Mattia Soppelsa
-
Numero contenuti
104 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Mattia Soppelsa
-
pin and catch, o incastro
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
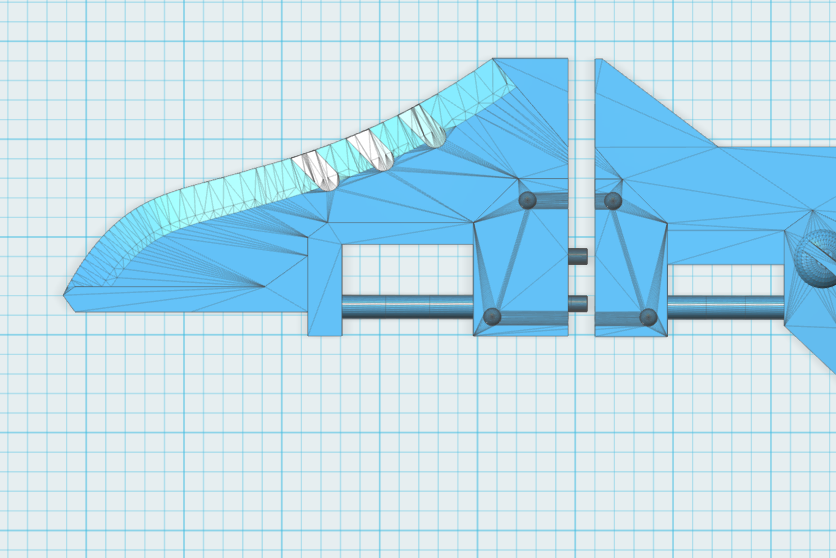
risolto. Ho trovato un tool rapidissimo che mi ha fatto vedere. Sono solo tre passaggi. 1) Importare il file che serve, creare il perno tramite la creazione figure solide. Io ho optato per un cilindro di 2 mm 2) posizionare il cilindro dove serve, e usare il comando combine/merge per creare il pin, selezionando i solid che si vogliono accorpare. Il superfluo viene accorpato e scompare 3) creare altri cilindri e allinearli col comando "alline" ai pin appena creati. Inserirli nell'immagine di fronte ai pin e dare il comando subtract selezionando i solid che si vogliono modificare. Note) i buchi creati con subtract devono essere 1-2 mm più larghi rispetto al pin, o saluti all'oste. E 2 mm più profondi per il materiale collante Nel mio caso, il perno all'esterno ha un raggio di 2 mm e una lunghezza di 5 mm che esce. Perciò il buco avrà R2.2 e lunghezza 7
-
pin and catch, o incastro
Mattia Soppelsa ha pubblicato una discussione in Problemi di modellazione 3D, gestione mesh, esportazione in stl
Salve! Qualcuno ha sottomano un manuale, o dei video tutorial su come creare dei pin o degli incastri per modelli che vengono splittati perchè troppo grandi per essere stampati in un colpo solo? Non so, ad esempio unire due pezzi di spada che anche con resina o attack rischiano di staccarsi al primo urto. possiedo sia freeCAD che 123d design, li so usare a livello basilare, ma ancora non so come muovermi -
Ugelli differenti: impostazioni
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Software di slicing, firmware e GCode
si, di pla. L temperatura la tengo a 210, il nozzle è pulito, ho usato il kit apposito. Ma dopo aver provato di nuovo a stampare un ciondolo, che è venuto da schifo, ho deciso di cambiare tutto l'estrusore, eccetto il motore. Difatti ho ordinato: https://www.amazon.it/Extruder-ASHATA-Stampanti-Ingranaggi-Stampante/dp/B07GTJYB1N/ref=pd_sbs_328_3/260-5943954-8198640?_encoding=UTF8&pd_rd_i=B07GTJYB1N&pd_rd_r=467ef0a4-82b1-4dc5-a512-a7a40d0fba8d&pd_rd_w=rhQK4&pd_rd_wg=qAH0s&pf_rd_p=fbcaa110-7762-4ba4-93f0-28dd164e130c&pf_rd_r=YE3QYHTVV2G1SYPRAWAK&refRID=YE3QYHTVV2G1SYPRAWAK&th=1 https://www.amazon.it/Redrex-Alluminio-Estrusore-Stampante-Makerbot/dp/B01LQQZPPQ/ref=cm_cr_arp_d_product_top?ie=UTF8 https://www.amazon.it/SIENOC-estrusore-testine-stampanti-Makerbot/dp/B01N79YT8P/ref=sr_1_43?__mk_it_IT=ÅMÅŽÕÑ&crid=2Y37IXK5X8QXZ&keywords=ugello+stampante+3d+0.3&qid=1573691437&s=industrial&sprefix=ugello+st%2Cindustrial%2C199&sr=1-43 Se dopo tutte queste modifiche non mi funziona ancora bene, metterò mano sul motore, perchè ho già sostituito hot end, gola e fatto varie prove allentando e stringendo ogni vite. L'unico mio dubbio rimane proprio la gola che ho comprato, che è 1 cm più corta dell'originale. -
Ugelli differenti: impostazioni
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Software di slicing, firmware e GCode
Aggiornamento: la stampa è andata a buon fine, eccetto l'ultimissimo minuto che mi ha un pò imbarcato dei layer di una sferetta, ma credo sia stato il gcode con "rifletti oggetto" (ne ho stampati altri tre identici, di cui uno speculare, e non mi ha mai dato problemi). L'ingranaggio di tiro ha fatto solo ogni tanto qualche salto, ma un paio di volte che ero davanti al pc ho visto che la colpa è stata del filamento troppo duro da trascinare (sta finendo la bobina), ma mai più di uno, due colpi consecutivi, perciò non posso lamentarmi! Aggiornamento 2 (dalle 8 di stamattina) I ticchettii sono aumentati di brutto, ma sinceramente non so se è colpa dell'ingranaggio o del filamento che sta finendo e quindi è molto più spiralizzato rispetto all'inizio, davvero non saprei che pensare. Non so nemmeno se è colpa della posizione d'ingresso del filamento nell'estrusore. Nel dubbio mi stamperei questa guida e l'installerei. Che ne pensate? https://www.thingiverse.com/thing:3907161/comments -
Ugelli differenti: impostazioni
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Software di slicing, firmware e GCode
Ok, ho sistemato i grani, solo uno di due era leggermente svitato, un colpo e via. Poi ho notato che avevo montato l'heat sink al contrario, mettendo la parte dentata verso l'ingranaggio. Difatti aveva una piccola scanalatura dove c'è il buco centrale, come se fosse stato ripetutamente grattato. Gli ho dato una sistemata e l'ho rimesso come dovrebbe essere sempre stato. Ora faccio partire una stampa e tra 4 ore vediamo che succede.(non faccio partire stampe più veloci perchè ho visto che in quelli piccoli il TAC è più raro, e così ne approfitto per finire sta benedetta commissione che mi tiro dietro da tre settimane) -
Ugelli differenti: impostazioni
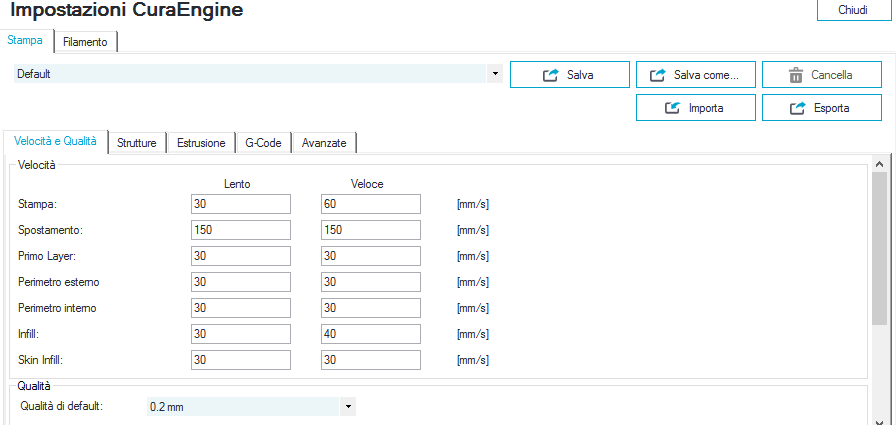
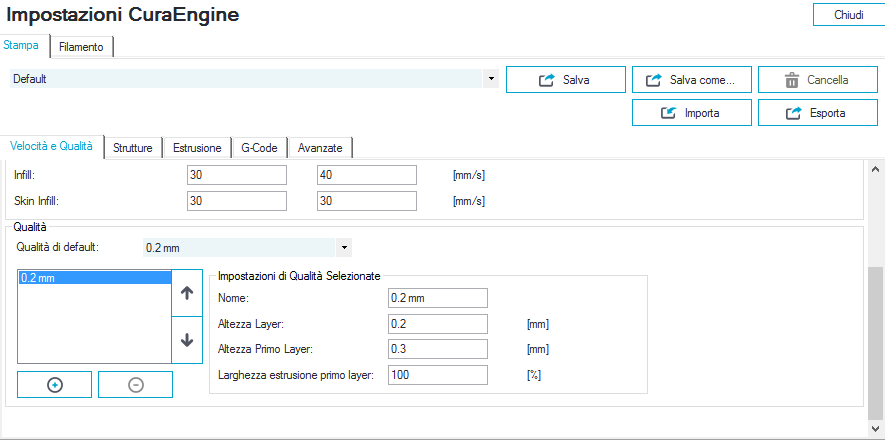
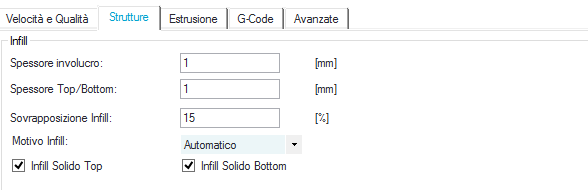
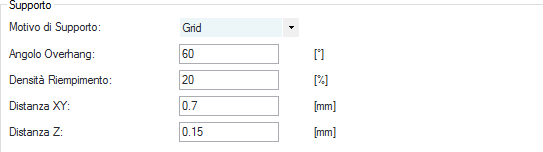
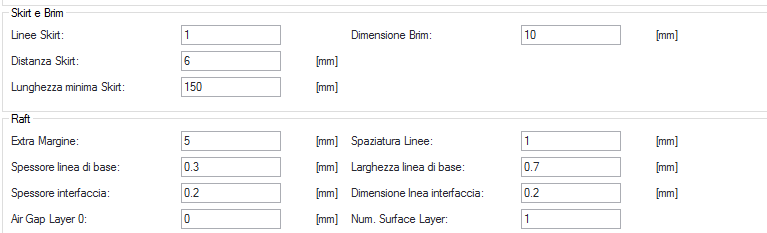
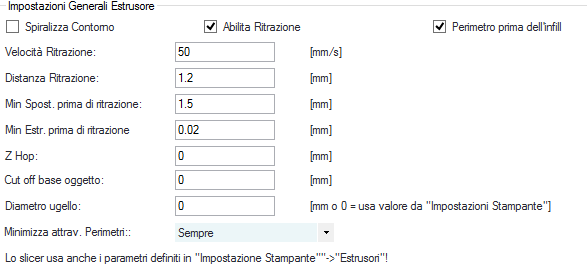
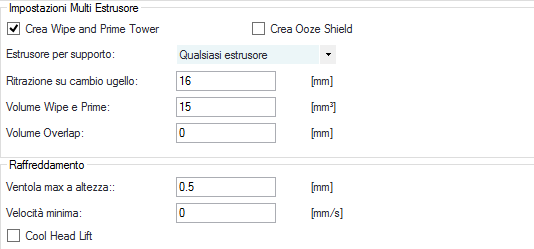
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Software di slicing, firmware e GCode
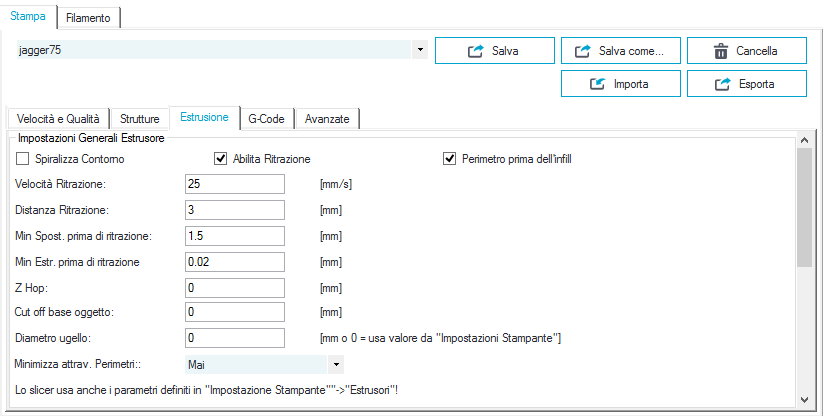
Ok, io ho guardato le impostazioni cura e ho trovato queste (foto) poi ho smontato l'estrusore, ho cercato il grano dell'ingranaggio ma non l'ho visto. Dove si trova di preciso?
-
Ugelli differenti: impostazioni
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Software di slicing, firmware e GCode
fatto, sistemato grazie a un amico che aveva degli ugelli 0.3 che mi ha regalato, così posso usare le impostazioni che già avevo, e nel caso più avanti mettere quelli da 0.4 Ma un dubbio mi perseguita da parecchio: molte stampe vanno benone, eccetto piccole imperfezioni che con resina o cartavet. si sistemano in pochi attimi, però il mio estrusore, spesso e volentieri, si mette a "grindare", nel senso che l'ingranaggio che tira il filamento verso l'hot end fa quel tipico "tac" che si sente quando non riesce a spingere giù. Ma sono sicuro che non sia colpa della calibrazione del piatto, perchè il layer di controllo e il first layer vengono estrusi perfettamente. Solo che ogni tanto inizia, lo fa una volta, oppure dieci, o tre, e sempre in punti differenti. Pensavo non succedesse più cambiando gola e nozzle....eppure! -
Ugelli differenti: impostazioni
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Software di slicing, firmware e GCode
ci si fa dentro il bagno. Lo spalma come se fosse impasto da biscotto, se lo tira dietro e l'hot end, in simpatia, se lo scioglie attorno facendosi un cappotto. Per fortuna mandando in stop o in home ho hli attrezzi per pulirlo e renderlo nuovo (non so come, ma ho trovato del pla addirittura attorcigliato attorno alla gola. Altro che Spider man) -
Ugelli differenti: impostazioni
Mattia Soppelsa ha pubblicato una discussione in Software di slicing, firmware e GCode
Heilà, sono tornato dopo un paio di mesi dove ho stampato veramente tante belle cosette. Purtroppo l'ugello 0.3 in dotazione alla mia i3 pro w è letteralmente morto (non è servito nemmeno pulirlo con gli attrezzi dedicati) e ho dovuto sostituirlo. Allora, per comodità ho comprato un pacchetto hot end assieme a una decina di gole e ugelli da 0.4. A parte le gole, leggermente più corte dell'originale, ho montato tutto il nuovo pacchetto, visto che l'hot end era già di suo provvisto di tutto già attaccato. Agli inizi, su questo forum mi erano stati passati degli screenshot per sistemare le impostazioni, e ingenuamente le ho testate assieme alle nuove componenti, ma l'ugello da 0.4 tende a trascinarsi tutto facendo un casino. Devo cambiare le impostazioni su repetier host su cura? Chi potrebbe passarmele? -
Test di stampa: consigli
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
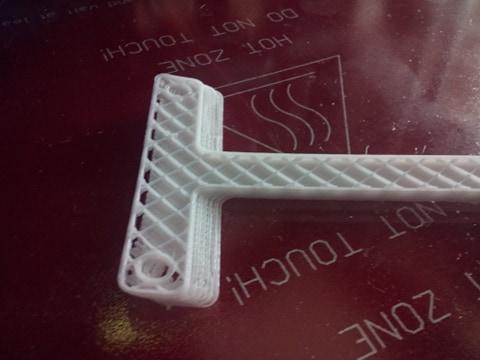
continuando con i test, alcuni oggetti sono andati veramente bene. Invece, con un oggetto che credevo più semplice, ha toppato di brutto vi faccio vedere. Nelle foto, la gamba è venuta letteralmente da dio, e non scherzo, c'è solo da togliere i filamenti di supporto su un lato. Mentre quello che doveva essere un porta orecchini ha iniziato a farsi una bella scalata verso la home di Y. perchè è successo?
-
Test di stampa: consigli
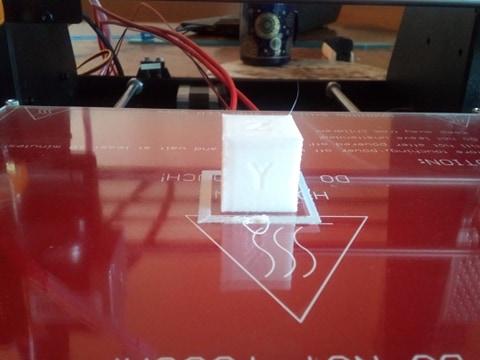
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
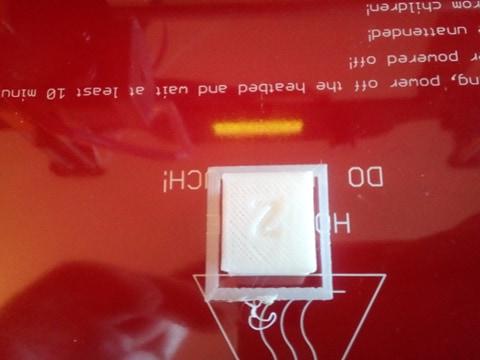
Ecco i risultati del test di oggi! a me il lavoro risulta ottimale (penso che con un pò di post produzione il cubetto possa diventare perfetto), ma lascio parola a chi ne capisce molto più di me. Già a questo punto vi ringrazio per il risultato, che mi sembra incredibile
-
Test di stampa: consigli
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
perfetto grazie ragazzi! segno tutto e domattina, prima cosa che faccio, è mettermi all'opera seguendo i vostri consigli! PS) mi hanno anche chiesto, oltre al piatto, di controllare la calibrazione z perchè da alcune foto, su un gruppo fb, poteva dipendere anche il problema "bozzo di ragno". Allora ho guardato, e ho scoperto che la z di destra è più alta di 1,3 mm rispetto a quella sinistra. Domani la smonto dall'albero motore, setto tutto con quello che mi avete suggerito e ingrano la marcia. Non sembra ma mi sta piacendo parecchio smanettare su questa stampante! -
Test di stampa: consigli
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
prusa i3 pro w quindi devo abbassare il nozzle o alzare il piatto di stampa? perchè su un gruppo fb mi hanno detto che il piatto è troppo alto -
Test di stampa: consigli
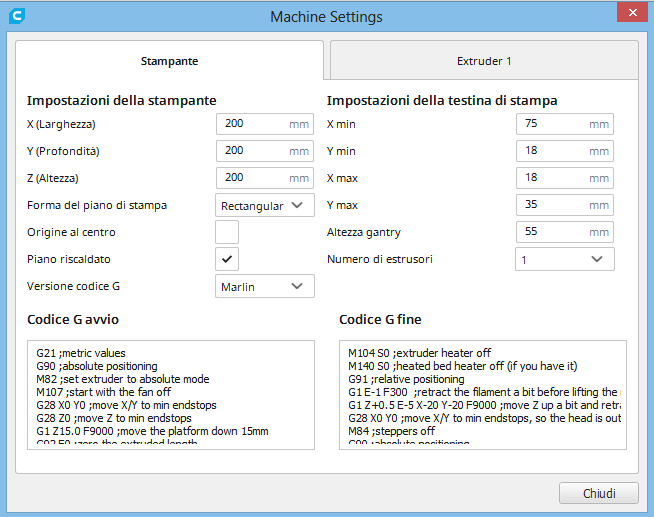
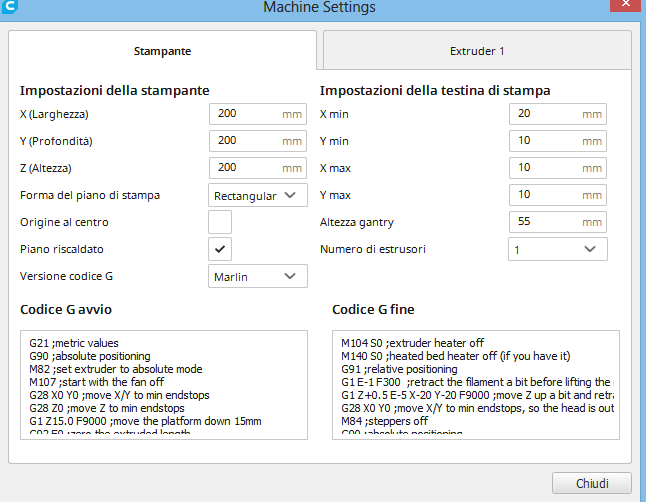
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
aggiornamento: in un gruppo fb ho trovato chi mi ha consigliato repetier host e mi ha dato le impostazioni della mia stampante. che allego. Ho settato tutto ma questo è il risultato. Dove sto sbagliando?
-
Test di stampa: consigli
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
perfetto! Provo domattina e aggiorno il topic -
Test di stampa: consigli
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
e da quel pannello dovrei riuscire ad aggiustare tutto, quindi? -
Test di stampa: consigli
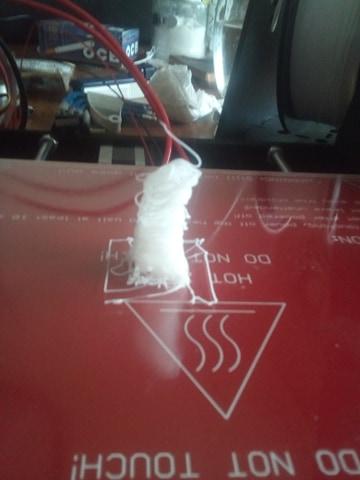
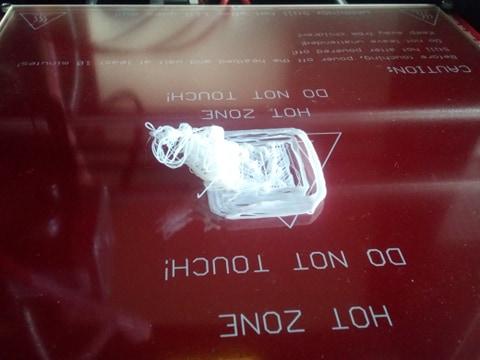
Mattia Soppelsa ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ed eccomi al secondo post dopo aver sistemato l'asse x e l'estrusore (che era di fabbrica troppo stretto, ora il filamento passa tranquillamente). Sono arrivato al classico test del cubetto per vedere come va la stampa: ho sistemato il piatto a colpi di calibro, ho controllato tutte le assi e sono in quadro, ma ho mollato easyprint perchè corrotto (come lo aprivo, si chiudeva brutalmente e dava errore. Forse un problema quando l'ho aggiornato), e sono passato a cura. Il primo test è andato non male, peggio: ho dovuto bloccare il test perchè il filamento ha iniziato ad avvitarsi su se stesso, e leggendo qualche discussione ho scoperto di aver sbagliato le temperature (non mi sono accorto di aver messo preheat ABS) neanche due minuti dopo aver iniziato e mi stava intasando la testina dell'estrusore. Blocco, pulisco, e mando in preheat pla (cura mi da extruder 180 e piatto 70), e faccio partire di nuovo il test, usando un cubetto da 20 mm, il risultato lo potete vedere nelle foto che vi allego (1-2). Blocco di nuovo, leggo altre discussioni e leggo che forse i setting sono sbagliati. Perciò li cambio secondo indicazioni (metto le foto del prima e dopo). Alla luce di questi fatti, dove potrei sbagliare per far diventare un cubo un bozzolo di ragno affamato?
-
Prusa i3 pro w asse z slitta a vuoto
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
tutto risolto ragazzi! Erano gli spinotti min invertiti! Ora va tutto! vi ringrazio di cuore! -
Prusa i3 pro w asse z slitta a vuoto
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
ta daaaaah! ecco fatto! Ora funziona. Ho dovuto fare un paio di cose complicate ma in sostanza, seguendo i vostri consigli al millimetro (è proprio il caso di dirlo) l'asse z scivola una meraviglia! ora mi sorge un dubbio: l'asse z con la console sale e basta. E' normale con la manopola? O dovrebbe anche scendere se rigiro verso sinistra? PS) Non badate a mio fratello e la sua carbonara, non voleva spostarsi 😄 video-1568746015.mp4 -
Prusa i3 pro w asse z slitta a vuoto
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
heilà! sto calibrando proprio adesso tutto quanto, sono al secondo tentativo. Piano piano migliora. Adesso prvo per la terza volta 😉 vediamo che succede -
Prusa i3 pro w asse z slitta a vuoto
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
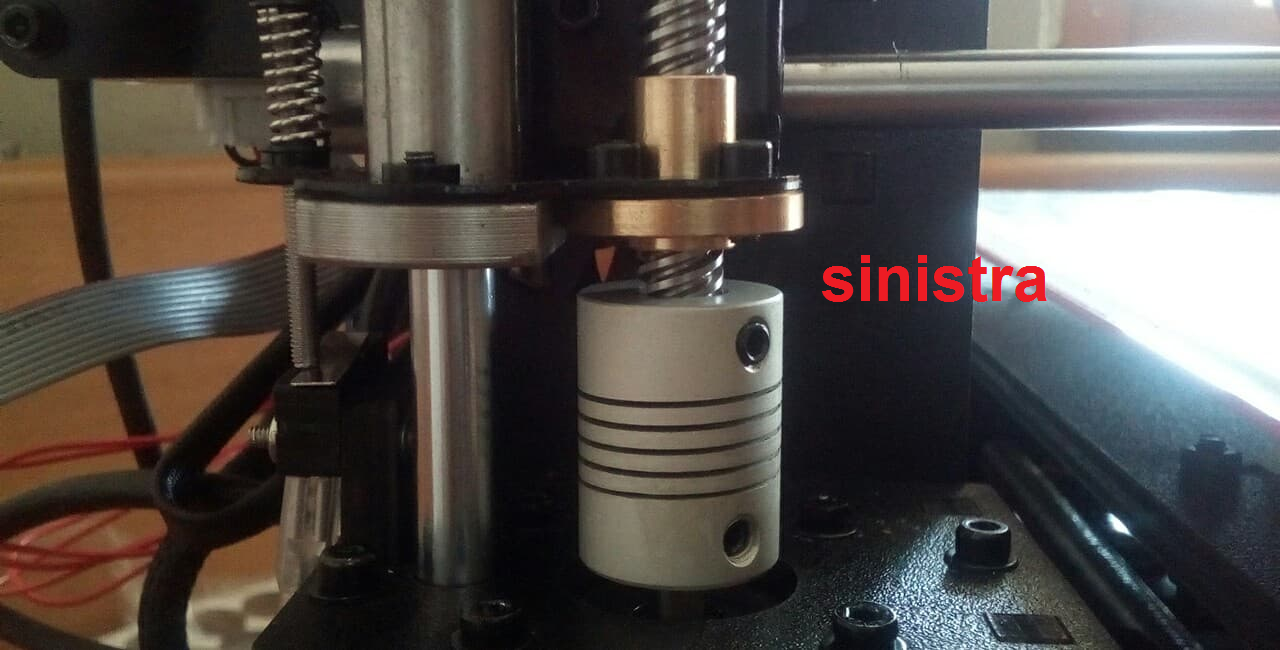
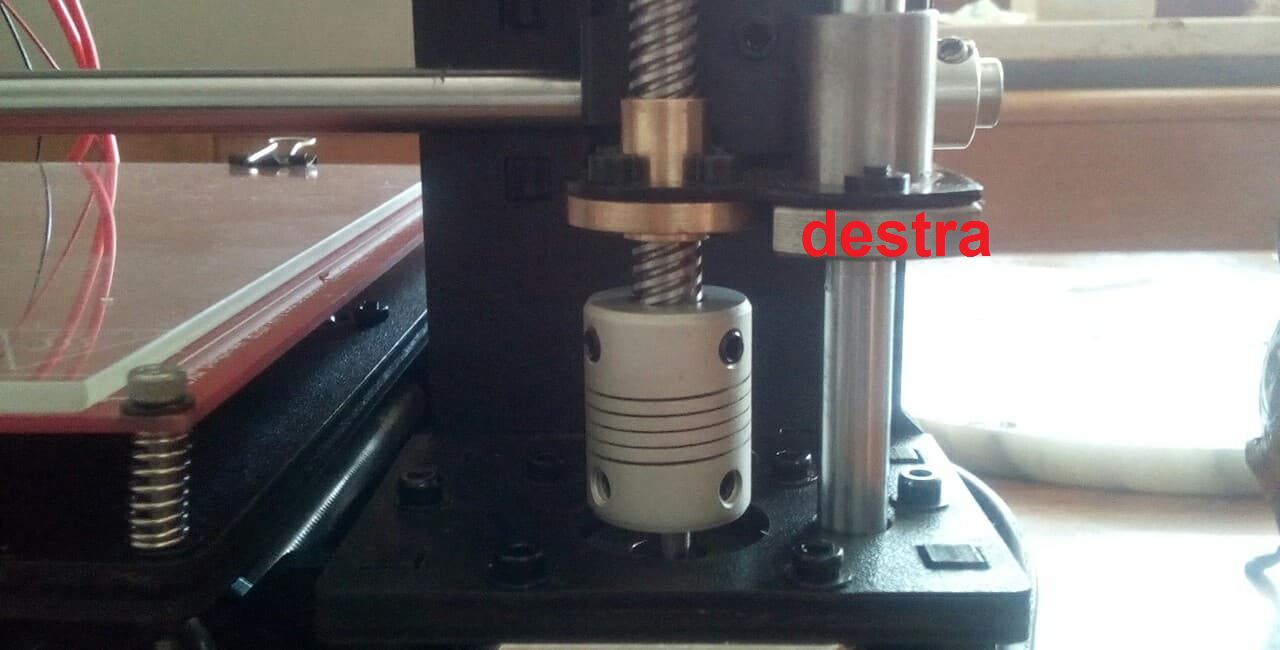
aggiornamento: ho fatto le misure col calibro come da video sull'asse z come dicevate. Problema: ho trovato lo squadro di 4 mm sulla destra rispetto la sinistra, però mi si è rotto il calibro, pomeriggio vado a comprarne uno nuovo :) raccogliendo i pezzi ho notato che l'asse x, anche se in bolla, ha questa differenza di spazio tra chiocciole e nut (metto foto). Potrebbe anche dipendere da questo? comunque ieri sera già facendo gli ultimi test la situazione sta migliorando: l'asse z inizia a salire/scendere autonomamente, anche se di poco. Penso di essere sulla strada giusta!
-
Prusa i3 pro w asse z slitta a vuoto
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
mi dispiace ragazzi, ci ho provato ma niente. Aspetto stasera con foto e video, dopo 5 ore ho le mani che mi scoppiano -
Prusa i3 pro w asse z slitta a vuoto
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
ok prove fatte. A motori staccati le barre si muovono piuttosto facilmente si, in altezza vanno benone se tolgo le barre filettate. Ho notato però, che re-inserendo le barre filettate nelle chiocciole, quella di sinistra si inclina leggermente in avanti. Possibile che il problema sia legato a questo? cosa dell'ultimo secondo: riprovando a girare le barre filettate con il motore in azione, si muovevano di poco come mollavano. Dopo qualche mm fatto da solo si ribloccava tutto. ora provo a fare una foto luminosa, ho visto che ho pochi pixel e le foto vengono scure video-1568550459.mp4 chiocciola.mp4 -
Prusa i3 pro w asse z slitta a vuoto
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
ok,ho provato con motore acceso/spento e ci vuole un pò di forza in tutti i casi, non girano facilmente -
Prusa i3 pro w asse z slitta a vuoto
Mattia Soppelsa ha risposto a Mattia Soppelsa nella discussione Problemi generici o di qualità di stampa
aggiornamento: ho oliato tutto con olio per macchine da cucire, ma niente. Ho oliato boccole, barra filettata e nuts ma quando stringo le boccole ai motori, si muove tutto fluidamente, ma come inserisco le barre e le stringo, inizia il ronzio e rimane tutto fermo. Non so che pesci pigliare