

Meldro
-
Numero contenuti
404 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Meldro
-
-
14 minuti fa, Carsco dice:
Se vuoi un consiglio da modellista, prima l'attack e poi il bicarbonato nello spazio libero fra tasca e magnete. Non uscira' nemmeno a martellate. Nemmeno volendo.
Scusa l'ignoranza... "bicarbonato"?
-
Adesso, NicoNico dice:
io uso un prodotto bi-componente che cristallizza dopo un tot, puoi provare pattex o pritt (se ho sconfinato con i nomi cancellate pure)
Grazie per la risposta! Proverò.
-
 1
1
-
-
Ciao a tutti,
dovrei incollare dei piccoli magneti tondi (3mm diametro) su degli apposti spazi creati in una stampa in PLA.
Pensavo di cavarmela molto agevolmente con del classico ATTACK ma sembra proprio che non sia la soluzione migliore.
Qualche consiglio?
-
Ciao a tutti,
ho una curiosità sulla cam del raspberry con cui controllo la stampante.
La posizione della cam è fissa non la posso modificare e mi capita che, per stampe, particolarmente alte l'inquadratura sia troppo stretta.
Non voglio cambiare la cam... e ho pensato di attaccarci sopra una di quelle lenti molto economiche che si mettono sulle camere degli smartphone con una clip.
Qualcuno di voi ha mai provato?
Potrebbe funzionare?
-
12 ore fa, Killrob dice:
hai dimenticato la più semplice... l'ugello potrebbe essersi deformato dopo tutte quelle ore di stampa, gli ugelli cinesi delle sottomarche lo fanno spesso, cambia ugello rimettendoci lo stesso diametro di foro ma di una marca affidabile tipo Trianglelab o E3D
Per quanto possa essere d'accordo o meno sulla qualità degli ugelli non è quello il problema.
Stessa impostazione, cambio filamento e devo rifare le tarature....
Indirettamente mi stai dicendo, quindi, che le tarature (soprattutto il serraggio della pinza che spinge il filo) non sono cose di cui si ha necessità... al massimo si lavora sui parametri dello slicer, è corretto o sbaglio?
-
Ciao a tutti,
premetto che è sacrosanto che ogni filamento si comporti diversamente, anche stesse marche a volte anche stessa marca stesso colore.
La domanda che faccio è capire quando è il caso semplicemente di fare un RESO o meno.
Premessa: dopo mesi di uso e test vari arrivo ad una configurazione affidabile, provata con 3 bobine di filamenti diverse (stessa marca) arrivando anche a stampare per oltre 20 ore... quindi problemi risolti!
Ora: Nuova bobina (stessa marca delle precedenti): problemi di sottoestrusione!
Per ottenere qualcosa devo alzare di molto la temp, stampare a 220/225 (parlo di PLA) con problemi di overhang dovuti all'alta temperatura e devo serrare di parecchio la pinza dello spingifilo.
Sperando d'aver reso l'idea.... come vi comportate essendo sicuri che la macchina è ben configurata?
1 - accettate di riconfigurate (es: serrare ulteriormente la pinza stringifilo affinchè faccia più presa)
2 - cambiate i settaggi ed accettate di stampare a temperature alte che però potreranno ripercussioni sull'estetica della stampa
3 - la stampante era ok, filamento troppo "difficile" da stampare -> faccio un RESO.
Grazie!
-
7 minuti fa, Basilietto dice:
Allora dopo il G1 F3000 Z20 devi far spostare la testina con G1 Z+4 X-20 Y-20 F7000 poi metti G28 X0 Y0 poi G1 Y200 F7000 che serve a spostare il bed in avanti
Il G1 F3000 Z20 puoi anche cancellarlo
Grazie!
-
4 minuti fa, Basilietto dice:
@Meldro da quanto è il tuo piatto di stampa?
Ho una Geeetech A20, il piatto è 250x250
-
6 minuti fa, Killrob dice:
Quando torno a casa ti posto i comandi per far avanzare il piatto una volta finita la stampa. Sempre che qualcuno non te li posta prima
Grazie!
-
Ciao a tutti,
non sono praticissimo di GCODE e vorrei modificare leggermente il mio attuale per spostare il piatto da sotto il nozzle al termine della stampa.
G4 ; Wait M220 S100 ; Reset Speed factor override percentage to default (100%) M221 S100 ; Reset Extrude factor override percentage to default (100%) G91 ; Set coordinates to relative G1 F1800 E-3 ; Retract filament 3 mm to prevent oozing G1 F3000 Z20 ; Move Z Axis up 20 mm to allow filament ooze freely G90 ; Set coordinates to absolute M104 S0; turn off extruder M140 S0 ; turn off bed M84 ; disable motors M106 S0 ; turn off fanQuesto è il codice attuale,
io vorrei che il piatto venisse spostato in avanti o cmq "lontano" dal nozzle che potrebbe ancora perdere del filamento prima di raffreddarsi completamente.
Consigli?
-
Il 18/6/2020 at 17:25, Davide87 dice:
Ammetto che le rare volte che ho usato una purge tower, me la sono disegnata. In pratica ho fatto un parallelepipedo a base quadrata 20×20 con spessore delle pareti 0.8 mm per fare due perimetri.
E' andata alla grande!
Ho usato i custom block di CURA e ho fatto costruire una "torre" di supporti a circa 1cm di distanza dallo spadone.Risultato PERFETTO!
Non riesco a postare una foto decente perchè ho stampato con uno di quei pla "sparklY" glitterati che in foto, essendo la miniatura piccola, non rende nulla ma vi assicuro che dal vivo, sapendo i limiti dell'FDM, per i miei gusti è molto più che soddisfacente.-
4
-
-
Il 15/7/2019 at 13:13, Joker78 dice:

Il robot è una campionatura è il primo non è venuto benissimo ma da prossimo so già dove agirà per migliorarla.
Ciao, hai già provato i profili di stampa che si trovano in rete, specifici per le miniature, tipo fatdragongames o 3dprintedtabletop?
Io ho provato con miniature di 30mm di altezza e per essere FDM sono risultati più che accettabili. -
1 minuto fa, Davide87 dice:
Un parametro da considerare è sicuramente la temperatura, più riesci ad abbassarla, meglio è. Poi ti serve un raffreddamento del pezzo il migliore possibile (non so ovviamente come sei organizzato, magari è già più che buono), in ultimo potresti pensare di disegnare una purge tower della stessa altezza della figura che devi stampare, così l'ugello è costretto ad allontanarsi ad ogni layer dalla spada e le lascia il tempo di raffreddarsi, perché quello che metti nella foto a mio modesto parere è principalmente un problema da "surriscaldamento" e rifusione del pla già depositato. Questo è generalmente causato dal calore irraggiato dall'ugello quando passa troppo tempo sullo stesso punto.
Ottimi suggerimenti! Grazie!
Quindi, secondo te, si riesce ad ottenere qualcosa di meglio? (perchè nel caso insisto 🙂 ).
Relativamente alla "purge tower" hai qualche link esempio da mostrarmi o è semplicemente un "solido" alla stessa altezza. -
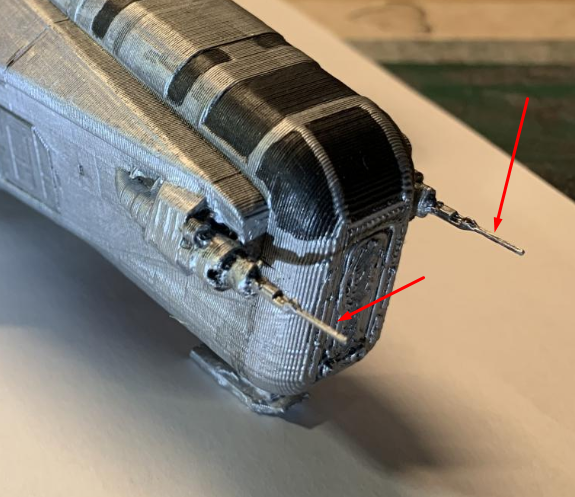
35 minuti fa, Andyrok dice:
😂😂😂 te ne sei accorto!!, sono terminali di cavetti elettrici... non erano venuti bene in fase di stampa quindi li ho sostituiti con questi puntalini.....👏🏻👏🏻👏🏻😁
Assolutamente non me ne sono accorto 🙂
Ma sono andato con le mie esperienze e ho sempre difficoltà con particolari di questo tipo. 🙂 ...quasi che speravo avessi la formula magica per farli stampare correttamente :D.
Grazie per la risposta.-
1
-
-
2 minuti fa, Killrob dice:
Hai perfettamente ragione 😉
Puoi tranquillamente continuare anche qui
Ottimo!
Sto cercando di stampare questo: https://www.thingiverse.com/thing:4360366
Risultati assolutamente accettabili per il mio standard (la foto evidenzia troppo i difetti che dal vivo sono più "sfocati"), fino allo spadone.
La spada proprio ne ne vuole sapere di uscire... quello a destra è il miglior risultato ottenuto 😞 .
Sto usando le impostazioni dei profili specifici per le miniature postati su FDG e altri siti analoghi.
-
Il 18/3/2020 at 23:53, Andyrok dice:
Una decina di ore, averlo fatto a 0.25 di layer ha ridotto i tempi... 😁😁
Complimenti!!! 🙂
Posso chiederti se questi dettagli qui:
Li hai stampati a parte o hai preso accorgimenti particolari?
-
1
-
-
Adesso, Davide87 dice:
Beh, se ti vuoi riferire a qualche problema particolare direi ancora in questa sezione, se vuoi condividere delle stampe interessanti che hai fatto in generale e magari discuterne i risultati c'è la sezione album di stampa. Però magari @marcottt può essere più di aiuto in qualità di amministratore...
Esempio, sono due giorni che sto cercando di stampare una miniatura e vorrei capire se sto chiedendo troppo alla mia macchina o se sto sbagliando qualcosa (stampa più che accettabile al 90% ma ho il "classico" accessorio filiforme (in questo caso una spada) che non viene vuole sapere...
Aspetto allora @marcottt per sapere dove postare una richiesta del genere. Grazie
-
1
-
-
27 minuti fa, Davide87 dice:
Io e @invernomuto, ma sicuramente anche altri, abbiamo fatto qualche discussione sul forum riguardo all'argomento nozzle 0.2 mm. Puoi cercare tipo "Prima prova riuscita con una miniatura" e vedere qualche foto di stampe "piccole" fatte con ugelli 0.4 mm e 0.2 mm. Confermo quanto detto da @marcottt il tempo mediamente raddoppia e devi quasi sicuramente aggiustare il flusso e magari anche la ritrazione.
Avevo trovato qualche post in merito in realtà... e @Davide87, @invernomuto approfitto parlando di minuature... se volessi scambiare qualche parere sui risultati che sto ottenendo con un nozzle 0.4... c'è o qual'è il posto migliore dove chiedere in merito?
-
13 minuti fa, marcottt dice:
Il diametro del nozzle
e fin li... 🙂
Ma vale veramente la pena? Si notano veramente differenze importanti tra uno 0.4 e uno 0.2 ad esempio?
-
Il 16/6/2020 at 15:57, Joker78 dice:
Dico la mia magari sbaglio, ma la vedo dura stampare con un layer 0.1 con un nozzle da 0.4, credo che già con un nozzle da 0.25 si possano ottenere maggiori dettagli.
Se volessi provare cambiando nozzle... questo cosa comporterebbe?
Mi spiego, cambio nozzle... quali parametri del profilo di stampa che attualmente uso andrebbero SICURAMENTE cambiati in funzione del diametro del nuovo nozzle?
-
26 minuti fa, Carsco dice:
Coi supporti ad albero ho fatto cose che voi umani...
Quoto Killrob: studiali e ti si aprira' un mondo.Alla fine l'ho stampato con un po' di pazienza inserendo support customer con CURA, ottimo risultato. Mi interesserebbe comunque vedere come applicare e usare i supporti ad albero, se avete qualche esempio... ben venga.
-
10 ore fa, lan dice:
Domanda,
hai dei vicini?
Hai un telefono cordless vicino al raspberry o alla stampante?
La 2.4ghz in città è abbastanza satura... da me il raspberry (3 senza lan) parla bene (in wi-fi) grazie al fatto che si vedono, a volte da un piano all'altro ho avuto problemi.
Comunque dai log del raspberry (credo anche con OctoPi) dovresti capire dove sia il problema.Leo
Ciao,
no non ho nessun cordless o altre fonti da 2.4ghz vicino al raspberry.
Andrò alla ricerca del log. 🙂 -
1 ora fa, marcottt dice:
secondo me il problema è abbastanza ovvio... il primo strato è per sua natura un po' più "schiacciato" degli altri perchè tipicamente devi aumentare l'adesione con il piatto e questo compromette i dettagli (infatti la benchy ha anche una scritta sul fondo per testare questo aspetto).
Il motivo per cui succede mi è chiaro, è come risolverlo il problema.
Il flow è già al 100% l'extrusion width con un nozzle da 0.4 non credo si riesca effettivamente ad avere uno 0.3.
La cosa che mi faceva pensare è che nella faccia superiore l'incisione viene molto bene, quindi speravo di ottenerla anche nella faccia di contatto.
-
20 minuti fa, Davide87 dice:
allora temo che un po' dipenda dal design. Domanda banale: tutte le facce del dado hanno un'incisione simile o magari potresti appoggiare un'altra faccia meno "complicata"?
Sono sostanzialmente equivalenti


METALLO - PLA: come incollarli?
in Problemi generici o di qualità di stampa
Inviato
Interessante, potresti spiegarmi come andrebbe usato?
Cioè in acqua si scioglie, lo usi misto all'attack?