

lever63
-
Numero contenuti
321 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da lever63
-
-
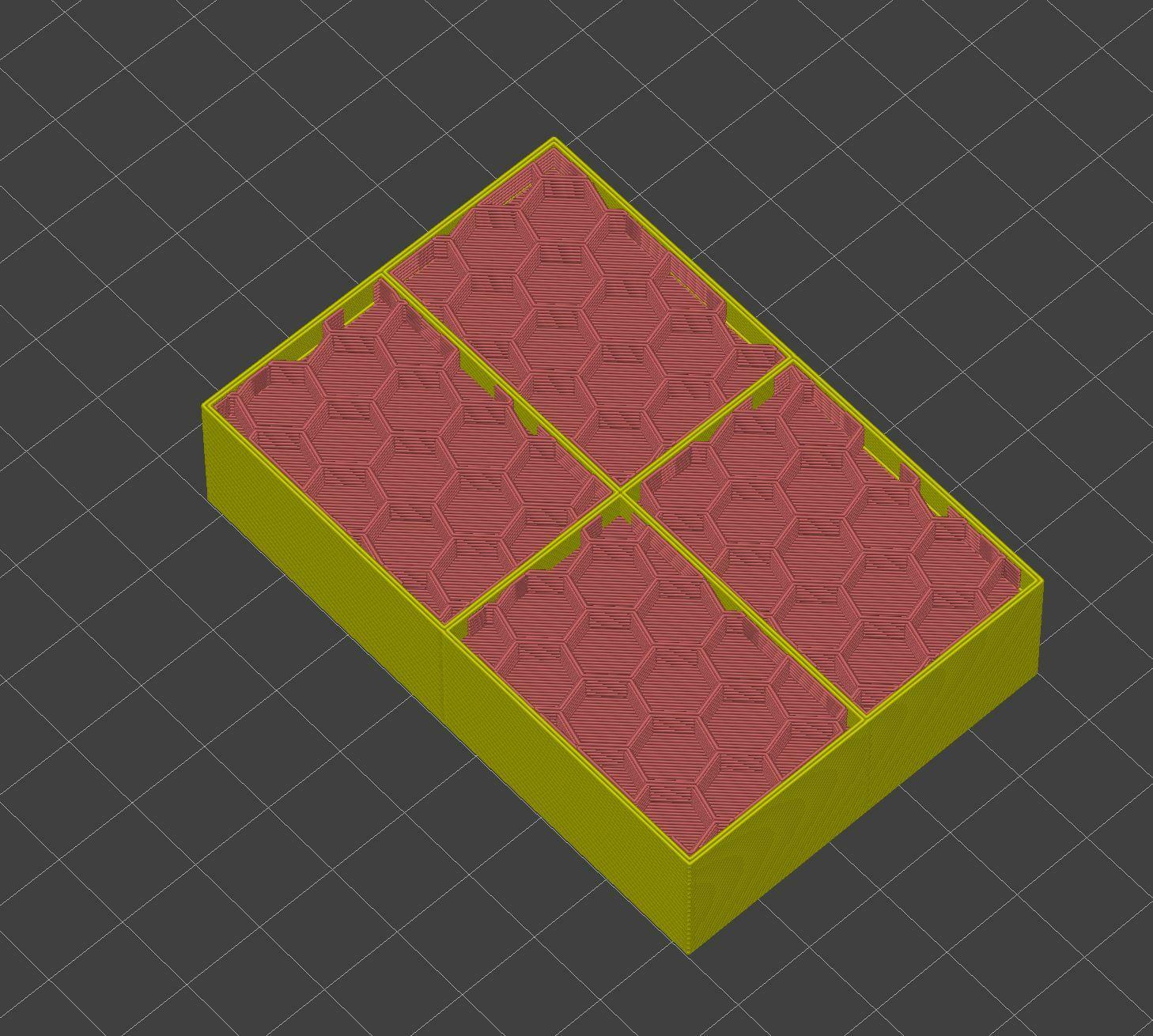
probabilmente lo avete già visto tutti, ma qui c'è la seconda parte del test di CNC, dove prova la resistenza alla pressione dei diversi tipi di infill:
-
16 minuti fa, eaman ha scritto:
Ma non fai prima a inserire dentro l'ala un "tubo quadro" in depron? Altrimenti dei listelli in carbonio, per quanto immagino che fino a ~meta' ala avari comunque un tubo in carbonio.
si un tubo in carbonio c'è praticamente sempre, ma usando il pla-LW con un singolo perimetro occorre dare comunque una struttura che ovviamente per un'ala deve essere interna (in realtà anche per il PLA ci vuole un minimo di stuttura); in questo caso si può usare l'infill (che con il lw fa un sacco di stringhe) oppure "disegnare" i rinforzi, con il vantaggio che si può sfruttare il vase mode.
-
 1
1
-
-
Il 24/4/2024 at 13:41, eaman ha scritto:
Be' se non fai almeno 3 estrusioni contigue non vedo come possa essere compresso. Se fai 3 pareti di infill lo chiamiamo sempre infill o diventa webbing?
A parte il fatto che le pareti esterne le puoi fare anche di 4-5 se vuoi resistenza.
grazie per il video, me lo ero perso; se ho capito bene aumentare le pareti è più efficiente come rapporto tra peso e resistenza.
Io avevo in mente questo video, in cui di fatto il rinforzo è ottenuto con l'equivalente dell'infill, anche se in questo caso con una progettazione mirata alla stampa in vase mode.
-
Il 22/4/2024 at 19:21, eaman ha scritto:
L'infill non e' neanche contiguo, non sono estrusioni spiaccicate una contro l'altra e sono tipicamente sottoestruse. Nervature, webbing: potete farle anche interne

ma l'infill si può fare contiguo e non sottoestruso, giusto? Aggiunge rigidità al pezzo (che con le sole parteti sarebbe fragile), rigidità che impedisce alle pareti di deformarsi.
-
12 minuti fa, eaman ha scritto:
L'infill non ha funzione strutturale, serve a sostenere il top layer.
Se vuoi resistenza servono perimetri, le nervature avrebbero senso.
per curiosità (anche io ne so poco di progettazione); pensavo che l'infill al 100% non servisse, ma un unfill non pieno e con l'opportuna trama rendesse l'oggetto più robusto; in pratica dovrebbe avere lo stesso ruolo delle nervature, ma interno.
poi quelle esterne aggiungono naturalmente resistenza.
-
1
-
-
no, non è normale, io ho la plus 3 e le poche stampe fallite sono state a causa mia. Ma una stampante così deve avere risultati consistenti, strano che l'assistenza non abbia risolto, anche perchè per quel poco che ne posso capire sembra un problema meccanico o di temperature, non di FW.
PS: è vero, il piatto è lento a scaldare, forse è l'unico vero difetto che ho trovato
-
a 500 niente, è la velocità di spostamento senza estrusione; con materiale giusto e pezzo giusto (e magari con una core xy) si può stampare senza perdita di qualità a 250/300 mm/s
-
2
-
-
alcuni slicer (Orca di sicuro) hanno parametri per gestire la dimensione dei fori sui due assi x e y; però non li ho mai provati, di solito uso i due metodi che avete descritto: su pezzi disegnati dai me aumento il raggio, sugli altri ripasso dopo la stampa.
-
1
-
-
mi è successa una cosa simile, in quel caso però l'errore era vero, l'hot end non scaldava. Credo sia un controllo che verifica che la temperatura sia raggiunta in un certo intervallo di tempo: questo spiegherebbe perchè se fai due passaggi funziona, se vai subito a 260° dà errore;
può darsi che si sia modo di modificare l'intervallo, ma le mie scarse conoscenze non arrivano a tanto...
-
se pensi che ti serva AMS prendilo in bundle e risparmi 120€ circa (che non è poco) e paghi il tutto 440€
Però se pensi che non lo userai o spendi 275 per la sola stampante (che ci sta) oppure per 440€ ci sono alternative interessanti (sempre monofilamento)
poi se vuoi bambulab la scelta è facile
-
dovrebbe essere una delle più semplici, anche se ormai quasi tutte le nuove stampanti stampano già bene "fuori dalla scatola"
AMS secondo me puoi valutarlo in seguito se hai necessità di fare stampe multifilamento.
forse l'unica cosa a cui fare attenzione è la dimensione del piatto, quello è un vero limite: se vuoi stampare qualcosa che non ci sta, non hai opzioni, non lo stampi e basta...
-
Il 29/3/2024 at 12:16, Mrgallor ha scritto:
Se provo a stampare direttamente con il wifi da cura mi esce questo errore
per il wifi con Cura devi installare il plugin MKS, esci e rientri e in "gestione stampanti" dovresti trovarti una voce in più dove puoi inserire l'IP della stampante
-
1
-
-
Ciao a tutti,
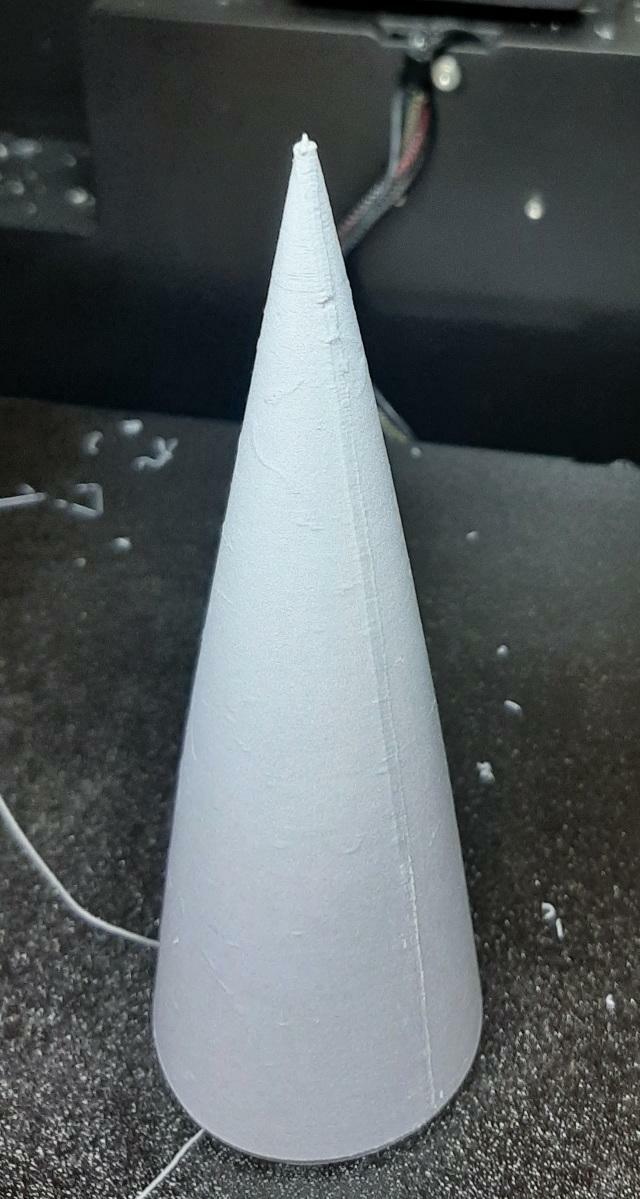
Il prezzo che metto in foto è solo una parte, fino a un certo punto la stampa è perfetta, poi inizia quel bubbone...
Materiale pla-lw
Stampante qidix-plus
temp 240
vel 86mm/s
Avevo già avuto un problema simile con la 5cucitura, ora la cucitura è a posto, ma il prezzo non si può guardare...
lo stamperò con la q5 che per qualche motivo con Cura non mi dà questi problemi, ma Cura non ha i profili per la qidi, mi piacerebbe risolverlo anche con orca+qidi
.

-
Dovrebbe essere stata rilasciata nella release 2.0, che ora è disponibile in beta rc. Io comunque aspetto il rilascio della versione ufficiale
-
1
-
-
ho letto che vuoi usarle in casa; le stampanti veloci (e quelle che hai indicato lo sono compresa la Q1 che ti hanno suggerito) sono molto rumorose, valuta bene di avere una stanza abbastanza isolata
poi dipende da cosa vuoi dire smanettare: fare upgrade sulla stampante o stampare cose che disegni tu e smanettare con cad e slicer; per la prima opzione Bambulab non è adatta perchè non si può (poi ci sono firmware "open" ma meno che ufficiali), Qidi neanche, non c'è molto da modificare.
-
1
-
-
puoi provare la tecnica usata per disegnare vasi; questo uno dei video
chein cui ne parlano-
1
-
-
sono iscritto alla newsletter, è uscito un nuovo modello; le caratteristiche sembrano interessanti, soprattutto rapportate al prezzo. Su youtube cominciano a girare le prime recensioni, ma non le ho ancora guardate
https://qidi3d.com/products/q1-pro-3d-printer?variant=42346226647180
-
1
-
-
Il 2/3/2024 at 13:49, eaman ha scritto:
Avevi provato a stamparne piu' alla volta, oppure a stamparlo assieme a qualcos'altro di piu' grosso?
no no uno per volta, lo stringing è inevitabile, stampare più oggetti vengono uno schifo; di quel pezzo però ne sono venuto più o meno a capo; un paio di pezzi più piccoli mi sono arreso e li ho fatti con la flsun Q5
in parte però dipende anche dal progetto, i pezzi di un altro modello li ho stampati perfettamente a 120mm/s senza problemi, ma erano in vase mode
-
1
-
-
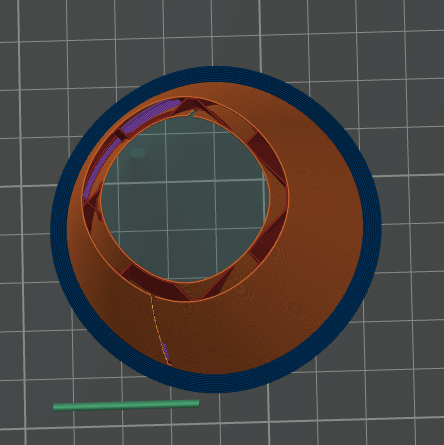
42 minuti fa, Cubo ha scritto:
E' il varioshore per caso ?
Potrebbe essere anche che rallentando il tempo dei layer a "causa" el minimum dlayer time il filamento abbia molto più tempo per scaldarsi ed aumentare il volume sovraestrudendo sempre di più.
Non saprei come risolvere la cosa però 😕 Forse mettendo un modificatore sulla punta per ridurre il flusso solo li...
potrebbe benissimo essere quello, è un parametro di cui mi ero dimenticato... in effetti su pezzi più grandi non mi da problemi. su una circonferenza piccola si ferma ma il materiale continua ad uscire
-
1
-
-
questo materiale si espande con il calore, a 240 gradi raddoppia di volume (più o meno) così ho lavorato anche sul materiale;
principalmente su flusso, ridotto da 0,55, a 0,52 e sulla retrazione, attivandola sullo z-hop e al cambio layer, e aumentando la velocità a 40mm/s; sulla cucitura ho messo 1mm di fessura, 30% velocità di pulizia (questo non sono sicuro sia servito)
la prova sugli ultimi 3 cm è andata bene, o meglio accettabile, ora sto provando la stampa completa, sembrerebbe che anche dove la circonferenza è più larga stia venendo bene, regge i 100mm/s
-
1
-
-
11 minuti fa, eaman ha scritto:
Ma se te solo quel pezzo lo fai in PLA+ normale che si fa anche in vase mode?
in realtà non è disegnato per il vase mode ha due pareti e infill 5%; in PLA non ho provato, credo però che verrebbe bene ma deve essere in LW;
PS: la foto è solo dei 3 cm della punta
-
1
-
-
Non perfetto ma accettabile con un po' di lavoro. Ora vedo se non mi crea problemi nella parte più larga
-
12 ore fa, eaman ha scritto:
Puoi provare a stampare prima i perimetri esterni, oppure a stamparne 2 alla volta.
1 ora fa, dnasini ha scritto:Io con la mia stampante (e Orca) avevo un problema di layer piu' "cicciotto" ad intervalli regolari. L'ho compensato impostando la stampa dei perimetri con la sequenza Outer-Inner-Infill, puoi fare anche questa prova
vedendo il pezzo, te ne dovresti gia' accorgere a meta' stampa se queste soluzioni hanno effetto o meno
grazie a entrambi dei suggerimenti, questa sera (e nel we, viste le previsioni) avrò tempo di provare; pensavo di stampare solo gli ultimi due o 3 cm, dove il difetto è più rilevante
-
1
-
-
Articolo di Wired:
https://www.wired.it/article/stampanti-3d-anycubic-problemi-hacker/
Magari è una bufala, ma Wired si solito è affidabile

.jpg.e3bdf6e3b921ef51135b069d1a9a3c94.jpg)


Estrusore che sfrega sul riempimento
in Problemi generici o di qualità di stampa
Inviato
indipendentemente dallo slicer, ogni oggetto richiede un po' di tuning nei parametri:
generali: velocità, temperatura, temperatura piatto
dipendono principalmente dal materiale, se sbagli questi, la stampa non esce, o esce male
qualità/resistenza: pareti, layer superiori e inferiori, infill, altezza layer, supporti
questi dipendono dalla destinazione d'uso dell'oggetto
aderenza: brim, raft
in base al pezzo e/o al materiale può essere facoltativo o indispensabile
sto semplificando molto, non esistono regole da applicare "no brain" (e i parametri non hanno una sola destinazione, per es. la velocità può influire anche sulla qualità), ma come guida generale per ogni oggetto è necessario verificare al minimo questi parametri e nel caso modificare quelli necessari.