brucom
-
Numero contenuti
81 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di brucom
-
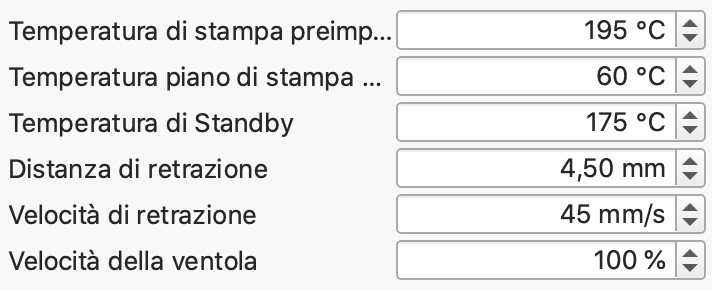
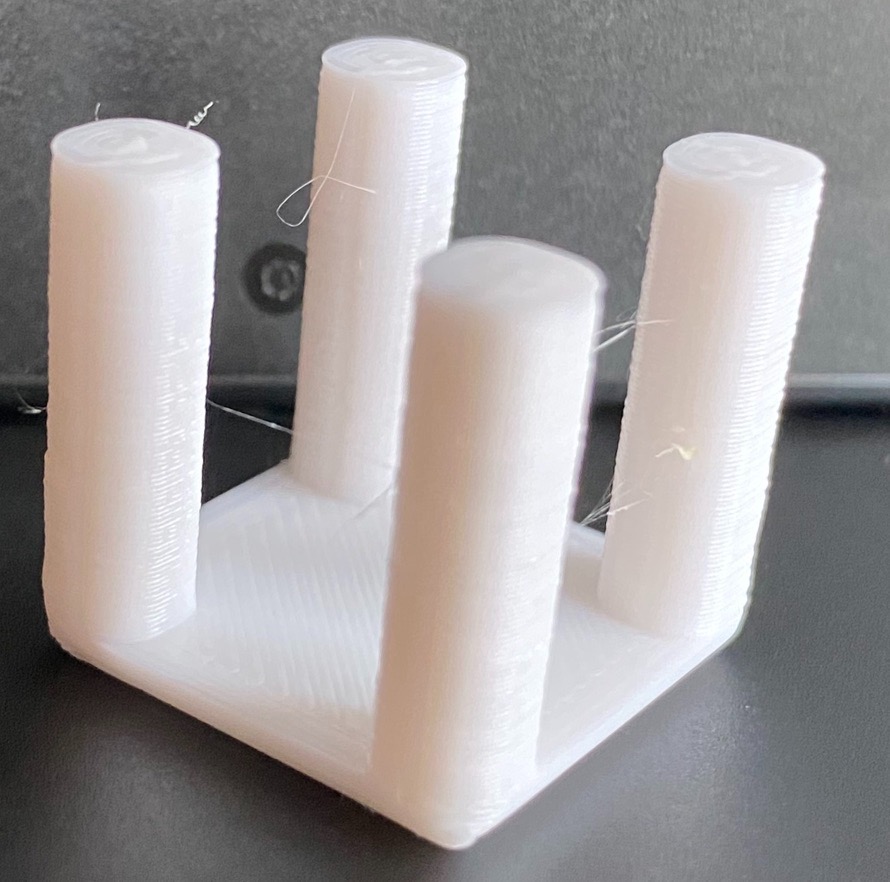
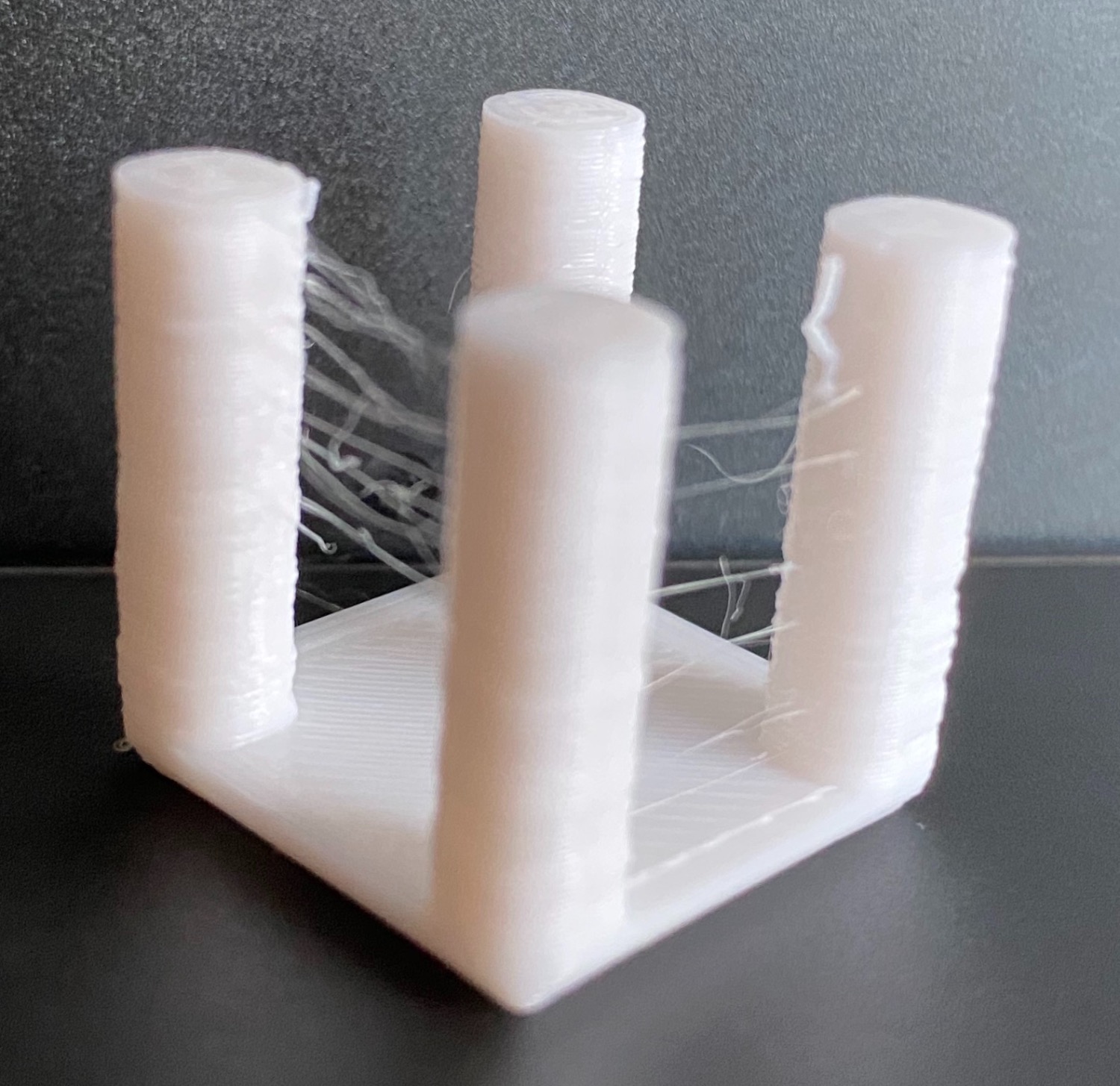
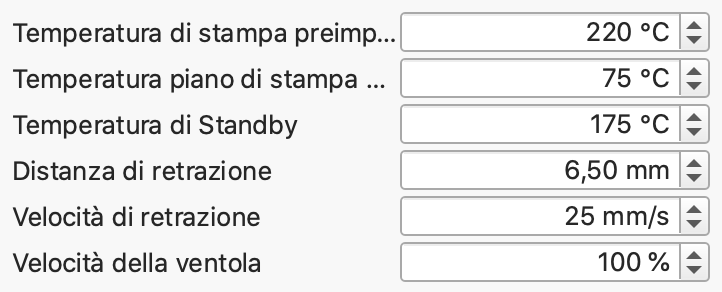
Ecco il risultato della prova a "bassa temperatura". Forse sarò "ingenuo" ma mi chiedo a cosa servano le specifiche del produttore, che parla di tutt'altre temperature ! Secondo voi si può fare di meglio ?

-
Ciao @Gia6co No problem at all, la disquisizione è nata per l'enorme divario nelle temperature e ... ... grazie alle foto dei codici ho scoperto che si tratta dello stesso articolo venduto come due diversi su Amazon (e anche con una bella differenza di prezzo 🤔 ). Farò anche io una prova a "bassa temperatura" e ti farò sapere come va. Un esempio di stampa ad alta temperatura lo puoi trovare poco sopra. Io uso questo modello per il test: Retraction_Test.stl
-
Scusa @Killrob, a quale dei due filamenti di cui si parla in questo thread ti riferisci quando dici che si tratta di SPLA ? Su YouTube ho visto un video di OverVolt dove il test su SPLA non ne usciva molto bene, anche se, a mio parere, non aveva usato la temperatura giusta.
-
Ciao a tutti Ho sentito che non tutti i driver per i motori passo passo sono uguali e talvolta viene suggerita la sostituzione per motivi di rumore. Considerato che il driver è un dispositivo costituito da semiconduttori mi chiedevo come questi possano essere "rumorosi". Forse con il termine "driver rumorosi" si fa riferimento a dei driver che quando pilotano il motore passo passo fanno si che sia più rumoroso ? Per esempio: i motori asse X e Y della mia FBG5 non fanno rumore, mentre quello dell'estrusore emette un sibilo .... Grazie
-
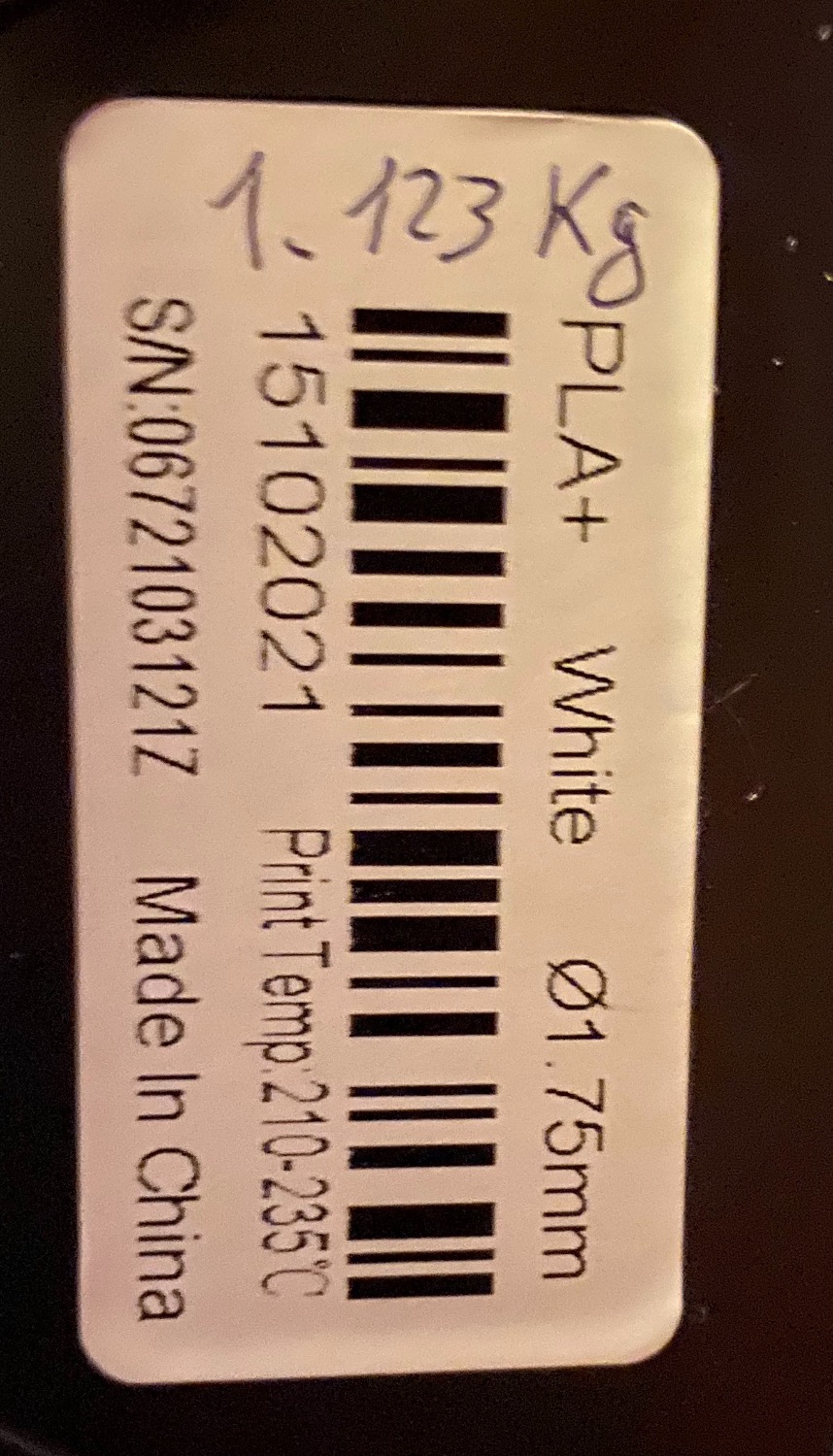
Mah, cosi dice un pieghevole all'interno della scatola ... dai 70 agli 80 e dai 210 ai 235 °C Anche l'etichetta sulla bobina indica 210 / 235 °C La descrizione estesa su Amazon dice 205 -230 ° C Insomma, la confusione regna sovrana anche se poi, alla fine i valori delle diverse fonti si scostano di soli 5° Tu che temperatura usi per il piatto per quel PLA+ ?
-
Ciao a tutti @Gia6co: Io ho la tua stessa stampante e proprio ieri ho tirato fuori dalla scatola il PLA+ della Sunlu per provarlo. Non mi quadravano le temperature di cui hai parlato e, difatti, non si tratta dello stesso prodotto. La denominazione è sempre PLA+ ma il codice articolo e le modalità di stampa dichiarate dal produttore sono molto diverse. Secondo me quello che hai preso tu è un PLA normale, dico questo a giudicare dalle temperature ma anche della descrizione dettagliata dove, magicamente, la dicitura "plus" è sparita. Non è la prima volta che i titoli degli articoli su Amazon sono sbagliati. Comunque sia ti allego un test fatto con il mio PLA, questo: https://www.amazon.it/SUNLU-Filament-Printer-Tolerance-Accuracy/dp/B07XFL3XB9/ref=cm_cr_arp_d_product_top?ie=UTF8
-
Il prodotto è questo ? codice ASIN B07XFL3XB9
-
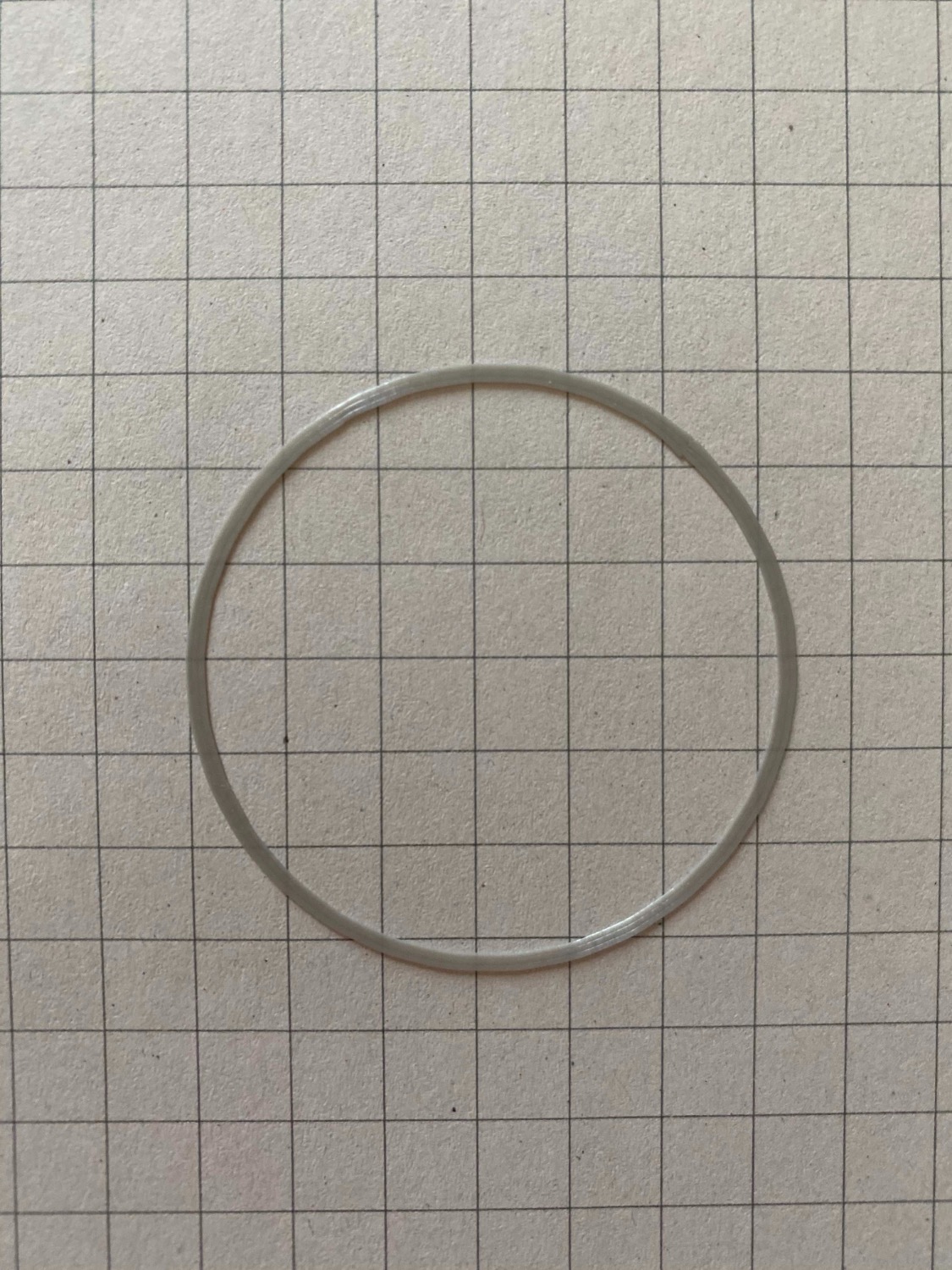
Aspetto reale dello skirt
brucom ha risposto a brucom nella discussione Software di slicing, firmware e GCode
@Whitedavil Eccola
-
Aspetto reale dello skirt
brucom ha risposto a brucom nella discussione Software di slicing, firmware e GCode
Grazie delle risposte, ad entrambi. Purtroppo il calibro è quello in ventesimi, dunque arrivo a 0,05 mm di precisione. @Whitedavil, in base a cosa dici che sono troppo basso ? -
Aspetto reale dello skirt
brucom ha risposto a brucom nella discussione Software di slicing, firmware e GCode
Viene bene, mi restano da risolvere alcuni problemi dimensionali non trovo una quadra agli step per mm dei vari assi con il cubo 20x20x20 sembra tutto ok ma se stampi qualcosa di più grande l’errore si amplifica, tipo un pezzo che doveva essere alto 125 mm alla fine è di 125,6. Si tratta di un errore di +0,5%, è un errore nella norma ? -
Aspetto reale dello skirt
brucom ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, volevo chiedere quale deve essere l’aspetto reale dello skirt che, nell’anteprima di Cura, viene mostrato come composto da 3 linee distinte mentre nella mia stampante, in base alla regolazione attuale dell’asse Z appare come un unico oggetto, di larghezza più o meno ampia a seconda della distanza dell’ugello dal piatto. in effetti, prima che regolassi l’asse Z erano 3 linee distinte. Grazie -
Spostare hot end alla fine della stampa
brucom ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti vorrei che, alla fine della stampa, l'hot end (è il nome corretto ?) si muova in una posizione che non dia fastidio nel rimuovere il pezzo. Uso Cura e il GCode di chiusura di default per la mia Flying Bear Ghost 5 è il seguente G91 ;Relative positioning G1 E-2 F2700 ;Retract the filament G1 E-2 Z0.2 F2400 ;Retract and raise Z G1 X5 Y5 F3000 ;Wipe out G1 Z10 ;Raise Z more G90 ;Absolute positioning G28 X0 Y0 ;Home X and Y M106 S0 ;Turn-off fan M104 S0 ;Turn-off hotend M140 S0 ;Turn-off bed M84 X Y E ;Disable all steppers but Z Immagino debba modificare il comando "G28 X0 Y0" per portare l'hotend in posizione 200 mm su asse Y (G28 X0 Y200). Ho provato a dare "G1 Y10" da consolle, giusto per provare, ma la testa si è mossa così rapidamente che mi sono quasi spaventato chiedendomi se fosse il comando giusto. Grazie -
Ordine corretto calibrazioni
brucom ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buonasera a tutti volevo chiedere se esiste e qual'è l'ordine corretto per le calibrazioni tra: step/mm asse x step/mm asse y step/mm asse z step/mm estrusore flusso Grazie PS: mi sa che per i tre assi è giocoforza stampare e impostare i valori calibrati nella stessa sessione -
Interpretazione risultati temp tower
brucom ha pubblicato una discussione in Problemi generici o di qualità di stampa
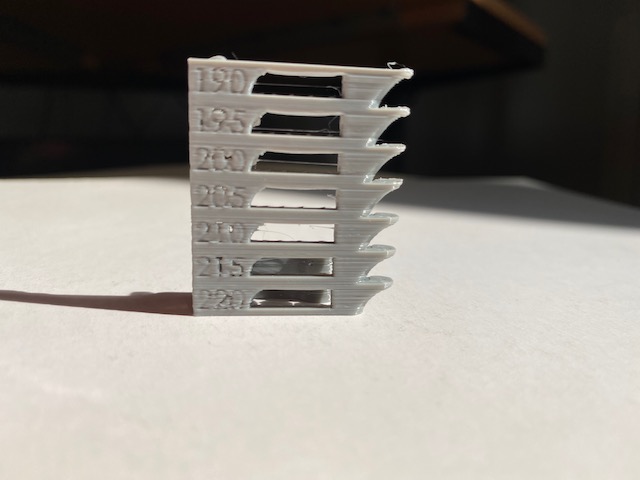
Ciao a tutti per favore, c'è qualcuno che mi può aiutare ad interpretare i risultati di questa temp tower in PLA Eryone, range 190/200 °C, profilo Standard Quality Cura? A me sembrano tutti identici, forse un po' meglio il 205 °C Grazie
-
Come migliorare l'uniformità del il primo layer
brucom ha risposto a brucom nella discussione Problemi generici o di qualità di stampa
Eccomi di nuovo per condividere come ho risolto. Nessuna delle opzioni descritte nei precedenti post ha funzionato. Quindi ho proceduto come segue: tarato gli step/mm dell'estrusore (ma non penso sia stato l'intervento risolutivo vista la differenza minima) ridotto la "Velocità di stampa della parete interna" da 60 a 30 Con il tempo proverò ad alzare la velocità sino a raggiungere un buon risultato senza penalizzare i tempi di stampa. Al momento sono arrivato a 45 senza problemi. -
Come migliorare l'uniformità del il primo layer
brucom ha risposto a brucom nella discussione Problemi generici o di qualità di stampa
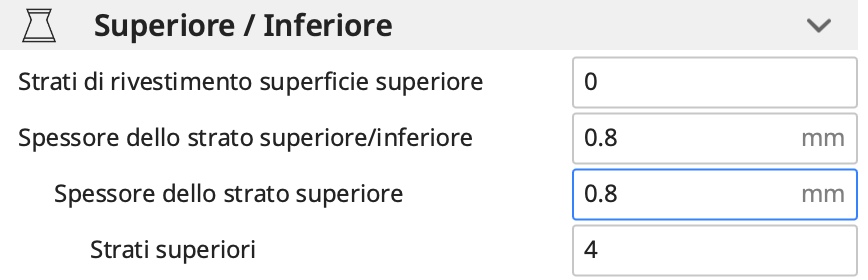
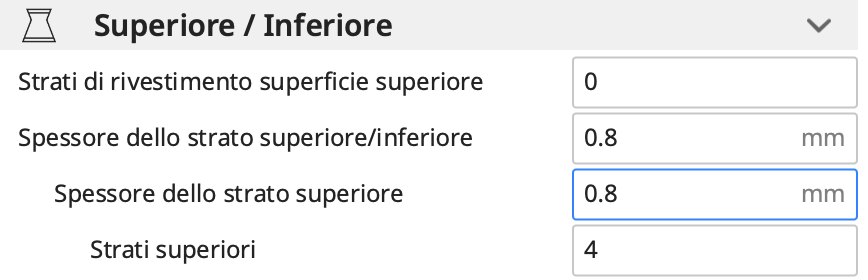
Ciao eaman, grazie. Guarda, neanche a farlo apposta ho appena finito e stavo controllando. Ho portato il flusso da 89 a 95 per le pareti interne ma niente, nada, nisba .... E confermo quanto sospettavo, il difetto è proprio tra le 4 linee perimetrali, di solito tra la 2a e la 3a. Proverò a portarlo a 100 (non so se la FBG5 ha quella opzione da menu) ma poi andrà a farsi benedire la dimensione della parete (il famoso 0.8 del wall cube di prova). Non vorrei che fosse il filamento, sempre ammesso che abbia un senso. Mi sembrava migliore quello fornito con la stampante piuttosto che questo Eryone comprato da Amazon.
-
Come migliorare l'uniformità del il primo layer
brucom ha risposto a brucom nella discussione Problemi generici o di qualità di stampa
Grazie qsar. Guardando attentamente quel difetto ho la quasi certezza che siano le linee perimetrali, quelle delle pareti. In cura ho impostato "Numero delle linee perimetrali 4" e se le conto mi pare proprio che il difetto affligga proprio le linee centrali di queste 4, dunque apparentemente nulla a vedere con l'infill (anche se, guardando bene bene alcuni gap iniziano quando finiscono le pareti). Però è difficile contarle e magari, come talvolta capita, i problemi sono più di uno in contemporanea. A questo punto proverò sia l'overlap percentage che hai suggerito ma cambierò anche il flusso delle pareti interne perchè ho come l'impressione che il difetto potrebbe essere causato da carenza di materiale. -
Come migliorare l'uniformità del il primo layer
brucom ha risposto a brucom nella discussione Problemi generici o di qualità di stampa
Ciao eaman, grazie per la risposta. Mi sono creato un profilo personalizzato partendo dallo "standard quality" di Cura nel quale ho modificato solo i valori che, di volta in volta, mi avete suggerito. I valori che suggerisci sono di default in quel profilo. Dunque si, ci sono, anche se non li ho impostati io. Suggerisci di aumentarli ?
-
Come migliorare l'uniformità del il primo layer
brucom ha risposto a brucom nella discussione Problemi generici o di qualità di stampa
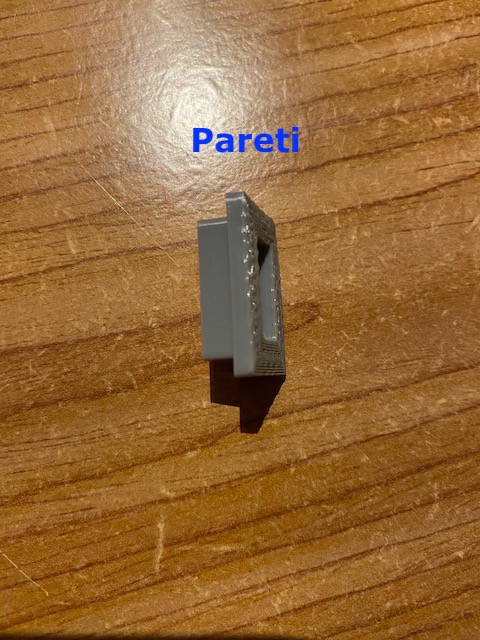
Purtroppo niente da fare. Si tratta di un pezzo dallo spessore di soli 2 mm. Sembra che le pareti esterne, piuttosto che tra l’ultima parete e il riempimento, non si saldino tra loro sul top layer, mentre il fondo (primo layer) è ok. Magari provo con una larghezza di linea di 0.48 ? Secondo me, sistemato questo problema, sarò felice e contento. Le pareti laterali sono belle e le dimensioni sono in una tolleranza dell’ordine di 1/20 mm … Grazie a chi mi può aiutare a migliorare o, meglio ancora, risolvere questo difetto. PS; questo difetto ha un nome specifico?
-
Flyingbear ghost 5 "bug" quando va via la corrente
brucom ha risposto a F.Ripa nella discussione Flying Bear
Grazie a Dio, sino ad oggi, non mi è mai andata via la corrente ... Si mi succede ti farò sapere PS: Ma come, nel XXI secolo ancora ci sono zone dove va via la corrente ? -
Dalle feritoie poste in basso sul fianco destro dovresti vedere una luce rossa. Dovrebbe provenire da una spia (led) sulla mainboard. Se non vedi nulla potrebbe proprio essere l'alimentatore. Per esserne certi bisognerebbe sdraiare la stampante, rimuovere il fondo di copertura e con un tester misurare la tensione ai morsetti di uscita dell'alimentatore. Tuttavia la risposta più sensata mi sembra quella di Truck64 visto che la stampante è nuova.
-
Come migliorare l'uniformità del il primo layer
brucom ha risposto a brucom nella discussione Problemi generici o di qualità di stampa
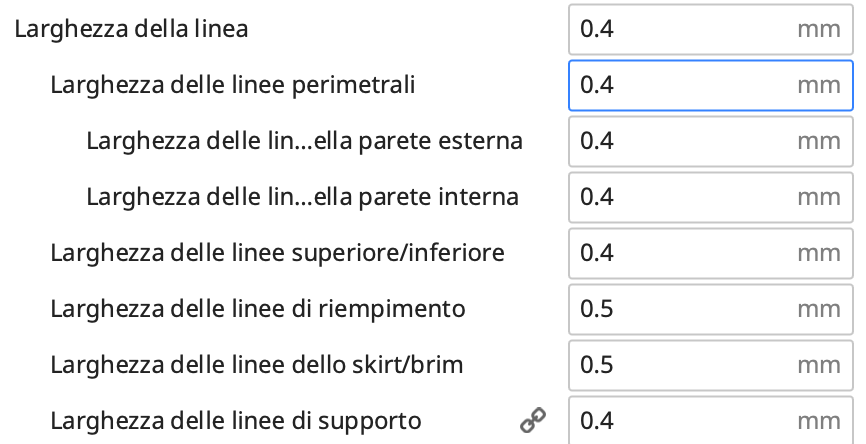
Grazie Killrob, in effetti è di 0.4 Porto a 0.44 la larghezza "a livello superiore" oppure incremento una delle altre dipendenti ?
-
Come migliorare l'uniformità del il primo layer
brucom ha risposto a brucom nella discussione Problemi generici o di qualità di stampa
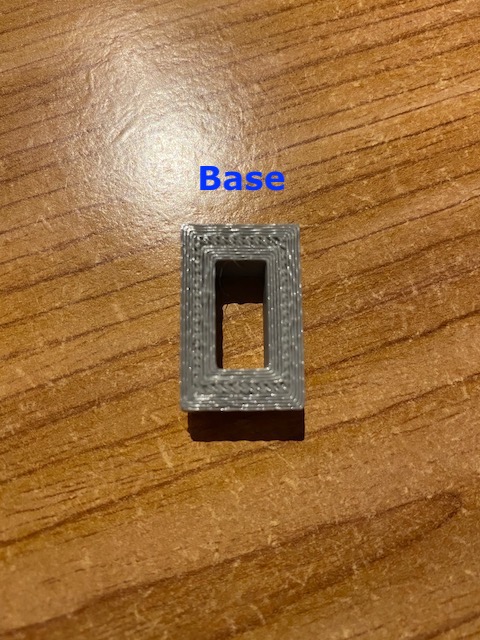
Ciao a tutti, grazie ai consigli ricevuti ho regolato meglio la distanza tra nozzle e piano di stampa ed ho raggiunto un risultato per me di piena soddisfazione: Probabilmente si può fare anche di meglio ma, per ora, mi accontento. Ho anche regolato il flusso al 89% perchè, alla prova del cubo, la parete risultava essere di 0,9 mm invece di 0,8. Ora però vorrei sistemare anche un problemino al top layer / pareti: Riempimento %: 20 Ho dato uno sguardo alle varie opzioni di Cura ma c'è da diventare matti piuttosto che avere parecchio tempo da dedicarci. Per favore, avete qualche suggerimento da darmi per eliminare quelle fessure che mi sembrano qualcosa concettualmente molto simile al problema che avevo sul primo layer ?
-
Come migliorare l'uniformità del il primo layer
brucom ha risposto a brucom nella discussione Problemi generici o di qualità di stampa
In CURA, per sovra-estrudere il parametro sarebbe "Larghezza minima strato iniziale" da impostarsi a 120 ? Grazie -
Come migliorare l'uniformità del il primo layer
brucom ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutto il forum Una doverosa premessa, prima di aprire questo thread ho provato a fare una ricerca ma troppi sono i risultati, anche solo cercando nel titolo, che si riferiscono alle casistiche più svariate. Come noterete dal mio numero di post sono nuovo nel forum e ho una Flying Bear Ghost 5 da nemmeno 20 giorni. Spesso mi chiedo quanto mi posso aspettare dalla mia stampante, il livello di qualità degli artefatti in generale, ed in particolare con il mio modello di stampante. In allegato un esempio di un piccolissimo pezzo, molto lisce le pareti, decenti se non di più il top ma ... la base è veramente "brutta". PLA Eryone (da Amazon, non mi sta convincendo molto) 0.12 80% La mia domanda è: c'è modo di avere una superficie più liscia ed uniforme sul primo layer ?