

lever63
-
Numero contenuti
321 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da lever63
-
-
Il 9/4/2023 at 10:12, michele79 ha scritto:
hai provato questo?: https://www.printables.com/it/model/261434-vase-mode-wing
è stampabile in spiral vase mode, non so se lo conosci già ma a me esalta questa tecnica.. io l'ho appena scoperto, avendo una struttura interna non ho visto deformazioni durante la stampa. ho fatto varie prove con cura5, il spiral vase però può impazzire per colpa credo della complessità del disegno, in tal caso ho risolto spostando il modello di 1 o 2 mm sul piatto oppure usando "modalità superficie" che però altera le dimensioni esterne del modello.
ciao

ciao Michele, grazie de passaggio! per stampare in vase mode l'STL deve essere generato da un progetto specificatamente pensato per avere una linea continua; avevo visto questo video, ho provato a seguirlo disegnando una sezione d'ala ed effettivamente lo stampa in vase mode; Curiosamente lo stello stl viene generato perfettamente da Cura mentre PrusaSlicer ha dei problemi.
Il modello che sto stampando non è disegnato per essere stampato in vase modie; la cosa strana è che l'STL ha dei rinforzi interni che in Cura vengono ignorati, mentre Prusa li genera tranquillamente; se riesco posto un paio di scatti con la differenza tra i due Gcode
-
ho scoperto il problema, e non era nei parametri... il pezzo è disegnato con dei rinforzi interni ma Cura 5.3 per qualche motivo li ignora! li ho rifatti con Prusaslicer e ora stanno venendo bene.
-
 3
3
-
-
provato a stampare a 210° con piatto a 70°, poi ho anche provato ad incrementare il flow del 1* strato per rendere più robusto il brim. Niente da fare, il pezzo "spancia" verso l'interno nei primi 15 mm, poi recupera e vien su bello dritto.
Manca ancora la prova della lacca, non l'ho mai usata e non ce l'ho in casa, proverò nel w.e.
-
16 minuti fa, FoNzY ha scritto:
secondo me è warping, qualche grado in piu', un po' di lacca in piu' e un po' meno ventola e risolvi, lo fanno a anche a me gli aerei risolvo facendo cosi'
16 minuti fa, dnasini ha scritto:mmm io il pla+ lo stampo a 215C, prova ad alzare la temperatura per capire se migliora
grazie a tutti e due per il passaggio, provo ad alzare la temperatura del piatto e del filamento, e ad abbassare la ventola; la lacca non l'ho mai usata, la tengo come prossima possibilità;
-
4 minuti fa, Cubo ha scritto:
Materiale?
pla+
-
ho già fatto un po' di stampe con un solo perimetro, ma questo problema mi si presenta solo ora; è un pezzo abbastanza grande e come vedete i primi layer si "imbarcano" verso l'interno poi riprende normale, ma essendo un profilo alare il pezzo è da buttare.
uso una FBG5, per questo pezzo ho usato Cura; temperatura 205, piatto 60, flusso 100%, ventola 100%, velocità 40; messo anche il brim ma come vedete quando inizia ad imbarcare strappa anche il brim.
ho provato anche con temperatura piatto 50, e con ventola spenta ma non è cambiato nulla; cosa sto sbagliando?

-
4 ore fa, Cubo ha scritto:
Però è col pla normale
vero, prove e metodo però li ho trovati interessanti, il PETG ha alcune caratteristiche specifiche, ma se non servono per me meglio il PLA+
-
1
-
-
ho trovato anche questa comparativa:
-
14 ore fa, Cubo ha scritto:
Ti ricordi la marca del petg?
Più flessibile ed elastico del pla+ è l esatto opposto della mia esperienza 😅 (petg e pla+ sunlu)
Anche io sunlu per entrambi. Ho fatto il carrello di un aeromodello in pla+ e si spezzava facilmente, in petg invece era più elastico e si è rotto solo quando ho sbriciolato tutto il modello con una manovra azzardata
Comunque lo uso abbastanza poco, solo per qualche pezzo particolare, per esempio l'attacco dei motori che anche se elettrici possono scaldare oltre i 70°
-
1
-
-
nella mia (piccola) esperienza personale il PETG resiste meglio alle alte temperature, non necessariamente più robusto ma più flessibile ed elastico del PLA+, e a parte un po' di tuning non richiede particolari accortezze di stampa (se si sopporta un po' di stringing).
-
io si, ho stampato alcuni pezzi delle ali in pla lw, ma gli incastri non coincidono benissimo perchè il materiale "gonfia"; magari è solo un problema mio ma altri modelli disegnati principalmente per essere stampati in LW non mi hanno dato questi problemi. l'ho anche stampato in pla+ ma era troppo pesante di coda, alla fine per bilanciarlo c'erano più piombi che aereo.
dei loro modelli il joker è quello che mi è piaciuto di più, al campo un amico ne ha fatti altri e direi volano tutti bene, ma io sono l'unico ad usare il pla LW.
se vuoi provare un modello gratuito, Eclipson ne ha pubblicato uno, l'ho stampato il LW e non ho avuto problemi con gli incastri
-
la uso da quasi due anni ed è una buona stampante, una volta livellato bene il piatto non l'ho praticamente più toccata. magari sta ferma un mese, poi ci metto il filamento e stampa sempre con la stessa qualità (a meno che non sbagli io i parametri di stampa!). Ho avuto un unico problema con la scheda, sostituita in garanzia. Se la stai ancora montando fai attenzione al passaggio delle barre che sostengono il piatto, dal video è poco evidente ma è essenziale capire come vanno fissate alla parte superiore.
-
1
-
-
io uso mks con la FBG5, che ha il modulo wifi nativo, non è stabilissimo ma la maggior parte delle volte funziona; potresti fare (se ancora non l'hai fatto) qualche prova, magari banale ma poco impegnativa, tipo usare una SD appena formattata, usare un nome di file "corto" e non presente sulla sd...
nella scheda "monitor" di cura hai alcune opzioni come vedere e cancellare i files sulla SD, e puoi anche mandare in stampa un gcode presente sul PC, puoi fare qualche prova almeno per circoscrivere il problema
-
1
-
-
15 ore fa, FoNzY ha scritto:
si, modello per il volo. eclipson black wing
e qui avrei molto da raccontare.... versione breve: form futura mattpla aircraft grey camouflage.
versione lunga:
questa linea di filamenti "mattpla" per stamparci aereomodelli in ambito "militare" offre le piu' belle colorazioni possibili, ho provato 2 grigi ed il nero stealth e come colorazioni sono una bomba atomica.(oltre al punto di colore in se', hanno dei riflessi ed una profondita' incomparabile agli altri filamenti) se hai la stampante buona sembra rivestito in monokote (tutte le coperture per me si chiamano monokote, consideralo come "film generico di rivestimento"😅)
purtroppo sono piu' abrasivi della soda caustica e anche se formfutura non lo dice l'ugello da 0,4 campa si e no 2ore di stampa poi si intasa e non riesci piu' a stapparlo(me ne ha fatti fuori almeno 4, anche se li stappi non ritornano a funzionare) inoltre il filamento ha 0 elasticita' e si spezza appena lo guardi storto..e costano parecchio...
a sinistra il black stealth a destra un pla opaco.
considera che il mattpla è anche coperto di olio ma comunque la profondita' (secondo m) del colore è netta
gli eclipson non li ho mai provati, sono disegnati bene?
sono andato a curiosare il materiale, costa come il pla-lw ma non ha la stessa resa... però hai ragione, ho visto qualche realizzazione, soprattutto con il black l'effetto è notevole;
PS: magari facci vedere il risultato finale 🙂
-
1
-
-
conosco solo (da amatore non da esperto) Freecad e Fusion360 e arrotondare o smussare gli spigoli sono operazioni standard molto semplici; quello che potrebbe essere più difficile è disegnare il tracciato 2d, dipende dalla complessità. Entrambi i sw non sono semplicissimi, ma con qualche tutorial e in po' di prove si arriva a livello di sopravvivenza.
Forse, ma qui mi fermo, puoi esportare il disegno 2d fatto con thinkerpad in un formato compatibile per uno dei due SW, in questo caso l'estrusione e lo smusso sarebbero banali
-
2
-
 1
1
-
-
22 ore fa, FoNzY ha scritto:
devo stampare un aereo ad 1 singolo perimetro con il 0,6 aggiungo almeno un 30-50% in piu' di peso facendo linee da 0,6...
non posso essere d'aiuto, ma seguo con interesse; solo una curiosità, si tratta di un modello per il volo, non statico, vero? che filamento stai utilizzando?
-
Il 11/2/2023 at 18:57, dnasini ha scritto:
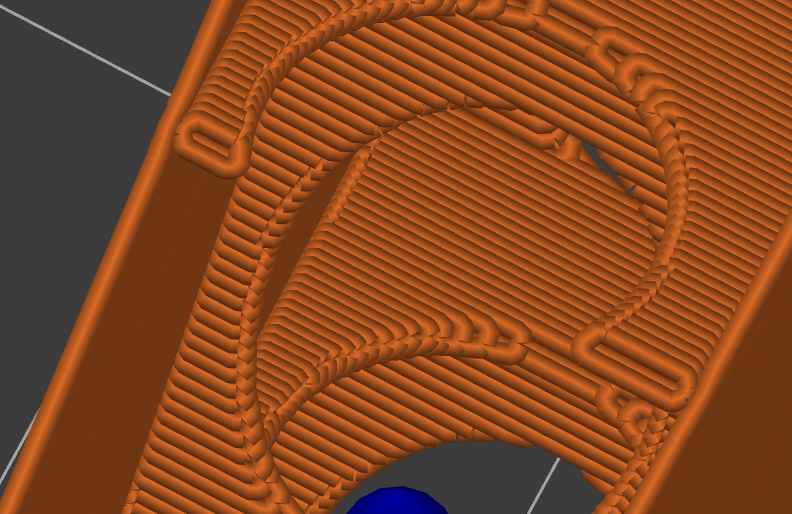
se quei buchi sono in corrispondenza di un travel con retrazione, prova a verificare se hai il coasting attivato e a che valore. Il coasting aiuta compensando la perdita di pressione nel nozzle sui cambi di direzione e sui travel. Ho avuto un problema di questo tipo e diminuendo retrazione e abilitando coasting ci ho messo una pezza
scusa non avevo visto la risposta; il coasting è un parametro di simplify giusto? mi sembra ci sia qualcosa in Cura, mentre in prusaslicer non saprei, vado a cercare info.
adesso il problema sembrerebbe rientrato, ero basso sul piano e non riusciva ad estrudere instando il nozzle; alzato l'offset, passato 'ago nel nozzle e fatto uscire un po di materiale a 240°, ha fatto una stampa accettabile.
Poi ho rivisto il disegno in base ad un tutorial per stamparlo in vase mode; provato sia pla+ che plalw entrambi (quasi) perfett!
-
1
-
-
2 ore fa, Cubo ha scritto:
Proverei a cambiare nozzle se ne hai un altro a portata di mano, aumentare la temperatura, rallentare la velocità.
Sono tutte cose che dovrebbero aiutare con le sottoestrusioni che hai.
Il flusso a 0,2x0,45x60 non è elevato di per sé, quindi sospetterei prima di tutto del nozzle magari mezzo intasato, o della temperatura insufficiente 🤔
Provo prima la velocità poi cambiato il nozzle
1 ora fa, il_cosmo ha scritto:Non foglio farmi maestro... lungi da me... ma credo tu stia confondendo gli "step/mm" con il flusso.
Spero di non ingenerare confusione ma: gli step/mm che citiamo spesso sono relativi all'estrusore, ovvero alla calibrazione del motore che spinge il filamento nell'hot end; tralasciando i settaggi degli step/mm per i tre assi. Mentre per flusso va inteso il parametro che deve essere configurato a ogni cambio di filamento ed è proprio di ogni filamento.
Prego i più esperti di me di smentirmi o confermare.
Ovviamente, anche senza nulla togliere alla possibilità prospettata del nozzle intasato anche solo parzialmente.
Si hai ragione, sono due cose diverse, quello che mi manda ai matti è che con le stesse impostazioni la prima è venuta più che accettabile le altre da spazzatura...😕
-
1 ora fa, Killrob ha scritto:
devi provare disabilitando la retrazione
Peggio...
-
1 ora fa, il_cosmo ha scritto:
Sarà scontato ma sembrerebbe un problema di flusso... soprattutto a valle delle mie ultime vicissitudini...
Personalmente, verificherei in primis se la calibrazione del flusso sia corretta.
ciao Cosmo , grazie del passaggio, credo sia quello ma non dipende dagli step/mm; in effetti la Q5 mi da qualche problema perchè si sporca sempre l'ingranaggio e il filamento slitta, ma questa volta l'ho pulito poi ho provato gli step/mm prima di stampare ed erano corretti; il primo pezzo è venuto bene a parte le cicatrici le pareti sono lisce e i layer regolari.
50 minuti fa, Killrob ha scritto:devi provare disabilitando la retrazione
provo, dentro verrà una schifezza ma un problema per volta
-
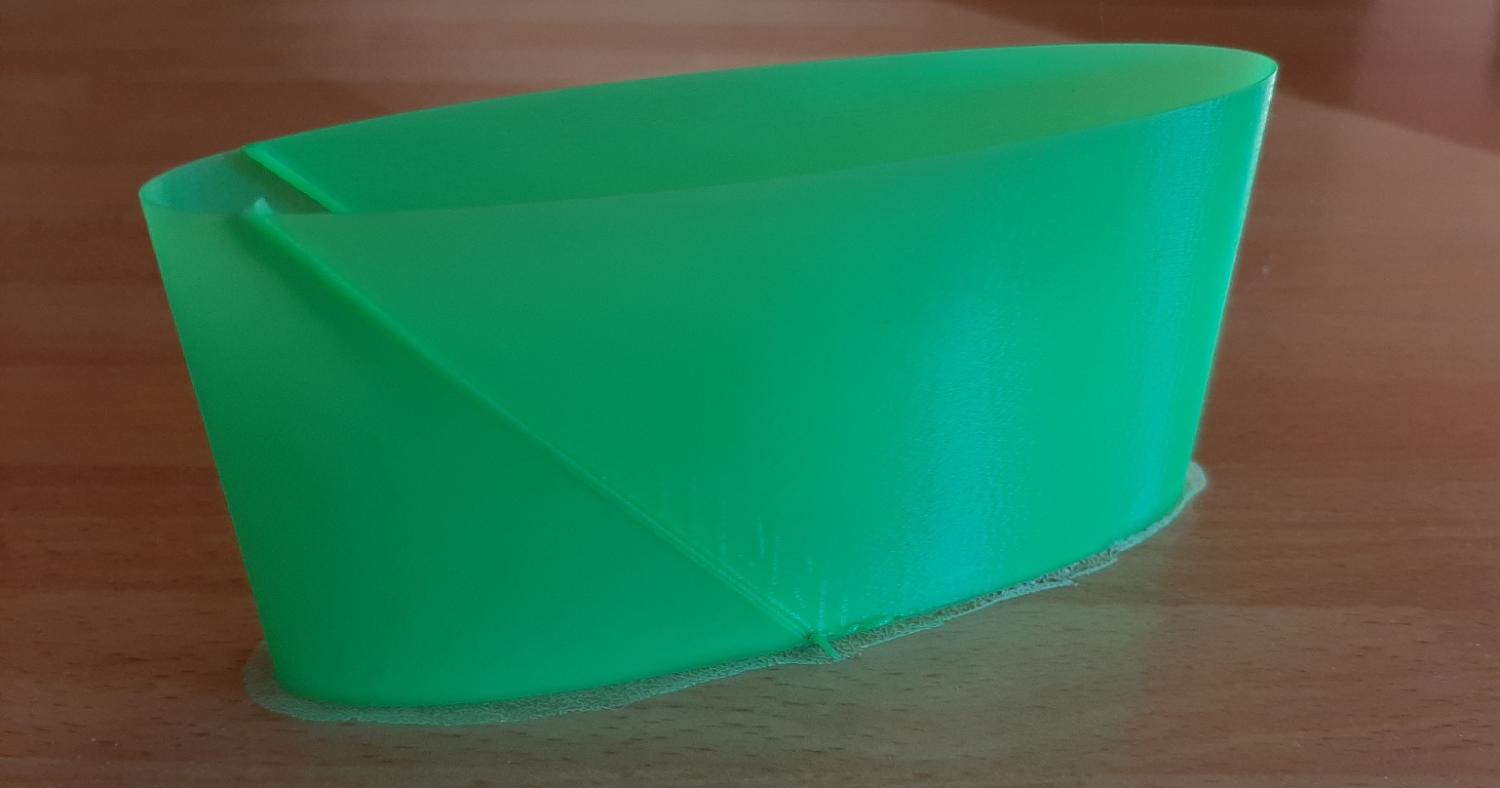
sto facendo qualche prova per disegnare pezzi con un rinforzo interno, il mio obiettivo è stampare un'ala di un modello 3d; ho fatto una prova semplice e come si vede dalla prima foto la superficie è uniforme, la cicatrice dipende dal disegno e dovei aver risolto. Quando invece ho provato a stampare una sezione dell'ala, sono usciti tutti quei buchi che si vedono nella seconda foto; la prima prova fatta era ancora peggiore, ho ridotto la retrazione ed è un po' migliorata ma l'interno non si può guardare... visto il primo pezzo non so se il problema sia davvero nella stampante... qualche consiglio?
pla+
altezza 0,2mm
larghezza 0,45
temperatura 210
velocità 60 (50% pareti)
-
Il 6/2/2023 at 21:54, FoNzY ha scritto:
è una soluzione adottata da molti disegnatori di aeroplani, l'unica pecca è che il trucco funziona solo con simplify, se usi cura ti stampa i pezzi staccati
ho rifatto il disegno lasciando uno spazio tra il rinforzo e il guscio, e ho usato Prusa slicer, ha funzionato; a parte i problemi di stampa (per cui aprirò un altro post) nella parte posteriore che ha stampato bene le cicatrici non ci sono, si sentono appena al tatto
-
2
-
-
6 ore fa, il_cosmo ha scritto:
@Truck64 hai perfettamente ragione ma, nella versione (evidentemente datata) utilizzata da me, la funzione che tu dici serviva solo a fare il foro da filettare in un secondo momento. 🤷♂️
Adesso, ho tirato giù ed installato la versione 0.20.1 e funziona alla grande senza ulteriori smardornamenti.
Grazie infinite. Come solito la soluzione era dietro l'angolo ma non riuscivo a vederla. 🙂
@lever63 ho tenuto in dovuta considerazione anche il passaggio a Fusion360 ma non sembrerebbe supportato nella versione di SO che monta il computer (Mac).
se il mac è moooolto datato probabilmente non gira, il mio ha circa 10 anni aggiornato a Big Sur 11.7.3 e gira sufficientemente fluido; però se ti trovi bene con FreeCad e hai risolto non hai motivo di cambiare 😀
-
1
-
-
ciao, non so aiutardi direttamente ma anche io ho cominciato con freecad, avevo provato fastener ma poi sono passato a fusion360, anch'esso gratuito per uso personale e dopo essermi fatto un po' le ossa su freecad ne ho apprezzato ancora di più le funzionalità. La curva di apprendimento arrivando da freecad non è così ripida e se ho capito bene cosa devi fare una volta presa dimestichezza con i comandi principali è una cosa che fai in minuti.
-
1
-











Bobine vuote, cosa ne fate
in Off-Topic in generale
Inviato
io alcune le ho usate per avvolgerci le luci di Natale. Poi se possibile compro solo più i filler o le bobine in cartone