mga
-
Numero contenuti
227 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di mga
-
pareti x e y con trama laterale
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
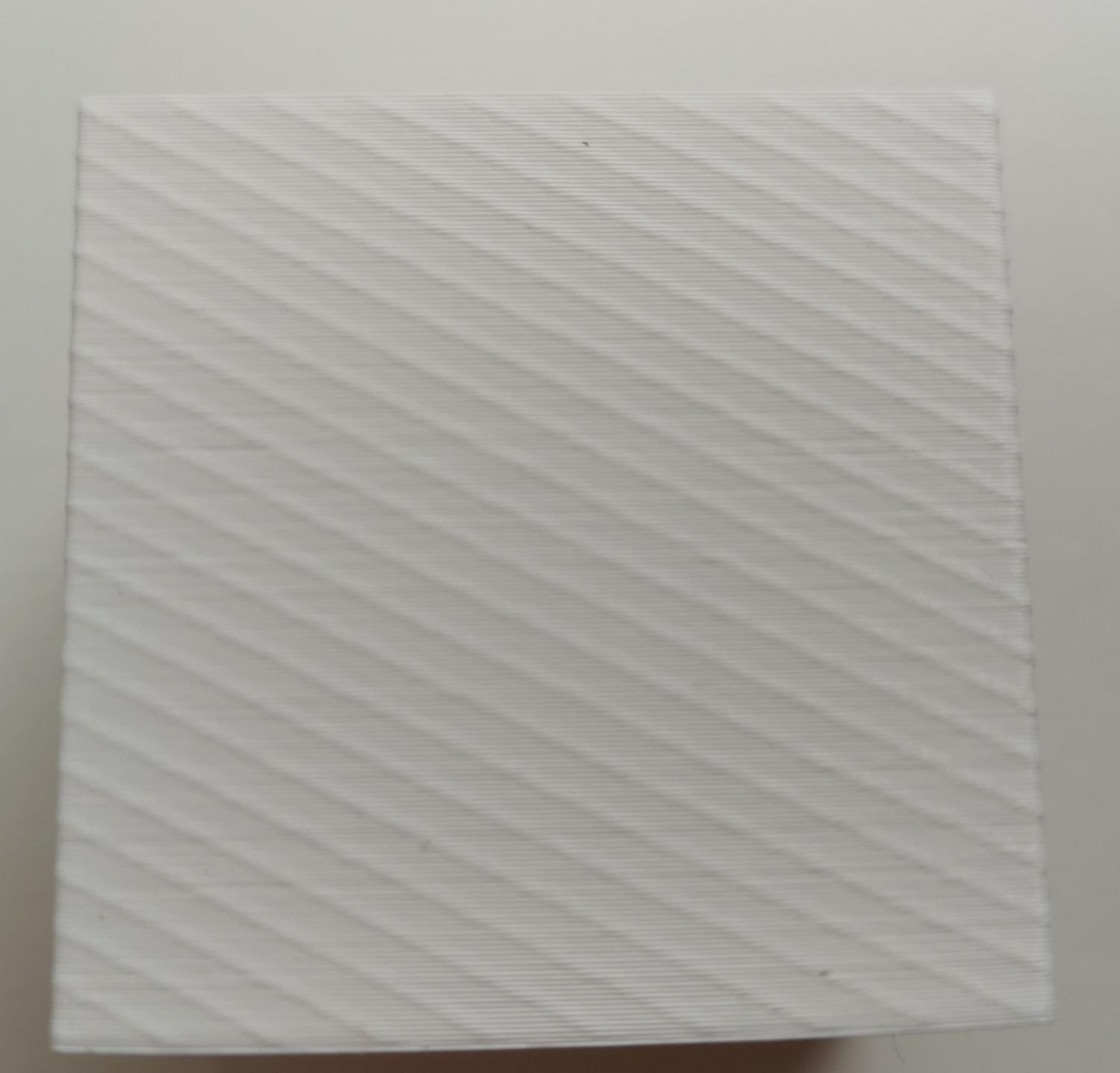
ho provato a fare il cubo con una piccola percentuale di riempimento e le linee sono tornate ad essere parallele. Sto pensando di sostituire quella barra trasversale che distribuisce in y il movimento. Siccome ondeggia è l'unica anomalia "ritmica" che vedo. Per lo meno potrei spiegarmi questa regolarità delle linee sulle facce laterali... altrimenti non so dove andare a guardare
-
pareti x e y con trama laterale
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
infatti i gcode sono identici... ne ho inseriti due per errore. -
pareti x e y con trama laterale
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
allora... è una cartesiana, non core xy... però lo zero è Zmax e il piano si sposta verso il basso. L'asse y fa spostare il carrello grazie a due cinghie che ruotano su una barra con doppio ingranaggio. ti mostro la stampante come era in origine: https://www.bing.com/videos/search?q=R9+printing&docid=608045752835376133&mid=8D779EB31B9F5F9D5EB78D779EB31B9F5F9D5EB7&view=detail&FORM=VIRE dimenticavo... certo ho stampato in modalità vaso -
pareti x e y con trama laterale
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
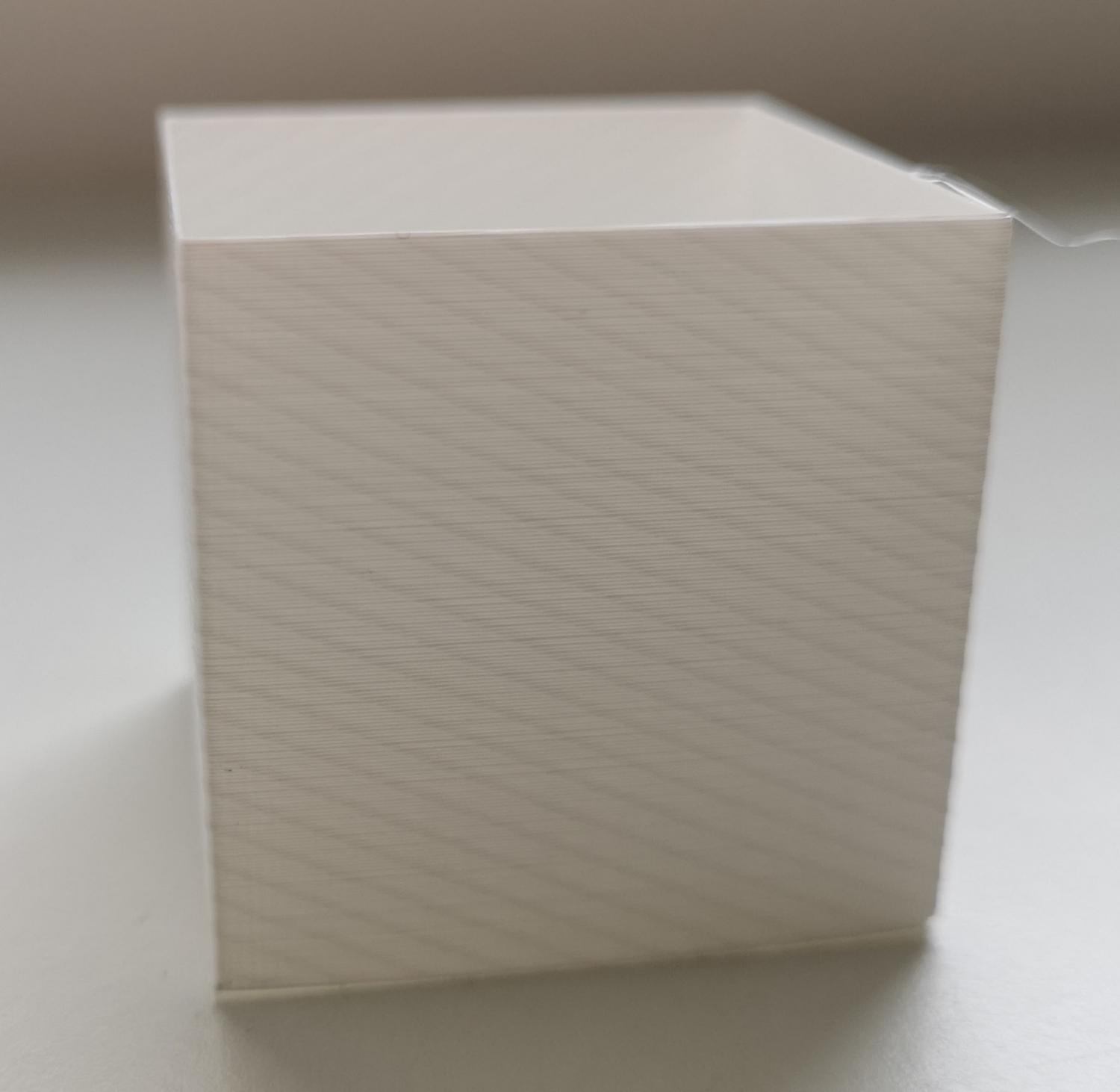
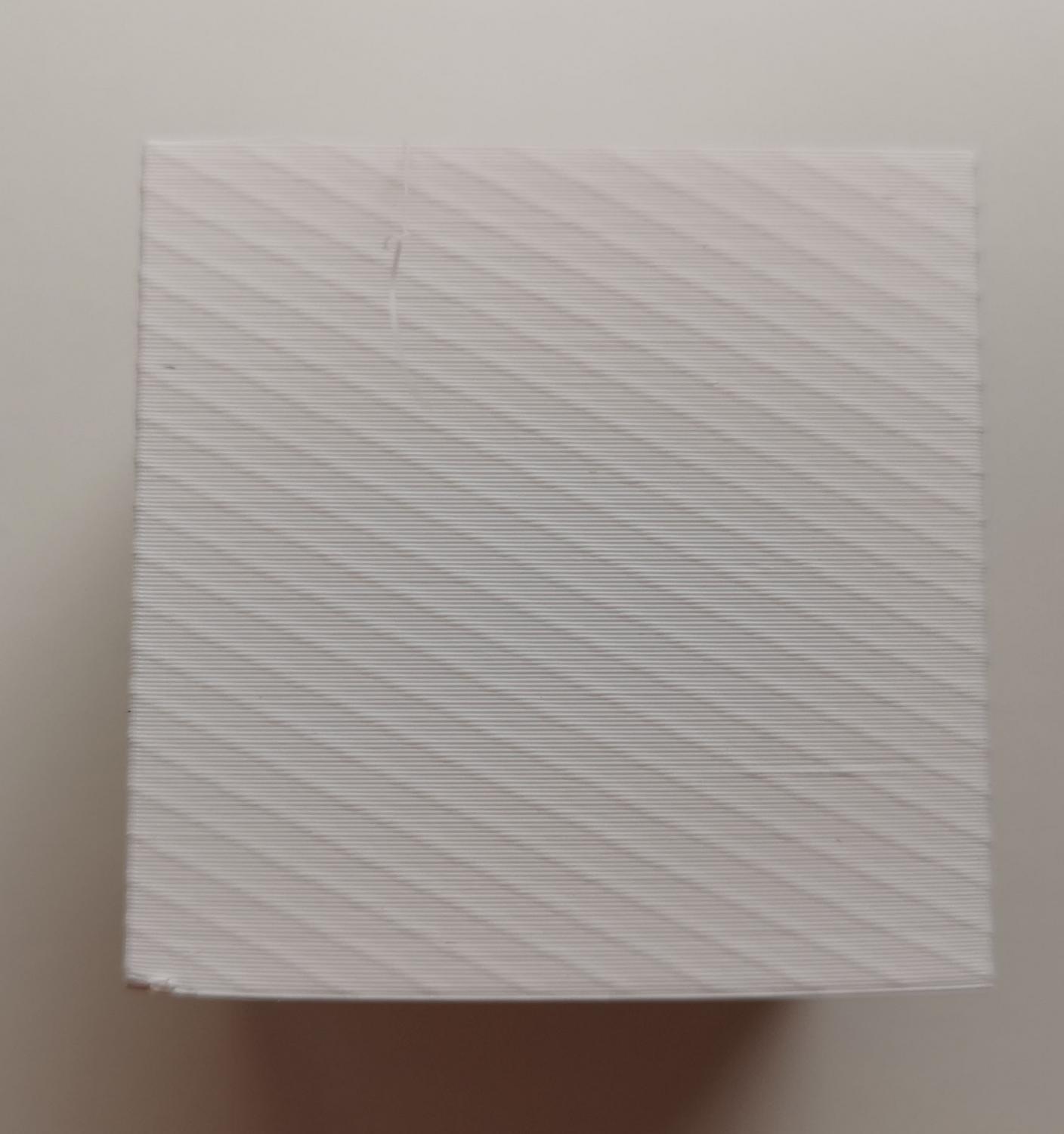
era parallelo alla stampante e ora lo sto stampando inclinato di 45° ottenendo il medesimo risultato ... lnee inclinate di circa 25° ora però devo dirti alcune info tecniche. L'asse y viene spostato da un motore unico che agisce su due cinghie. La distribuzione sulle cinghie avviene da un perno cilindrico con due ingranaggi laterali.... scusa ma mi sfugge il nome del "perno"... è un cilindro metallico da 8 mm... una barra... su cui sono inseriti gli ingranaggi che agiscono su due cinghie che spostano y. Beh questa barra non mi pare sia perfettamente in asse, ma... "dondolante" come avesse una piccola piega. 40x40x40.gcode 40x40x40.gcode -
pareti x e y con trama laterale
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
il cubo l'ho fatto io. Ora provo a fare quanto suggerisci. Certamente è un problema meccanico perché rispetto alla prima stampa mi ritrovo con le linee inclinate. -
pareti x e y con trama laterale
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
dopo aver lubrificato, provato a modificare la tensione delle chinghie... ecco il risultato... linee diagonali a distanza di circa 2 mm! Una questione strana è questa... sono coerenti: cioè proseguono lungo gli spigoli come se fossero progettate lungo la superficie sucessivamente piegata! Magari questo è solo un caso. Il fatto ora è questo: da linee perfettamente perpendicolari sono passato a linee inclinate. Unica modifica è stata nella tensione delle cinghie e nella lubrificazione dei cuscinetti e dei cilindri sui quali scorrono.
-
pareti x e y con trama laterale
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
la stampante è cartesiana... originariamente R9, ma stramodificata -
pareti x e y con trama laterale
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
scusa... ma di quali ruote parli? Ci sono dei cilindri su cui scivolano i cuscinetti lineari e poi i cilindri ruotano su altri cuscinetti... forse ti riferisci all'asse di rotazione dei motori? -
pareti x e y con trama laterale
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
in effetti sento come piccoli scatti... penso siano i cuscinetti -
pareti x e y con trama laterale
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
io in effetti ho verificato che fosse tutto ok. Mi viene il dubbio che forse ho teso troppo le cinghie. -
pareti x e y con trama laterale
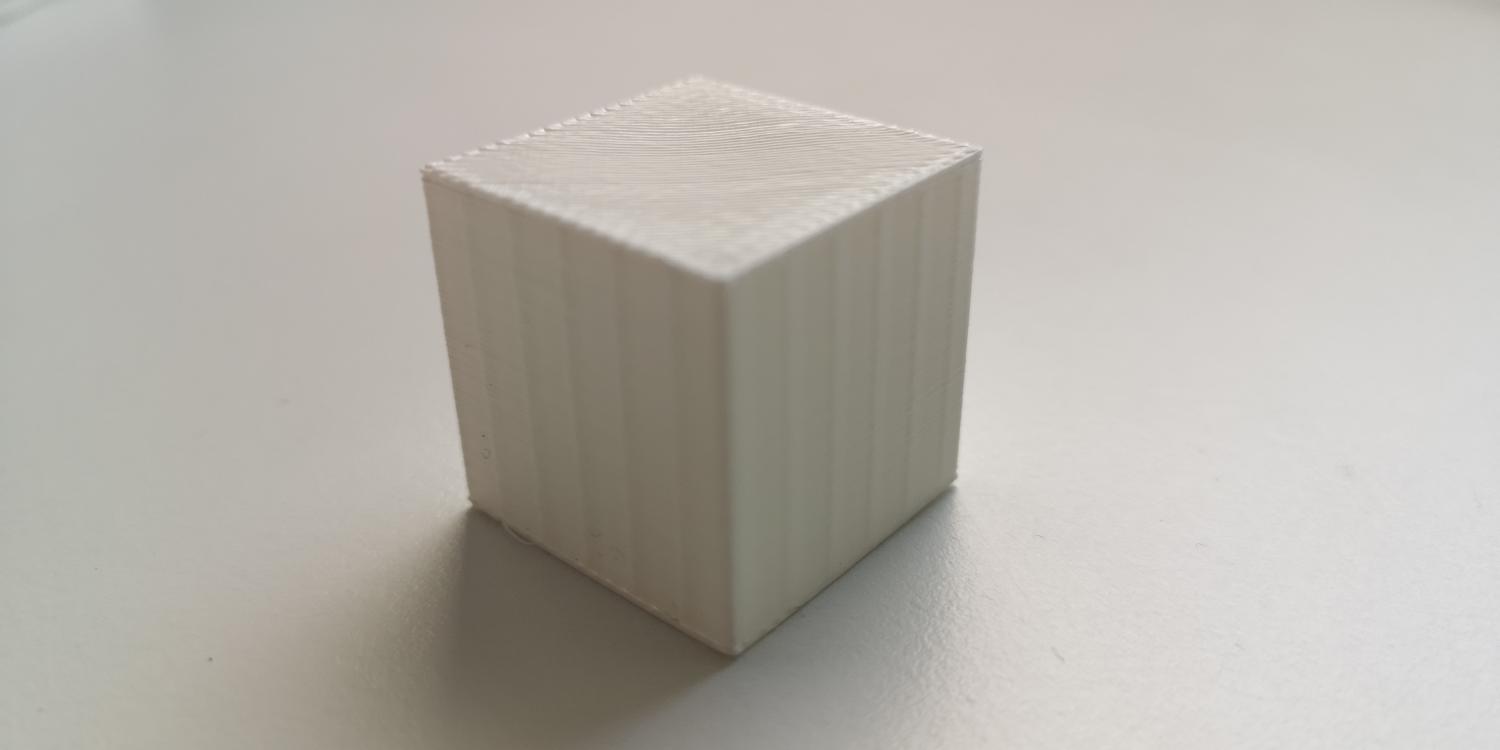
mga ha pubblicato una discussione in Problemi generici o di qualità di stampa
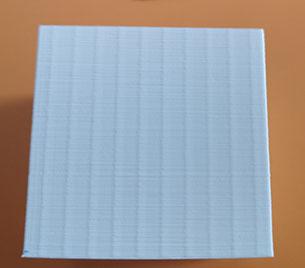
ero convinto di aver postato questo problema, ma non trovo il post. Lungo x e lungo y con la stessa distanza di circa 5 mm sia in x che in y si verifica una striatura. Ho provato a cambiare la ruota godronata senza che cambi il risultato. Che cosa può essere il problema? quello che ho fotografato è il solito cubo vuoto e come vedete la striatura è regolare. Strano però che la regolarità sia in x e in y alla stessa distanza... quindi non so a cosa imputare il problema.
-
Alfawise U20 - distaccamento dopo 7 mm
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
Rispondo da me - ma prima ringrazio FoNzY per l'imbeccata. Sì era un problema meccanico e proprio del gioco sull'asse x del carrello. Come dicevo le ho provate tutte, con i distanziatori o altre pulegge, ma senza riuscire. Poi mi sono detto... ci vorrebbe l'asse della terza puleggia eccentrico in modo da poterlo stringere rispetto alle altre due... e mi accorgo che l'asse della terza puleggia è come un dado allungato... sta a vedere che è proprio così... e difatti era esagonale proprio per consentire a chiunque di stringere serrando il movimento.Così bastava allentare le viti, con una esagonale da 10 ruotare l'asse eccentrico per poi tornare a fissare il tutto. E scommetto che mi bastava cercare meglio per sapere questo. Ad ogni modo ho visto che quando sono presenti tre ruote c'è sempre un perno eccentrico sulla terza ruota per garantire il serraggio. Meglio tardi che mai... -
Alfawise U20 - distaccamento dopo 7 mm
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
ciao. Un gravissimo problema meccanico sta nel carrello dell'hotend sui cuscinetti a puleggia... hanno un gioco vergognoso. Ho provato a sostituire le tre ruote peggiorando la situazione (probabilmente non sono di chissà quale qualità... ma forse devo ragionare sui distanziatori. Quindi il primo problema da risolvere è questo: il carrello non deve avere gioco. Il carrello comunque è su tre ruote. Attendo consigli. -
Alfawise U20 - distaccamento dopo 7 mm
mga ha pubblicato una discussione in Problemi generici o di qualità di stampa
l'Alfawise U20 tutte le volte che cerco di farla andare mi crea sempre il medesimo problema: dopo 3 mm circa salta il livello e quindi si verfica un ingrossamento dopo circa 5 mm, prima e dopo la stampa pare essere per lo meno regolare. Per ora il problema è macroscopico: un rigonfiamento e prima un salto per cui tutte le stampe sono tagliate alla base e si disataccano in quel punto. Problemi meccanici?... Ma perché solo a quel punto? Problemi sull'ugello... ma ripeterei la domanda ... e perché non dopo? Non so abbinare un problema di estrusione ad una coordinata z. Ne ho parlato altre volte di questo, ma poi gli impegni mi hanno impedito di risolvere... ora vorrei affrontare il problema e risolverlo una volta per tutte. Qualcuno può darmi dei suggerimenti e io sistematicamente provo ad applicarli? Dapprima controllerò di nuovo tutta la meccanica. -
Chiron-Simplify3d stampa impossibile
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
proverò a fare come dici - è molto più probabile che abbia ragione tu di quanto possa averne io. Grazie. -
Chiron-Simplify3d stampa impossibile
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
ciao, per la sintassi - come avevo scritto ho creato il file gcode della stampa copiando le particelle che mi servivano. Dal momento che ora l'ugello è da 1 avevo messo un'altezza a 0,5... nient'altro. Questo script precede la stampa. A me non piace il percorso esterno di perimetro e preferisco avere un piccolo tratto frontale che rimuovo subito. -
Chiron-Simplify3d stampa impossibile
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
Erano proprio 5 cm - 50 mm! In effetti non mi spiego il comportamento. Ho rifatto il livellamento e ora funziona. Proprio non mi so spiegare la questione, ma confermo tutto. La stampante non aveva offset - non aveva errori in homing e gli spostamenti degli assi erano corretti. per ZMaster: per quanto riguarda il gcode in realtà ho fatto questo: ho creato con slicer il comando di stampa di poche linee sul fronte del piatto per poterle facilmente rimuovere, ho poi incollato le istruzioni di stampa sullo script iniziale. Dato che l'ugello è 1 avevo inserito Z=0,5... però ora mi metti il dubbio di aver sbagliato. a proposito - per Basilietto: non potevo frugare Marlin perché Chiron di Anycubic non è configurabile come molte altre schede. Anzi questo è un bel problema - dato che mi costringe ad apportare le correzioni geometriche solo a livello di gcode nello script iniziale e non nel firmware. Non solo questo: ma c'è poi una mancata corrispondenza tra la posizione dell'ugello e la griglia disegnata sul piatto. Anche questo non è possibile correggerlo. Anche se non da problemi di stampa, è comunque fastidiosa e "poco professionale": -
Chiron-Simplify3d stampa impossibile
mga ha pubblicato una discussione in Problemi generici o di qualità di stampa
non stampavo da diversi mesi e ora mi trovo con un problema incomprensibile. Non ho cambiato niente sullo slicer. La stampante fa homing correttamente. Gli assi si muovono senza alterazioni. Però quando stampo c'è un offset di circa 5 cm!! Premetto che ho un ugello di 1 mm non ci sono offset impostati in Simplify 3d Anziché skirt/brim ho messo uno script iniziale dove estrudo alcune linee frontali facilmente rimuovibili anche durante la stampa ho inoltre delle impostazioni di correzione delle geometrie, dato che non posso fare altrimenti per correggere i piccoli errori dimensionali... ma parliamo di piccole quantità corrette in M92. A parte questo però non mi spiego lo spostamento di z Ho provato anche con lo script originale di Anycubic e succede lo stesso. Cosa può essere? Aggiungo un aggiornamento dell'ultimo istante: ho provato a stampare un oggetto salvato in sd card - e già correttamente stampato - e mi ritrovo nella stessa situazione ... quindi è un problema sulla stampante lo script iniziale è questo: M107 ;Start with the fan off G21 ;Set units to millimeters G91 ;Change to relative positioning mode for retract filament and nozzle lifting G1 F200 E-3 ;Retract 3mm filament for a clean start G1 F50 E10 ;espelle un centimetro di filamento G92 E0 ;Zero the extruded length G1 F1000 Z5 ;Lift the nozzle 5mm before homing axes M92 X80.52 Y100.77 Z402.41 E405.00 G90 ;Absolute positioning M82 ;Set extruder to absolute mode too G28 X0 Y0 ;First move X/Y to min endstops G28 Z0 ;Then move Z to min endstops G1 F1000 Z15 ;After homing lift the nozzle 15mm before start printing ; layer 1 Z = 0.5 T0 G1 E-4.0000 F3600 ; feature solid layer ; tool H0.144 W0.480 G1 Z0.144 F1002 G1 X50.624 Y14.624 F4800 G1 E0.0000 F3600 G1 X349.376 Y14.624 E8.5852 F1200 G1 X349.376 Y15.376 E8.6068 G1 X50.624 Y15.376 E17.1919 G1 X50.624 Y14.624 E17.2135 G1 E13.2135 F3600 ; layer end -
scusa ho scritto male.. Allora... uso una Chiron - per cui utilizzo anche il bowden, ma prima volevo dire che stampo su PETG - almeno in teoria... ho l'impressione infatti che sia PLA in realtà perché a 230 fa bolle. Per riuscire a stampare meno orribilmente quel test ho dovuto abbsassare molto la temperatura. Ma ho altri problemi sul livello vedo... il primo livello piano è molto striato... non è un piano pulito - quindi dovrò prima rivedere questo. Ho le righe di stampa che fuoriescono lateralmente ... non è un primo livello pulito. Ho provato a stampare comunque, ma dopo i primi livelli "accettabili" vista la grandezza del pezzo... i successivi però si distaccavano random delle righe di stampa che poi creavano il fallimento della stampa perché benché random nella posizione erano tuttavia costanti anche se tendenzialmentemente centrali rispetto alla grande superficie piana. chiedo consigli
-
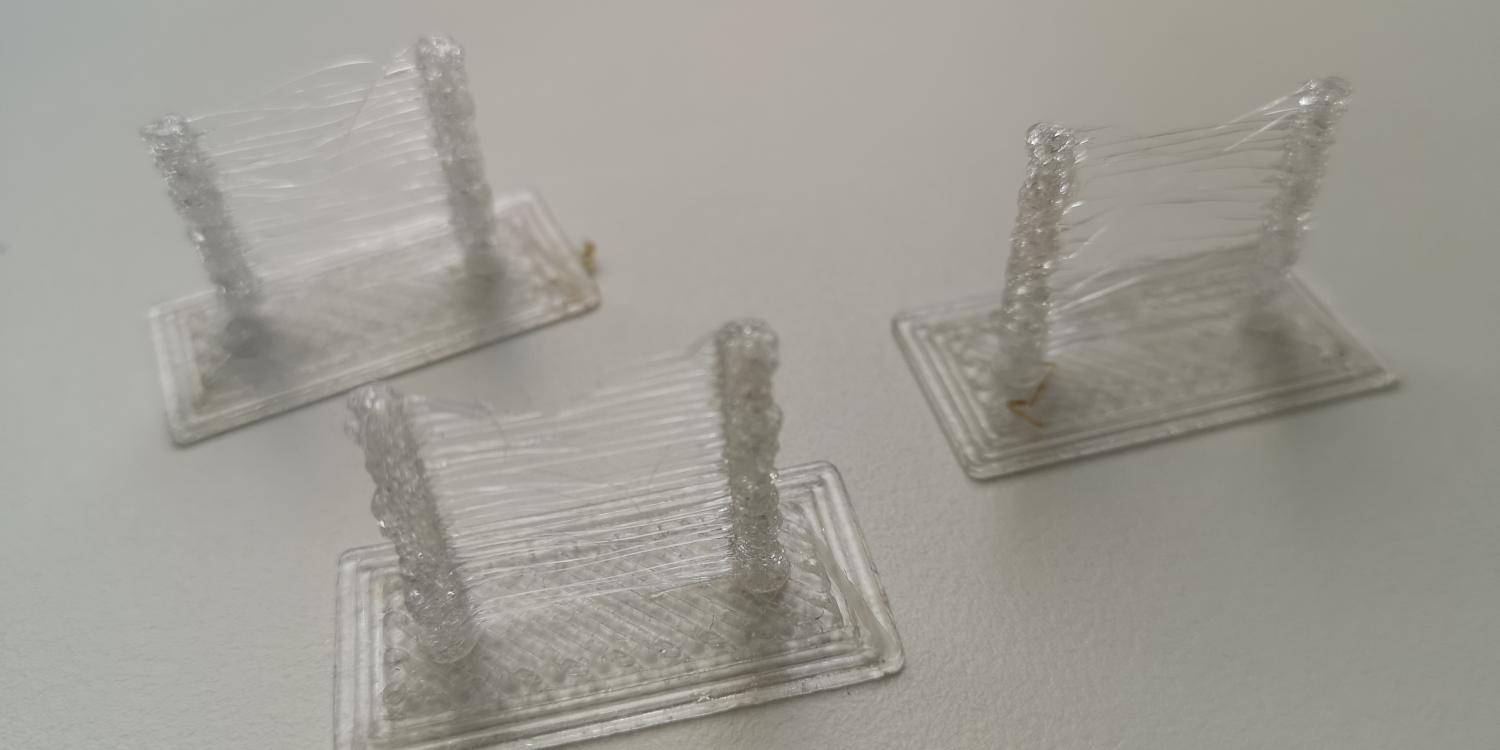
non ricordo come si risolve questo problema. Uso ptfe e un ugello molto spesso (1mm). Ooozing a parte il problema principale sono i pilastri irregolari. Non sto fingendo che la situazione sia normale... non lo è. Devo risolvere per stampare un oggetto necessario. Se qualcuno può aiutarmi grazie.
-
come "con pazienza"? Bisogna che legga qualcosa a proposito.
-
prende acqua direttamente. (lo avevo scritto nel titolo). Petg non l'ho mai usato. almeno è un'indicazione utile. Solo ho letto che adersce fortemente al piano e io ho una grande superficie. come devo fare?
-
posso stampare un elemento di un seggiolino da doccia che va sotto l'acqua calda? Con cosa? La superficie è molto ampia, quasi 40 cm! e quindi ABS si imbarcherebbe e poi la stampante andrebbe ore con un piano bollente. Ma proprio non sarebbe fattibile in PLA? il piano è di 37x27 e poi ci sono 3 alette laterali con rinforzi interni. Se io potessi stampare in pla preferirei. Che altri materiali sono da considerare? E con quali accorgimenti?
-
Anycubic Chiron centro
mga ha risposto a mga nella discussione Problemi generici o di qualità di stampa
non posso dire se è perfettamente piana, ma mi pare sia ben livellata. Hai seguito la procedura di livellamento compensando punto per punto? Vero che non c'è corripondenza cartesiana precisa sulla griglia, tuttavia con la griglia hai un riferimento per intervenire in caso che l'ugello sia troppo basso o troppo alto con la stampa di prova. Se segui la procedura dovresti riuscire a compensare i difetti del piano. A meno di forti distorsioni io non cambierei il piano. -
delta con scheda MKS Robin Nano
mga ha pubblicato una discussione in Software di slicing, firmware e GCode
sto impazzendo nella configurazione della stampante. I motori funzionano. La logica degli endstop pure perché homing funziona correttamente, ma la stampante non mi muove gli assi manualmente tranne che z, quindi ho messo dei parametri che impediscono il movimento x e y. Per il momento considero un piano con diametro 170 e raggio quindi 85 le ho provate tutte ma non capisco cosa impedisca i movimenti x e y qualcuno può darmi una indicazione? Qui sotto i valori che ho inserito: #===================Advanced Settings======================================= >cfg_insert_det_module 0 #Assemble power outage module (1:mks 220det;0:mks pwc) >cfg_have_ups_device 0 # UPS(1:yes;0:no) >cfg_print_over_auto_close 0 # auto-off when print finishes(1:yes£»0:no) >cfg_filament_det0_trigger_level 0 #the level signal of outage detection E0 module (1:high level;0:low level) >cfg_filament_det1_trigger_level 0 #the level signal of outage detection E1 module (1:high level;0:low level) >cfg_filament_load_length 170 #the lenght to extrude filament (mm),Max:2000mm >cfg_filament_load_speed 800 #the speed to extrude filament(mm/min) >cfg_filament_load_limit_temperature 200 #It is the minimum temperature to extrude filament . >cfg_filament_unload_length 170 #It is the minimum temperature to extrude filament . >cfg_filament_unload_speed 800 #the speed to retract filament(mm/min) >cfg_filament_unload_limit_temperature 200 #It is the minimum temperature to retract filament . #=========================== Bed Leveling ============================= #Leveling mode settings >cfg_leveling_mode 0 #1:auto-leveling; 0:manual leveling #=========================== Manual Leveling ================================== >cfg_point_number 4 #the point number of manual leveling(3,4,5 point available) #the 5 point location of manual leveling >cfg_point1:50,50 >cfg_point2:180,50 >cfg_point3:180,180 >cfg_point4:50,180 >cfg_point5:150,150 #========================== Auto Leveling =================================== >cfg_auto_leveling_cmd:G28;G29; #the setting of auto-leveling command button #=================== Language settings ========================================== >cfg_language_adjust_type 1 #multi-language(enable:1, disable:0) >cfg_language_type 7 #languages setting,this configuration is valid when "cfg_multiple_language" is disabled. #(simplified Chinese:1; traditional Chinese:2; English:3; Russian:4; Spanish:5;French:6;Italian:7). #==================Display Effect(refer to MKS TFT datasheet)================================= #user-defined function1 >setmenu_func1_display 1 #1:display this button£¬0:no #each command must be separated by semicolon ";" >setmenu_func1:M84; >moreitem_pic_cnt 0 #the number of "more" button #edit command for 1~7 "More" button #each command must be separated by semicolon ";" #each icon command must be less than 200 bytes >moreitem_button1_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button2_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button3_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button4_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button5_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button6_cmd:G28 X0;G28 Y0;G28 Z0; >moreitem_button7_cmd:G28 X0;G28 Y0;G28 Z0; #the number of "more" button to dispaly on printing interface >morefunc_cnt 0 #button1~button6 function >morefunc1_cmd:G28; >morefunc2_cmd:G28; >morefunc3_cmd:G28; >morefunc4_cmd:G28; >morefunc5_cmd:G28; #------------------------------------------------------------- ######## Display Customization ########## >cfg_background_color 0x494949 #the color of screen background >cfg_title_color 0xFFFFFF #the color of title text >cfg_state_bkcolor 0x494949 #the color of temperature,fan,(etc)background >cfg_state_textcolor 0xFFFFFF #the color of temprature,fan,(etc) text >cfg_filename_bkcolor 0x494949 #the color of file button >cfg_filename_textcolor 0xFFFFFF #the color of file text >cfg_btn_bkcolor 0x494949 #Universal button background color >cfg_btn_textcolor 0xFFFFFF #Universal button text color >cfg_state_btn_bkcolor 0x494949 #Status button background color >cfg_state_btn_textcolor 0xFFFFFF #Status button text color >cfg_back_btn_bkcolor 0x494949 #Button of Return background color >cfg_back_btn_textcolor 0xFFFFFF #Button of Return text color >cfg_sel_btn_bkcolor 0x494949 #Selected button background color >cfg_sel_btn_textcolor 0xFFFFFF #Selected button text color >cfg_dialog_btn_bkcolor 0xff0000 #Dialog button background color >cfg_dialog_btn_textcolor 0xFFFFFF #Dialog button text color >cfg_btn_text_offset 7 #position of button font offset bottom(unit:pixel) >cfg_screen_display_mode 0 #the style of display on the screen home(0:classic,1:simple) #============================= Basic Settings ========================= >MACHINETPYE 1 # 0:Cartesian; 1:DELTA ; 2:COREXY >HAS_TEMP_BED 1 # whether enable the heated bed (disable: 0, enable: 1) >EXTRUDERS 1 # This defines the number of extruders #enable z2. >Z2_STEPPER_DRIVERS 0 #1:enable z_dual; 0:disable # Travel limits after homing (units are in mm) >X_MIN_POS 0 >Y_MIN_POS 0 >Z_MIN_POS 0 >X_MAX_POS 85 >Y_MAX_POS 85 >Z_MAX_POS 256 # position of hotend for filament change and pause print >FILAMENT_CHANGE_X_POS 5 # X position of hotend for filament change and pause print >FILAMENT_CHANGE_Y_POS 5 # Y position of hotend for filament change and pause print >FILAMENT_CHANGE_Z_ADD 5 # Z addition of hotend (lift) for filament change and pause print #Offset of the second extruders. >HOTEND_OFFSET_X 20.00 #(in mm) offset of the second hotend on the X axis ,Offsets for the first hotend must be 0.0. >HOTEND_OFFSET_Y 5.00 #(in mm) offset of the second hotend on the Y axis ,Offsets for the first hotend must be 0.0. #============================== Stepper Motor Settings ============================ #Invert the stepper direction. >INVERT_X_DIR 0 >INVERT_Y_DIR 0 >INVERT_Z_DIR 0 >INVERT_E0_DIR 0 >INVERT_E1_DIR 0 #Movement setting >DEFAULT_X_STEPS_PER_UNIT 160.0 #Default Axis-X Steps Per Unit (steps/mm) >DEFAULT_Y_STEPS_PER_UNIT 160.0 #Default Axis-Y Steps Per Unit (steps/mm) >DEFAULT_Z_STEPS_PER_UNIT 160.0 #Default Axis-Z Steps Per Unit (steps/mm) >DEFAULT_E0_STEPS_PER_UNIT 187.5 #Default Axis-E Steps Per Unit (steps/mm) >DEFAULT_E1_STEPS_PER_UNIT 187.5 #Default Axis-E Steps Per Unit (steps/mm) >DEFAULT_X_MAX_FEEDRATE 300 #Default Axis-X Max Feed Rate (mm/s) >DEFAULT_Y_MAX_FEEDRATE 300 #Default Axis-Y Max Feed Rate (mm/s) >DEFAULT_Z_MAX_FEEDRATE 300 #Default Axis-Z Max Feed Rate (mm/s) >DEFAULT_E0_MAX_FEEDRATE 70 #Default Axis-E Max Feed Rate (mm/s) >DEFAULT_E1_MAX_FEEDRATE 70 #Default Axis-E Max Feed Rate (mm/s) >DEFAULT_X_MAX_ACCELERATION 3000 #Default Axis-X Max Acceleration (change/s) change = mm/s >DEFAULT_Y_MAX_ACCELERATION 3000 #Default Axis-Y Max Acceleration (change/s) change = mm/s >DEFAULT_Z_MAX_ACCELERATION 3000 #Default Axis-Z Max Acceleration (change/s) change = mm/s >DEFAULT_E0_MAX_ACCELERATION 1000 #Default Axis-E Max Acceleration (change/s) change = mm/s >DEFAULT_E1_MAX_ACCELERATION 1000 #Default Axis-E Max Acceleration (change/s) change = mm/s >DEFAULT_ACCELERATION 3000 #X, Y, Z and E acceleration for printing moves >DEFAULT_RETRACT_ACCELERATION 10000 #X, Y, Z and E acceleration for retracts >DEFAULT_TRAVEL_ACCELERATION 3000 #X, Y, Z acceleration for travel (non printing) moves >DEFAULT_MINIMUMFEEDRATE 0.0 #minimum feedrate >DEFAULT_MINSEGMENTTIME 20000 #minimum time in microseconds that a movement needs to take if the buffer is emptied. >DEFAULT_MINTRAVELFEEDRATE 0.0 # >DEFAULT_XJERK 20.0 #Default Axis-X Jerk (mm/s) >DEFAULT_YJERK 20.0 #Default Axis-Y Jerk (mm/s) >DEFAULT_ZJERK 20.0 #Default Axis-Z Jerk (mm/s) >DEFAULT_EJERK 5.0 #Default Axis-E Jerk (mm/s) #For Inverting Stepper Enable Pins (0:Low,1:High) >X_ENABLE_ON 0 >Y_ENABLE_ON 0 >Z_ENABLE_ON 0 >E_ENABLE_ON 0 #============================= Thermal Settings ============================ >TEMP_SENSOR_0 1 #1: 100k thermistor£»-3 : thermocouple with MAX31855 >EXTRUDE_MINTEMP 170 >HEATER_0_MINTEMP 5 >HEATER_0_MAXTEMP 275 >HEATER_1_MINTEMP 5 >HEATER_1_MAXTEMP 275 >BED_MAXTEMP 150 #======================== Thermal Runaway Protection ======================= >THERMAL_PROTECTION_PERIOD 80 #Seconds;When the display screen frequently appears Err7,the current value can be appropriately increased >THERMAL_PROTECTION_HYSTERESIS 5 #Degrees Celsius >WATCH_TEMP_PERIOD 60 #Seconds;When the display screen frequently appears Err5,the current value can be appropriately increased >WATCH_TEMP_INCREASE 2 #Degrees Celsius >THERMAL_PROTECTION_BED_PERIOD 80 #Seconds;When the display screen frequently appears Err7,the current value can be appropriately increased >THERMAL_PROTECTION_BED_HYSTERESIS 5 #Degrees Celsius >WATCH_BED_TEMP_PERIOD 60 #Seconds;When the display screen frequently appears Err6,the current value can be appropriately increased >WATCH_BED_TEMP_INCREASE 2 #Degrees Celsius # Type of heat manager for extruder. >PIDTEMPE 1 # 1:PID ; 0:bang-bang >DEFAULT_Kp 22.2 # --default >DEFAULT_Ki 1.08 # --default >DEFAULT_Kd 114 # --default #Type of heat manager for this heatedBed. >PIDTEMPBED 1 # 1:PID ; 0:bang-bang >DEFAULT_bedKp 10.00 # --default >DEFAULT_bedKi 0.023 # --default >DEFAULT_bedKd 305.4 # --default #============================== Endstop Settings =========================== >MIN_SOFTWARE_ENDSTOPS 1 # 0:axes can move below MIN_POS; 1:axes won't move below MIN_POS. >MAX_SOFTWARE_ENDSTOPS 1 # 0:axes can move below MAX_POS; 1:axes won't move below MIN_POS. # Mechanical endstop with COM to ground and NC to Signal uses "false" here (most common setup). >X_MIN_ENDSTOP_INVERTING 0 # set to true to invert the logic of the endstop. >Y_MIN_ENDSTOP_INVERTING 0 # set to true to invert the logic of the endstop. >Z_MIN_ENDSTOP_INVERTING 0 # set to true to invert the logic of the endstop. >X_MAX_ENDSTOP_INVERTING 1 # set to true to invert the logic of the endstop. >Y_MAX_ENDSTOP_INVERTING 1 # set to true to invert the logic of the endstop. >Z_MAX_ENDSTOP_INVERTING 1 # set to true to invert the logic of the endstop. >FIL_RUNOUT_INVERTING 0 # set to true to invert the logic of the Filament Runout Sensor. # Specify here all the endstop connectors that are connected to any endstop or probe. >USE_XMIN_PLUG 0 # 1:used; 0:noused >USE_YMIN_PLUG 0 # 1:used; 0:noused >USE_ZMIN_PLUG 0 # 1:used; 0:noused >USE_XMAX_PLUG 1 # 1:used; 0:noused >USE_YMAX_PLUG 1 # 1:used; 0:noused >USE_ZMAX_PLUG 1 # 1:used; 0:noused #============================== Home Settings ============================== >X_HOME_DIR 1 # Direction of endstops when homing; 1=MAX, -1=MIN :[-1,1] >Y_HOME_DIR 1 # Direction of endstops when homing; 1=MAX, -1=MIN :[-1,1] >Z_HOME_DIR 1 # Direction of endstops when homing; 1=MAX, -1=MIN :[-1,1] >HOMING_FEEDRATE_XY 5000 # Homing X Y speeds (mm/m) >HOMING_FEEDRATE_Z 4000 # Homing Z speeds (mm/m) >HOME_Y_BEFORE_X 0 # When G28 is called,0: X home before Y; 1: Y home before X #============================= Z Probe Options ============================= #BLTOUCH 0 # 0:disable BLTOUCH; 1:enable BLTOUCH #Select for a probe connected to Z-Min or Z-Max. >Z_MIN_PROBE_PIN_MODE 0 # 0 : NULL; 1: ZMIN; 2: ZMAX >Z_PROBE_OFFSET_FROM_EXTRUDER 0 # Z offset: -below +above [the nozzle] >X_PROBE_OFFSET_FROM_EXTRUDER 0 # X offset: -left +right [of the nozzle] >Y_PROBE_OFFSET_FROM_EXTRUDER 0 # Y offset: -front +behind [the nozzle] >XY_PROBE_SPEED 4000 # X and Y axis travel speed (mm/m) between probes >Z_PROBE_SPEED_FAST 600 # Speed for the first approach when double-probing (with PROBE_DOUBLE_TOUCH) >Z_PROBE_SPEED_SLOW 300 # Speed for the "accurate" probe of each point #=============================== Bed Leveling ============================== >BED_LEVELING_METHOD 5 # 0:NULL_BED_LEVELING; 3:AUTO_BED_LEVELING_BILINEAR; 5:MESH_BED_LEVELING >GRID_MAX_POINTS_X 3 # the number of grid points per dimension. <= 15 >GRID_MAX_POINTS_Y 3 # the number of grid points per dimension. <= 15 >Z_CLEARANCE_DEPLOY_PROBE 10 # Z Clearance for Deploy/Stow > 0 >Z_CLEARANCE_BETWEEN_PROBES 10 # Z Clearance between probe points > 0 # Set the boundaries for probing (where the probe can reach). >LEFT_PROBE_BED_POSITION 30 >RIGHT_PROBE_BED_POSITION 180 >FRONT_PROBE_BED_POSITION 30 >BACK_PROBE_BED_POSITION 180 >MESH_INSET 20 # Mesh inset margin on print area for MESH_BED_LEVELING #============================== Delta Settings ============================= >DELTA_SEGMENTS_PER_SECOND 200 #--default >DELTA_DIAGONAL_ROD 216.00 #Center-to-center distance of the holes in the diagonal push rods. >DELTA_SMOOTH_ROD_OFFSET 200 #Horizontal offset from middle of printer to smooth rod center. >DELTA_EFFECTOR_OFFSET 32 #Horizontal offset of the universal joints on the end effector. >DELTA_CARRIAGE_OFFSET 31 #Horizontal offset of the universal joints on the carriages. >DELTA_RADIUS 132.5 #Horizontal distance bridged by diagonal push rods when effector is centered. >DELTA_HEIGHT 256 #height from z=0.00 to home position >DELTA_PRINTABLE_RADIUS 163.9 #Print surface diameter/2 minus unreachable space (avoid collisions with vertical towers). >DELTA_CALIBRATION_RADIUS 85 #set the radius for the calibration probe points - max 0.8 * DELTA_PRINTABLE_RADIUS #============================== Wifi Settings ============================= >CFG_WIFI_MODE 0 #wifi mode(0:sta;1:ap) >CFG_WIFI_AP_NAME Wifi #wifi name >CFG_WIFI_KEY_CODE wifitest #wifi password >CFG_CLOUD_ENABLE 1 #cloud service enable(0:disable; 1:enable) >CFG_WIFI_CLOUD_HOST www.baizhongyun.cn #cloud server url >CFG_CLOUD_PORT 10086 #cloud server port #end.