

lever63
-
Numero contenuti
321 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da lever63
-
-
si si 600mm/s sono solo luccicanti,mi accontenterei di 250/300 mm/s, ridurrei i tempi di stampa a 1/5 circa. sia la FBG5 che la Q5 sono "lisce" (a parte il capricorn), non sono uno smanettone; magari il FW della FBG5 lo vado a vedere, ha una buona meccanica ma senza accellerometro e input shaper/resonance compensation non credo possa avere un miglioramento così drastico
-
da quando ho cominciato a stampare in 3d l'evoluzione maggiore che ho notato (probabilmente perchè è quella che mi interessa di più) e l'aumento drastico delle velocità di stampa; la mia FBG5 stampa bene, ma a 50/60 mm/s, la Q5 un po' più veloce ma di poco. Al netto di decidere ancora quale sostituire, mi sta venendo la scimmia di fare un upgrade e passare ad una stampante veloce, possibilmente coreXY.
nella fascia di prezzo che ho ipotizzato ho tre opzioni, tutte hanno alta velocità e un piano di stampa più che adeguato alle mie necessità:
- Bambu LAB P1S (767€)
- Creality K1 (539€-559€)
- QIDI tech plus 3 (699€)mi sto guardando un sacco di recensioni, ma vanno prese sempre con le pinze;
il primo dubbio vale per tutte e 3: sono tutte a 600mm/s (un po' meno la Bambu); so che sono velocità teoriche, su tutte infatti dichiarano velocità utilizzabili tra i 250/300 mm/sm che comunque sarebbe sempre 5 o 6 volte più veloce. Sono velocità che garantiscono una qualità accettabile?
poi qualche dubbio sulle singole, sia per la qualità/velocità effettive, ma anche per qualche caratteristica secondaria (schermo, connettività, autoleveling etc)
Bambu
- è così efficiente solo con i filamenti proprietari? la politica dell'ecosistema chiuso (stile apple) è efficiente ma mi piace poco. Lo schermo è veramente basic; non so se il settaggio di Z sia automatico o manualecreality
- ha le dimensioni del piano di stampa standard ma mi dovrebbe bastare; non so però se monta clipper o se ha un firmware proprietario; credo che il setup di Z sia automatico
- prezzo molto aggressivo, può significare una minore qualità generale?qidi tech
- decisamente ingombrante
- viene fornito un secondo uggello per materiali ad alte temperature
- la sezione connettività è molto basic, simile a quella della FBG5 con modulo MKS di cura, ingombrante e con il settaggio di Z manuale (solito foglio di carta/spessimetro) prima di fare il livellamento
se qualcuno di voi ha queste stampanti mi può dare qualche dritta?
PS: stampo prevalentemente PLA, PLALW e PETG, ma ogni tanto avrei bisogno di materiali meccanicamente più resistenti e/o più resistenti alle alte temperature (100°-120° max)
-
stampo PETG su PEI con la Q5 e direttamente sul piatto della FBG5, generalmente pezzi piccoli o medi; non ho mai avuto il problema della troppa adesione, però per il primo strato alzo un po' lo Z per non schiacciarlo troppo
-
 1
1
-
-
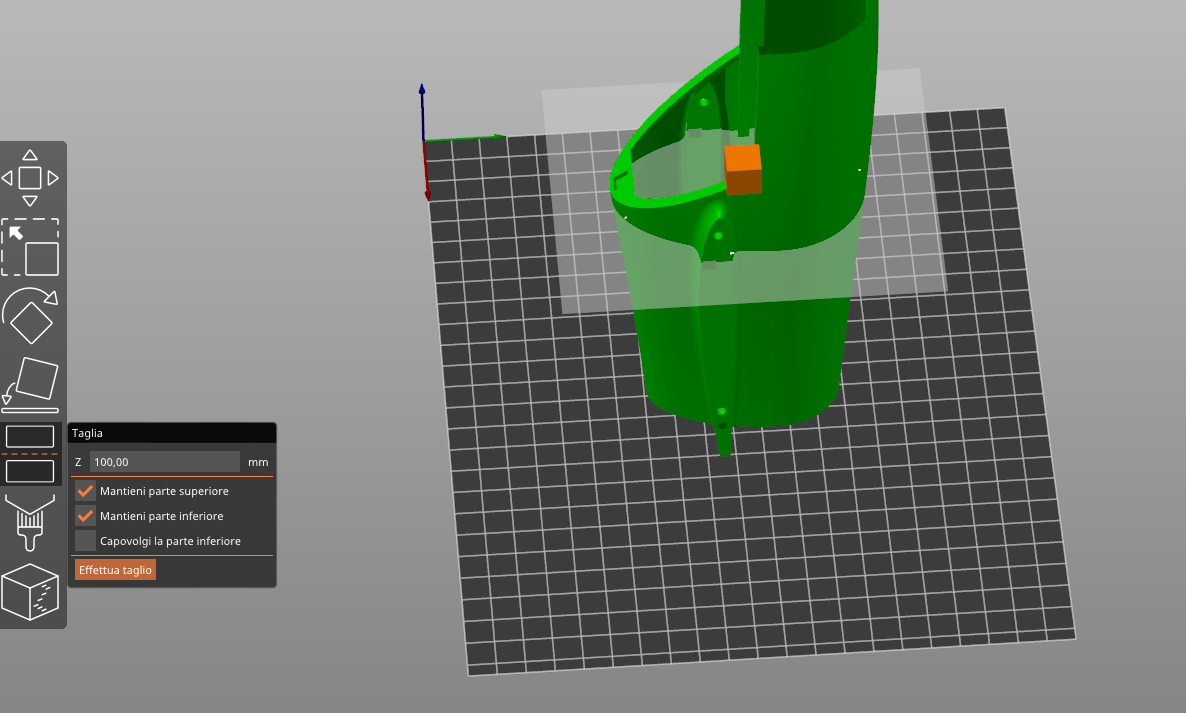
Avevo già apprezzato prusa slicer per la funzione di divisione dei pezzi, questa mi sembra un'altra funzione interessante, qualcuno l'ha già provata?
-
1
-
-
nel lontano giugno 2022 avevo segnalato (credo per primo) la bambu lab, che aveva dei dati di targa decisamente interessanti; direi che ha mantenuto le promesse!
La magneto X promette di fare un altro passo in avanti, come tecnologia e velocità; chissà se sarà la nuova banbu lab?
https://peopoly.net/products/magneto-x
-
3
-
 1
1
-
-
nella mia piccola esperienza ho notato che la differenza principale tra le stampanti da hobbisti non è tanto la qualità di stampa che si raggiunge con un po' di esperienza, ma la resilienza della stampante; ho una ormai vecchia FBG5, che rispetto a quelle attuali è molto lenta, ma a parte il cambio dei consumabili (finora 1ptfe e 2 nozzle) ha ormai tantissime ore di stampa e non mi ha mai dato problemi, non è neanche mai stato necessario ri-livellare il piatto. può stare spenta un paio di settimane, poi ci metto il filamento, lancio la stampa e fine; per contro la Q5, pur stampando anche lei bene, ogni tanto sballa qualche stampa, niente di grave ma una seccatura.
é però una caratteristica che non emerge dalle recensioni, ma si scopre dopo un po' di tempo.
-
4
-
-
ogni stampante è un po' diversa (o meglio i sensori non sono così uguali e precisi); prova una temp tower con un intervallo più basso (per es. 210-235), se vedi che stampa bene e i layer sono ben attaccati non hai bisogno di salire di temperatura
PS: io il petg lo stampo tra i 215 e i 220 sia sulla FBG5 che sulla Q5
-
2
-
-
si anche io ho avuto un problema con un pezzo per cui nè cura nè prusa riuscivano a generare il gcode corretto, alla fine me lo sono fatto fare da un amico con simplify.
in sintesi, l'unica soluzione è familiarizzare con almeno un paio di slicer così da avere sempre un "piano B"
-
3
-
-
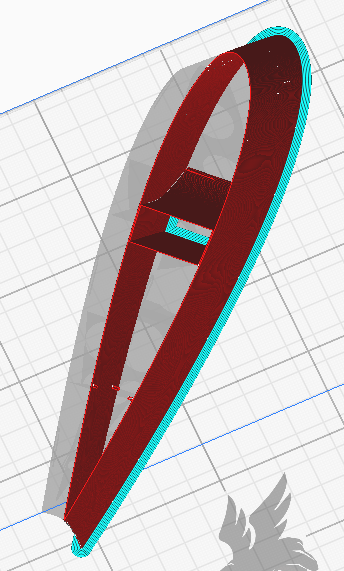
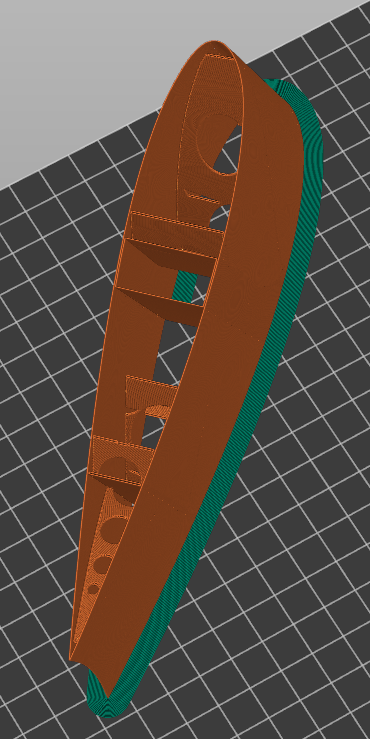
ciao a tutti,
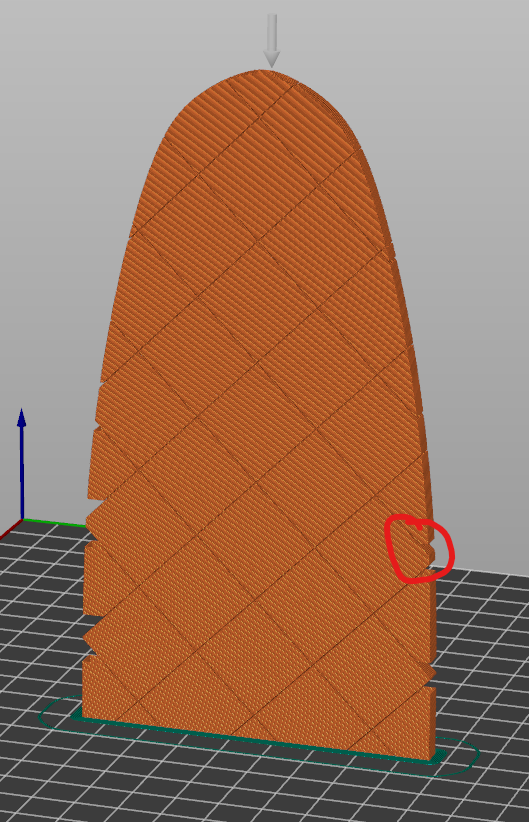
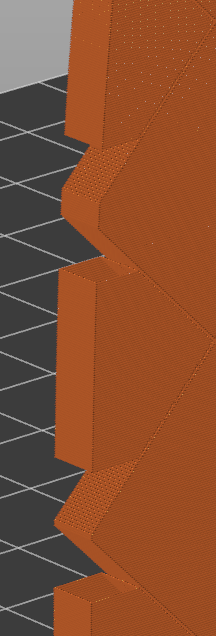
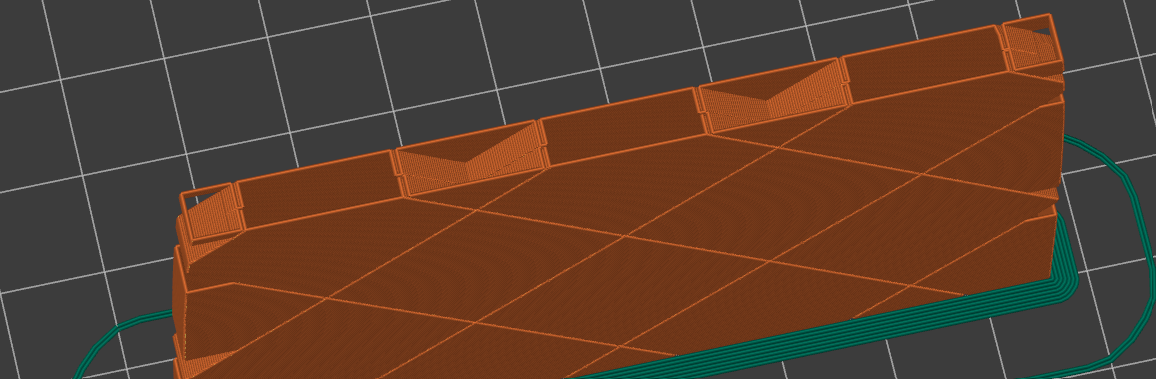
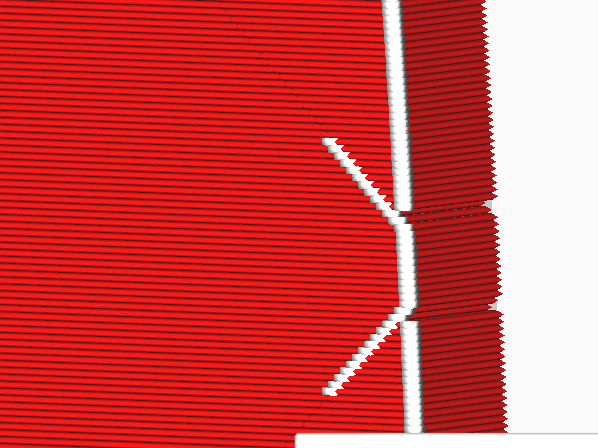
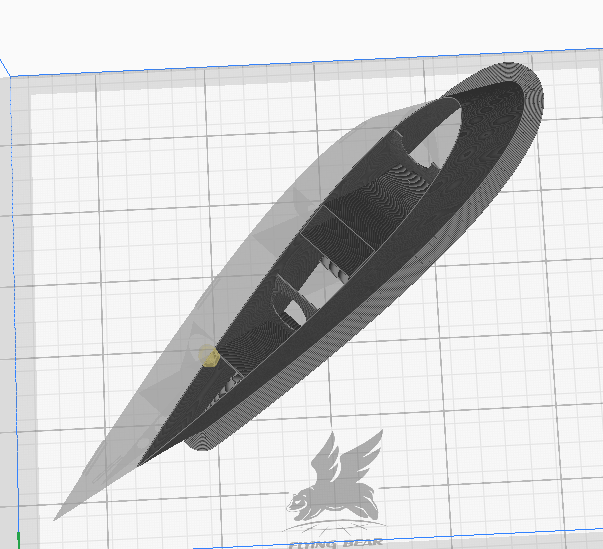
ho disegnato un particolare con fusion360, in modo che possa essere stampato senza retrazione; però quando preparo il gcode con prusa e con cura ottengo risultati diversi, in particolare prusa sembra avere problemi.
Per prusa ho usato il vase mode, per cura l'equivalente surface.
in entrambi i casi la stampa viene perfetta, veloce e senza retrazione, ma quella di prusa ha quei vuoti che ho evidenziato; vi allego lo slicing di prusa e quello di cura; a qualcuno di voi è già capitato? cosa posso correggere in prusa?

-
 1
1
-
-
1 ora fa, dnasini ha scritto:
mmm qui mi cogli impreparato, nello specifico nn conosco la tua stampante quindi forse sarebbe meglio attendere chi ha lo stesso modello per capire come procedere con il livellamento 😕
Non si livella a mano nel senso che non è un livellamento meccanico, ma una volta fatta la compensazione si deve alzare/abbassare il nozzle dal piatto con i comandi dal touch screen (a passi di 0,1 o ,05 mm) con la classica prova del foglio (o spessimetro) e poi memorizzare. diciamo cè non è manuale ma servoassistita!
-
3
-
-
seguo con interesse; ho una Q5 "liscia" ma ultimamente mi è successo più volte di dover ricalibrare l'asse Z o di dover rifare la procedura di livellamento.
-
con PrusaSlicer puoi "tagliare" un oggetto, e far sistemare le sue parti sul piano per stamparle insieme oppure una per volta
-
2
-
-
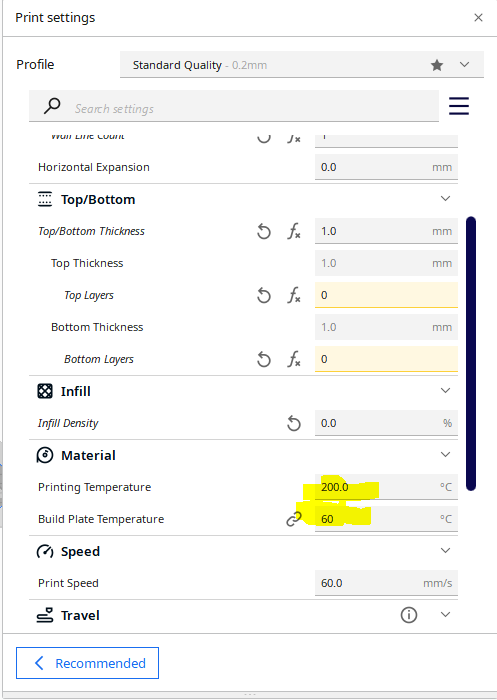
strano, la temperatura è uno dei parametri fondamentali non solo di cura ma di tutti gli slicer; ti consiglio di cercare qualche tutorial su Cura, ce ne sono di ben fatti anche in lingua italiana; comunque in Cura la temperatura si trova qui:
-
1
-
-
Il 22/8/2023 at 13:56, Actarus ha scritto:
Ok grazie, quando ho tempo provo a metterci mano.
Per il momento, tanto per capire, quando settavo la temperatura del nozzle a 240° e lanciavo le stampe, e vedevo che la temperatura saliva saliva fino a 239, poi 240, a quel punto partiva la stampa e simultaneamente sul dysplay la temperatura da 240 ritornava a 200, in realtà stavo stampando a 240?
Andava ad indicare 200° come se si resettasse per la prossima stampa? Oppure stavo stampando realmente a 200° C? Boh...
Se imposti la temperatura sulla stampante quella scalda ugello e piatto alla temperatura richiesta, ma poi quando parte la stampa usa la temperatura del gcode impostata nello slicer; se vuoi stampare a 235/75 devi impostarle quando generi il gcode dallo slicer. Non so che slicer usi ma tutti quelli che conosco permettono di creare profili diversi, ti conviene crearne uno per il PETG almeno con i parametri di base (appunto temperatura ugello e piatto).
-
faccio un po' fatica a spiegarlo perchè non ho fusion360 su questo PC, ma quando disegni lo sketch del parasole puoi usare come riferimento lo sketch o il body del semaforo con "project intersect" o "project include"; in questo modo puoi usare i riferimenti del semaforo e "agganciare" il parasole ai lati del semaforo; se modifichi le dimensioni del semaforo quelle del parasole si adattano
-
dalla foto sembra più un problema di livellamento che di flusso; se però vuoi toglierti il dubbio che il flusso iniziale non sia perfetto puoi far stampare qualche giro di skirt
-
4 ore fa, Torque ha scritto:
Ieri sera ho fatto un'altra prova, stesso risultato dopo un po' la stampante smette di estrudere. Ho provato ad osservare l'estrusore, che nella Flying Bear è trasparente, a me sembra proprio che non giri, ne in trazione ne in retrazione.
Comunque quando riparto con una nuova stampa l'estrusore parte regolarmente, non ho bisogno di disostruire il nozle o altro. So anch'io che è stranissimo.
Comunque prima di smontare l'hot end e l'estrusore voglio fare un paio di prove e poi vi aggiorno.
ma il problema te lo da con tutte le stampe? Potrebbe essere legato allo sforzo del motore che a una certa temperatura va in sicurezza.
- puoi provare a ridurre la ritrazione, e poi ad aumentare la distanza minima di retrazione
- in seconda battuta controlla il bowden dal lato della cartuccia riscaldante, potrebbe essere sporco; nel caso puoi tagliarne via una parte (attento a fare un taglio perfettamente perpendicolare)
-
2
-
-
3 ore fa, Tony76Ischia ha scritto:
che estrusore hai mi mandi foto o link , Grazie
quello di serie, lo stesso che hai tu. prova aprendo gli ingranaggi con la levetta e spingendo il filo a mano, una volta imboccato il bowden poi lo fai caricare completamente dall'estrusore.
-
io con la FBG5 "liscia" il TPU lo stampo. Anche a me qualche volta si attorciglia nell'estrusore, ma con un po' di pazienza riesco a farlo entrare nel bowden, poi da li in avanti non ho mai avuto problemi. Ovviamente retrazione al minimo quindi qualche compromesso sulla qualità (e postlavorazione) su alcuni pezzi.
-
2
-
-
15 ore fa, Demasenior ha scritto:
Grazie per la risposta, per quanto riguarda il nozzle l'ho sostituito, proverò a stampare senza retrazione.
Sapresti indicarmi come si accede all'assistenza ?
avevo scritto a banggood, dopo un po' di scambi di mail mi hanno diagnosticato il problema sulla scheda (ma era un problema diverso) e me ne hanno spedita una nuova.
Prova a dare un'occhiata anche al bowden dalla parte del nozzle, se hai quello di serie potrebbe essersi un po' intasato, il motore fatica si riscalda e smette di estrudere.
-
1
-
-
anche io avevo avuto problemi con la scheda e la v1.3 non si trova, l'ho poi ottenuta tramite assistenza; puoi montarne un'altra ma occorre poi aggiornare il firmware, trovando quello adatto per la stampante; per le schede 1.2 o 2.x ci sono firmware per la FBG5, non ufficiali.
prima però di sostituire la scheda hai fatto altre prove? magari cambiare il nozzle (o il blocco riscaldante, quelli originali FBG costano pochissimo); puoi anche provare a stampare senza retrazione.
una delle possibili cause potrebbe essere anche il bowden che si è leggermente otturato, prova a smontarlo e a controllarlo
-
3
-
-
15 ore fa, michele79 ha scritto:
in modalità superficie stampa tutto come se aggiungesse una "pelle" al modello aumentandone le dimensioni, potresti provare anche con espansione orizzontale su cura per vedere se è un problema di minimo spessore stampabile.
provato a modificare il parametro "espansione orizzontale", con il valore di -0,1 sembrerebbe funzionare; non ho capito il perchè, ora me lo devo studiare meglio
-
1 ora fa, Cubo ha scritto:
Su cura ci sono c'è un opzione (non ricordo il nome) per scegliere se stampare solo i volumi, solo le superfici, o entrambi.
Forse hai impostato solo volumi e i supporti mancanti sono disegnati come superfici 🤔
46 minuti fa, michele79 ha scritto:in modalità superficie stampa tutto come se aggiungesse una "pelle" al modello aumentandone le dimensioni, potresti provare anche con espansione orizzontale su cura per vedere se è un problema di minimo spessore stampabile.
Grazie delle dritte, domani sera provo!
Stranamente il disegno di Stanton mi dava problemi con prusa 🙁
-
27 minuti fa, michele79 ha scritto:
i rinforzi hanno uno spessore? perchè se vengono eliminati probabilmente hanno una faccia sola.. se l'ala fosse chiusa alle estremità andrebbe a costituire un solido coerente? sono tante piccole cose gli slicer non digeriscono. per esempio sulle prove che ho fatto io qualche punto dell'ala si generavano dei percorsi assurdi solo per qualche punto del disegno forse non corretto geometricamente. anche il disegno di Stanton non sempre viene sezionato correttamente.. comunque idea molto interessante..
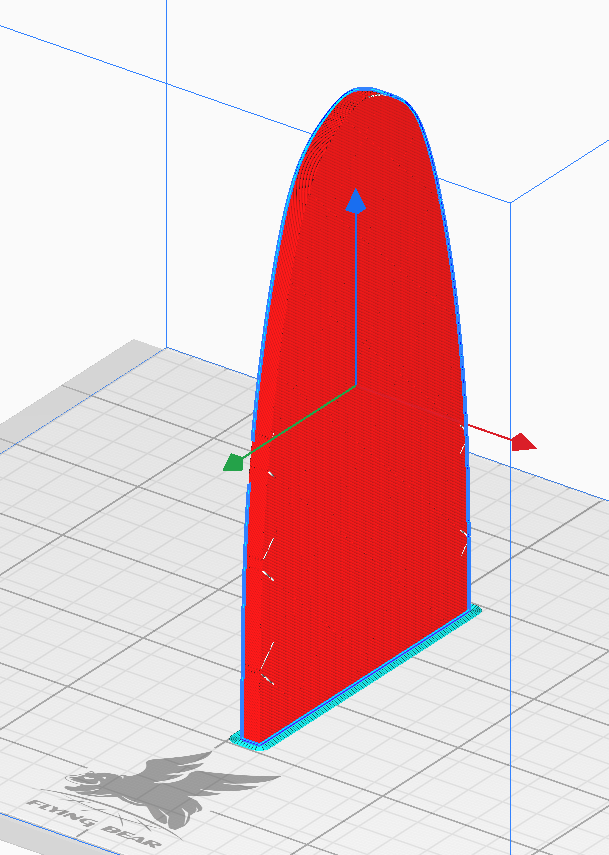
stesso stl, il primo con Cura il secondo con Prusa; è la prima volta che mi capita

alta velocità
in La mia prima stampante 3D
Inviato · Modificato da lever63
Aggiungo alla lista la flashforge adventurer 5pro, stesse caratteristiche di targa delle altre, piatto standard, clipper non modificato camera chiusa ma non riscaldata
Il driver principale per scegliere e' sempre capire a quale velocità si mantiene una qualità accettabile nel tempo, poi si possono valutare gli ammennicoli come la presenza della camera l'autolivellamento il nozzle per filamenti tecnici
Per alcuni versi sta scavalcando la qidi nella mia personale classifica
Qualcuno conosce le flashforge? Sono buone come costruzione?