Tanbruk
-
Numero contenuti
520 -
Iscritto
-
Ultima visita
-
Giorni Vinti
10
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tanbruk
-
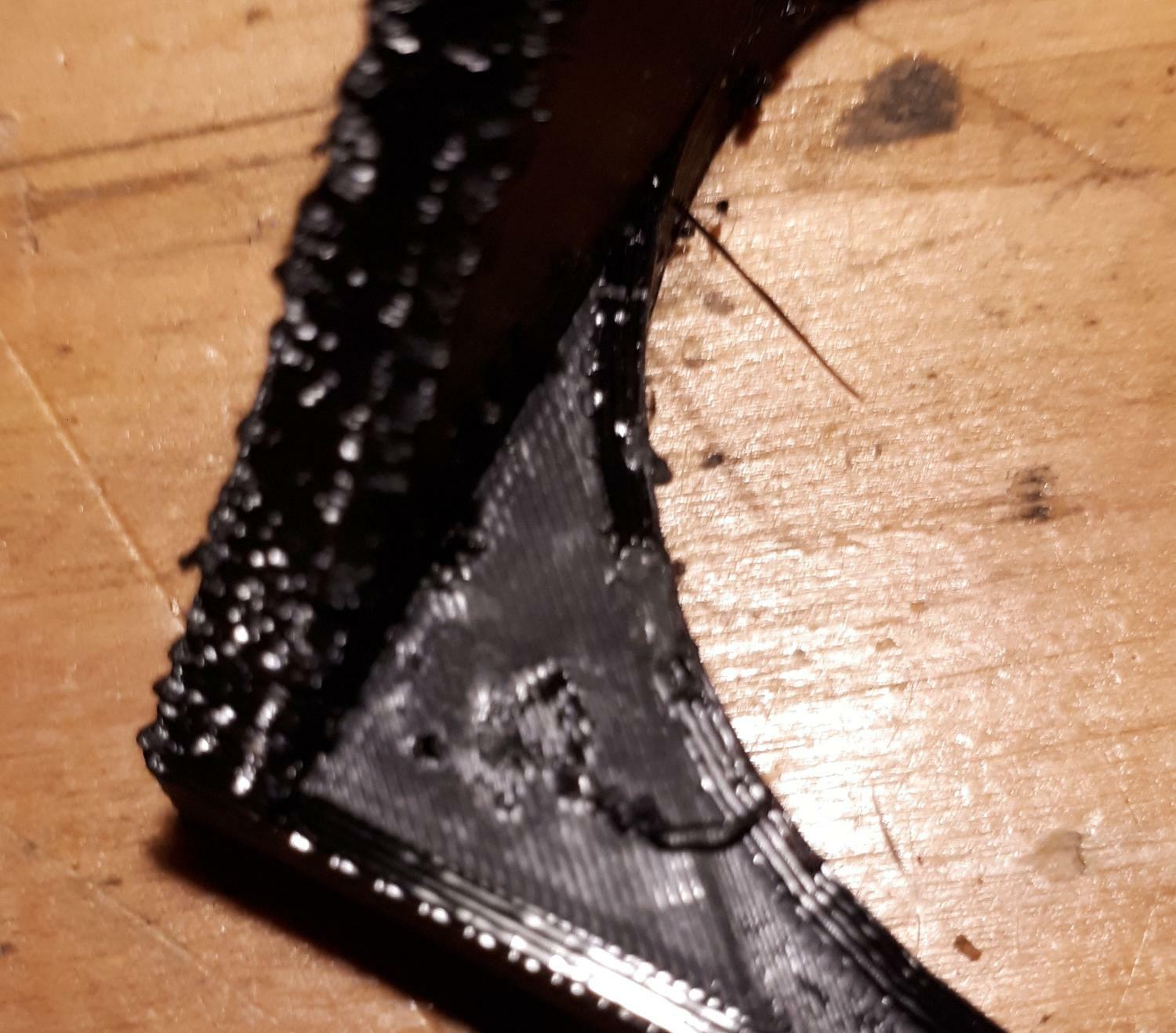
quando devo mettere dei supporti, nello stesso pezzo, alcuni vengono via lasciando una superfice accetabile, accetabile xchè c'è il supporto, altre uno schifo. Dove sbaglio? il più alto non è male, quello intermedio peggiop, quello basso inaccetabile Cura 5, pet-g 240°stampa 245° 1°layer piatto a 70° poi 60° velocità 40mms sapphire plus originale Grazie

-
ancora imperfezioni
Tanbruk ha pubblicato una discussione in Problemi generici o di qualità di stampa
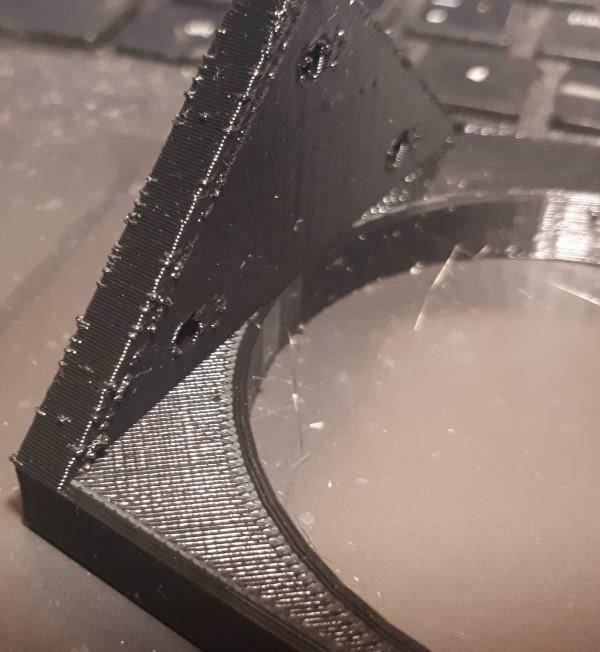
mi vendono dei "brufoli" in corrispondenza della parete interna. La parete viene stampata leggermente inclinata rispetto all'ortogonale del piatto. Quali opzioni di stampa dovrei controllare? Cura 5, pet-g 240°stampa 245° 1°layer piatto a 70° poi 60° velocità 40mms sapphire plus originale Grazie
-
Ecco ieri in C.so Garibaldi a Milano nella vetrina di un negozio ho trovato questo. Certo il nome d el designer è importante. Per completezza. https://designstreet.it/cento3-achille-castiglioni/
-
problema/i e curiosità
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
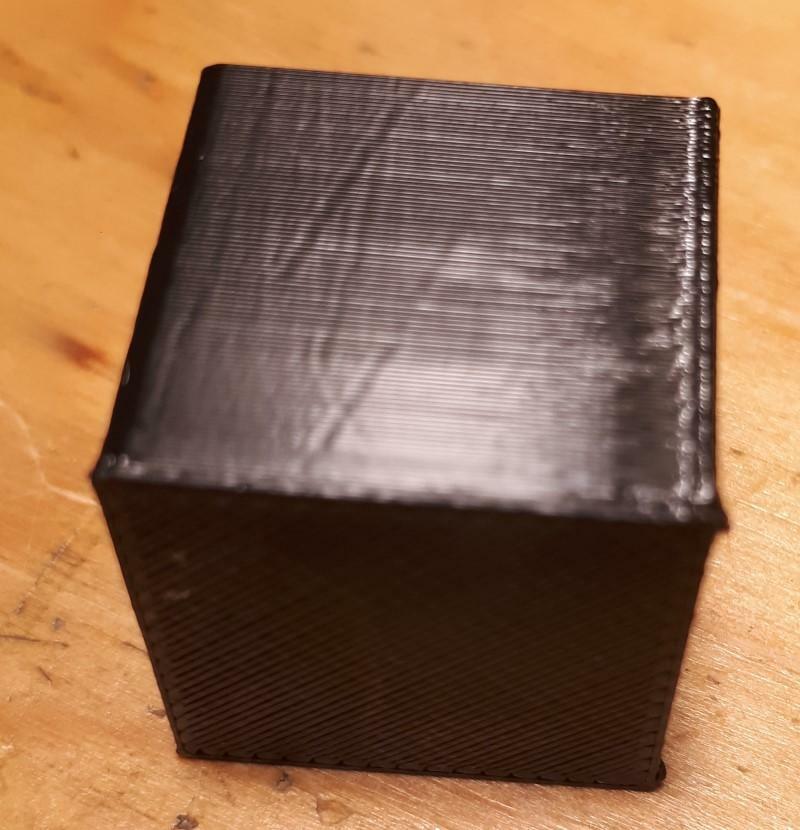
molto, molto meglio, grazie 20.04x20.02xh19.81 parete da 0.40 a 0.41
-
problema/i e curiosità
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
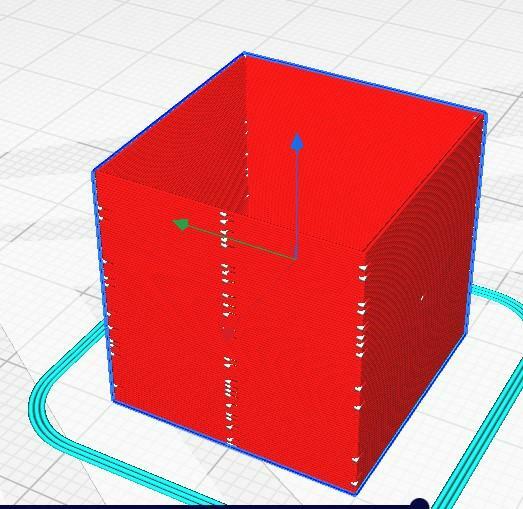
Sto calibrando un tutto, ma su cura 5.0 mi vengono questi punti bianchi, cosa sono? E sono quelli che mi rovinano la stampa?
-
problema/i e curiosità
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
fatto wall test, uno veniva 0.42, l'altro 0.38 passando da 92% a 90%, 91% è perfetto. Temperatura a 245, perchè vengono gli spigoli "butterati"? Grazie -
problema/i e curiosità
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Piatto a 70° il primo strato, poi a 60. provo ad alzare la temperatura. ventola dal 3° layer al 30% il wall test fatto, rifaccio tower test fatto, rifaccio e la spina di pesce? -
problema/i e curiosità
Tanbruk ha pubblicato una discussione in Problemi generici o di qualità di stampa
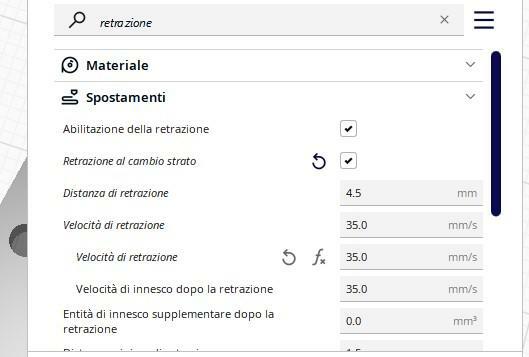
Perche mi vengono le stampe cosi male? Tutto quelle protuberanze a cosa sono dovute? Filamento PET-G, 235° piatto 70° primo strato, 60° gli altri, retrazione 25mm/s 4.5mm riinnesco 25 Geetech stampante Sapphire plus Ma il disegno a spina di pesce con riga in mezzo, che mi piace, ma come posso averla fatta?
-
Problemino
Tanbruk ha risposto a Michael91 nella discussione Problemi generici o di qualità di stampa
si ho provato, ma avendo poca dimestichezza con i FW non capisco quale è per la mia. Non sono nemmeno sicuro di riuscire a rimettere il FW originale se sbaglio, meccanicamente mi sento più preparato. -
Problemino
Tanbruk ha risposto a Michael91 nella discussione Problemi generici o di qualità di stampa
il post si l'idea no e visto che ho il piano in alluminio bombato ho provato il cartoncino, un materiale di cui non so il nome ma utilizzato per isolare le bobine nei motori elettrici, allumini sottilissimo in fogli, ma non abbastanza sottile, con l'allumini da cucina riesco a essere più preciso (non come vorrei) -
Richiesta di stampa in resina
Tanbruk ha risposto a Tanbruk nella discussione Servizi di stampa 3D/ Negozi / E-commerce
Sei molto gentile, grazie -
Problemino
Tanbruk ha risposto a Michael91 nella discussione Problemi generici o di qualità di stampa
Gli spessori da mettere tra piano e vetro io li ho fatti con l'alluminio da cucina ripiegato il numero di volte necessario, dimensione circa 15x15mm. (per ripiegarlo ho usato una lama da cutter su cui ho ripiegato una striscia larga come la lama) -
Richiesta di stampa in resina
Tanbruk ha risposto a Tanbruk nella discussione Servizi di stampa 3D/ Negozi / E-commerce
Grazie per la disponibilità, magari quando stampi qualcosa di tuo.... Ma devo ancora fare il disegno definitivo. Sono di Milano, ma adesso sono a Sesto Calende (VA) -
Richiesta di stampa in resina
Tanbruk ha pubblicato una discussione in Servizi di stampa 3D/ Negozi / E-commerce
per ora è solo un progetto, ma se lo porto a termine mi servirebbero delle piastrine da 20x20x5 mm stampate a resina saranno credo 12, possibilmente resina nera o molto scura. A pagamento, ovviamente, c'è qualcuno che potrebbe stamparmelo. Allego una bozza non definitiva Spia acqua.stl -
Cambiare la distanza dell'ugello dal piatto, primo strato
Tanbruk ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
il mio è l'alluminio del piatto ad essere svirgolo! -
Cambiare la distanza dell'ugello dal piatto, primo strato
Tanbruk ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
Mi fa molto piacere e un poco di invidia. Si "copri piatto" in vetro, quello puntinato nero il primo piatto riscaldato, quello arrivato con la macchina, è bombato di un 2/3mm al centro verso l'alto, questo in tutto ha un mm di errore ma è come "ondulato". Adesso ho provato a regolarlo e ho un + - 0,15/0,20 Oggi provo una stampa fatta x vedere se il primo layer si attacca su tutto il piatto -
Cambiare la distanza dell'ugello dal piatto, primo strato
Tanbruk ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
sapphire plus con il piatto da 300x300 -
Cambiare la distanza dell'ugello dal piatto, primo strato
Tanbruk ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
è il secondo piano che compro! Adesso sto registrandolo con del domopak piegato in modo da avere gli spessori corretti -
Cambiare la distanza dell'ugello dal piatto, primo strato
Tanbruk ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
Si tutto giusto se il mio piano fosse "piatto". Purtroppo non è così, ho cercato di livellarlo al meglio con spessori e qualcosa è migliorato, adesso proverò a livellarlo meglio con dell'alluminio da cucina ripiegato, ma in attesa di avere il coraggio (sono negato per queste cose) di compilare Marlin con BLtouch per la mia stampante, cercavo di sperimentare una altezza "media" per poter stampare. -
Cambiare la distanza dell'ugello dal piatto, primo strato
Tanbruk ha pubblicato una discussione in Software di slicing, firmware e GCode
Credao si chiami Z Hop, ma su cura 5.0.00 posso, dopo aver calibrato il piatto manualmente variare l'altessa del primo layer? Grazie -
Problemi vari di stampa
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Questo?
-
Problemi vari di stampa
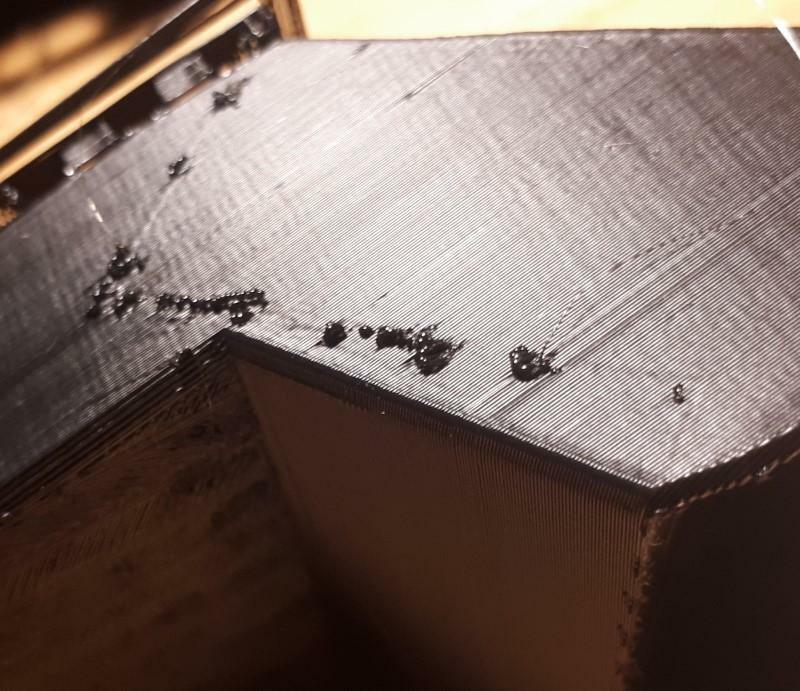
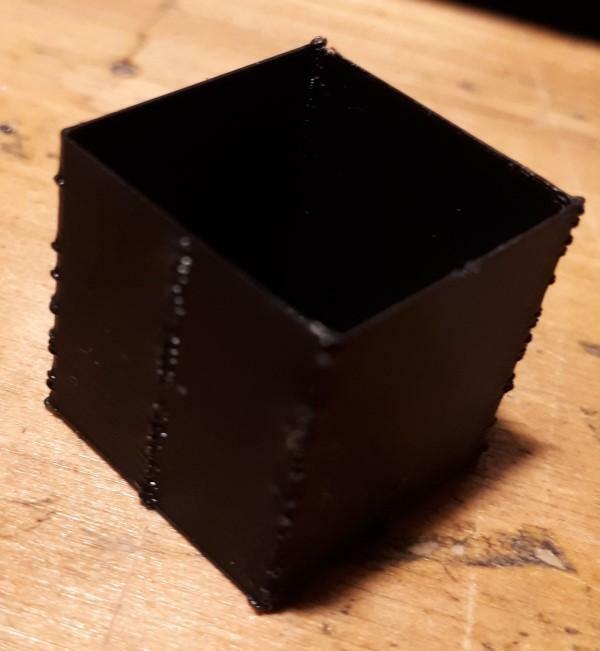
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Grazie Adesso ho rimesso a posto un po di parametri, ho ri stampato il pezzo, due problemi, cosa sono i puntini sugli spigoli? Dal lato del vetro c'è una grossa differenza tra le parti, una. la più bassa nella foto, è perfetta, l'altra sembra senza un layer. Grazie
-
Problemi vari di stampa
Tanbruk ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Trovato un motivo, la ventola che raffredda il filo funzionava a intermittenza, domani tiprovo e vedo come va. Killrob, sto cercando un FW che supporti il BLtouch, in quanto ho il piatto bombato di 6/8 decimi al centro, adesso ho spessorato dove serve e sono arrivato a 3/4 decimi. Con la stampante mi hanno regalato il BLtouch, ma non il FW. Ho trovato un video tutorial che modifica il FW originale con Marlin, ho comprato anche il driver da sostituire, ma sono poco pratico di queste modifiche e mi fido poco delle mie capacità a compilare anche perchè l'errore può essere fatale per la scheda.... -
Problemi vari di stampa
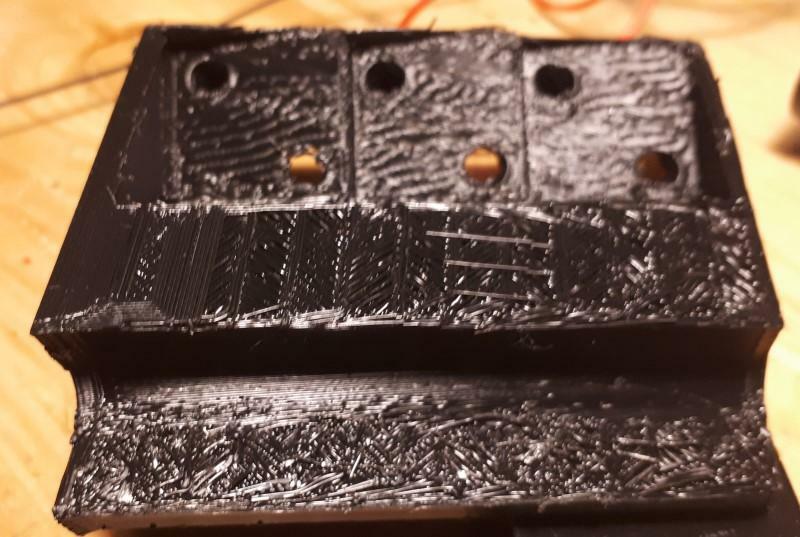
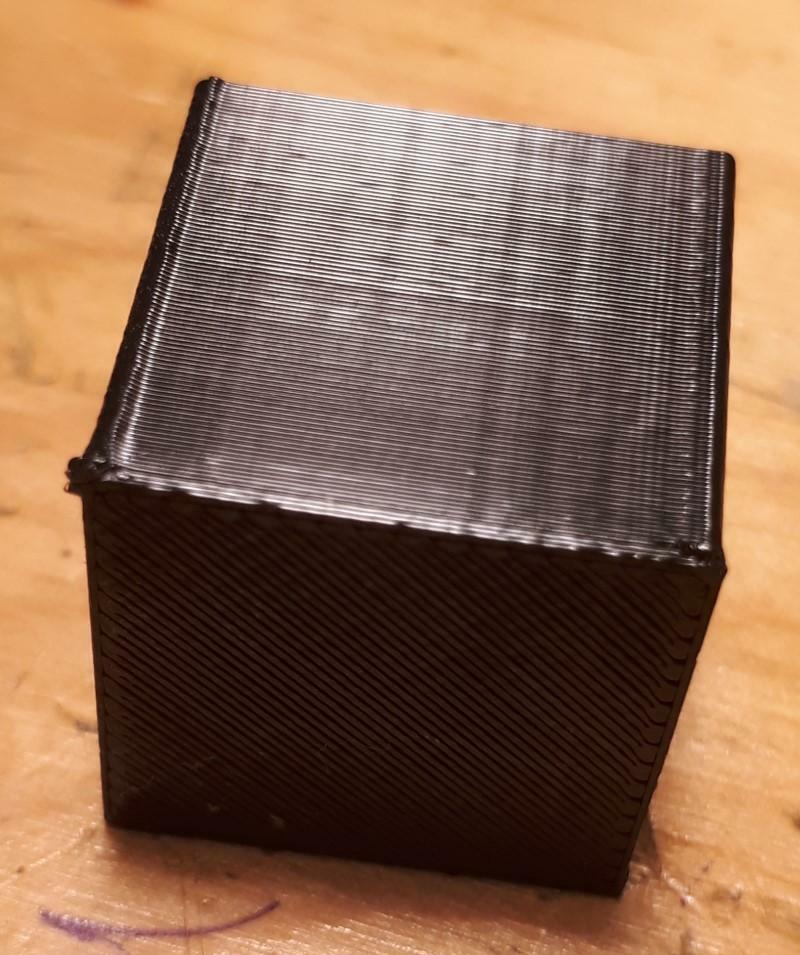
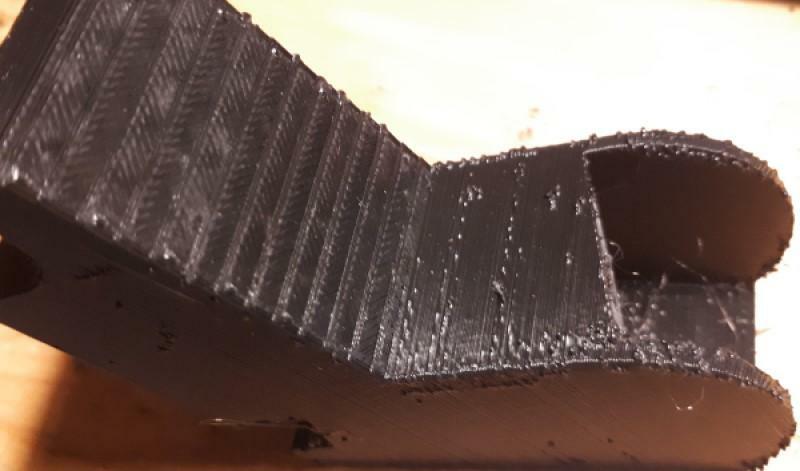
Tanbruk ha pubblicato una discussione in Problemi generici o di qualità di stampa
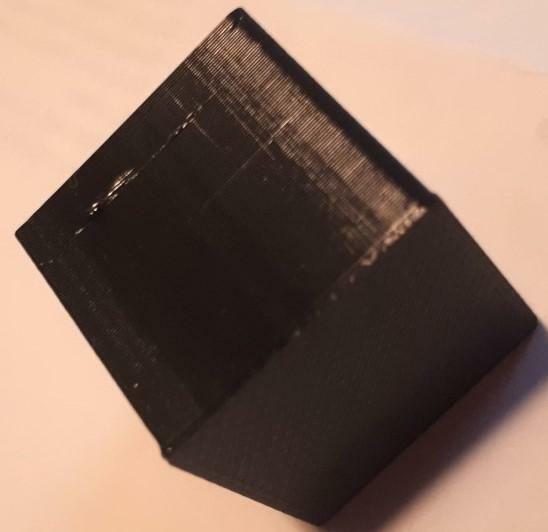
Buongiorno a tutti. Ho ripreso a stampare, ma mi vengono dei difetti, quello suprficiale può essere causato dalle impostazioni di Cura? Ho un altro problema, stampo a 245° con il piatto a 80° il primo strato poi a 60°, su vetro, quello con i puntini neri, ma se non metto un po di Vinavil diluito non si attacca, se lo metto si attacca bene bene, il vetro l'ho pulito prima con il Vim poi con l'alcool. Lo schifo sul lato della parete ferticale , foto 2 non so proprio xchè Materiale Pet-g, stampante Sapphire plus Grazie
-
Per levare la colla residua e forse riuscire a leggere la scritta, puoi provare anche con un cotton fioc impregnato di benzina avio e poi passare uno straccio