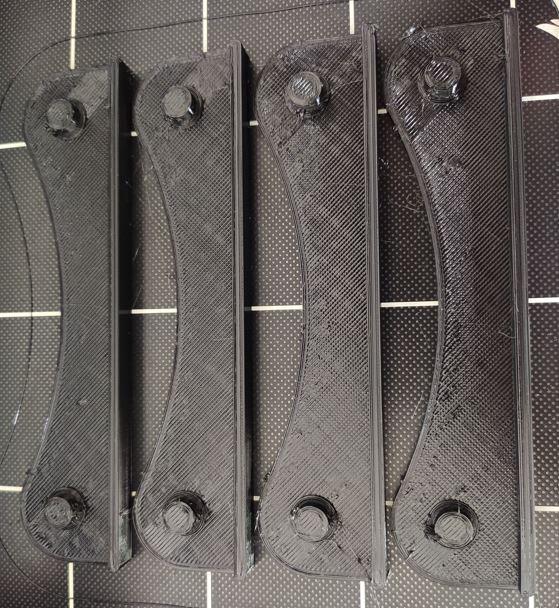
Ragazzi buon pomeriggio, Torno con alcune buone notizie e alcune meno buone. Partiamo dal principio, tutto ciò che vedrete di seguito è stato stampato coi seguenti parametri, sintesi di quanto detto in precedenza: Questa è la temptower ottenuta, pareti sicuramente più lisce delle precedenti e ponti meno sgangherati, temperatura con miglior risultato 215°C quello che non mi spiego è come mai a ogni piano si ripetono sempre esattamente gli stessi "errori" (in rosso). Dopodichè desideroso di creare qualcosa di utile (e soprattutto di sbarazzarmi del reggi bobina originale che è una cosa veramente penosa) ho buttato in stampa questo https://www.thingiverse.com/thing:2047554 utilizzando gli stessi parametri mostrati pocanzi (ho stampato con 220 invece di 215 perchè mi son sbagliato ma poco cambia) ottenendo i seguenti risultati: a parte le zone in blu che sono ok, mi chiedo come mai il primo layer dello strato superiore sia così pieno di buchi. Nonostante tutto al terzo e ultimo layer il risultato è buono anche se con qualche difetto: una volta scollati i pezzi (si erano leggermente staccati gli angoli) la superficie a contatto con il piano è discreta, peccato per quei due filamenti rimasti intrappolati mentre l'estrusore viaggiava da una parte all'altra (c'è un modo per evitare ste porcherie?) Dopodichè ho stampato un piccolo ugello per direzionare meglio l'aria della ventola ma purtroppo come era già successo l'altro giorno l'estrusione si è fermata. In pratica gli assi si muovevano correttamente ma dal nozzle non usciva nulla. Ho riprovato con lo stesso gcode per ben tre volte ma nulla, ad un certo punto (sempre in punti diversi) l'estrusione si bloccava. Allora ho generato un nuovo gcode (orientando diversamente il pezzo per fare delle prove) e il tutto è stato portato a termine. Come mai succede ciò? Vorrei cercare di capire anche questo problema, perchè finchè è un pezzo che ci van pochi minuti a farlo è un conto, ma mi scoccerebbe si fermasse quando sto stampando qualcosa da varie ore. Fermo restando che finchè non ottengo stampe decenti non mi metto a stampare nulla di complesso 😆 Grazie
-
Perchè ho scelto il PETG? Mannaggia a me!
Ale_m3D ha risposto a Ale_m3D nella discussione La mia prima stampante 3D
Vi ringrazio e nel frattempo che provo le impostazioni che mi avete detto vi faccio un'altra domanda: ho notato che la parte più brutta del ponte è quella centrale, cioè quella in cui l'estrusore invece di fare un "salto" unico fa una sorta di zigzag di riempimento, conviene fare delle pareti più spesse? Voi di solito quanti mm le fate? No nessun buco, le pareti verticali son belle (a parte dove si è portato dietro del filamento) , purtroppo è il materiale che inganna, appena torno a casa faccio una foto con la reflex e illuminazione adeguata.