AndreaG85
-
Numero contenuti
283 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di AndreaG85
-
Ok aprirò e guarderò. Io ero rimasto alla 1.1.5. Aggiornamento: ho appena aperto il sito di anycubic e per la mega S non vedo nessun aggiornamento.
-
Scusa, cioé c'é un aggiornamento per i3 mega s?
-
a vedere questo video mi pare vada bene:
-
Buongiorno, ho trovato online questo estrusore, o meglio una sorta di modifica: https://makerex.es/it/extrusores-y-hotends/1008-extrusor-bmg-wind-.html Non so se sia originale BMG Bondtech poi clonato (non credo) o una modifica al clone bondtech per creare un gruppo directdrive piuttosto corto. Il pezzo mi interessa, per montarlo sulla mia anycubic mega ( ho trovato un video di un russo che lo ha già fatto). Unica cosa, ho già un estrusore clone BMG e mi servirebbe solo la parte in alluminio lavorato. Qualcuno di voi ne sa qualcosa in più? Lo ha mai provato? E saprebbe dove potrei trovare solo la parte lavorata di alluminio? Grazie
-
Prusa slicer: inner hole compensation
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
ho scaricato Orca slicer, che ha proprio i due compensation, hole e outer perimeter che servono per aggiustare fori e perimetri esterni senza dover modificare ad hoc le dimensioni al cad. Copiate alcune impostazioni di profilo da prusa slicer, su cui orca slicer è basato. Devo dire che per ora va benino. Sto facendo qualche test iniziale, prossimi giorni ne farò altri e poi vi aggiorno. -
Prusa slicer: inner hole compensation
AndreaG85 ha pubblicato una discussione in Software di slicing, firmware e GCode
Salve, ho recentissimamente provato prusa slicer, arrivando da cura, e mi é piaciuto subito moltissimo. Unica cosa, non trovo un'opzione utilissima che avevo in cura, ovvero la hole compensation ( inner hole). In prusa 2.5 non mi pare ci sia. Per caso l'hanno aggiunta nella 2.6? Ho anche letto che invece c'é qualcosa di simile in superslicer... Qualcuno sa darmi consigli? A parte allargare i fori del 3d che non é una scelta applicabile, per me -
Problema con parti cilindriche di diametro ridotto
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Questo valore dice poco se nn ci specifichi anche qual'e' la dimensione parete che ti aspetti. Se hai un nozzle da 0.6mm, imposti una extrusion width di 0.6mm e disegni una singola parete, 0.55mm nn e' 0.6mm... quindi sei basso Scusami, pensavo di averlo scritto. Uso nozzle da 0.5. Ho fatto una prova usando ( per la prima volta) prusa slicer ed il pezzo é venuto già molto meglio. Magari prusa slicer non mi sembra avere tutti i parametri che ha Cura, ma pronti via mi ha stampato subito meglio, specie le cuciture -
Problema con parti cilindriche di diametro ridotto
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
allora, con la calibrazione del flusso siamo sui 0.55/0.6mm, gli hollow cube di solito vengono bene. Per la retrazione, 5mm e 35mm/s. Allego esempio di hollow cube ( questo è basso ma è l'unico con un colore chiaro che ho al momento)
-
Problema con parti cilindriche di diametro ridotto
AndreaG85 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve, ieri sera ho stampato dei galleggianti per dei vasi di mio disegno, in PETG, e ho notato, oltre a parecchio blobbing e stringing nel cambio da un galleggiante all'altro ( ce ne erano 8 contemporaneamente), come al diminuire del diametro, la situazione peggiorasse. Oltretutto anche la cucitura risulta sempre presente ed estremamente visibile. Il PETG è formfutura rpet, temperature 225/75°C, ugello diametro 0.5, due linee perimetrali, 0 infill, velocità 35 linea esterna, 50 interna. Software Cura, 5.3.1. Possibile che il filamento, nonostante fosse in essiccatore durante la stampa, fosse un po' umido, però proprio non mi convince ne come la cucitura non sia proprio sovrapposta strato per strato, nonostante la volessi così, e poi proprio i movimenti che la macchina fa, con dei movimenti a volte rallentati... non so. Ho anche trovato una discussione su Cura 4 riguardante questi problemi, https://community.ultimaker.com/topic/29632-getting-better-cylinder-walls/ , ma non pare ci sia una vera soluzione. Qualcuno sa darmi una mano? Intanto stavo pensando di provare prusa slicer per vedere se qualcosa cambia.
-
Stampare nylon su anycubic mega S/ nylon CF vs PETG CF
AndreaG85 ha risposto a AndreaG85 nella discussione Anycubic
L'hotend originale dovrebbe essere all metal ( é spacciato come tale) e stock arriva a 260°C ( teorici). Il problema é che non so se bastano... Il piano é riscaldato, fino a 110°C. Ho visto un ePA-CF esun che costa meno del PETG-CF della azurefilm. Per questo mi sono invaghito dell'idea. Di piatto l'ePA-CF pare chieda 60° -
Salve, mi è venuta la malsana idea di provare a stampare nylon, anzi nylon caricato carbonio. Unico problema l'hotend originale non arriva a 300°C Qualcuno ha mai stampato nylon con l'hotend originale? Altrimenti, che hotend ha montato? Altra domanda poi è: secondo voi, è migliore, come resistenza e tenacità, un nylon CF o un PETG CF? Perchè il petg potrei stamparlo senza grossi problemi ( ho già in casa ugelli in acciaio), ma l'ho trovato a costo più alto di un nylon CF e non so se vale la pena come materiale. Si accettano consigli anche sul confronto nylon vs petg standard. Grazie a tutti per le info/aiuti
-
Tolleranza delle cavità nelle stampe
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Non ancora Michele. Ho provato stampando il tutto inclinato, ma c'é proprio un problema di gestione degli spessori. Potrebbe derivare dallo slicer 5.2 secondo me. Comunque appena avrò tempo farò ulteriori prove -
Tolleranza delle cavità nelle stampe
AndreaG85 ha risposto a AndreaG85 nella discussione Problemi generici o di qualità di stampa
Eccomi, ora sono da casa e posso inserire un'immagine: Come si vede il pezzo in questione ha 4 innesti , con cavità 14X14. Le linee rosse e blu indicano due livelli dello slicer. Lo spessore tipico è di 2mm, con le linee esterne stampate per prime. Ora, come detto la cosa che non mi torna è che la dimensione delle cavità varia: quelle sulla linea rossa vengono più strette rispetto alla quota del disegno, quelle sulla linea blu vengono perfette. Eppure di fatto le modalità di stampa delle linee son proprio le stesse. Non capisco se sia un problema di slicer. Dovrei riprovare ad usare la 4.8.13 forse. Come riscontro. la uso già Michele, ma non spiega le differenze dimensionali su geometrie del tutto simili, anche per come le realizza poi la stampante: di fatto è tutto con lo stesso spessore, stesso modo di stampare etc etc.
-
Tolleranza delle cavità nelle stampe
AndreaG85 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno, ho un problema per un pezzo da me disegnato. premetto che non ho immagine del pezzo qui da dove sto scrivendo, ma il pezzo è una semplice giunzione per travette di legno 14mmX14mm, e la giunzione quindi ha di parallelepipedi scavati con dimensioni della cava appunto 14x14 ed esterni 18x18. Il più semplice di queste giunzioni ha tre cavità orientate a T. Ho stampato la T capovolta , e qui il problema: il parallelepipedo orientato verticalmente ha sia le dimensioni esterne che interne corrette ( 18mm e 14mm rispettivamente per lato), quelli orizzontali invece hanno le dimensioni esterne corrette, ma le interne sballate, non solo sul "soffitto" per via dei rimasugli dei supporti, ma anche le pareti laterali, dove la distanza tra le pareti è circa 13,7-13,8 mm. A volte anche meno. Il cubetto di calibrazione la macchina lo stampa bene, quindi mi chiedevo se c'è qualche parametro dello slicer a cui è bene presti attenzione per risolvere (eventualmente) il problema. Uso Cura 5.2.1 come slicer. Consigli e soluzioni ben accette 😃 ne devo stampare un po' di questi pezzi e non voglio passare giorni con la lima in mano. -
cerchio non cerchio
AndreaG85 ha risposto a alex_2517 nella discussione Problemi generici o di qualità di stampa
https://forums.autodesk.com/t5/autocad-forum/stl-files-resolution/td-p/6591803 -
Anycubic mega S, info su regolazioni e varie
AndreaG85 ha risposto a robertom86 nella discussione Anycubic
Roberto, per prima cosa ti consiglio di leggerti una guida sulla prima stampa, così da farti un minimo di conoscenza. Per quanto riguarda: - fili: come detto si chiama stringing, è generalmente è dovuto ad una combinazione tra materiale, temperatura di estrusione e parametri di retrazione. Con materiali come il PLA generalmente è facilmente risolvibile, col PETG tende sempre a rimanerne un po'. Per ottimizzare la cosa puoi trovare varie guide online. Soprattutto se usi CURA come slicer trovi guide con i parametri da modificare per le tue prove di stampa. - motore estrusore: io personalmente ho un estrusore doppio ingranaggio dentato, ma non come quello di fratt. Quello di fratt andava bene per la anycubic mega normale. La S ha un gruppo estrusore con una riduzione 3:1 ad ingranaggi. Quindi ho trovi un estrusore doppio ingranaggio con quel rapporto ( io l'ho preso da amazon della redrex mi pare, o giù di lì, insomma un clone bondtech) oppure metti uno come quello di fratt ma devi andare poi a modificare gli step/mm nel firmware. - piatto in pei: anycubic ha appena fatto uscire un piatto in pei per la anycubic mega S. Io l'ho preso su alyexpress per risparmiare, costo 25-30€. Soldi ben spesi. Si toglie il vetro e si incolla sul piatto riscaldante. Per la regolazione della macchina, il primo consiglio è di comprare uno spessimetro. Io faccio così: livello il piatto rispetto al suo sostegno sottostante. Livello le barre lisce in modo che siano in piano agendo sulle due viti di stop che ci sono sui gruppi laterali. E' un processo iterativo. Poi livello il piatto rispetto al suo sostegno sottostante. riabbasso a questo punto l'hotend portatoa temperatura, così come il piatto (per abs, 240/80°C) e livello il piatto spostando a mano il gruppo hotend. Così ottieni un livellamento del piatto decente. Verifica che la tensione delle cinghie sia decente e similare tra le due. Se poi devi calibrare gli step/mm c'è un'ottima guida di foxsource su youtube. Ti consiglio poi di comprare qualche ugello nuovo e di cambiare quello che hai. Se la macchina ha lavorato molto anche le cinghie potrebbero essere usurate. E ingrassa leggermente le viti di movimentazione e i cuscinetti assiali. -
cerchio non cerchio
AndreaG85 ha risposto a alex_2517 nella discussione Problemi generici o di qualità di stampa
In linea generale, i cad ti permettono di modificare, in fase di salvataggio, la qualità della mesh che tu vai a creare. Mettila più fine possibile. Ci sta che autocad esporti roba piuttosto "rozza". -
Bobina nuova con filamento attorcigliato
AndreaG85 ha risposto a AndreaG85 nella discussione Materiali di stampa
Stampo tutti i filamenti petg alla stessa velocità, 50 mm/s, accelerazionj sui 1000 mm/s2. Temperatura 225 o 230°C. E l'esun é l'unico petg con cui ho mai avuto di questi problemi. -
Bobina nuova con filamento attorcigliato
AndreaG85 ha pubblicato una discussione in Materiali di stampa
Buongiorno. Tempo fa ho comprato una bobina di petg white della esun. Colore molto bello, packaging niente male. Il prodotto sembrava molto valido. Purtroppo però mi ha dato da subito problemi, e il peggiore è che durante la stampa il filamento si attorciglia su se stesso come un fusillo mentre passa per l'estrusore a doppio ingranaggio, bloccandosi e creando mancanze (buchi) nella stampa o addirittura la non estrusione totale del filamento. A qualcun'altro di voi è capitato di avere filamenti fallati in questo modo? C'è possibilità di di recuperarlo? -
Cura 5 e larghezza della linea
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Ieri sera manutenzione ordinaria e straordinaria. Ho smontato le viti di movimentazione Z, ingrassate con grasso multiuso, lubrificate le canne lisce orizzontali, ruotate le canne lisce verticali di 90°, risistemato il tutto e insomma quello strano z wobble è scomparso. Ho anche fatto una comparazione, ed effettivamente è Cura % che sembra modificare il conto dei passaggi ugello nello spessore. Con Cura 4 questo non succede. -
Lubrificante stampante 3D.
AndreaG85 ha risposto a michele.siracusa nella discussione Hardware e componenti
io posso solo dirti che per la mia anycubic, con movimento su canne lisce, uso olio per macchina da cucire sulle canne lisce, mentre per la vite di movimentazione dell'asse z uso del grasso multiuso ( di quelli nel barattolone, usati in meccanica). Mio consiglio, non eccedere con l'olio. Tende a sporcarsi subito con la polvere. Personalmente, non userei nemmeno i grassi spray per catena da moto, perché sono fortemente adesivi. Meglio allora del grasso da catena bici (tipo quello di decathlon) che è più fluido. -
Cura 5 e larghezza della linea
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
No, non ci sono strati adattativi e la stampa è appoggiata col bottom sul legno. E' stato solo tolto il brim -
Cura 5 e larghezza della linea
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
Non so se sia meglio o peggio questa cosa di Cura 5.X.X, ma ora ho anche un altro problema: Purtroppo non riesco a metterla dritta 😆. Comunque come potete vedere, i primi 15-20mm vengono perfetti, poi comincia ad aumentare la rugosità. Alcuni layers sono leggermente più larghi, rispetto ad altri. Non capisco a cosa possa essere dovuto, non credo sia uno z wobble, e le cinghie dovrebbero essere a posto. O è un problema di software, oppure mi vien da pensare che sia un problema di vibrazioni della macchina. Voi che ne dite?
-
Cura 5 e larghezza della linea
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
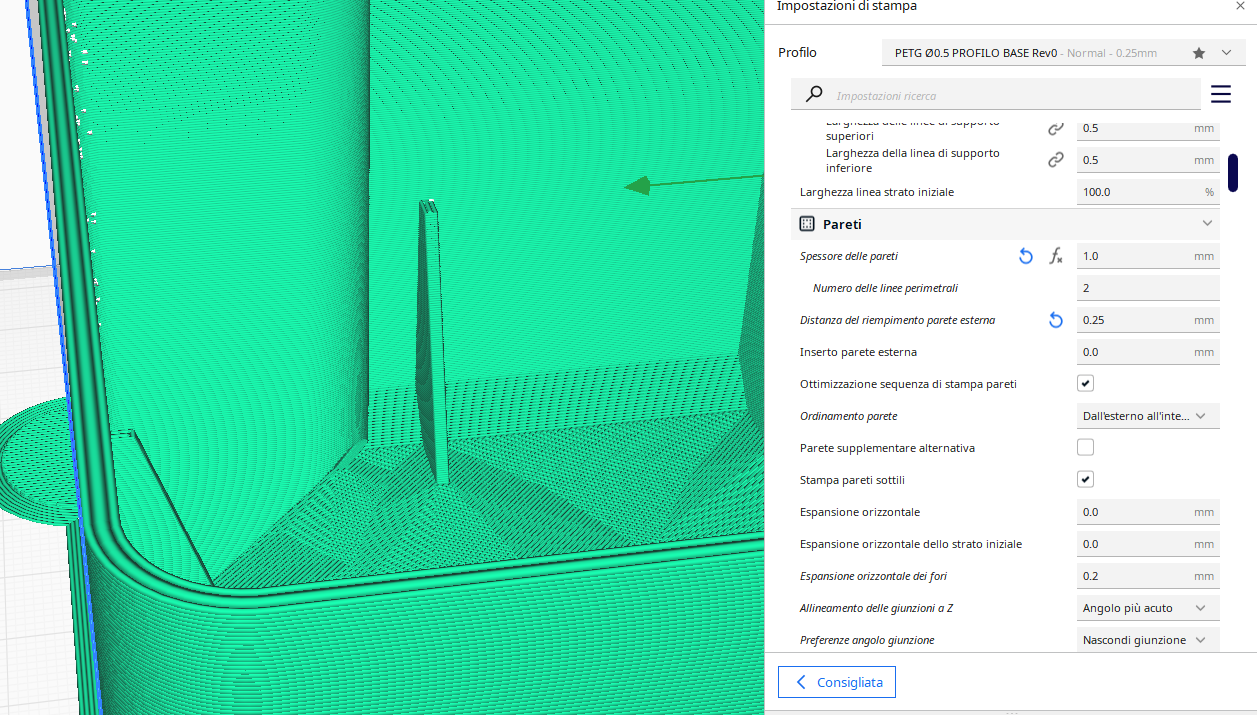
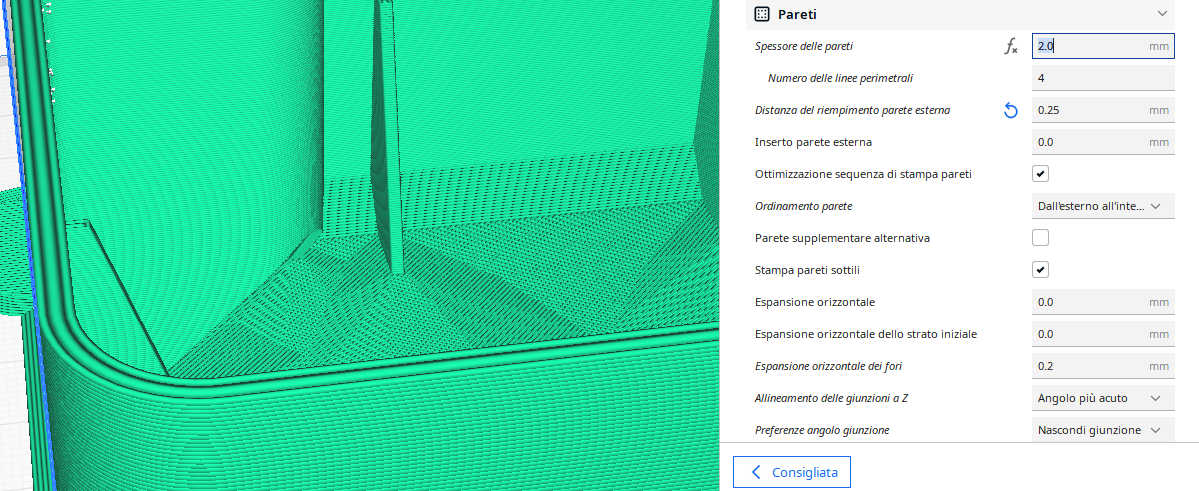
Si, ho la funzione di stampa parete sottile attiva, ma anche togliendola, non cambia che su uno spessore totale di 2 mm invece di 4 linee ne faccia 3. E di dimensioni diverse. Cosa che con cura 4 invece faceva tranquillamente. Ecco cosa non mi spiego. Per il resto io con il nozzle da 0.5 mi son trovato sempre benissimo -
Cura 5 e larghezza della linea
AndreaG85 ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
per errore avevo inserito 1 mm di spessore di parete. Comunque anche impostando 2 mm e quindi 4 linee, non ho visto cambiamenti: con 2 mm: