Meldro
-
Numero contenuti
404 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Meldro
-
Missing layer: filamento "intrecciato"?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Bene, grazie. Buono a sapersi. C'è da qualche parte, qui sul forum, indicazioni su filamenti valido o da evitare? (ne sto vedendo di molte marche a prezzi più o meno simili ma lo prenderei più o meno a caso o al massimo sulle recensioni degli utenti) -
Missing layer: filamento "intrecciato"?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Grazie per la risposta, quindi magari quello che mi sta succedendo è perchè mi si può essere sbobinato un tot di filo e l'ho poi riavvolto a mano? Potrebbe essere un motivo? -
Missing layer: filamento "intrecciato"?
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti e buon 25 aprile. 🙂 È soltanto da una settimana che sono entrato in questo mondo e, grazie anche al vostro aiuto, sto cercando di comprendere il più possibile. Oggi vorrei capire quanto é "normale" quanto segue: nella bobina che ho caricato, mi capita, nelle stampe più lunghe quello che, se ho studiato bene, si chiama missing layer dovuta a sottoestrusione. Ho verificato che, in effetti, in alcuni momenti il filamento fa fatica a sbobinarsi ma non tanto per problemi all'estrusore quanto proprio perché il filamento nella bobina risulta quasi intrecciato: cioè il filamento che dovrebbe scorrere si trova sormontato da un altro giro del filamento stesso (non so se mi spiego). Quindi se non intervengo a mano l'estrusore fatica, il materiale non arriva e... missing laser (e poi il pezzo si sfalda 😞 ). Quello che vorrei chiedervi è se questa cosa effettivamente capita, quindi è un particolare a cui va fatta attenzione ed in questo caso come ci si regola per stampe che richiedono 4/5 ore o più considerando che è impensabile poter monitorare la stampa per, appunto 4/5 ore o più. Grazie in anticipo! -
Ventola di raffreddamento 24v - dove trovarla?
Meldro ha risposto a Meldro nella discussione Hardware e componenti
Allora... se può interessare a qualcuno sto risolvendo (non ho ancora finito) in questa maniera: - ho preso una ventola ASSIALE (non radiale) da un negozio di elettronica sotto casa (8 euro) - ho progettato e sto stampando un adattatore ad hoc tipo questo: https://www.thingiverse.com/thing:4168448 (TIPO... questo non va bene 🙂 non fate come me che ho perso la mattina a stamparne 3/4 già esistenti per poi accorgermi che non andavano bene e alla fine me lo sono riprogettato ex novo. :)). Grazie a tutti -
Ciao a tutti, il mio attuale start Gcode è il seguente: G28 ;Home G1 Z15.0 F6000 ;Move the platform down 15mm G92 E0 G1 F200 E3 G92 E0 Vorrei modificarlo ed aggiungere la parte che prima di avviare la stampa gli sta estrudere un pò di materiale.... Ho trovato in rete la parte di codice che lo farebbe che è questa: G28 ; home all axes G1 Z10 F3000 ; lift G1 X40 Y15 F1500 ; avoid binder clips G1 Z0.2 F3000 ; get ready to prime G92 E0 ; reset extrusion distance G1 X120 E10 F600 ; prime nozzle G1 X150 F5000 ; quick wipe Come andrebbe integrata al mio già esistente? O devo "solo" sostituirlo integralmente? Oltre a capire cosa fanno le singole righe (che più o meno ci sono) mi piacerebbe comprendere quali sono le istruzioni ESSENZIALI, tra queste, all'avvio di una stampa. Come al solito... grazie mille in anticipo!
-
GEEETACH A20 - Power outage ?!
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Non so se sia effettivamente un problema ma ha dello strano.... Al termine di una stampa, la stampante si ferma e l'hotend torna in posizione di "riposo". Lascio passare qualche minuto poi la spengo, prima dall'interruttore poi per sicurezza tolgo anche la spina dalla corrente. Alla successiva riaccensione mi compare la scritta "POWER OUTAGE" e l'opzione di riprendere la stampa (ma era già stata conclusa) o cancellarla. E' una cosa normale? -
Ventola di raffreddamento 24v - dove trovarla?
Meldro ha risposto a Meldro nella discussione Hardware e componenti
Viste anche quelle... oltre a costare un tot... arrivano a Maggio. 😞 -
Ventola di raffreddamento 24v - dove trovarla?
Meldro ha risposto a Meldro nella discussione Hardware e componenti
Però... potrei prender una di quelle radiali che si trovano più facili e stamparmi un adattatore? che dite... un adattatore in PLA mi si scioglie? -
Ventola di raffreddamento 24v - dove trovarla?
Meldro ha risposto a Meldro nella discussione Hardware e componenti
Si ma arriva dalla cina... a Giugno... 😞 Di queste sarebbe l'ultima che avevo già visto ma è a 12v. Le altre mi sembrano diverse, come convoglio il flusso "di sotto"? -
Ventola di raffreddamento 24v - dove trovarla?
Meldro ha pubblicato una discussione in Hardware e componenti
Sono alle prime armi e dopo 4 giorni di test iniziavo a stampare qualcosa di decente. Stampante GEEETECH A20. La ventola che raffredda il nozzle fa un rumoraccio, la svito per vedere se posso mettere una goccia d'olio per lubrificarla... non ha il nottolino di dietro quindi non posso lubrificarla ma.. nello svitarla si stacca uno dei cavi di alimentazione, si stacca direttamente dal circuito stampato quindi non riesco a saldarlo con l'attrazzatura che ho in casa, è troppo piccolo lo spazio per la saldatura. Vado su amazon/ebay e tutte queste ventole da 24v vengono dalla cina e non arrivano in tempi decenti... Sto stampando PLA... qualche indicazione su dove recuperarne una in tempi decenti o altri consigli (vorrei valutare la stampante entro il tempo limite per un eventuale reso)? Grazie in anticipo. -
Calibrazione estrusore... impossibile.
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Perdona l'ignoranza ma non ho ben capito dove dovrei fare il segno... Ad ogni modo dai test che ho fatto, se verifico il trascinamento di questo motore staccando l'hotend, è corretto spacca il decimo di millimetro (una volta corretto, di poco il valore degli step). Se invece collego l'hotend con gli stessi parametri allora si, "scivola" e perde passi (sempre facendo il di estrusione di 100mm). PS: dagli ultimi test, la ventola che raffredda il materiale... non parte più... - livello sconforto 1000 su 10. 😕
-
Calibrazione estrusore... impossibile.
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
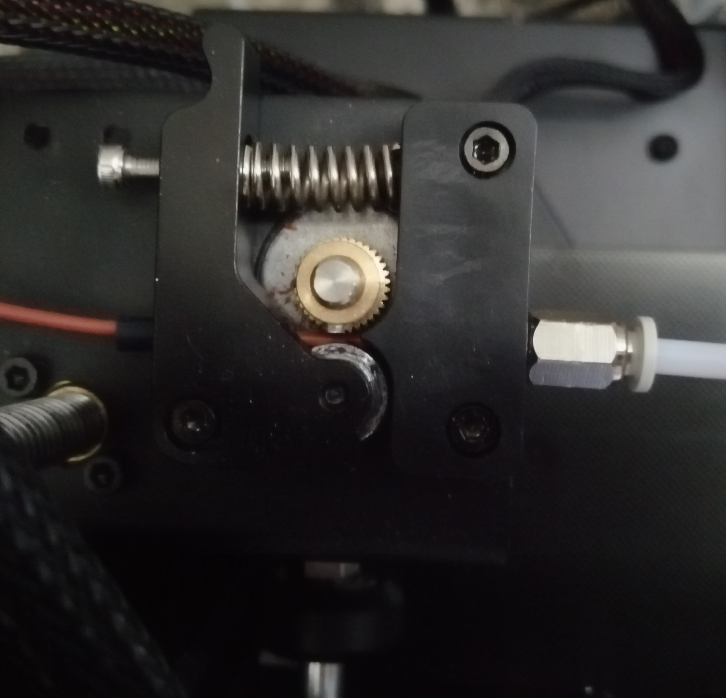
Per ingranaggio intendi la ruota dentata che carica il filo dalla bobina al tubo PTFE? -
Calibrazione estrusore... impossibile.
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ciao, intanto grazie a tutti per le risposte. Il filo lo faccio uscire con il GCODE trovato qui: https://www.youtube.com/watch?v=I5i1FPoc0H4 (ma ne ho visti almeno altri 4 di video simili ed il codice è sempre quello, cambiano giusto la lunghezza del filo estruso ma la velocità è sempre F200). G21 G90 G92 E0 G1 E100 F150 M400 Come detto sopra e come puoi vedere dal codice ho provato anche a F150 con i risultati "anomali" (che ho messo). Il filo estruso a volte si arriccia a volte no. Il test lo faccio preriscaldando l'hotend da LCD (che mette l'ugello a 190°) Se devo dirla tutta lanciando il codice qui sopra, a volte, ho la sensazione che non venga eseguito completamente per due motivi: - vengono estrusi si e no 3/4 cm di filo - sull'lcd rimane impresso il nome del file gcode lanciato mentre mi aspetterei di vedere un PRINTER READY (corretto?) Quindi devo lanciarlo una seconda volta per farne estrudere un quantitavio pià consistente e più vicino ai 100mm. Questa cosa appena descritta, NON SUCCEDE, se lancio il gcode senza aver collegato lo spingi filo all'estrusore. In quel caso il filo viene trascinato correttamente per la lunghezza impostata. Spero d'essermi spiegato. -
Calibrazione estrusore... impossibile.
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ok, test fatto con F150 e con tutto montato. Ho misurato 10 cm a monte del motore, riscaldato l'ugello e avviata l'estrusione. Succede questo: - con E step/mm -> 93.00 (valori originario) - il "caricamento" è continuo e vengono estrusi 55/60 mm di filamento. Se prendo quel valore e calcolo gli step: 100/60 * 93 = 155 A questo punto, con un E step/mm di 155, ripetendo il test, il caricamento non è più continuo, ogni tanto la ruota dentata (o non so cos'alto "salta") e non c'è un caricamento continuo. Test ripetuto 4/5 volte e tutte le volte si conferma quanto sopra. -
Calibrazione estrusore... impossibile.
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
La stampante è una GEEETECH A20. Comunque ok, rifaccio il test a velocità ridotta vediamo cosa dice... Grazie -
Calibrazione estrusore... impossibile.
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Direi di no, estrude a F200 e poi se perdesse passi li perderebbe sempre, anche quando non passa nell'hotend credo... -
Calibrazione estrusore... impossibile.
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Killrob numeri sempre diversi... Quello che mi aspettavo è che magari ci fosse un parametro diverso tra trascinamento a vuoto e passaggio nell'hotend, ma poi una volta ricalcolati gli step (col filamento che passa nell'hotend) la cosa si aggiustasse più o meno. Invece correggo il paramentro, rifaccio il test ed entrano 3/4 cm in meno... avrà consumato non so quanti metri di filamento per fare più volte queste prove, non c'è un parametro che "stabilizzi" la cosa (quando il filamento passa nell'hotend). -
Calibrazione estrusore... impossibile.
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, premetto che prima di scrivere ho passato ore a guardare video e cercare documentazione.... e penso che non ci sia molto altro che debba sapere in merito. 🙂 Stavo tentando il test del thin wall e non c'era verso di ottenere mezzi cubi vuoti che avessero pareti esenti da difetti. Quindi ho fatto un passo indietro ed ho rifatto la calibrazione dell'estrusore (che avevo già fatto ma tant'è). Ho fatto il test, facendo avanzare di 100 mm il filamento e misurando l'avanzamento in diversi punti. Prima misura: A) Rilevamento direttamente dopo il motore (prima di entrare nel tubo in PTFE che collega il motore all'hotend) Misura eseguita una prima volta, applicato formula e corretti gli step/mm. A questo punto ho rifatto il test A), perfetto. Seconda misurazione: Ricollego il PTFE al motore e lo stacco dall'hotend e la misura la prendo prima di entrare nell'hotend. Misura perfetta. Escono i 100mm esatti. Per sicurezza ripeto il test e di nuovo perfetto (direi che questo mi fa escludere problemi alla ruota dentata o al motore...) Ora iniziano i dolori... Ricollego tutto e misuro la quantità di filamento caricato a monte del motore mentre viene estruso. Visti i test precedenti mi aspetto che vengano caricati 100mm di filamento. Niente... di 100mm ne entrano 60. Allora calcolo e correggo gli step/mm e rifaccio il test... e niente, ancora di 100 ne entrano, questa volta 75mm. Quindi deduco che c'è qualcosa che "frena" nel blocco hotend. Cambio il NOZZLE! Rifaccio l'ultimo test (con estrusione) e niente valori ancora sballati, non c'è un parametro di step/mm tale che se imposto un avanzamento di 100 faccia estrudere 100, Che ne dite? Grazie in anticipo. -
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Si, perdonami, puoi riunirli o eliminare quello che ritieni superfluo? Grazie e scusami. -
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Grazie, in effetti il risultato sembra molto simile al mio. Forse è il materiale che sto usando che ha una riflessione della luce tale da accenture alcune striature. Ci potrebbe stare. Ora mi sono imputanto sul problema della barchetta, che ho dettagliato meglio nell'altro post (l'ultimo messaggio di questa mattina ho aggiunto altre foto: https://www.stampa3d-forum.it/forum/topic/10570-altri-test-con-problemi-cubo-e-3dbenchy-foto/?do=findComment&comment=77947). Riuscissi a risolvere quel problema li... mi reputerei soddisfatto...ufff... che fatica. 🙂 -
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
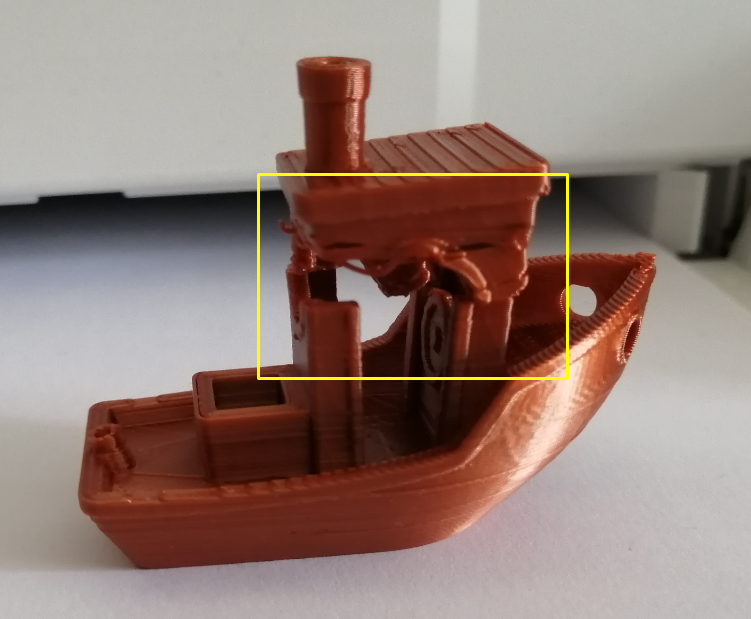
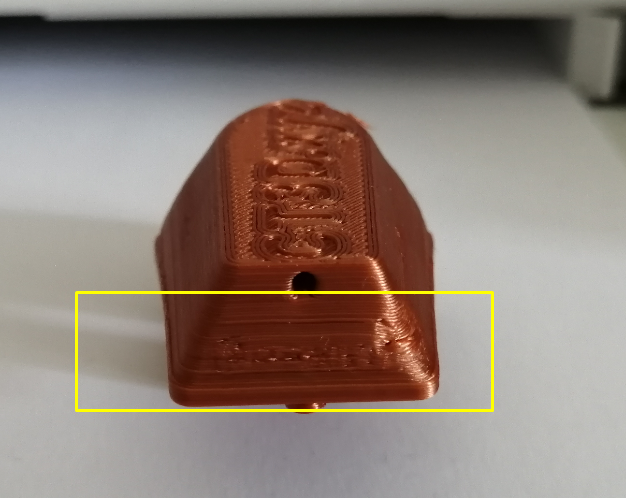
Eh... 🙂 se hai letto il proseguo del post... l'ho appreso dopo la foto che ce ne erano 2... 🙂 Devo riuscire a non mollare prima... 😞 Dunque ho fatto la calibrazione dell'estrusione e quella del flusso che però ho lasciato a metà (l'attuale calibro non arriva al centesimo quindi, da quello che ho capito, è abbastanza inutile, ne ho ordinato uno migliore appena arriva rifaccio il test). Nel frattempo ho riprovato il test della barchetta cambiando i settaggi. Nello specifico ho ridotto la velocità di estrusione da 60 a 40 e ridotto il riempimento al 10%. Praticamente non è cambiato nulla anzi.... oltre ai difetti iniziali è successo qualche "inciucio" di materiale in fase di costruzione della cabina della barchetta, non è stato stampato uno dei 4 montanti e praticamente mi si è "rotto" in mano il pezzo superiore della barchetta quando sono andato a staccarlo. Nelle foto potete vedere i "difetti": 1 - la prua non viene continua ma presenta una superficie irregolare e rientra (e vorrei almeno riuscire ad eliminare questo.... 😞 ) 2 - il testo dietro la barca non viene praticamente stampato 3 - il testo sul fondo non so se è corretto che venga così. Unico dato "positivo" è che nei 2 test che ho fatto i difetti sono IDENTICI (quindi magari c'è una causa precisa).
-
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Si, avevo trovato quel video il problema è che sia questo, che altri video fanno riferimento a simplify3d mentre io sto usando CURA e non riesco a trovare le voci relative (il fatto che non si trovi un test di flusso fatto su CURA vuol dire qualcosa?) ps: grazie ad entrambi per l'aiuto e l'incoraggiamento 😉 -
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Porca paletta... ho trovato solo questa: https://www.stampa3d-forum.it/flusso-di-stampa-guida-calibrazione/ (che però parla della calibrazione dell'estrusore) la guida con il THIN WALL test non la trovo... -
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ci voglio credere... 😉 Procedo.... -
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Qualche idea da dove iniziare? (leggendo in giro ho trovato anche qualche riferimento alla calibrazione dell'estrusore... può essere?) EDIT: nel frattempo ho stampato un cubo delle stesse dimensioni senza lavorazioni, con facce lisce ed il problema non si è ripresentato.