Otto_969
-
Numero contenuti
680 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Otto_969
-

Software CAD
Otto_969 ha risposto a Paurizio nella discussione Software di slicing, firmware e GCode
Scusa la curiosità, ma che OS hai? Anche su Linux il problema sarebbe cmq agirabile con un sistema operativo virtuale.. -
Le stampanti 3D sono come le donne... Sono permalose per natura, e se le tratti male rompono i marones in modo insopportabile... Ma fortunatamente le stampanti, quando ne hai abbastanza, le puoi buttare giù dal balcone... Le donne no! 😁 P.S. - Cmq penso che la stai prendendo nel modo sbagliato... Ricomincia, con calma, da zero. Senza preconcetti di sorta. E' un pezzo meccanico: con pazienza e logica verrai a capo dei tuoi problemi. 🤙
-
Premetto che non ho la dual-extruder, ma credo che ci siano alcune cose che cmq ti possono essere d'aiuto perchè (IMHO) hai dei problemi, tutto sommato, non insormontabili. Prova a cercare il pezzo di ricambio, ma non credo cambi molto perchè visto da fuori è abbastanza logico che i due filamenti abbiano direzione convergenti, e quindi daranno cmq qualche problema in più... Io stesso nella versione normale, preferisco staccare il tubetto prima dell'Hot-End perchè anche con la mia il filamento non è mai "dritto" ed entra con difficoltà. Arrotonda l'estremità del filamento che deve entrare nell'Hot-End, non dare un taglio netto al filamento, sennò s'incastrerà ancora di più. Per i difetti di stampa, io sono una fonte ancora meno attendibile in quanto faccio solo pezzi tecnici e di dimensioni moooolto più grandi, però mi pare che non sei messo così male. Anzi... Hai scelto una stampa "cazzuta" per definizione, forma e dimensioni... Non hai scritto i settaggi, lo Slicer, il materiale, quindi non posso dire un gran che. Posso dire cosa farei io se dovessi fare quella stampa, questo si, la farei con un noozle da 0,2mm a max 30 di velocità e accelerazioni molto basse... Sembra che ci sia qualche problema con la retrazione e probabilmente con la temperatura materiale. Questo guardando le foto, visto che dati non ne hai messi. Cmq non mi preoccuperei, come già detto non sei messo così male come pensi. 😁
-
Prima di cominciare: sei assolutamente sicuro che i due tubetti entrino nell'Hot-End esattamente per la stessa misura? Se quello di Dx entra (es.) per 3cm, anche quello di Sx DEVE entrare di 3cm... Cmq dalla foto sembra che il problema possa venire quel "tappino" che è orientato male e non fà entrare il filamento... Il problema lo fà solo nell'entrata di destra (quella indicata con la freccetta rossa), oppure anche sull'altra? Se l'altra funziona, prova a smontarla - SENZA FAR DANNI - per vedere se effettivamente il "tappino" è deformato o no (essendo speculari devono essere identici, ma orientati in modo opposto). Dalla foto sembrerebbe ok, e che sia solo "storto" in modo da agevolare l'entrata del filamento, che non è perpendicolare, ma inclinato a causa della presenza dell'altro connettore. Magari fai qualche prova girando il pezzo col tappino in diverse posizioni.
-
Quello che mi si è rotto a me una settimana fà, e che non sono stati in grado di aggiustare... Me lo presti? 😁
-
Io lo Z-Offset lo tocco solo quando cambio nozzle, più che altro per sicurezza, in quanto non ho notato differenze, ma continuo a non fidarmi. Se a fine stampa togli delicatamente il piatto (anzichè prenderlo a randellate per staccare la stampa), per poi riposizionarlo con cura, lo Z-OffSet non dovrebbe cambiare... Controlla che il sensore di prossimità non sia lento (il mio lo era). Ad ogni stampa, per ora, fai un livellamento automatico giusto per capire se muovi il piano di stampa oppure no. Per il filamento aspetto le foto, perchè dalle tue parole mi sorge un dubbio...
-
Scusa la domanda banale... Ma cos'è? 😅
-
In che senso? Intendi quando il filamento è già passato attraverso tutto il tubetto (ti consiglio VIVAMENTE di cambiarlo con un Unicorn...) e si blocca giusto prima dell'Hot-End? Oppure appena dopo il sensore del filamento stesso... Nel primo caso, prova a spingere il tubetto fino in fondo (sono almeno 2/3cm...) con l'Hot-End a 200°C, e solo dopo il filamento. Nel secondo caso è effettivamente difficile "centrare" il tubetto ed infilarci il filamento, devi provare a "raddrizzare" il filamento più che puoi ed in caso stacca il tubetto dalla parte del motore estrusore. Meglio così, perchè fà schifo... Prova altri Slicers Cura e IdeaMaker in primis. Io uso Cura, è un pò difficile perchè ha un mare di opzioni, ma lavora bene ed è mooooolto preciso nell'anticipare la durata dei lavori. P.S. - Metti qualche foto su dove s'incastra il filamento...
-
Secondo me è solo una manovra per vendere di più... Due brands vendono più di uno solo! Oppure Enotepad aveva finito il materiale, e Sunlu ha soddisfatto le richieste in prima persona. Avendo comprato dal sito ufficiale Enotepad, si può affermare che il prodotto sia lo stesso... Disponibilità permettendo arriva "marchiato" Enotepad (l'imballaggio esterno è lo stesso di @eaman), quando la disponibilità finisce, probabilmente, subentra Sunlu in prima persona. Conoscendo le tecniche di vendita cinesi, è mooooolto probabile che mi ci sia avvicinato parecchio.

-
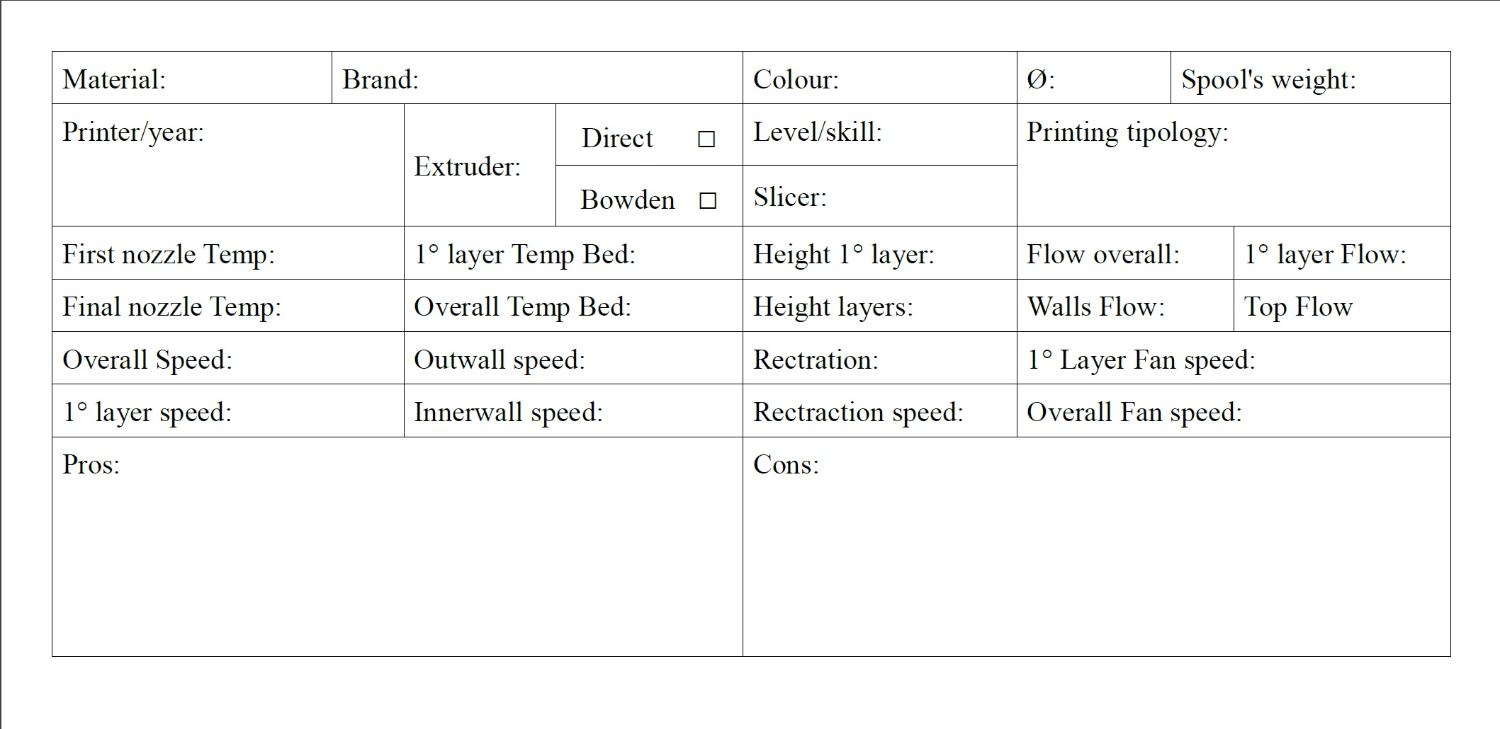
Maaaaa... Un database per i materiali, no?
Otto_969 ha risposto a Otto_969 nella discussione Materiali di stampa
Proprio questo è il bello del "Database"... 😉 Cmq io avevo pensato ad una scheda semplicissima, tipo questa: Solo informazioni base, Pros & Cons magari con un numero max di caratteri. Easy 😁
-
Dal sito ufficiale Enotepad... 🤣🤣🤣
-
Bello il PLA/PLA+ di Enotepad... 😂😂😂
-
Delucidazioni.. o meglio Help?!
Otto_969 ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
Anche la mia fà l'homing prima della stampa, ma appena comprata mi stampava in aria! Allora rifeci il livellamento (manuale ed auto) 200 volte, ma stampava sempre in aria... Poi cercato sul web, dove molti hanno avuto lo stesso problema, oppure (peggio) il nozzle sbatteva contro il piano stampa e la soluzione era settare lo Z-OffSet a zero... Sinceramente non so perchè sia così, NON metto in dubbio le tue parole, ti stò solo dicendo che la mia lavora in modo diverso. Ok, non ho dubbi su quello che dici, ma se io faccio lo Z-OffSet a 0,1mm, il primo layer me lo stampa di 0,4mm. Ho provato tante volte, e devo essere preciso nel fare lo Z-OffSet, sennò il primo layer mi viene male. Non so perchè, è semplicemente quello che succede alla mia stampante. Non so se c'entri, o meno, il livellamento automatico, ma è quello che mi succede. Io uso l'ultima versione di Cura e lo 0,1mm non me lo mette in conto. Come già detto, se voglio il primo layer da 0,3mm devo azzerare il nozzle. Ma viste le tue parole, e sapendo che ne sai 1000 volte più di me, mi viene da pensare che negli Slicers, questa famosa "compensazione" di 0,1mm dovuta al livellamento manuale col foglio A4, sia presente e funzionante, SOLO attivando i profili di determinate stampanti. Io in Cura ho attivato il profilo pre-compilato per la Tronxy X5SA-Pro ed ho sia il livellamento auto, che lo Z-OffSet da display, e probabilmente questa funzione è disattivata in quanto sulla mia stampante sarebbe inutile. 😉 -
Delucidazioni.. o meglio Help?!
Otto_969 ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
Premetto che non conosco altra stampante che la mia Tronxy X5SA-Pro, però nella frase che hai scritto c'è un problema di fondo: come fà lo slicer a sapere che il livellamento sia 0,1mm (oppure 0,2 - oppure 0,15mm - oppure 0,2mm)? Ma di una cosa sono certissimo: se con la mia X5SA-Pro non metto a zero lo Z-Offset, mi stampa "offsettato" esattamente della misura reale tra nozzle e piano di stampa! Poco ma sicuro... Mi spiego in parole povere, se faccio lo Z-OffSet e gli dò il comando "set as zero", ma in realtà il nozzle NON è a zero, la stampante mi stamperà il primo layer (supponiamo da 0,3mm di altezza) a 0,3+ la distanza effettiva reale tra nozzle e piano di stampa... Sicuro come la morte! E sullo Skirt è evidentissimo anche per un niubbo come me: e spesso ho interrotto la stampa vedendo ad occhio nudo che quei fatidici 0,3mm erano molto meno, o molto di più... Stampo quasi sempre il primi layer a 0,3mm, e ci ho fatto l'occhio! 🧐 Cmq se avete questa stampante (Geeetech prusa i3 pro w), la controprova è semplicissima! Mettere il nozzle a 10mm dal piatto, e poi gli date da stampare un oggetto fatto da un solo layer alto 0,3mm... Se vi stampa correttamente vuol dire che in realtà l'elettronica della macchina"compensa" autonomamente l'errore... Se comincia a stampare in aria, vuol dire che per avere stampe dimensionalmente esatte bisogna fare l'azzeramento del nozzle rispetto al piano di stampa col metodo che ho "immaginato" io, ho qualcosa del genere... A meno che nello Slicer ci sia un'opzione di "compensazione Z-OffSet" che io in Cura non trovo (ma io ho impostata solo la mia stampante che ha lo Z-OffSet da display, forse cambia per stampanti senza lo Z-OffSet digitale). -
La caccola...
Otto_969 ha risposto a Otto_969 nella discussione Software di slicing, firmware e GCode
Il post precedente mi ha fatto pensare, e benchè credessi di essere vicino alla soluzione, mi ha dato "l'illuminazione" (alla Blues Brothers...) e mi ha spinto a resettare il cervello (qual poco che mi è rimasto...) e ricominciare da zero tenendo in mente una cosa che è scontata e che uso giornalmente al lavoro per le calibrazioni delle macchine: i materiali al cambiare della temperatura, cambiano dimensioni e caratteristiche... Ovvio no? Ma proprio non ci pensavo applicato all'estrusione! 😴 Ho mandato aff... le torri di temperatura e mi sono concentrato sul solo Thin-Wall test perchè ho capito che devo partire dalla fine, cioè dalle dimensioni effettive, poi la temperatura l'aggiusto io... E questo è il primo risultato: http://www.fotothing.com/photos/a68/a685fbe478a1215f9ed56efe924ccf26_236.jpg ! 😱 Direi che ci siamo: http://www.fotothing.com/photos/ec3/ec3d6deeaa1409fddd4063de1a6279ab_236.jpg ! E' più evidente la polvere, che le imperfezioni... Stampato a 0,3mm du layer con nozzle di 0,6mm. Bottom layer visto da sotto: http://www.fotothing.com/photos/b03/b035184fc5df5668e5d1220de236c277_236.jpg Top layer (la stiratura m'ha fregato ancora!): http://www.fotothing.com/photos/1a5/1a57aed91a363b976f4265de33561fcd_558.jpg Quindi un grosso grazie a @Whitedavil e @Killrob! 🍻 Notare come al variare delle impostazioni, sembra che abbia cambiato filamento... Ma è sempre lo stesso! A sx il mio primo esperimento, a dx l'ultimo:
-
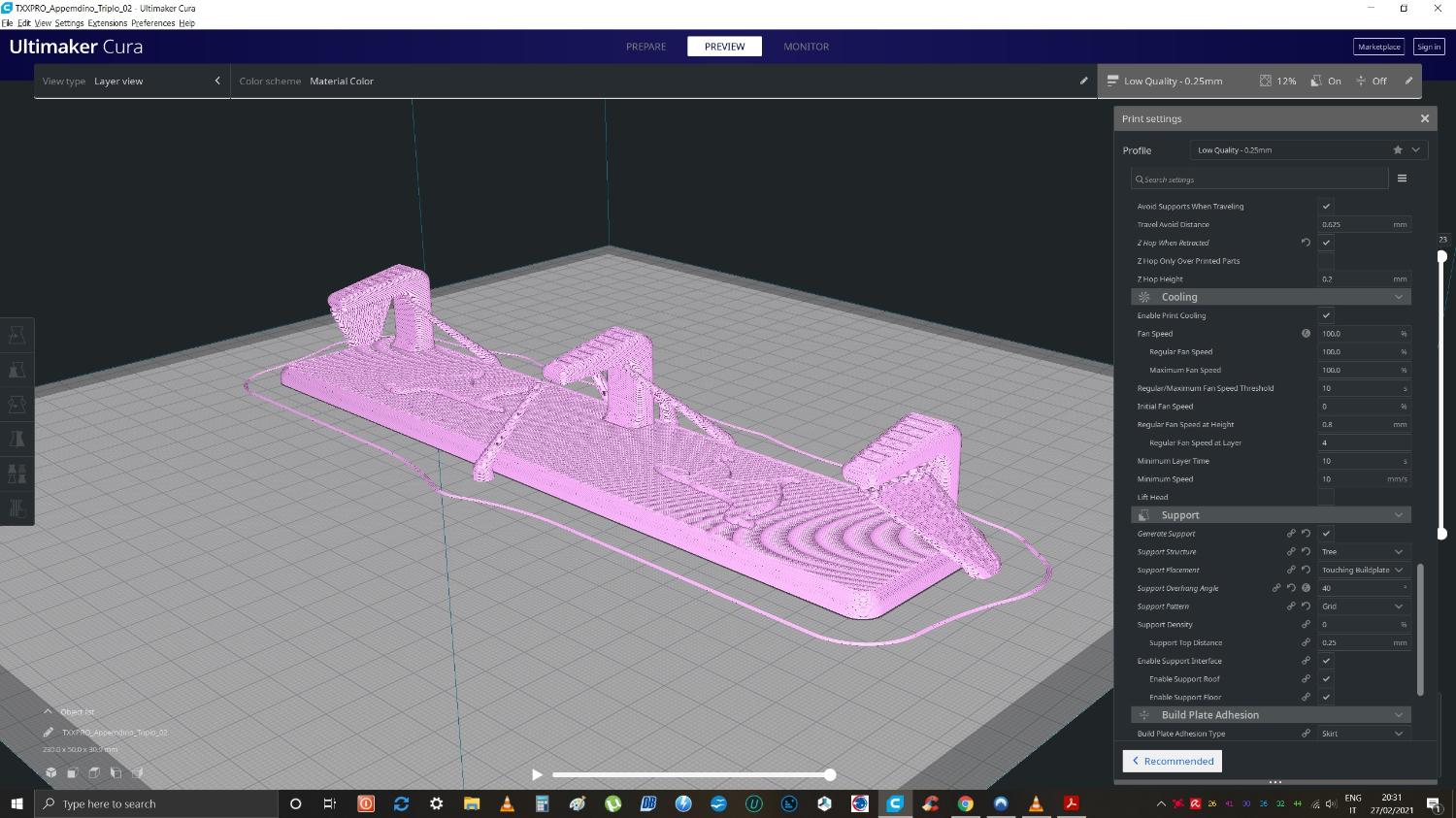
Era rivolto alla frase di Whitedavil... Premetto la mia niubbaggine, ma avevo cominciato usando ovviamente i supporti normali di Cura, e mi venivano una gran cagata in quanto mi rovinavano la stampa. Poi ho provato quelli ad "albero" con la "Touching builtplate" ed ho visto il paradiso... 😁
-
Delucidazioni.. o meglio Help?!
Otto_969 ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
Ahhh... Ora ho capito cosa intendevi! Intendevo previa messa a zero del nozzle... Però ora non ho capito un'altra cosa: se il piano di stampa rimane a +0,1mm dal nozzle, ed io gli dò una stampa di altezza 0,3mm, perchè dovrebbe venire 0,1mm come hai detto tu? Non conosco l'elettronica della Geeetech prusa i3 e magari dico una fesseria, ma 0,1+0,3=0,4... O mi sono perso qualche cosa? Cmq questo problema mi fà ricordare come si regolavano le vecchie macchine CNC (in realtà allora solo "NC"), una volta fatto il livellamento con il foglio di carta, basta capire il passo delle viti di regolazione piano di stampa e girare le viti esattamente dei giri (o porzioni di giro) per portare il nozzle a zero. Ad es. se le viti del piano sono delle M3, prima mettere il nozzle a 0,5mm dal piatto, e poi svitare tutte e 4 le viti di 1 giro (le M3 hanno passo 0,5mm). Rozzo, ma dovrebbe funzionare. Credo... 😅 -
La caccola...
Otto_969 ha risposto a Otto_969 nella discussione Software di slicing, firmware e GCode
@WhitedavilIl Flow posso abbassarlo da Cura, individualmente sui Walls esterni, interni, infill, primo strato, ultimo etc etc... Al momento sono al 105% sul Wall esterno, al 103% su quello interno, 105% su First/Top layers. Tieni conto che col Flow al 105% mi mantiene le dimensioni reali +- 0,05mm che per me sono molto importanti. Provo a scendere dell'1-2% e vediamo che succede. La foto del bottom layer la vuoi vista da sopra, o da sotto (vista dal piano do stampa)? Ti anticipo che col settaggio delle foto, il primo layer ha i cordoni appena "staccati" uni dagli altri, ma solo al centro, mentre vicino ai bordi sembra avere un piccolo eccesso si materiale. Per i Top layer quelli in foto sono stati sporcati da qualcosa nella stiratura concentrica, che ha toccato la superficie dopo aver finito; con la stiratura "Zig-Zag" non lo fà... La foto del Top, la vuoi con, o senza stiratura? Ho questa foto da dove si vede un pò meglio (aspettando che finisca il pezzo in stampa): http://www.fotothing.com/photos/1ec/1ecd76051624c49b9a109ca9afd96b5d_a42.jpg -
Appena provato i Tree's support di Cura, e sono una gran figata... 🤩
-
Delucidazioni.. o meglio Help?!
Otto_969 ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
@jagger75?????? Che vuoi dire? Cosa c'entra il foglio di carta usato per il levelling, con la stampa di un oggetto ad un solo layer alto 0,3mm? Non credo di aver capito il nesso... -
La caccola...
Otto_969 ha risposto a Otto_969 nella discussione Software di slicing, firmware e GCode
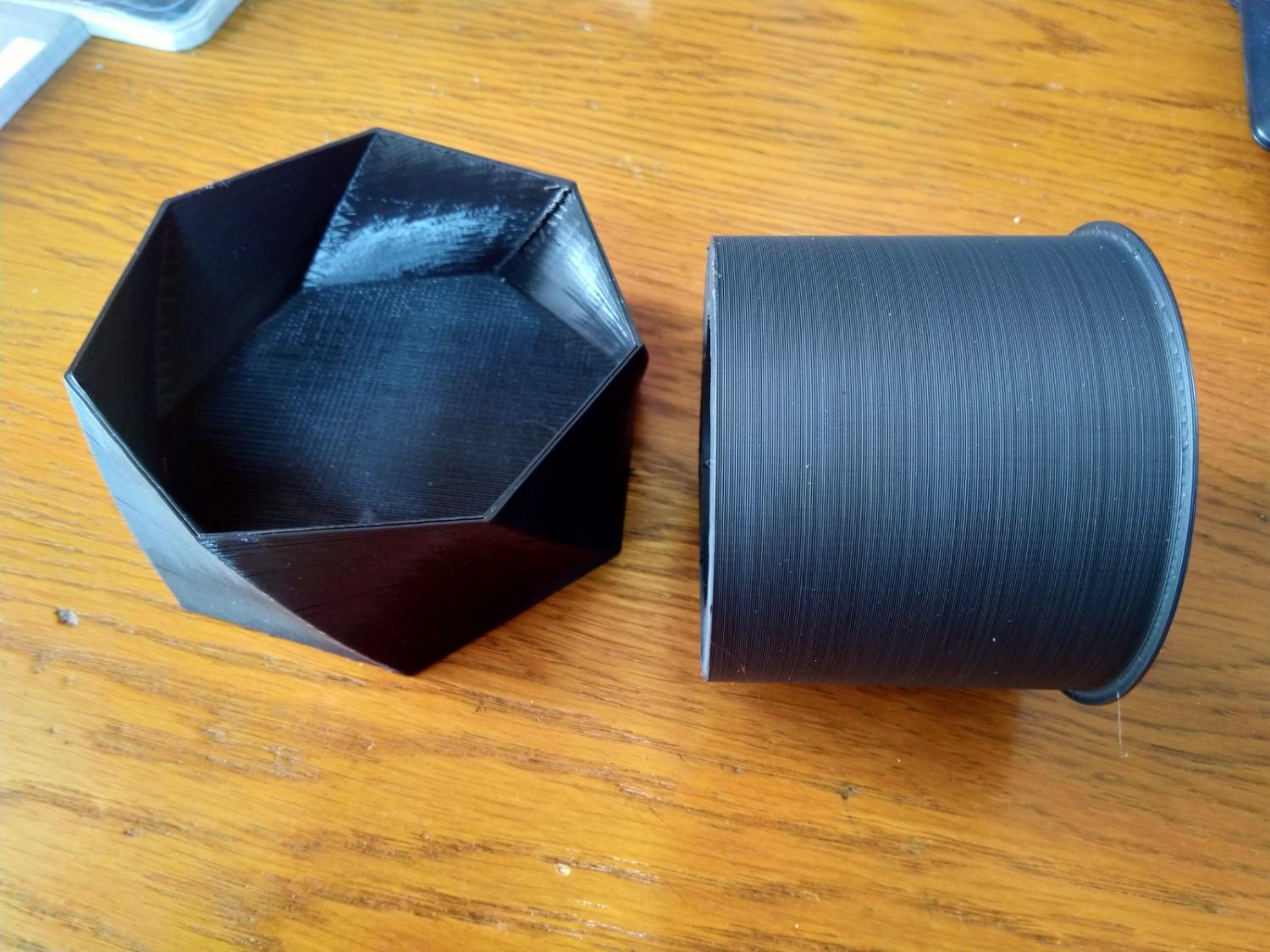
Allora... Ho Provato tutte le temperature: da 190 a 220°C, e per me la temperatura migliore resta intorno ai 210°C, nonostante scaccoli maggiormente. Probabilmente la caccola è il prodotto di MOLTEPLICI piccoli errorini di programmazione slicer, dovuti alla mia niubbaggine, ma stò cercando di metterci una pezza grazie ai VOSTRI consigli... Diciamo che sono passato da questa "scaccolata fotonica": http://www.fotothing.com/photos/343/343cfcc7ff004c611cc12c8b4fe98c08_a42.jpg A questa, che a parer mio non è malaccio: http://www.fotothing.com/photos/ee2/ee2b40e106f7eaaf714bc1d9a80d4fc9_a42.jpg http://www.fotothing.com/photos/a2a/a2a9bc87ac06741e08615a35c43ad7a8_a42.jpg Nel frattempo ho fatto qualche prova di retrazione, ed ho sistemato un pò meglio anche questo aspetto: A sx appendino ottimizzato, a dx appendino originale Poi ho montato il sistema a cuscinetti per la bobina, che tanti problemi mi aveva dato con l'originale: Otto_969 Tronxy X5SA-Pro E per finire ho unito l'utile al dilettevole facendo qualcosa per la nuova casa: Flatcoated hanger 😁 L'ho stampato con un layer da 0,3 perchè era una prova per i supporti ad albero (che sono fichissimi!), ma direi che è venuta bene e che - FORSE - sono sulla buona strada... Il tutto grazie e voi @Killrob @Whitedavil 😅 P.S. - Tutte le stampe sono con nozzle da 0,6mm e 0,3mm di altezza layer. -
Delucidazioni.. o meglio Help?!
Otto_969 ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
Se hai capito male tu (che ne sai x 500 volte piú di me), mi devo essere spiegato proprio male... 😔 -
La caccola...
Otto_969 ha risposto a Otto_969 nella discussione Software di slicing, firmware e GCode
@Whitedavil Gli spostamenti sono a 120mm/sec, se non ricordo male dovrebbero essere settati su 120 anche sul FW, quindi di piú non credo che vada (a mano che non trovi il bisogno di alzarla anche dal FW). Appena torno a casa provo a scendere (ancora) di temperatura e provo a 190°C. Nel frattempo stó cercando di trovare il giusto compromesso tra ampiezza retraction e la sua velocità... Ma chissà perché quando sono al lavoro mi vengono 100 cose da fare... Poi torno a casa, e non trovo il tempo per fare una benemerita mazza... 😠😠😠 😁 -
La caccola...
Otto_969 ha risposto a Otto_969 nella discussione Software di slicing, firmware e GCode
Il test é stato fatto a 195°C, dopo aver seguito il consiglio di @Whitedavil -
Delucidazioni.. o meglio Help?!
Otto_969 ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
Scusa, in che senso? Io intendevo fare un quadrato di un solo layer, con altezza (Z) pari a 0,3mm per vedere se effettivamente l'azzeramento del nozzle, rispetto al piano di stampa, sia corretto... O forse avevi inteso il Thin-Wall test con pareti a 0,3? 🙄