

lever63
-
Numero contenuti
321 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da lever63
-
-
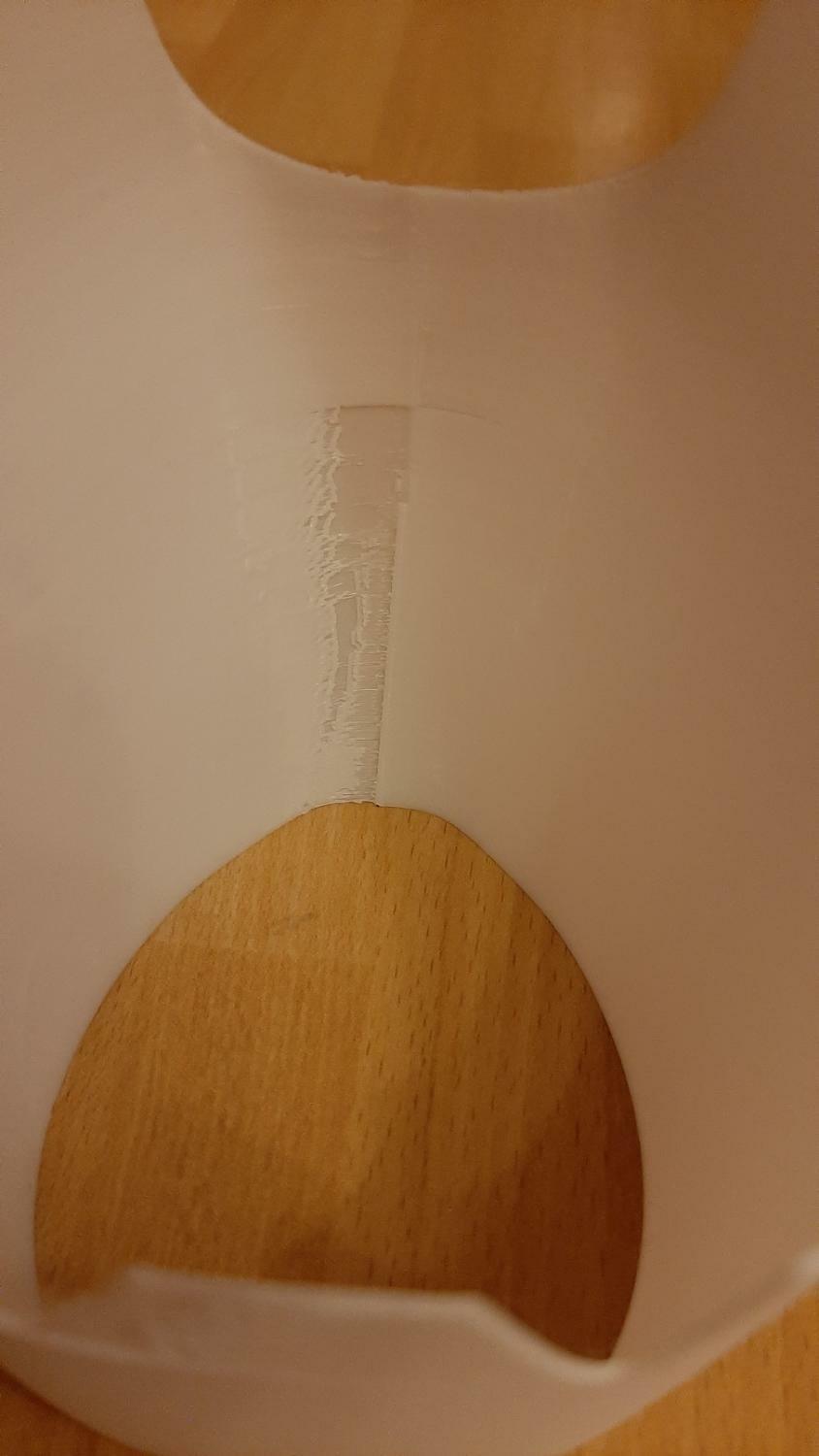
Questo pezzo mi sta facendo impazzire, non si può stampare in vase mode, ma gli altri pezzi vengono bene, qui invece la cucitura peggiora con la riduzione del raggio. Oltretutto si vede un po' di sotto estrusione dopo la cucitura.
Materiale Pla-lw, slicer Orca slicer, stampante qidi plus.
Temp 240 flow 0,55
Si può cartavetrare facilmente, ma è veramente venuto male. Secondo voi cosa devo modificare nello slicer per un risultato decente?

-
ho la Qidi x-plus, affidabile, camera riscaldata, assistenza ottima, piatto dignitoso (280x280), veloce, arriva con un nozzle standard ed uno per i materiali caricati, di fatto stampa tutti i principali materiali prosumer; unico difetto riscontrato è che esteticamente non è il massimo, ma ormai mi sono abituato
-
 2
2
-
-
strano, il PLA-LW è forse l'unico materiale che non mi si è mai staccato; temperatura del piatto? hai provato ad abbassare un po' z? a fare il primo layer da 0,25?
-
1
-
-
10 ore fa, Torque ha scritto:
Ho trovato questo nel negozio ufficiale su Aliexpress....
ma il nozzle originale di che misura è? Scommetto da 0.4 l'unico non disponibile.

Altro dubbio, com'è possibile che la protezione di silicone si sia distrutta così?
si il negozio è quello, e la FBG5 monta il nozzle da 0,4; anche i prezzi sono lievitati, un anno fa one ho comprati 4 per poco più di 20€...
piuttosto che stare fermo puoi iniziare a ordinare quello da 0,5 (ovviamente se va bene per i pezzi che devi stampare, 1 decimo può essere un'inezia o una montagna...), e comunque puoi cercare un nozzle uno da 0,4 e sostituire quello da 0,5
-
1
-
-
aggiungo una opzione a quelle che ti hanno proposto, anche se in controtendenza: se funziona bene valuta anche di lasciare tutto com'è; sulla mancanza di informazioni sul display se non sono vitali ci stai già convivendo e la ripartenza da mancata alimentazione (e qui parlo per sentito dire sul forum, quindi prendila con le pinze) funziona ma può creare problemi, ora non ricordo più il post in cui era emerso.
poi se è un muletto e vuoi fare esperienza allora ignora la mia opzione🙂
-
ho stampato una sola bobina di un filamento simile, sicuramente è più delicato del PLA; uno dei interventi che ho trovato migliorare la situazione è stato ridurre un po' la velocità e aumentare un po' la temperatura e di conseguenza aumentare la ritrazione.
Di quanto? non c'è una regola, io ho fatto diverse prove e alla fine sono arrivato ad un risultato accettabile. Magari lascia 190° con cui hai ottenuto il risultato migliore, e prova solo a rallentare la velocità del 10% o 20%
-
1
-
-
31 minuti fa, WillyCoyote73 ha scritto:
- Ho sbagliato ad usare Anycubic Slicer anzichè Prusa Slicer od altri ?
- Oppure (e questa mi sembra l'ipotesi più corretta) NON si deve assolutamente usare PLA normale su stampanti veloci ?
un po' di tutti e due, o meglio i parametri dello slicer vanno adattati al materiale e alla stampante; il PLA "normale" fonde e si raffredda più lentamente, quindi puoi usarlo, riducendo un po' le velocità; Poi ogni marca si comporta in modo diverso; non ho la tua stampante, ma ho usato il PLA polylight e l'ho stampato con gli stessi parametri dell'HS.
quindi dovrai procedere con qualche prova e trovare temperatura e velocità ottimali per quel materiale per la tua stampante.
-
2
-
non mi spiego come fa ad aderire al piatto se non stampa i primi layer; non è che nello slicer hai posizionato il pezzo un po' più sotto del piatto?
-
3
-
-
1 ora fa, eaman ha scritto:
Ah ho capito, fanno da guida non struttura. Anche perche' con le vibrazioni durerebbero una lipo.
Curiosita' quanto e' grande? E' un 250 o piu' grande? Magari se e' abbastanza grande si puo' resinare all'interno, anche usare un po' di fibra di vetro.
si si, incollato con la ciano non si stacca più, il problema è incollarlo con precisione. Comunque ho provato a stamparlo in verticale, con un po' di supporto ed il risultato è stato ottimo, così non devo neanche incollare.
Questa è per il 230 della blade, abbastanza piccolo ma mi serviva come prototipo per un 500; quella dovrò per forza stamparla in due parti; da quello che ho visto 0,8mm di PLA sono abbastanza robusti, non come l'originale ma è comunque è un pezzo sacrificabile in caso di caduta.
magari proverò un materiale meno rigido (PETG o PC) che potrebbe assorbire meglio le vibrazioni; ho anche del PW, potrebbe andare bene perchè leggero e flessibile, farò una prova
edit: comunque per quella più grande la resina è un'ottima idea!
-
2
-
-
10 ore fa, dnasini ha scritto:
il problema della foto 2 e 3 con buona probabilita' e' dovuta al flusso e alla ritrazione. Per verifcarlo e' piuttosto semplice. controlla nello slicer se i punti in cui hai problemi sono quelli di arrivo di un traver dove appena prima hai fatto una retrazione. Io ho avuto un problema analogo ed ho risolto ricalibrando retrazione e flusso
ho provato a guardare dallo slicer, in quella parte però non dovrebbe fare retrazioni, provo a diminuire la retrazione e poi eventualmente a modificare lo spessore del disegno da 0,8 a 0,9
10 ore fa, eaman ha scritto:Ma incollarli i due pezzi invece che usare (presumo) delle viti? Magari fai una terzo pezzo interno su cui incollarli, una specie di fascia. Per non usare un pezzo di fibra di vetro.
Se sei disposto a scartavetrarlo lo puoi fare anche in verticali con i supporti all'esterno, altrimenti bisogna che metti i supporti all'interno.
si si i pezzi li incollerò, i buchi che vedi sono su entrambi i pezzi e sono delle piccole guide in cui infilare un tondino di carbonio o di acciaio armonico da 1mm, in modo che i due pezzi si incastrino perfettamente. L'altra opzione è stamparlo intero, a punta in giù, con supporti
-
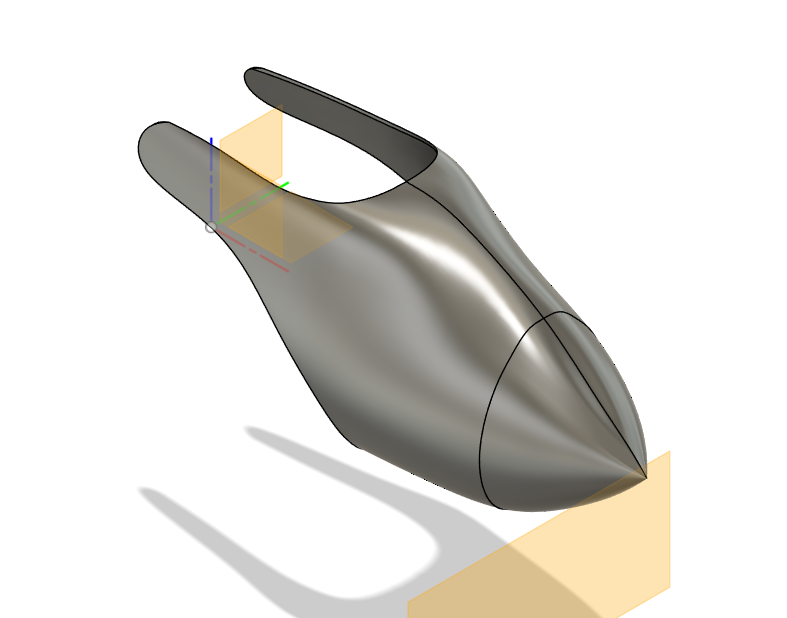
ciao a tutti, dopo un po' di tuberi informi sono riuscito a disegnare una accettabile capottina (1° foto) per un elicottero radiocomandato.
il primo problema è di qualità (foto 2 e 3), credo sia dovuto al fatto che nel disegno ho impostato una parete da 0,8mm e nello slicer ho messo spessore parete 0,43mm? visto che mi servono 2 pareti, potrei aumentare la parete a 0,9mm?
il secondo è come stamparlo; per adesso l'ho separato e ho messo dei raccordi per incollare precisamente le due parti (foto 4) ma una volta incollati un po' la giunzione si vede e disegnare quei raccordi è un po' noioso, anche perchè se modifico la forma spesso devo ridisegnarli. Secondo voi potrei stamparlo in verticale (punta in basso) con i supporti? il pezzo deve avere un minimo di estetica e se i supporti non si staccano resta una schifezza.
dubbio bonus: Materiale? per ora ho usato PLA normale, mi sembra sufficiente e comunque è un pezzo "sacrificabile", ma potrei stamparlo in PETG, ABS o PC o, forse, nylon?
Edit: è importante un po' di flessibilità ma soprattutto l'aderenza dei layer
sw: fusion360 + orca slicer
stmapante: qidi xplus

-
7 ore fa, Salvogi ha scritto:
Dovrebbero essere sensori di prossimità induttivi o capacitativi.
Mi sembra che quelli induttivi sono più precisi ma funzionano solo con piatti di metallo mentre quelli capacitativi funzionano con tutti i materiali.
grazie 1000!
-
La mia qidi x-plus usa lo strumento in foto per l'autolivellamento, nè la testina nè questo senore toccano mai il piatto; ho cercato un po' di informazioni ma non ho capito che tecnologia usa per misurare la distanza dal piatto. è solo una curiosità appunto, ma mi piacerebbe togliermela!
-
1 ora fa, Cubo ha scritto:
Alcune cose sono interessanti secondo me, tipo il fatto che non si stacchi il pezzo dal piatto o che riesca ad estrudere così tanto materiale o altri accorgimenti tipo le staffe che forse reggono il piatto ai lati... O anche solo che il motore di y regga quelle accelerazioni senza perdere passi 😁
infatti, questi prototipi sono molto utili per spostare in alto l'asticella, per esempio per le attuali stampanti stock "veloci" l'estrusione è sicuramente un limite, temperature più alte per estrudere, raffreddamento potenziato, materiali dedicati all'alta velocità; la prossima FLSUN arriva erà 1200mm/s (teorici) con una benchy stampata in 8' (in questo caso però perfetta, almeno da quanto è circolato fino ad oggi), ed è una delta.
-
1
-
-
sono uno dei fortunati possessori di una QIDI x-plus, acquistata ad un prezzo interessante col black friday. Assistenza ottima (l'hot end in acciaio temprato non andava in temperatura, arrivato il ricambio in una settimana), stampa velocemente e bene tutti i materiali che ho provato, i ricambi hanno prezzi ragionevoli.
-
3
-
-
1 ora fa, Tanbruk ha scritto:
stampato, il materiale è facile da stampare, è verniciabile facilmente e si carteggia, per me ottimo
si vero; che modello è? Vola bene?
-
avevo visto il video, effettivamente quello che esce somiglia ad una barca, ma non la chiamerei una benchy. Comunque l'esercizio in sè è interessante, magari qualche soluzione potrà essere migliorata ed integrata nei prossimi prodotti.
Poi secondo me le bedslinger sono un po' contronatura, ma questo è un parere assolutamente personale, non vorrei aprire un flame su questo.
-
1
-
-
ho visto un paio di recensioni su quella stampante... se sei in tempo a fare il reso approfittane; come ti hanno detto con poco di più prendi una stampante che funziona, su cui poi ha senso fare esperienza
-
2
-
-
13 ore fa, Emanuels7 ha scritto:
Ok perfetto allora. Sono più incasinato di prima, ma con buoni consigli.
Vi ringrazio tantissimo per il momento.
continuo a guardare recensioni, offerte e video vari. Nell’attesa di prendere la decisione…..😁
ho letto i vari post, ma non ho capito se il cambio colore/materiale ti sia indispensabile; in quel caso le scelte si restringono drasticamente, altrimenti le opzioni sono molte; ti hanno anche consigliato la Qidi x-smart, io ho la x-plus (che con il black friday era scesa a 570€) che stampa velocemente, stampa tutti i materiali, stampa bene e l'assistenza clienti, che ho provato, è ottima. Unico difetto è la rumorosità (comune però a tutte le stampanti veloci), impossibile tenerla in casa. Ah poi anche esteticamente non è il massimo ma me ne sono fatto una ragione
-
2
-
-
i miei 2 cents:
come nell'informatica, il mondo professionale ha le sue regole, i suoi tecnici con preparazione sempre più verticale su tecnologie/prodotti.
per il mondo consumer, ci sarà sempre un numero importante di utenti a cui piace conoscere e modificare l'oggetto (basta pensare ai modder per PC), ma da ormai qualche tempo grazie anche a Bambu, il mondo 3d si è aperto anche a chi vuole stampare senza dover conoscere ogni singola vite della stampante e ogni singola riga di codice del firmware. Restano necessarie le competenze per gli slicer (sempre meno) e ovviamente per il CAD se ci si vuole disegnare i propri oggetti.
Sul CAD condivido quasi tutto quanto dice @eaman; se devo disegnare un pezzo che sarà stampato in 3d, non devo sapere tutto della stampante, ma devo sapere come funziona una FDM o una resina, quali sono le caratteristiche del materiale che userò, che orientamento utilizzare, considerando supporti ma anche robustezza del pezzo (per citare alcune delle scelte da fare); su questi ultimi punti vedo più distante nel tempo la possibilità di demandare la scelta tra tutte queste opzioni ad un sw o ad una AI.
-
2
-
-
1 ora fa, eaman ha scritto:
in realta' pure io dicevo quello!
Avevo visto male, saranno i residui dell'influenza! Ho provato qualche pezzo con i modificatori classici e funzionano, ma questo metodo è decisamente più comodo
-
1
-
-
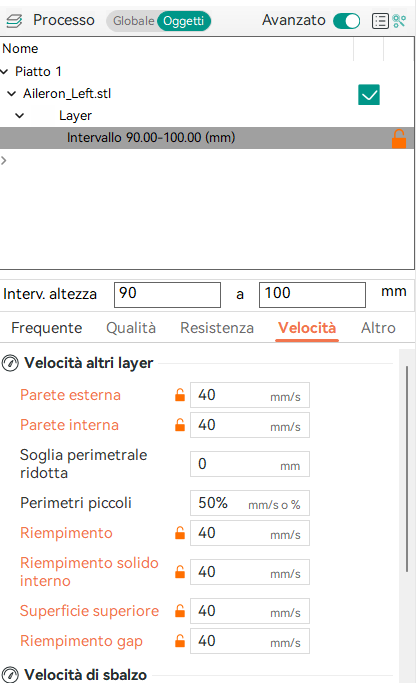
3 ore fa, eaman ha scritto:
Aggiungi un modificatore nella vista objects basato sull'altezza.
vero! non avevo più usato i modificatori, conoscevo quelli di cura ed erano un po' un incubo; provato, funziona, grazie!
3 ore fa, dnasini ha scritto:un'altra opzione potrebbe essere quella di aggiungere del custom g-code a partire dal layer voluto. Il concetto e' simile a quello del cambio filamento, una volta fatto lo slicing, nella barra a dx selezioni l'altezza layer, premi il tasto destro del mouse e selezioni l'opzione per inserire il g-code. Prendi il procedimento x "buono", nn ho sottomano lo slicer e sto andando a memoria 🙂
grazie, ho visto che si può personalizzare il codice ma non saprei cosa modificare, e a scanso di fare danni vado con la soluzione dei modificatori, è abbastanza comoda con Orca
EDIT: esiste anche una terza soluzione: Orca come prusa permette di modificare i parametri in base all'altezza; direi decisamente utile in questo caso!
-
3
-
-
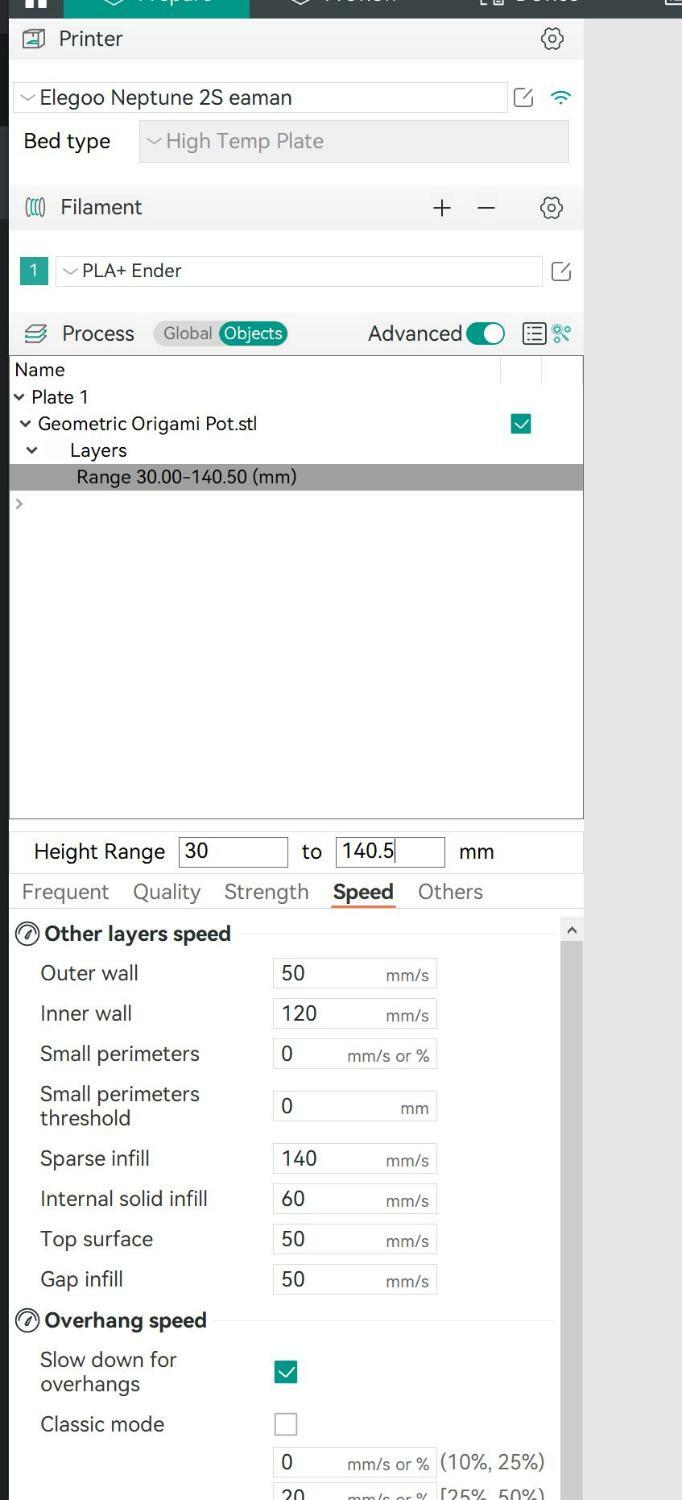
ciao a tutti e buon anno,
sapete se con Orca è possibile modificare la velocità di stampa a partire da un certo layer? vorrei che gli ultimi layer fossero stampati più lentamente, ma non ho trovato il modo di farlo, Orca permette di personalizzare il gcode, ma non so se esista un comando per ridurre la velocità di una certa %
-
4 ore fa, Killrob ha scritto:
i gradi e la scorrevolezza, quello temprato resiste meglio all'usura ma conduce molto male il calore ed è poco fluido per il passaggio del filamento sciolto, quindi si consiglia di stampare almeno 5° più del solito e con un 2,5-5% in più di flusso
ok capito, allora vincerò la pigrizia e cambierò l'hot end, tanto per adesso di caricato ho solo naylon + carbonio
4 ore fa, eaman ha scritto:Conta poi che quello normale dovrebbe costare molto meno (almeno con quelli vecchi tipo), se te sei uno che quando vede un problema di estrusione la prima cosa che fai e' sbatter via il nozzle...
Con quelli temprati la prima cosa da fare sara' asciugare il filamento 😛
Ma con i nozzle integrati nell'hotend i prezzi saranno simili...
in realtà la Qidi quando mi ha sostituito l'hot end mi ha mandato anche due nozzle rame/alluminio; sono andato a vedere sul loro sito e sono disponibili anche solo i nozzle, quelli rame/alluminio e acciaio temprato costano entrambi 25€ la coppia, neanche una fortuna tutto sommato
EDIT: e comunque ho comprato un asciugatore...
-
2
-


.png.b3c1f8e0f4a045ca7100494287caba36.png)

Stampante per prototipi funzionali (occasionalmente)
in La mia prima stampante 3D
Inviato · Modificato da lever63
ti metto foto e link del sito qui, se la compri sul sito ufficiale c'è sempre il 5% di sconto; le dimensioni sono generose 52X52X 60 di altezza (circa).
avevo una FBG5, ottima macchina; questa stampa con qualità migliore e mediamente con 1/3 o, su alcuni pezzi, 1/4 del tempo
secondo me l'aspetto plasticoso e un po' cheap non rendono giustizia alla stampante che invece trovo estremamente valida. Se devi fare dei prototipi anche la velocità è importante, e a parte TPU e PETG (che non ho ancora stampato), sugli la uso 200 o 250mm/s in sicurezza, ma le prove che ho fatto a 300mms sono comunque andate bene.
non è silenziosa, ma è in linea con tutte le stampanti veloci, non puoi tenerle in camera
quando arriva prova l'hot end per filamenti caricati, io ho avuto un problema, l'assistenza mi ha risposto nelle 24 ore e dopo meno di una settimana avevo il ricambio (non il nozzle, l'intero hod end); e mi hanno anche mandato un paio di nozzle di ricambio
ora ho 422h di stampa e, a parte errori miei, non mi ha mai dato problemi, ci ho stampato ABS, PC, ASA, Naylon, Naylon CF, PLA, PLA-LW
EDIT: dimenticavo, pesa parecchio più di 20 kg; l'autolivellamento funziona bene ma lo z-offset si regola "a mano" con il cartoncino in dotazione; io l'ho fatto una volta e non l'ho più toccato;