Mattia Soppelsa
-
Numero contenuti
104 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Mattia Soppelsa
-
Non ne ho idea 😥 A questo punto mi sa che devo sostituire sia mainboard e alimentatore, ma da quel che vedo ce li ha solo 3djake. Sarebbe stato bello evitare una scuffia di 100 euro in pezzi di ricambio... anche perchè non so se prendo un alimentatore con amperaggio maggiore la trasformo in una bomba artigianale 😅
-
Si esatto, l'alimentatore. Adesso l'ho collegato di nuovo lasciando a spasso solo i cavi rossi, che dovrebbero essere delll'hot bed, e li ho rimontati com'erano prima solamene il cavo neutro mi da una risposta. Tutti gli altri zero totale ____________________ Provato e nada, non succede nulla
-
Salve! stavo stampando come ormai tutti i giorni per lavoro e per puro caso ho assistito alla morte in diretta della mia anycubic i3 mega S. In breve, stavo modellando al pc mentre la macchina stava finendo di stampare un pezzo ed è partito un lampo azzurrognolo, che ha fatto saltare il salvavita staccando la corrente. Allora, visto che negli ultimi tempi la mia zona è stata bersaglio di cali di corrente, ho preferito staccare la spina della stampante, riattivare tutto da quadro elettrico e inserire di nuovo la presa nella macchina. si accende, solito rumore di accensione, e tempo due secondi, secondo fulmine blu e morte totale. Non si accende più. A questo punto ho scollegato la macchina, tolto l filamento e ho aperto il case da sotto. Non presenta tracce di bruciature ne odore di bruciato, ma la corrente è inattiva. Nemmeno il tester mi segnala nulla. Perciò credo sia necessario sostituire la scatola di alimentazione. più che altro, chiedo per conferma, perchè non trovando nessuna traccia di bruciatura o fusione non saprei effettivamente se si tratta della mainboard o dell'alimentatore. Voi che ne pensate? Può essere solo uno dei due, o si è bruciato tutto?
-
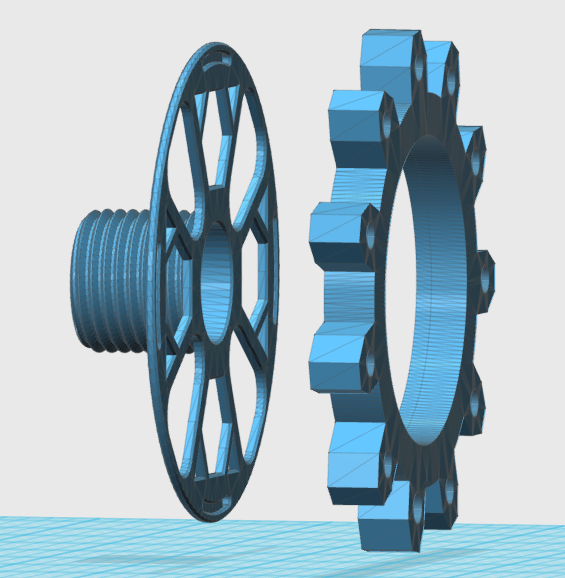
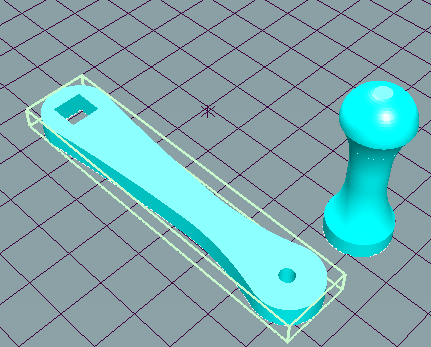
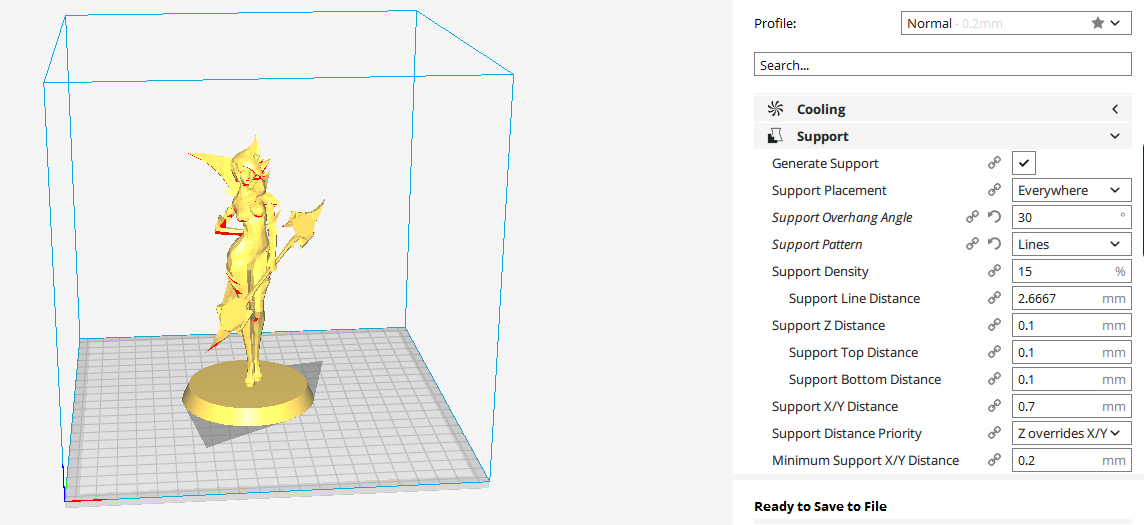
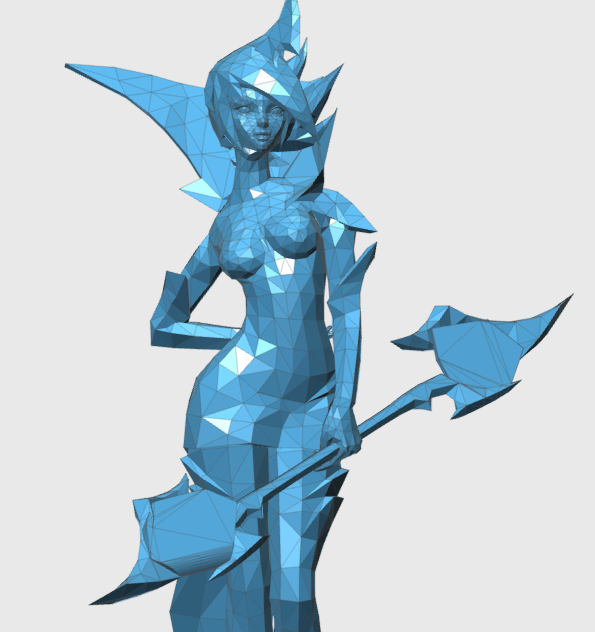
Ciao! Smanettando nei mesi stampando parecchie cose, ho avuto una piccola idea per riutilizzare i telai delle bobine vuote In breve, vorrei riutilizzare le parti dove viene arrotolato il filamento per costruire una decorazione muraria simil-steampunk, stampando dei supporti cilindrici da attaccare al muro e degli ingranaggi decorati leggermente più grandi del raggio della parte concentrica, attaccarli, e costruire una sorta di meccanismo azionato a manovella. Non sarebbe di nessuna utilità, se non puramente decorativo per riempire una parete vuota in mezzo a una libreria Come dimostrazione, vi metto qui una parte di progetto che sto disegnando. In pratica, taglio la bobina a metà nel tubo centrale ottenendo così due supporti. Poi stampo un cuscinetto (o ne prendo uno di legno, è uguale) da inserire nel buco centrale da fissare al muro, ma di un mm più piccolo per permettere alla bobina tagliata di slittare. Sulla parte piatta, fisso tramite viti e trapano un ingranaggio con un raggio pari ad esso, ma con i denti che fuoriescono, in modo tale che si crei il movimento meccanico. Per rendere tutto più leggero, utilizzerei un infill del 15% in alcuni, mentre altri, stampati a shell e divisi a metà, utilizzerei un riempimento fatto con materiale di scarto come fogli di giornale e colla per bricolage, la stessa che si usa nelle scuole materne per costruire, in modo da dare loro un peso maggiore. La prima bobina, invece avrà una manovella, opportunamente scalata per essere usata con tutta la mano fungerà da "start point" che ne pensate? . ============ IDEA 2 Questo invece è un modello che mi hanno commissionato, e siccome è la prima statuetta che mi viene richiesta, sono un pò indeciso su come impostare la stampa. Vorrei fare un infill che spazia tra il 25 e il 50% per renderla dura e resistente, ma vorrei anche sapere quali siano le impostazioni migliori per il supporto. Pensavo alle impostazioni riportate in foto. Però voi, sicuramente più esperti di me saprete cosa consigliarmi. Grazie in anticipo!

-
Nuova stampante, errore con repetier host (Anycubic)
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Software di slicing, firmware e GCode
Assolutamente, ma già il fatto di riuscire a stampare ingranaggi di 50 mm al primo colpo con questa stampante è un grandissima soddisfazione -
Nuova stampante, errore con repetier host (Anycubic)
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Software di slicing, firmware e GCode
Ho risolto. Tramite repetier server sono stato in grado collegare la stampante al pc. I risultati sono ottimi -
Nuova stampante, errore con repetier host (Anycubic)
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Software di slicing, firmware e GCode
Ho provato di nuovo, anche controllando il COM da arduino, ma repetier si rifiuta di leggermi la stampante. Cazzarola, proprio ora che avevo imparato bene a usarlo -.- Ho provato tutte le velocità niente, cambiato le com da gestione computer, niente -
Nuova stampante, errore con repetier host (Anycubic)
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Software di slicing, firmware e GCode
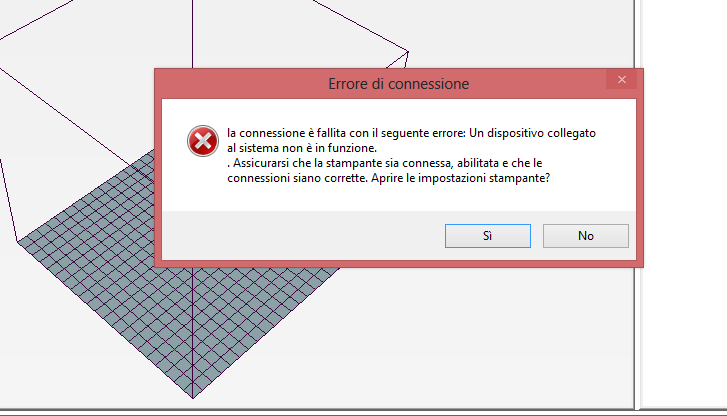
Ho fatto come avete detto ma esce comunque questo avviso. Tuttavia la stampante si è messa a fare una cantilena ciclica Ho disinstallato e reinstallato il driver con l'SD in dotazione, questo giro mi ha dato COM3, sono andato a controllarlo nella sezione apposita
-
Nuova stampante, errore con repetier host (Anycubic)
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Software di slicing, firmware e GCode
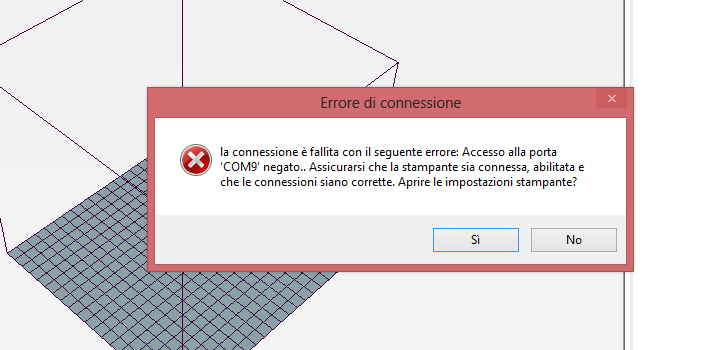
Ho messo COM5 evitando di toccare le prime quattro come ha detto Marcott, ma ora mi dice che COM 5 non esiste. Ho anche messo il baud indicato, ma niente. Li provo tutti? -
Nuova stampante, errore con repetier host (Anycubic)
Mattia Soppelsa ha pubblicato una discussione in Software di slicing, firmware e GCode
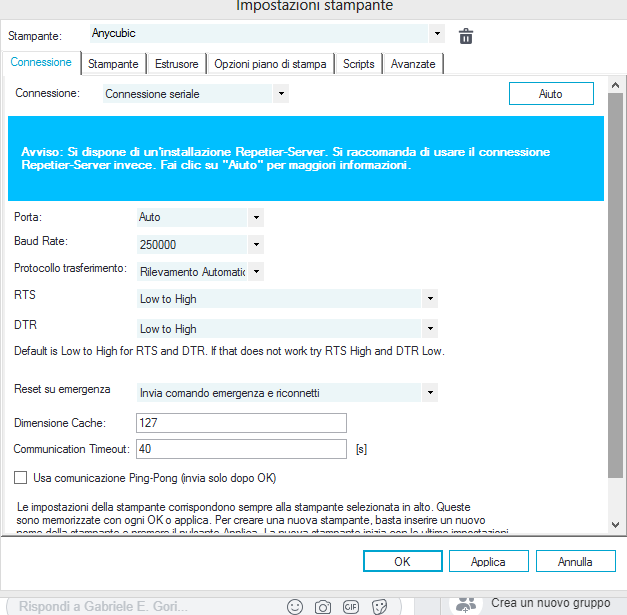
Ciao! Dopo aver aggiustato per la ventesima volta la geeetech non ho resistito e ho comprato una anycubic I3 Mega che ho trovato in offerta. L'ho provata con cura, e stampa benissimo. Piatto livellato, nessun problema con shell e infill, e quindi volevo passare al mio "main" slicer, che è repetier host, visto che è da quando avevo la prima stampante che ci ho passato molto tempo e so usarlo molto bene tra settaggi e impostazioni di stampa. Il problema è che repetier, nonostante io abbia seguito alla lettera il manuale allegato alla stampante, settando la porta che il driver mi segnalava(nel mio caso COM9) e il baud a 2500000, repetier continua a darmi errore e non riesco a collegare la stampante allo slicer. Non è vitale che si colleghi, ma mi trovo molto bene con repetier host, e mi da un pò fastidio dover imparare a usare un nuovo slicer quando mi ero così ben abituato ad un altro. Vi lascio due screen del desktop, uno delle impostazioni stampante della connessione, dove ho messo tutti i settaggi presenti nel manuale, e l'avviso che mi esce quando clicco sull'icona "connetti". Voi sapete perchè fa così?
-
Un problema pare irrisolvibile
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Purtroppo ha rincominciato. Pare che il flusso continui a non andare bene nonostante i 100 mm esatti che estrude dopo i vari test step/mm. Ho provato ad abbassare facendo dei calcoli al valore 90 anzichè 94.8, ma si è già intasato 3 volte nonostante estruda 95 mm su 100. A questo punto, o mi tengo questa stampante per i lavoretti di piccola entità, come portachiavi e piastrelle e mi prendo una anycubic, che da quel che mi dicono è 10 volte meglio di una i3 pro, oppure la sistemo come dio comanda. Solo che la pazienza, dopo 3 mesi, si sta esaurendo. -
Un problema pare irrisolvibile
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Per sicurezza infatti ho stampato anche un corno, uno di quelli da incastonare nelle corone per vedere se ci fossero problemi di sottoestrusione. Non ce ne erano, ma con una qualirà di stampa a 0.3 non è stato molto piacevole: molti casi di blob e zits, per non parlare della scalatura diagonale grossolana. Allora l'ho riprovato attivando la retraction e alzandola a 6 mm invece di 4, e impostando una qualità a 0.2. Risultato: ottimale, e questa retraction, mettendola a fine stampa, ha anche risolto l'oozing finale. -
Un problema pare irrisolvibile
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
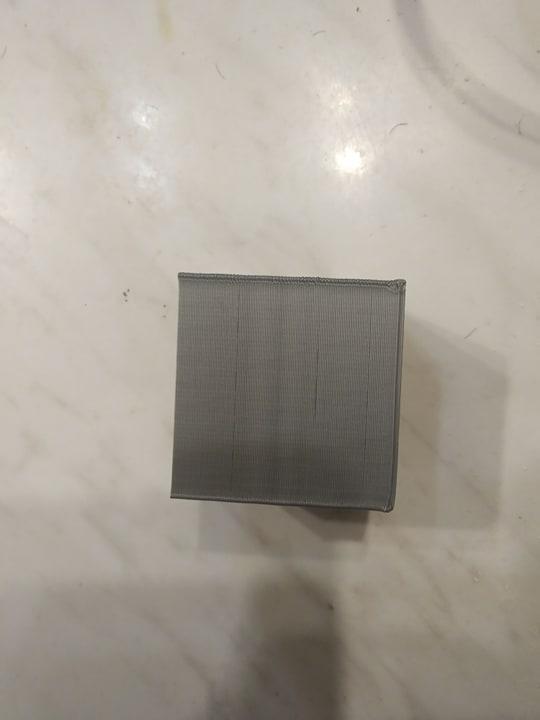
Thin wall test fatto, seguendo un video sul tubo. Ho subito notato la scarsa aderenza che fa diventare il primo layer uno schifo e l'ho aggiustato manualmente mettendo in pausa e home. Devo alzare ancora un pò il piatto di mezzo giro per vite e penso di esserci. Dalla foto potete vedere l'aderenza che migliora ai lati, mentre all'inizio è tutta sgangherata. Ho usato un cubo di 40 mm. Usando il calibro tutti i lati sono perfettamente di 40 mm, eccetto il superiore perchè ho stoppato la stampa per poter vedere all'interno. Mancano 3 layer, quindi a naso 1 mm circa, ma non essendo stato estruso ci sta. In più ho valutato un dubbio che avevo ieri mentre stampavo: i vuoti tra layer erano dovuti alla posizione della bobina. In breve, quando avevo il direct, avevo costruito un poggiolo che ho fissato sulla testa della stampante, che mi faceva cadere verticalmente il filamento nell'estrusore. Ora che ho un bowden sulla Z di destra, il filamento, nel momento di entrare nella ruota si piegava e faceva resistenza in un angolo. Allora ho smontato l'impalcatura e messo il corpo che tiene la bobina su una mensola a circa 10 cm dall'estrusore, in parallelo ad esso. In questo modo tutto il flusso, mentre il filo era diretto all'estrusore, non ha lasciato segni. Per provare a vedere se mi sbagliavo, l'ho rimesso in alto e mi ha lasciato un rigo vuoto. Quindi penso che fisserò la bobina alla mensola.
-
Un problema pare irrisolvibile
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
si, ho controllato, i primi due sfasavano di 2 e 1 mm, il terzo è pienamente rispettato. Domani faccio un quarto test con aggiustamenti e vedo cosa ne esce -
Un problema pare irrisolvibile
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
nono! La quantità di infill che uso varia da oggetto a oggetto dal 15% al 40%. Solo una volta ho fatto 100%, ma era giusto una cavia. Parlavo della velocità di infill, che era enormemente più alta di quella indicata, l'ho praticamente tagliata a metà e ora stampa quasi divinamente. ecco il risultato finale: da sinistra a destra, le tre prove che ho fatto. Tutta la qualità è migliorata sensibilmente settando arie cose. Probabilmente però tornerò al nozzle 0.3 perchè non mi piace proprio la colata finale che mi lascia a fine stampa lo 0.4, lasciando un moccolone di pla che mi rovina non poco la bellezza delle superfici piane. Se avete altri suggerimenti sono tutt'orecchi. -
Mulbot da thingiverse
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Nuove idee e progetti
effettivamente è molto pacchiano -
Mulbot da thingiverse
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Nuove idee e progetti
in effetti non è che mi convince troppo. Mi spiego: se si dovesse massimo stampare un telaio della geeetech, tipo pro W, dici: "ok, non è questo gran lavoro". Ma questa sa molto da arredamento di fantascienza -
Ciao! Mentre nell'altra sezione mi state aiutando con la mia i3, ho visto su thingiverse questo modello qui, che a detta del maker è una delle stampanti 3d homemade più stampate. Cosa ne pensate? https://www.thingiverse.com/thing:3432384
-
Un problema pare irrisolvibile
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
fatto, 100 mm esatti. Dopo cena sistemerò meglio le varie piccolezze che ho lasciato in sospeso e vedrò di fare un terzo cubo di prova con ritrazione attivata e cercherò anche di calibrare al meglio il piano, nonchè sistemare il primo layer. Almeno quello lo so fare 😂 -
Un problema pare irrisolvibile
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
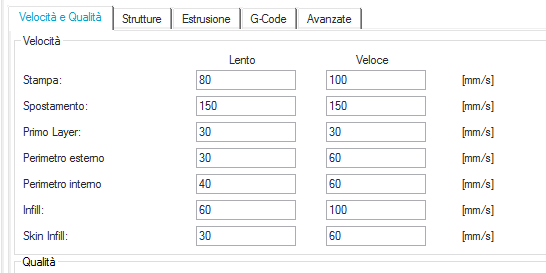
Ma difatti mi sembrava strano che fosse così alto, perchè tra le prime cose che ho imparato è che velocità troppo alte fossero dannose. Ho visto, dopo aver chiuso lo slicer, e nonostante aver salvato le impostazioni, che mi riportava i valori a 80/100. Ora non so se è un bug o un errore di salvataggio, ma creerò ad hoc una nuova impostazione dove di base metto un valore quantomeno decente. Se si presenta anche così, disinstallo e reinstallo repetier, perchè ultimamente fa strani scherzetti -
Un problema pare irrisolvibile
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
Aggiornamento: Ho fatto due test di stampa con il flow aggiornato: il primo test ha eliminato totalmente il clicking, ma nel momento in cui c'era da fare l'infill, il centro del cubetto è stato riempito malisssimo, tanto da dover mettere in pausa tutto e abbassare la velocità al 60% (quindi sottoestrusione) Tuttavia, il secondo test mi ha portato a dimezzare la velocità di infill da 80/100 a 40/50 ed è andato tutto molto bene. Unico click che ho sentito è stata colpa della bobina che si è spostata nel suo contenitore. Ho corretto il problema mettendo tutto verso l'estrusore, in modo tale che non ci siano più troppi giri di filo prima di essere tirato dalla ruota godronata. Stasera farò un terzo test, magari sistemando meglio la ritrazione, che non mi convince molto. -
Un problema pare irrisolvibile
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
si, ho provato entrambi: di casa madre il pupazzetto della geeetech, e due bobine differenti, della enotepad e una della elegoo, ma il risultato non cambia. E si, l'unica cosa che non ho cambiato è il motore -
Un problema pare irrisolvibile
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
fatto, ho ricontrollato più volte per sicurezza, e alla fine erano 98 mm e non 97 così ho fatto 100/98 x 93= 94,8. Ora mi estrude 100 mm o poco più, non raggiunge comunque i 101 in più ho buttato un occhio alla velocità che tecnicamente mi hanno consigliato di mettere sul bowden, li ho copiati a fiducia ma non so se sono giusti,
-
Un problema pare irrisolvibile
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
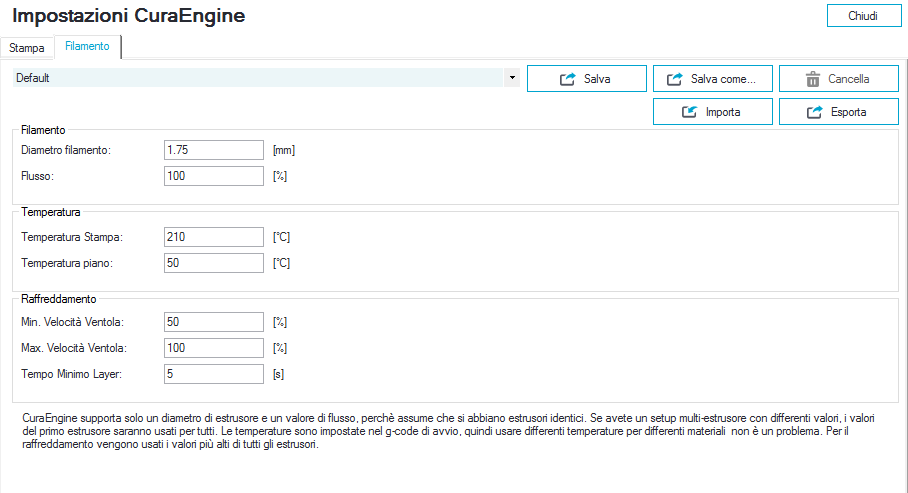
Come slicer uso curaengine tramite repetier host, per il filamento e temperatura ho queste impostazioni di "default", che erano già impostate di loro. Non le ho mai toccate. Per il controllo della temperatura mi sono fatto prestare un termometro a infrarossi da un amico meccanico, e differiva soltanto di 2 gradi. Per il materiale, solamente PLA finora. Volevo usare prevalentemente PLA finchè non diventavo abbastanza bravo per passare a qualcosa di più difficile. fatto, mi estrude 97 mm. Ora dovrei fare 100/97 x 0093 (che è il valore che nel display ho trovato in Esteps), giusto?
-
Un problema pare irrisolvibile
Mattia Soppelsa ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve. Allora, da dove inizio? Fino ad ottobre la mia stampante, di appena tre mesi, non ha dato nessun genere di problema. Pian piano però ha sofferto di clicking, e pensavo fosse dovuto a una scalibrazione del piatto di stampa, magari con il nozzle troppo vicino. Ma niente. Allora le ho provate veramente di tutte, chiedendo sia in gruppi Fb, che qui, e per un pò riuscivo a risolvere il problema. Tuttavia dopo un pò il clicking rincominciava, soprattutto durante la costruzione degli infill, rendendomi estremamente fragili certi punti delle stampe (tanto bastava un dito per rompere alcune parti con un buon 40% di infill). Ho provato a fare le seguenti cose: - Cambiare nozzle, provandone diversi da 0.3 - 0.4 e addirittura da 0.5. Non è cambiato nulla - cambiare gola (e niente) - sistemare il voltaggio dello stepper aumentandolo un pò (niente anche in questo caso) - controllato a più riprese i tubi in ptfe - cambiare pezzi dell'estrusore, da quelli di base della geeetech con un modello in alluminio. Ma nulla anche in questo caso - Provato ad aumentare il calore dell'hot end da 210° (il massimo che conoscevo sul PLA) a 220°, magari per fluidificare il filamento disciolto. Niente di niente. Disperato (e leggermente, passatemi il termine), incazzato, ho messo da parte l'estrusore direct e ho preso tutto il necessario per cambiare l'estrusore, passando da direct a bowden. Ho comprato un clone V6, un estrusore bowden, tubo in teflon e mi sono fatto stampare da un amico una montatura per entrambi, che sono andate a sostituire i pezzi precedenti del telaio di base della I3 pro W. Fortunatamente tutto si è incastrato perfettamente. Bene, monto tutto dopo aver un pò sistemato viti e vitine, collego estrusore e hot end del v6 seguendo il tutorial di help3d e NIENTE Extruder clicking di nuovo, e anche bello forte, filamento che non viene spalmato fuori dal nozzle, e se lo fa, c'è una forte sottoestrusione ogni volta che c'è un click. E questo problema, esattamente come nel direct, si presenta non solo quando sono in piena fase di stampa, ma anche se porto tutto ad altezze generose, come 5-10 cm dal piatto: inizia il ticchettio, non estrude nulla di nulla, o al massimo un pò di filamento che si appallottola malamente accompagnato da una marea di click. Le ho provate davvero di tutte, e l'unico sospetto che mi rimane è che il filamento venga spinto troppo velocemente battendo sul nozzle, senza che abbia tempo di sciogliersi per essere posizionato sul piatto. (Vi allego due video per rendere l'idea e sotto il messaggio la stampante) Ma siccome non so cosa fare, ormai, mi sto leggermente arrendendo. Per favore, aiutatemi, perchè davvero ho esaurito le idee. Vi scongiuro, aiutatemi 😃 Grazie a tutti. Geeetech prusa i3 pro W estrusore bowden con impianto V6 clone Nozzle da 0.4 video-1578430525.mp4 video-1578433749.mp4