

Meldro
-
Numero contenuti
404 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Meldro
-
-
Ciao a tutti,
la situazione è la seguente: quando vado ad accendere la stampante vedo che esegue il boot del firmware dal display, poi, dopo circa 20/30 secondi si riavvia nuovamente.
Non c'ho mai dato più di tanto peso, perchè alla fine non mi comporta nulla di grave... ma adesso vorrei cercare di capirne il motivo e/o se è capitato a qualcun altro.
La configurazione è la seguente:- stampante: Geeetch A20;
- firmware originale di fabbrica mai flashato ed è Marlin 1.1.8 (mi sembra);
- raspberry con Octoprint sulla porta USB;
- il tutto collegato ad una ciabatta che è collegata alla presa di corrente per l'alimentazione;
Quando accendo la postazione eseguo questi step:
- accendo l'interrutto della ciabatta;
- accendo la stampante
- accendo il raspberry.Grazie in anticipo.
-
7 minuti fa, invernomuto dice:
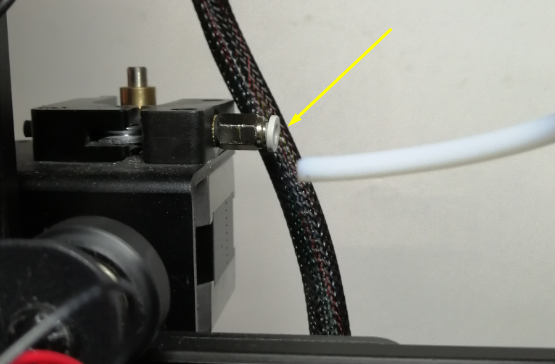
Suggerisco di metterci una fascetta di plastica per bloccare l'anello, in modo che il tubo non possa essere per errore smosso.
Ricevuto!
Ho provato col vecchio raccordo ma il tubo esce ugualmente... 😞 -
Adesso, Killrob dice:
No, per inserire il ptfe basta spingere dentro il tubo, l'anello lo premi quando devi estrarre il tubo, quando ti arriveranno quelli nuovi guardaci dentro, vedrai 6 lamelle di metallo che sono quelle che tengono il tubo in posizione, se premi l'anello noterai che le lamelle si ritraggono per permettere l'estrazione.
Perfetto. Chiaro.
Allora è proprio rotto...
-
 1
1
-
-
Adesso, Killrob dice:
Raccordo rotto, urge sostituzione
Grazie!
Cioè, ci credi che li ho ordinati stamattina? (erano gli unici pezzi che non avevo di ricambio e viste le stampe in previsione per le feste mi sono detto... ma si va, prendiamoli)
Approfitto per chiederti come funziona esattemente quel raccordo (che nello specifico è quello originale arrivato con la stampante).
L'anello bianco che ora non fa più il suo lavoro, dovrebbe avere una sorta di "molla" che lo riporta in posizione e quindi va tenuto premuto per inserire il PTFE o non c'è nessun "meccanismo" e va sollevato a mano dopo aver inserito il tubo? -
Dunque credo si sia rotto raccordo pneumatico lato spingifilo ma vi chiederei gentilmente conferma essendo la prima volta che mi capita.
La situazione è questa:

Praticamente dopo l'ultimo cambio di filamento il tubo in PTFE viene espulso dal raccordo pneumatico dal filamento stesso mentre viene spinto verso l'estrusore.
Ho provato a reinserire il PTFE ma ho notato che l'anello di plastica bianco del raccordo (quello evidenziato dalla freccia) non tiene più il tubo saldo al suo interno: riesco facilmente a togliere il PTFE a mano dal raccordo con pochissima forza.
Nello specifico:
- spingo il PTFE fino a quanto possibile all'interno del raccordo (arriva a fine corsa)- sollevo l'anello bianco (che però non sembra rimanere in posizione ne blocca il PTFE - anche se lo tengo "sollevato" a mano).
E' la prima volta che mi capita da 8 mesi a questa parte e vi chiedo: si è rotto il raccordo o sto sbagliando qualcosa?
(che poi casualmente proprio stamattina avevo ordinato dei ricambi PTFE e raccordi... vedi il destino... 🙂)
-
Ho trovato una soluzione che soddisfa il mio caso (magari ce ne sono altre ma questa è quella che ho usato e che mi soddisfa nel risultato).
La riporto di seguito nel caso fosse utile ad altri con il mio stesso problema.
Ho abilitato in CURA (lo slicer che sto usando) la funzione IRONING.
Nello specifico ho abilitato
La seconda opzione serve per abilitare l'ironing solo al livello più alto (a me serviva così)
In questa maniera i GAP che ho evidenziato nel post iniziale sono praticamente scomparsi.
-
1
-
-
25 minuti fa, Marco-67 dice:
a me sembri sovraestruso e temperatura alticcia.... fatto un bicchierino di troppo?
Sovraestrusione o temperatura troppo alta creerebbero eventualmente il problema opposto e cioè con gli spazi interni alle immagini in rilievo non ben definiti per l'eccessivo materiale che verrebbe depositato in spazi troppo piccoli ma questo non avviene, la stampa esce esattamente come deve uscire da quel punto di vista.Ho il problema opposto: ho dei "buchi" di materiali nelle zone che dovrebbero essere completamente piene e in questo caso, una sovraestrusione credo mi aiuterebbe, no?
-
Ciao a tutti,
vorrei capire se posso migliorare questa situazione senza impazzire.
Nell'immagine ho evidenziato i punti "critici".
Qui ho delle immagini di dimensioni contenute (il cerchi con la corona all'interno avrà un diametro di circa 12mm) in rilievo su una superficie piana.
La superficie piana viene decentemente.
Quello che non mi piace molto sono le superfici, sempre piane, delle immagini in rielievo.
Come da foto, queste risultano non perfettamente "coperte" dal filamento risultando non omegenee e non troppo gradevoli alla vista.
Il materiale è PLA
- temp. 200°
- speed 60
- top layer 4
- top thickness 0.8
Su quale parametro potrei agire per migliorare, se possibile, la situazione?
Grazie in anticipo come al solito 🙂
-
29 minuti fa, ginogino dice:
Hai poi trovato un rilevatore con segnale wifi alla fine.
Ciao, no alla fine ho rinunciato.
Fino ad ora ho fatto una sola stampa che richiedeva di oltre 12ore di attività quindi non ne ho più avuto l'esigenza.
-
10 ore fa, Marco-67 dice:
probabilmente dovrai anche aggiungere ritrazione e estrusione per ricaricare l'ugello
questo per far si che l'ugello sia pulito e pronto all'uso alla ripresa?
-
37 minuti fa, Marco-67 dice:
;inserimento calamita
G91 ;passo in posizione relativa
G01 F100 Z3 ;mi alzo di 3mm
G01 F100 X -50 ;vado a 5cm a sx
M117 inserisci calamita ;messaggio su diplay
M0 ;pausa
G01 F100 X 50 Z-3 ;torno nella posizione precedente
G90 ; torno in posizione assoluta e riprende da dove ha lasciato
... in teoria, su per giù insomma è da provare 😄
se M0 stacca anche l'estrusore è da riaccendere
prima M104 Sx (x=temperatura 10-20 gradi più bassa di quella di lavoro)
poi M109 Sy (y=temperatura di lavoro)
Grazie!
-
1 minuto fa, Marco-67 dice:
perchè 5 cm a sx?
Mi serve fuori dal pezzo per poter inserire un magnete, altrimenti il nozzle mi ostruisce l'asola che ho creato.
-
Ciao a tutti,
sto usando un plugin su OCTOPRINT molto utile per bloccare la stampa ad un certo layer senza necessità alcuna di modificare firmware o altro.
Questo plugin, praticamente, fa un'inserimento dentro il gcode, cerca la stringa con il layer interessato e poi inserisce queste righe
; multi color M117 Change filament M0La stampa si ferma esattamente sopra il punto prima dell'inizio del layer indicato.
Quello che mi servirebbe è spostare la testina anche solo di 5 cm a SX e poi rimetterla in posizione per riprendere correttamente la stampa.
E' possibile?
Eventualmente come dovrei modificarlo?
Grazie in anticipo!!!!
-
11 ore fa, invernomuto dice:
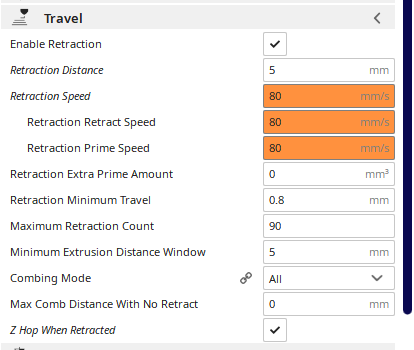
Perché quei valori così elevati di velocità di ritrazione? Hai stampato un test sulla ritrazione per vedere se non sottoestrude? Non so se possa dipendere da quello i problemi sui bridge, ma mi paiono davvero troppo elevati, uniti ad una distanza non piccola. Hai un bowden?
Di norma i valori di retrazione li cambio in funzione del materiale/bobina (perchè ognuno si comporta a suo modo).
I valori indicati sono quelli che, se non ho bisogno di maggiore precisione, mi danno risultati decenti un pò con tutte le bobine che ho, al momento, a disposizione.
Detto questo le 3 torri sono state stampate con gli stessi identici parametri e tutte presentano questi "sfilacciamenti" pure essendo bobine diverse.
-
Adesso, Killrob dice:
Si però se lo fai giustamente col tuo slicer le temperature le devi cambiare tu ad ogni blocco, non mi ricordo se c'è un pligin in cura per fare questo lavoro
Beh... si... quello l'ho fatto ovviamente ;).
Le temp sono diverse ad ogni livello.
-
Adesso, Whitedavil dice:
No, se usi direttamente il gcode allora hai problemi, perché sono i parametri di Killrob.
Se invece scarichi il file stl e lo affetti CON IL TUO SLICER, allora i test li fai con i tuoi parametri, che poi è la cosa giusta da fare!
Ok, ho scaricato l'STL e le TEMPTOWER delle foto le ho fatto con i miei parametri che sono quelli impostati sopra.
Quindi qualche idea su quale parametro agire per ridurre il problema evidenziato?
-
3 ore fa, Killrob dice:
No hai ragione tu, scordavo che la temp tower è mia e i valori di retrazione sono i miei
Scusa, non ho capito... dovrei togliere la gestione della retrazione?
-
15 minuti fa, Killrob dice:
Hai ritrazione anche?
Si
-
1 minuto fa, Killrob dice:
A che velocità stampi e con quanta ventola?
Ventola 100%
Speed 60 mm/s
-
11 minuti fa, Killrob dice:
Prima ci serve di sapere che materiali sono
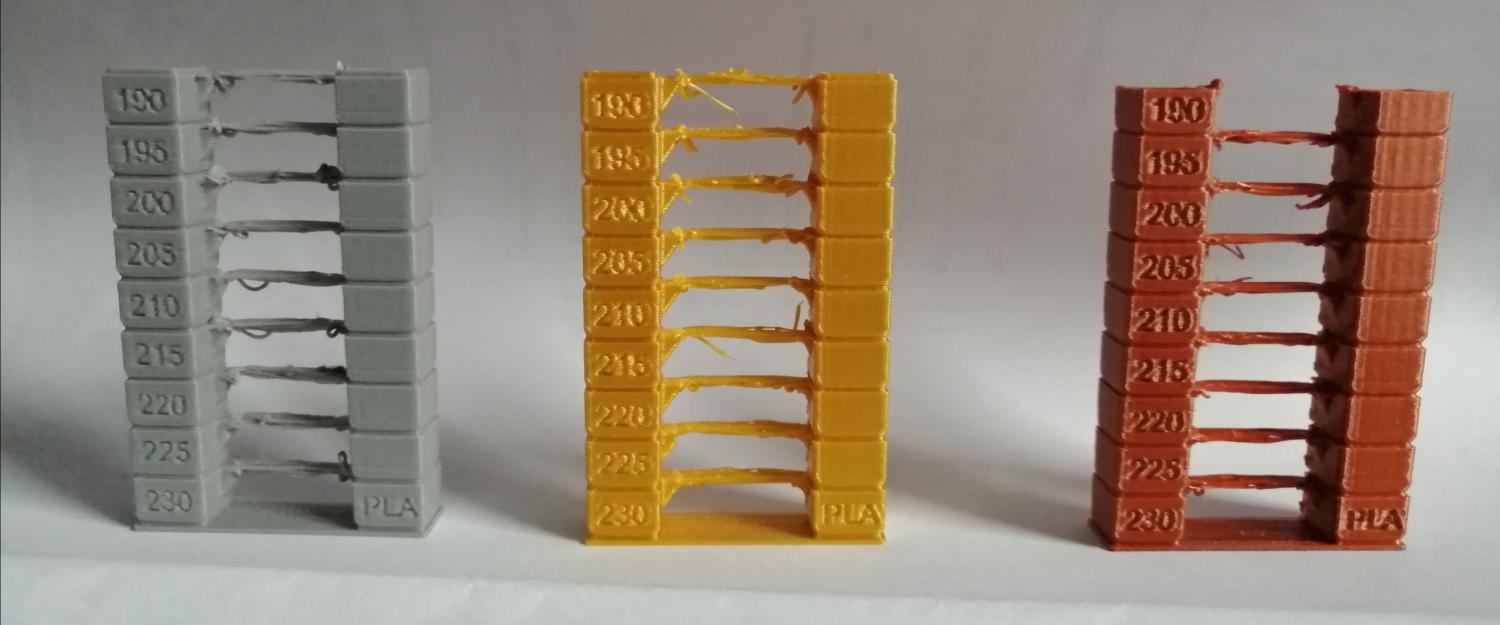
E' tutto PLA (pensavo si leggesse dalla foto) marca GIANTARM/GEEETCH.
Il primo a sx è un grigio "puro" gli altri sono materiali di quelli glitterati. -
Ciao a tutti,
è da un pò che la temp tower che uso ad ogni cambio di bobina mi da risultati che non so interpretare.
Vi posto qui 3 temp tower di materiali diversi (tutti però stessa marca)
.
Come vedete non c'è un bridge (un collegamento tra una torre e l'altra) che venga corretto (sono tutti più o meno sfilacciati) mentre le due torri verticali, per quello che sono i miei standard, le trovo buone.
Vi viene in mente quale parametro andare a verificare?
Grazie in anticipo come al solito. 😉
-
Adesso, Eddy72 dice:
Io ho iniziato da cura 4.4 e ho sempre installato "sopra" senza perdere niente
Ciaoo
Cioè sei andato di semplice "aggiornamento"?
PS: Cura 4.7 ha effettivamente qualche feature per la quale valga la pena upgradare?
-
Sto usando CURA 4.5 non ho mai aggiornato per timore di perdere settaggi...
Secondo voi vale la pena aggiornare e/o c'è qualche accortezza da seguire per evitare di perdere i settaggi?
O mi conviene proprio installarlo a parte e mantenere le 2 versioni? (sempre che sia possibile)
Grazie in anticipo.
-
Adesso, Marco-67 dice:
quello puo' essere...
fai la prova, apri un profilo vai in GCode, apri GCode start, aggiungi una stringa ";prova", salvi, apri un'altro profilo e vai a vedere in GCode start se c'è la stringa ;"prova"
Si questo l'avevo già provato.
Cmq svelato l'arcano. 🙂
Grazie lo stesso (ps: che slicer utilizzi?)


La stampante si riavvia alla prima accensione (problema o non problema?)
in Problemi generici o di qualità di stampa
Inviato
Grazie per la risposta.
Immaginavo infatti una cosa del genere.