Tomto
-
Numero contenuti
3.664 -
Iscritto
-
Ultima visita
-
Giorni Vinti
57
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tomto
-
Problemi con Retraction
Tomto ha risposto a Graziano94 nella discussione Problemi generici o di qualità di stampa
Potresti cominciare con l'abbassare la temperatura ! 10mm di retraction sono tanti anche per un bowden. Nella prima foto è visibile che quando la stampa è terminata , il materiale "gocciolava" . Secondo me dovresti scendere di 15 gradi. Controlla che il termistore non si sia spostato. Sentiamo cosa pensano gli altri utenti del forum -
Strato superiore incompleto
Tomto ha risposto a riccardoaprea94 nella discussione Problemi generici o di qualità di stampa
allora prova ad aumentare il flusso e vedi come va. gli stl sono ok .Cumunque la scritta Alessio è piu grande di Alessia.,anche se li hai scalati in maniera uguale ,ci sono differenze dimensionali. Stamperei prima il file Alessio con l'altro filamento per vedere cosa succede....... -
Strato superiore incompleto
Tomto ha risposto a riccardoaprea94 nella discussione Problemi generici o di qualità di stampa
anche io . Ma visto che hai postato i valori provo a darti un gcode solo per vedere cosa succede cambiando qualcosa almeno non butti il filamento -
Ho scaricato slic3r domani lo uso per qualche prova
-
In teoria dovrebbe smettere di estrudere per un tratto e ricominciare , da come lo descrivi sembra più simile a quella che in s3d è la distanza di riavvio extra (questa mi fa casino) . Comunque questo wipe lo tieni disattivato?
-
In slic3r c'è la distanza di costa?
-
Strato superiore incompleto
Tomto ha risposto a riccardoaprea94 nella discussione Problemi generici o di qualità di stampa
Posta i due l'stl . -
Non visualizzo lo schema a colori di Cura
Tomto ha risposto a Nasfox nella discussione Problemi generici o di qualità di stampa
riesci ad installare le OpenGL 4.1? -
Ciao benvenuto
-
Di niente
-
Strato superiore incompleto
Tomto ha risposto a riccardoaprea94 nella discussione Problemi generici o di qualità di stampa
hai controllato il valore in foto?
-
qui spiega come cambiare gli step mm . Senza fare il test del cubo, usa i programmi citati e inserisci i 400 step mm
- 9 risposte
-
- 1
-

-
- barre trapezie
- prusa
- (and 3 più)
-
Se utilizzavi le metriche devi solo cambiare gli step mm di z Sulla tua stampante dovrebbero essere 400 step mm va montata così
- 9 risposte
-
- 1
-
-
- barre trapezie
- prusa
- (and 3 più)
-
per me quella venuta bene è quella con slicer . Con S3D viene meglio lo scafo ma perde in altri particolari
-
Non visualizzo lo schema a colori di Cura
Tomto ha risposto a Nasfox nella discussione Problemi generici o di qualità di stampa
Forse la scheda è un po vecchia . Prova con le realese più datata di cura Irequisiti minimi di sistema per le ultime versioni sono: Windows Vista or higher, 64 bit Mac OSX 10.11 or higher, 64 bit Ubuntu 14.04 or higher, 64 bit System requirements OpenGL 2 compatible graphics chip, OpenGL 4.1 for 3D Layer view Intel Core 2 or AMD Athlon 64 or newer 205 MB available hard disk space 4GB RAM memory -
Strato superiore incompleto
Tomto ha risposto a riccardoaprea94 nella discussione Problemi generici o di qualità di stampa
Tentar non nuoce -
Strato superiore incompleto
Tomto ha risposto a riccardoaprea94 nella discussione Problemi generici o di qualità di stampa
se non hai problemi ad usarli va bene lo stesso -
I cad li sai usare . Ti basterà fare qualche piccolo prototipo e di troverai la soluzione adatta
-
Strato superiore incompleto
Tomto ha risposto a riccardoaprea94 nella discussione Problemi generici o di qualità di stampa
rischi la sovraestrusione .Dodresti prima rifare questo test (che sicuramente conosci)e calcolare il flusso corretto -
Strato superiore incompleto
Tomto ha risposto a riccardoaprea94 nella discussione Problemi generici o di qualità di stampa
Era il fila mento come sospettavo . dovresti fare 2 gcode uno con le impostazioni del filo bianco e l'altro per il filo blu . Sullo slicer vedi a quale layer corrisponde l'inizio del filo celeste .Quindi nel primo g code tieni tutto il file di testo fino al layer in questione .Nel secondo g code (con flusso maggiorato) fai il contrario. I pratica devi creare un unico g code con il blocco note di win utilizzando solo le parti che ti interessano è un taglia copia e incolla . -
Strato superiore incompleto
Tomto ha risposto a riccardoaprea94 nella discussione Problemi generici o di qualità di stampa
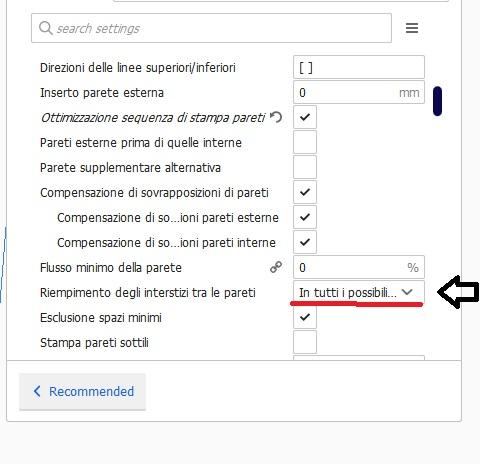
giusto jagger ma di solito è impostata di default (sia in cura che simplify) e non penso che l'abbia tolta , non spiegherebbe perche la base in filo bianco non presenta buchi mentre quella celeste si. correggo hai ragione forse è disattivata l'opizione di riempimento piccoli interstizi (o azione pareti sottili in S3D) -
la stampa è ottima . Ho il sentore che per via dell'interpolazione di x e y anche gli oggetti circolari vengono meglio con una core rispetto ad una prusa style.
-
Strato superiore incompleto
Tomto ha risposto a riccardoaprea94 nella discussione Problemi generici o di qualità di stampa
certo. ne vedo 2 . se hanno diametro diverso ,un filamento può darti una extrusion width di 0.45 mentr se l'altro è di diametro inferiore succede che lo slicer elabora il percorso con 0.45 ma se la quantità di materiale che esce è per esempio 0.4 ti lascia i buchi: dovreti fare il thin wall test per entrambi i filamenti .Fai i due cubi vuoti e con il calibro misura lo spessore delle pareti -
Strato superiore incompleto
Tomto ha risposto a riccardoaprea94 nella discussione Problemi generici o di qualità di stampa
non è importante l'altezza layer lo slicer modifica il flusso in automatico se -
Strato superiore incompleto
Tomto ha risposto a riccardoaprea94 nella discussione Problemi generici o di qualità di stampa
Dipende da come calibri il flusso nei tutorial di help 3d lo avrai sicuramente visto