mga
-
Numero contenuti
227 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di mga
-
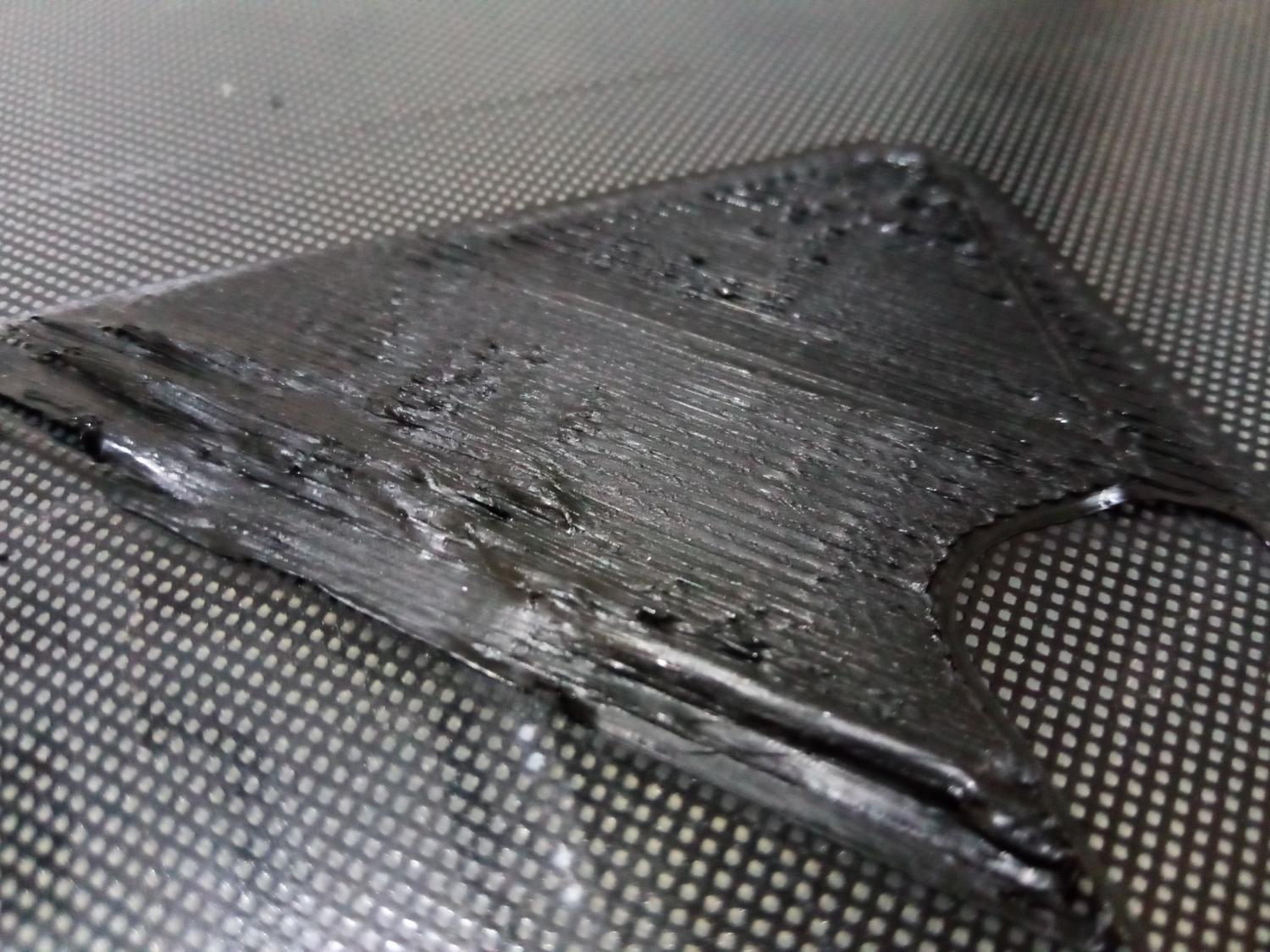
mi pareva una bella idea… vede tutto ma non scalda niente con il ponte
-
grazie soprattutto ad Alep che mi ha dato l'indicazione d'oro. ma per mostrare a Edoardo mando anche la foto… nel frattempo però faccio il ponte 1-3 e saldo come mi ha detto Alep.

-
Non ho quello schema ma il piatto ha 3 saldature. I cavi sono saldati su 1 e 3 lasciando vuota la 2. Ho provato 1 e 2 ma non va... 2 e 3? Mah. Sarebbe bello
-
Grazie!! Questa sarebbe super!
-
ho un piano riscaldato a 24 V e tutto il resto a 12 V... bel problema. C'è un modo di integrare questo piano? L'alimentatore ha 30 watt. Il problema è che tutto in origine era a 24 v, ma si è rotta la scheda e io ne avevo una classica. Per cambare resistenza all'hotend non ho avuto problemi, ma il piano riscaldato penso anche sia a 24 v, infatti non si scalda mai... o per lo meno è lentissimo e io non vorrei bruciare niente. Anche l'hotend era lentissimo prima che cambiassi il corpo riscaldante. Ora va normalmente. Spero qualcuno possa darmi un suggerimento. Il piano è cinese penso... SOMARS... e da quello che ho visto il 24 V era pure opzionale 😤 ... ma proprio quello dovevano prendere?
-
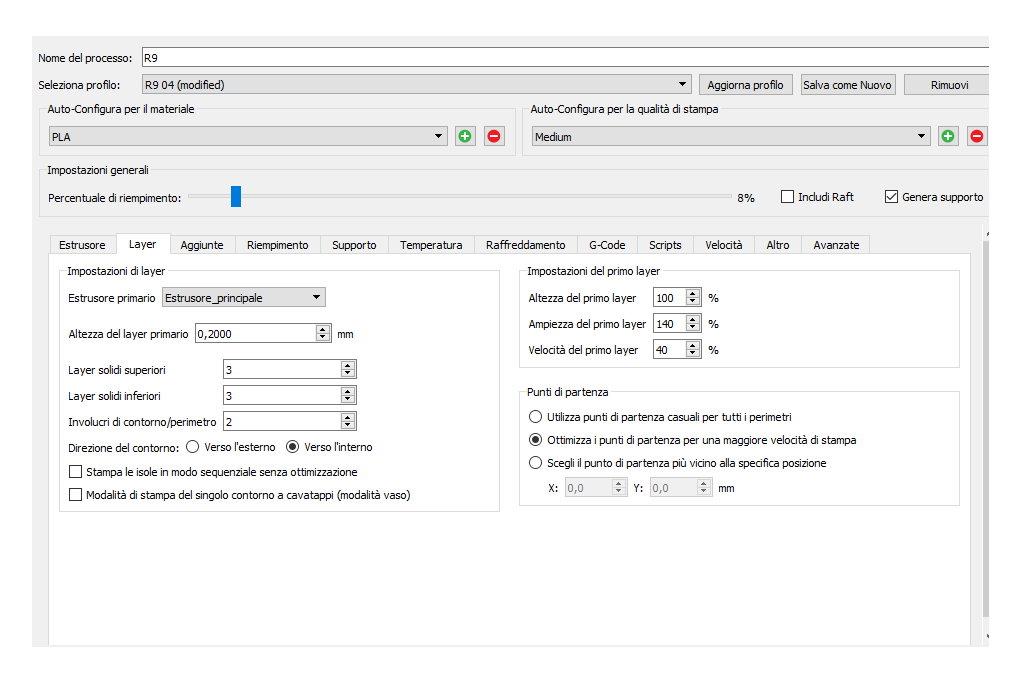
R9 zampa di elefante
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
ecco i parametri di simplify
-
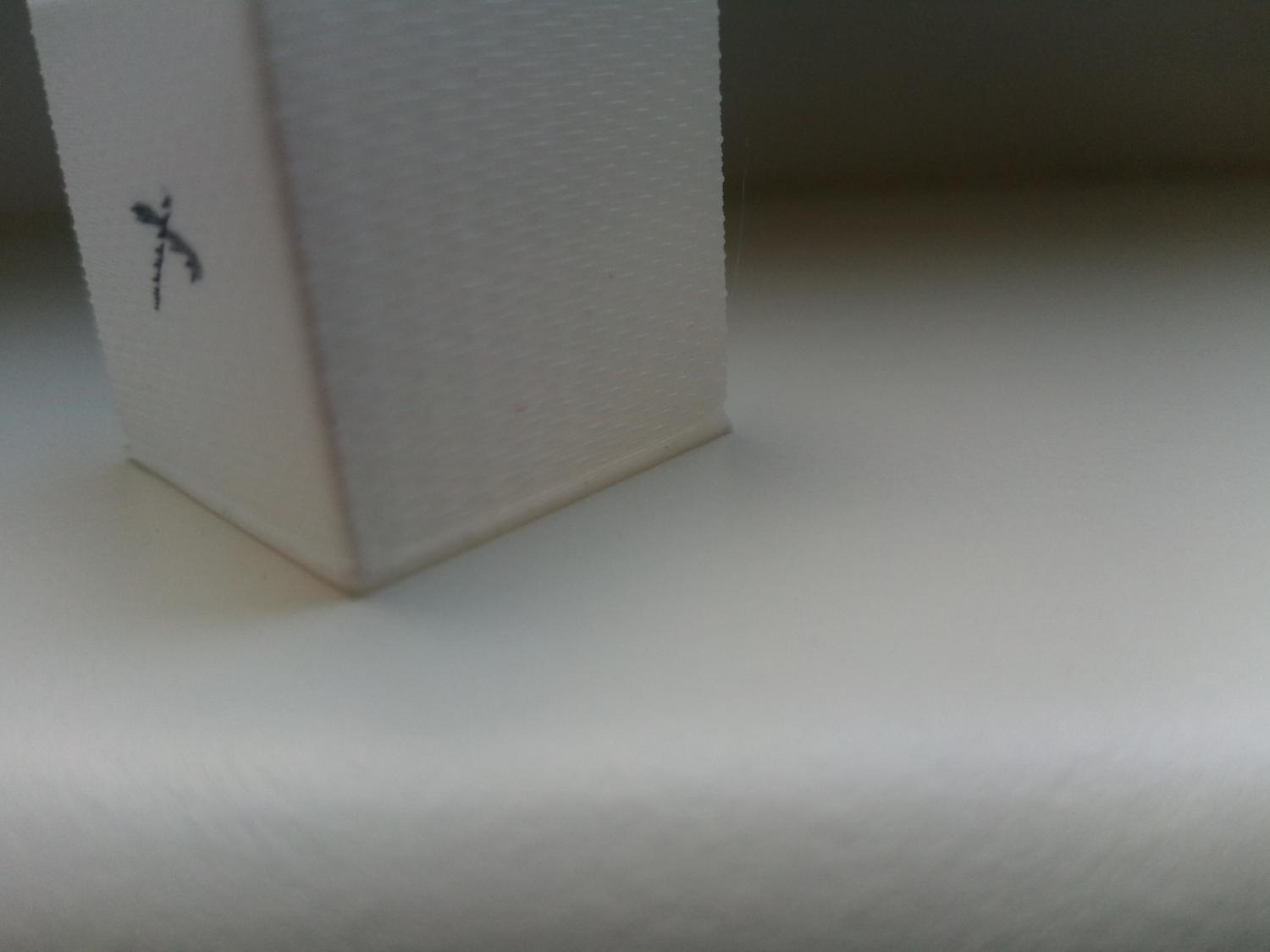
R9 zampa di elefante
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
continuo questo topic perché non ho risolto nemmeno con lo spostamento di z... o meglio con quello spostamento ho un primo livello perfettamente livellato, ma rimangono i bordi dei cubetti con righe ritmiche sugli spigoli. Vorrei provare a cambiare il sensore della temperatura, perché noto variazioni di temperatura sul pannello. Però c'è questa questione meccanica che non mi spiego: ogni lato è perfettamente livellato... perché quando porto l'ugello al centro del piano... lì è sempre compresso? Quello che mi diceva FoNzY non me lo riesco a immaginare... insomma io livello la stampante su 4 angoli e in quei punti abbiamo come risultato un foglio che passa senza attrito... mi pare logico che se così si comportano i lati... anche il centro dovrebbe ... a meno di un piano convesso! Però non stiamo ragionando come se mi trovassi a livellare una stampante di tipo delta! Forse mi sto ostinando e dovrò rileggere molte volte la questione che mi ha disegnato FoNzY finché non mi entra in testa... ma ora vorrei risolvere. Insomma con hit z risolvo solo il primo livello... per ora. Può essere la temperatura? -
Delta autocostruita Con Marlinkimbra ho messo come impostazioni meccaniche: Auto bed level bilinear Algorithm of Minor Squares based on DC21 REpRapFirmware 7 points 3,2Kb Z probe Manually Enable LCD Bed Level Step 0,025 Z Range 4 Grid Max points XY 7 XY Probe Speed 8000 Z Probe Speed 3600 Caricato il firmware tutto funziona correttamente, ma c'è una questione incomprensibile: gli ultimi punti superano il range di 2 mm e non mi permette di livellarli. Il fatto è che il piano è livellato da Gcode su 3 punti prossimi alle torri con le viti. Io ho cioè prima dato i 3 punti manualmente e ho livellato il piano… poi per vedere come andava la funzione di livellamento da pannello ho azionato la procedura che però mi da risultati che non sono coerenti con la precedente fino all'inammissibilità del livellamento. Ma dove ho detto nel firmware che non si possono superare i 2 mm? E poi perché li supera se il piano era praticamente a livello? Ci sono settaggi migliori per una procedura manuale? Una volta terminata la procedura con parametri corretti bisogna salvare con M500 o "salva in eeprom" dal pannello?
-
problemi sul primo livello
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
mi rispondo da solo. Era un problema legato al livellamento e direi proprio alla vite z. La stampa era troppo pressata sul primo livello e la temperatura invece che ridotta andava aumentata, ma dovevo prima risolvere la questione della z. Non so come spiegarlo, ma è come se ... pur perfettamente livellata al centro non lo era. E qui rientriamo in un mio vecchio problema sulle stampanti cartesiane, che faccio fatica a "digerire": l'offset dell'ugello. Comunque ho per gradi agito sulla vite di endstop fino a che lo zero era quello reale e poi livellavo, quindi ripetevo aggiustamenti di vite... e rilivellavo. Ci sono modi più intelligenti di questo? (sicuro) -
problemi sul primo livello
mga ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ho un primo livello che proprio non riesco a capire. La stampante è livellata, ma il primo strato fa sembrare che il filamento sia chewingum. Si sollevano delle parti che si comprimono su se stesse divenendo bolle e l'adesione in generale non funziona. Si tratta di PLA che ora ho estruso a 190° con il piatto a 50° dopo aver progressivamente abbassato dalle precedenti 200°/60° perché pensavo fosse un problema letato alle temperature. La stampante è una cartesiana cinese. Ho un controllo dell'endstop z a vite. Per risolvere infatti ho anche provato a dare piccoli giri alla vite di endstop z.
-
veramente l'uscita usb è presente, ma era scritto che non era per connettere il pc. Il connettore è verticale accanto al lettore sd card. Ma già che conosci la scheda ho alcune domande. Sai a quanti volt è alimentata? 12 o 24? i passi del motore sono 80 quindi i driver non sono 8825... ha senso cambiarli? Si guadagna in precisione? Anche se poi non so a quanto andranno tarati, ma potrei ricavare l'amperaggio da quelli presenti e applicarlo sui nuovi. Ora che ricordo… ho un'altra domanda… lerdge per me è stata una scelta forzata dalla stampante. Non so come si aggiorna. Nel tentativo di fare l'aggiornamento ho reso illeggibile una sd card da 2 gb. Ho scaricato il software, ho messo lo zip sulla card… l'ho decompresso… e voilà… la card è diventata illeggibile.
-
su una stampante cartesiana e fimware Lerdge 3d con pannello touch, ma senza possibilità di connessione usb, su una stampante cinese ho per errore resettato tutti i parametri. Sono riuscito a ripristinare i valori di quasi tutto… ora me ne mancano alcuni che mi aiuterebbero così a capirla meglio. Ecco i parametri che non so come impostare: X-axis max Acceleration settings: 1200 Y-axis max Acceleration settings: 1200 Z-axis max Acceleration settings: 20 E-axis max Acceleration settings: 800 Limiting speed X max Limiting speed 100 Y max Limiting speed 100 Z max Limiting speed 40 E max Limiting speed 50 Mutation speed: X max Mutation speed 20 Y max Mutation speed 20 Z max Mutation speed 5 E max Mutation speed 10 Homing speed: X max Homing speed 75 Y max Homing speed 75 Z max Homing speed 55 non so che valori inserire e non comprendo per tutte il significato. Qualcuno può darmi qualche dritta?
-
gli sep/mm sono precisi secondo il metodo che tu suggerisci - che è lo stesso da me adottato. Anche io dubito delle velocità. Ma per la velocità ho questi due possibili settaggi: limiting speed - E 400.000 mutatuion speed - E 10.000 non ce ne sono altri e non riesco a trovare online possibili suggerimenti.
-
R9 zampa di elefante
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
quindi - come stavo facendo - posso intervenire sull'offset Z in simplify 3d? Oppure è meglio operare tramite la vite di regolazione dell'endstop Z? -
devo valutare i valori corretti per lo stepper di estrusione. Rispetto ai valori determinati e inseriti nel firmware, quando scaldo l'ugello e agisco sull'estrusione l'ugello non riesce a reggere gli step calcolati ed emette il ticchettio. Se io inserisco i valori corretti di step non dovrebbe esserci poi un ticchettio in estrusione anche se opero da pannello. Quali elementi posso valutare per risolvere?
-
R9 zampa di elefante
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
ora mi sto riempiendo di cubetti senza riuscire a risolvere. Ho livellato parecchie volte il piano, ho provato ad inserire una z offset nel gcode di simplify3d, ma non riesco a risolvere. Probabilmente inserendo una zattera ci riuscirei, ma non è questa la soluzione, ma sarebbe uno stratagemma e quindi sbagliato. Questa degli endstop invece faccio fatica a capirla, ma ti ringrazio della spiegazione, che dovrò leggere ancora molte volte. Non capisco per esempio cosa rappresenti il cerchio blu accanto al piano di stampa. Qesti sono gli stessi… cosa? per la questione degli endstop quale sarebbe la soluzione? In Y e Z ci sono delle viti in corrispondenza del meccanismo che mi permetterebbe di modificare la posizione dell'endstop, o meglio che mi permetterebbe di fare in modo che questo anticipasse o posticipasse la chiusura dell'interruttore. Questa questione degli endstop non riesco a capirla proprio. -
R9 zampa di elefante
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
vero che la stampante non è di quelle top, come mi piacerebbe e spero possa presto avere. Non capisco però la questione che riferisci. Intanto una precisazione: la z fa muovere il piano e non la testa. Il piano si muove in z, ma non in y. Vorrei approfondire la questione. Quando io livello il piano il livello 0 dovrebbe essere il piano su cui la stampante mi genera la stampa. Livello la stampante per determinare il piano z0. Vero che in fase di stampa posso intervenire con piccoli aggiustamenti dell'ugello lungo l'asse z qualora vedo la cosa necessaria. Non ho toccato i settaggi di velocità standard in simplify 3d. La prima linea l'avevo impostata al 110% se non ricordo male. temo di non aver capito la differenza che tu riferisci… non a livello concettuale, ma concreto, perché non ho mai agito sugli endstop né so come fare. Come spieghi invece la contrazione di alcuni piani dopo il primo livello? La zampa di elefante la potrei capire … ma che poi si contragga non riesco in nessun modo a spiegarmela. -
Stampante cartesiana. Non riesco ad eliminare questo problema: il primo livello è ok... poi rientra di un pezzo e poi riprende normale. Ho agito sui livelli, ho cambiato le temperature e anche controllato la sezione del filamento. Unico dubbio è il settaggio della ventola che è 1 e 100%... e in effetti non ho approfondito l'argomento. Ma il mio dubbio è che non si tratta solo di una zampa di elefante, per cui potrei pensare ad un eccesso di compressione dell'estrusione, ma il rientro rispetto a questo... cioè il fatto che dopo qualche livello ci sia come un risucchio per poi ritornare alle dimensioni corrette. Qualcuno può darmi indicazioni su come posso risolvere?
-
grazie per le indicazioni. Conosco Felfil e Filabot. Concretamente io ho parecchi scarti e vorrei recuperarli. Ma magari faccio un gran lavoro di riciclo che non porta i frutti sperati quando magari è più semplice acquistare un filamento nuovo… Io sono per il riciclo e se potessi putereri proprio su quello. Mi dicono che non si può riciclare lo stampato al 100%, ma che va mescolato nella misura del 20% rispetto ad un pellet nuovo perché i polimeri perdono le loro caratteristiche una volta utilizzati. Non solo, ma alcuni parlano di lavarli pure prima… insomma… Magari diventa un lavoro fuori della portata di un "comune mortale". Non solo, ma uno dei problemi è quello di frantumare in piccoli pezzi le stampe da riciclare e anche qui ci sono problemi perché io ho provato con un frullatore da 800 w e posso dire di aver frantumato il frullatore. No esagero… ma un pezzo effettivamente si è rotto. Per utilizzi minori sarebbe bello che esistesse una profilatrice economica che preveda anche la frantumazione. Per ora mi pare molto pionieristico e alcuni esperti mi riferiscono che fare il filamento in proprio comporta parecchi problemi (ma non me li hanno elencati)
-
Chiedo consiglio su un estrusore per il riciclo di stampe non utilizzate o scarti. Vorrei riciclarle in filamento. Quale prodotto potete consigliarmi per un utilizzo domestico senza spendere troppo? Insomma Filabot lo scarto a priori perché fuori dalle mie possibilità.
-
Buon giorno. Per il riciclo mi sto interessando su un prodotto che mi consenta di rigenerare i filamenti senza spendere troppo. Il primo ostacolo è la triturazione della plastica. Non vorrei spendere troppo per ora. Mi hanno consigliato di usare un "normale" frullatore. Ho scritto normale perché mi deve consentire di sminuzzare le stampe... ma non si rompe? Qualcuno ha provato o può darmi consigli sia sul tipo di frullatore che su eventuali risultati o modalità di utilizzo? Certamente conviene un trituratore specifico quanto ai risultati, ma io sto iniziando e magari non è nacora il momento per quello se posso provare con un prodotto meno impegnativo.
-
facile da togliere se non serve.
-
Comunque oggi ho aggiunto le viti. Non posso ostinarmi. Tuttavia qualcosa non mi quadra sulle geometrie - che pur essendo corrette, mi restituiscono una differenza di 1 centimetro tra centro e torri. E di nuovo questo delta radius da sistemare. Ora cerco un vecchio topic che mi spiegava come. Allora proprio non capivo come immettere le modifiche tramite gcode. Ora per lo meno lo so. Vediamo se trovo le istruzioni.
-
ho letto questo consiglio. A quanto pare dovrebbe evitare intasamenti dell'ugello... ma sinceramente non so se è una leggenda metropolitana. Al di là che sia utile o meno però mi preme riuscire a immettere un codice che faccia secondo le aspettative.