

Carsco
-
Numero contenuti
1.465 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Carsco
-
-
1 minuto fa, Alfaone78 ha scritto:
Il vetro mi ha risolto immediatamente il problema
Torni con la clava in mano, come vuoi.
2 minuti fa, Alfaone78 ha scritto:MOLLE NUOVE, quelle di serie sono ....MOLLE!
Le molle sono buone. Stampati un guidamolla con spessori e risparmia i soldi. Io sono 3 anni che uso le molle originali.
3 minuti fa, Alfaone78 ha scritto:BLTOUCH
Come dicono dalle mie parti, ti stai mettendo l'acqua fuori e il rubinetto dentro.
Procedi per gradi: non un bltouch che ti fa venire le stampe buone. -
5 ore fa, Alfaone78 ha scritto:
Con la mia Ender 3 prima di iniziare una stampa Faccio setAutoHome, controllo se il piatto è livellato bene, e non lo è mai, lo livello e parto con la stampa.
Io ormai livello solo se smonto il piatto o cambio radicalmente qualcosa, cioe' ogni 6-8 mesi.
Se tu ad ogni stampa "controlli" il livellamento ed e' diverso allora c'e' qualcosa da rivedere nel modo in cui livelli, e secondo me e' proprio questo il problema del tuo cattivo livellamento.
Semmai, prova a fare due/tre stampe di seguito senza livellare e vedi se il pezzo ti viene uguale.
Se ti viene uguale allora c'e' sicuramente qualcosa che sbagli nel MODO in cui livelli.Poi, quando dici tu, butti via vetri, lacche e clava, ti evolvi e passi al PEI col foglio di acciaio.
Il 14/10/2021 at 23:58, Alfaone78 ha scritto:Alla fine...gli do un colpetto e parte....MALEEEE.
E' assolutamente normale.
Devi segnarti la % a cui la ventola inizia a partire senza spinta manuale.
Dipende dalle caratteristiche elettriche e meccaniche della ventola: non c'e' la ventola migliore che parte a % piu' basse ma la ventola che e' stata costruita per girare a tensioni piu' basse.
Per la cronaca, da 30 a 40% non ti cambia assolutamente nulla.-
 1
1
-
-
Pero' mi meraviglia che il motore non perda passi coi classici scatti.
Cmq basta tenere gli occhi sulla ruota dentata per rendersi conto se scivola o meno.-
1
-
-
Il diluente e' diluente, l'acetone e' acetone (contenuta comunque nel diluente), l'acquaragia e' l'acquaragia, la trementina e' trementina.
Credo sia diluente nitro. -
E' il diluente classico.
-
1 ora fa, Chrys ha scritto:
Nel mio caso c'è una differenza notevole tra i due valori
Evidentemente il filamento scivola sulle ruote.
-
2
-
-
2 ore fa, Alfaone78 ha scritto:
per produrre parti come Jig che devono avere una buona resistenza
Cosa sono queste "parti come Jig"?
Il robot? Per quella roba si usa il PLA proprio per evitare di perderci un sacco di tempo.
Con ABS non puoi stampare parti molto grandi senza le dovute precauzioni.
Mi pare di capire che per ora hai piccoli problemi persino col PLA quindi concertati su di questo, per ora.
Ti consiglio di procedere per gradi e solo dopo aver imparato a gestire il PLA in tutte le sue forme allora potrai passare con piu' gusto al PET(G).
Per "In tutte le sue forme" intendo dire che non basta sapere stampare un certo filamento. Quello stesso filamento se lo lasci qualche mese fuori dalla busta cambia la consistenza al punto che devi rivedere molti tuoi parametri di stampa.
Figuriamoci se cambi marca, colore, lotto e fornitore...
Procedi per gradi e lascia perdere l'ABS per ora se non vuoi ritrovarti con l'hotend "otturato" (come dicono in tanti, ma non e' otturato affatto).
Compra una buona base magnetica ruvida oppure il piatto magnetico di acciaio con rivestimento in PEI e lo spingifilo che ti ha consigliato @KillrobCmq qui sul forum troverai centinaia di post che parlano di come risolvere decine e decine dei problemi piu' comuni.
-
1
-
-
11 ore fa, Killrob ha scritto:
Su youtube ho visto uno che ha avuto successo stampando sul compensato da 3mm
Chiedero' la marca del calendario.
-
 1
1
-
-
Grazie a tutti. Adesso so in che direzione rivolgere le bestemmie.
-
Salve.
C'e' qualcuno che hai provato a stampare il POM?
Su che base?
Con che accorgimenti?
Io ho provato su foglio PEI a 110° adeguatamente irruvidito e su cui stampo regolarmente ABS ma il POM mi ha fatto una scorreggia, si e' tolto dal supporto e si e' reinfilato da solo nella scatola da cui proviene.
Idee?-
3
-
-
5 ore fa, Mino ha scritto:
La 4.10 mi ha fatto cadere ai minimi storici Cura
La stampa 3D non e' mica per tutti!
Io, per esempio, mi rivolgo ad un centro professionale di stampa. PAGO e ho le mie stampe perfette.
Altro che Prusaslicer... siete proprio pivelli per pagare per un software che comunque non funzionera' mai bene.
Se ci sono i professionisti, un motivo c'e'.
Altrimenti funzionerebbe anche Cura, gratuitamente.
Ma la stampa 3d non e' per tutti, come dicevo prima.
Evidentemente non e' per quelli che pagano un software perche' non sono in grado di farne funzionare uno gratuitamente.
Figuriamoci uno a pagamento. -
Si, Cura. Pensavo si riconoscesse.
Grazie. -
Salve.
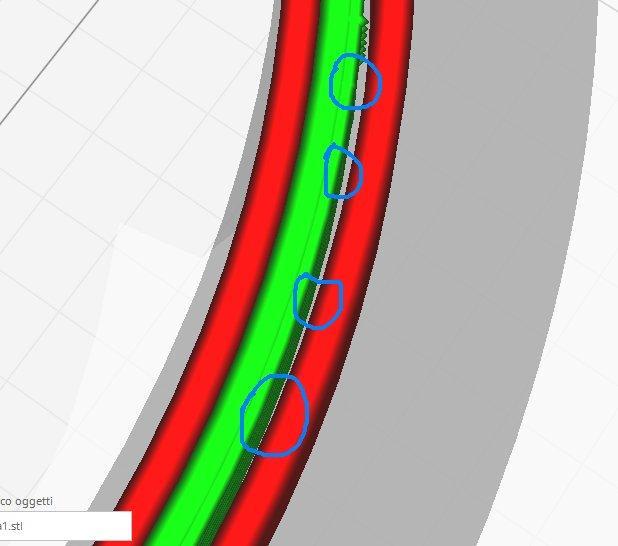
A volte mi capita di stampare solidi con facce verticali parallele e, a seconda dello spessore del pezzo e a seconda della larghezza linea, rimangono vuoti fra linea e linea.
Tempo fa avevo visto che era possibile riempire questi interstizi.
Lo slicer variava automaticamente la larghezza della linea e le linee si sarebbero toccate rendendo piu' decisamente solida la stampa.
Ecco un tipico esempio:
Nella parte cerchiata di blu c'e' un piccolo spazio, una "fessura".
Questa fessura mi rende particolarmente fragile il pezzo.Certo, se riduco lo spessore del pezzo (o aumento la larghezza della linea) mi viene perfetto, ma non posso sempre adattarmi io a tutto cio'.
Prima di saltare subito a conclusioni affrettate: l'opzione che cerco non e' la classica "Stampa pareti sottili" o "Riempimento degli interstizi tra le pareti".
Queste non sortiscono alcun effetto.
E' qualcos'altro.
L'avevo visto tempo fa qui sul forum ma adesso non ricordo ne' chi ne era l'autore ne' che opzione era.
Qualcuno vuole cimentarsi?
-
4 ore fa, velidhu ha scritto:
aveva quasi 3mm di dislivello
Secondo me c'entra poco, a parte una asimmetricita' del pezzo finale se questo e' molto alto. 3mm all'estrema destra difficilmente si ripercuotono in un pezzo cosi' piccolo, al centro del piatto e cosi' basso.
Invece sono quasi convinto che nel rimontaggio tu abbia stretto meglio gli eccentrici al punto da ridurre i giochi che ha l'asse X durante lo z-hop.
Questi giochi variano anche con la posizione della chiocciola (forse quella che tu chiami "dado"): molta gente stringe a morte quelle viti e si ritrova con difetti di quel genere lungo Z.-
1
-
-
Piatto magnetico in che materiale?
Quello plastico oppure il foglio di acciaio e poi il PEI sopra?
Se e' quello plastico ed e' di cattiva qualita' non reggera' i 90-100° tenuti a lungo.
Io avevo quello originale della Ender 3 Pro (molto piu' spesso di quelli cinesi con la scritta Ender) e lo tenevo a 110° per decine di ore. Si e' rotto per un mio errore ma dopo 2 anni.
Ora sono col il foglio di acciaio e il PEI sopra: e' un pelo peggio (e' meno ruvido) ma lo cambi con pochi soldi e comunque l'originale non e' facile da trovare se non nello store Creality.
Si', alza OLTRE i 90-100 per il primo layer e cerca di non usare il raft perche' ti si spezzera' dalle enormi forza in gioco.
Usa solo il brim, almeno 10-15mm.-
1
-
-
4 minuti fa, Xristian ha scritto:
Ciao ragazzi, sempre stampato pla , adesso sto iniziando con ASA ma ho un problema di un leggero warping , cosa potrebbe dipendere? ho cristonato abbastanza per farlo stare attaccato ( bed 80 - nozzle 255 , asa azurefilm ) uso gia' dimafix brim a 15 linee w raft. ma un leggero rialzo me lo fa ancora.
Se quello che vedo e' PEI, grattugialo un pochino con cartavetro da 500 e usa temperature superiori, tipo 90-100 almeno per il primo strato.
80 sono decisamente pochi a meno che non usi le varie colle o altri sistemi arcaici e poco pratici.-
1
-
-
3 minuti fa, incisore ha scritto:
la mia taratura iniziale era molto schiacciata sul piatto
T.L.D.!
-
1
-
-
Posso vedere la parte inferiore dei tuoi pezzi?
Secondo me sei schiacciatissimo e stai letteralmente spalmando il filamento nei pori del vetro.-
1
-
-
11 minuti fa, Asalerno76 ha scritto:
perché il cavo non arriva all'altro motore
Li devi scambiare dalla scheda!
-
1
-
-
4 minuti fa, Asalerno76 ha scritto:
Le altre prove hanno dato lo stesso esito
Non credo che tu abbia fatto le prove che ti ho proposto.
Sgancia quella cinghia, e senti che rumore fa quando il motore gira da pannello.
Poi muovi il piatto senza cinghia: scorre senza impedimento?
Poi scambia i conettori dei motori (senza nemmeno smontarli, ci metti 10 secondi) e cerca di isolare il problema. -
Se sganci la cinghia e muovi il motore da pannello (come se ci fosse il piatto) te lo fa sempre?
Se sganci la cinchia il piatto si muove bene o incontra resistenza?
Se scambi le connessioni dei due motori il problema te lo ritrovi sull'altro oppure sempre sullo stesso motore?-
1
-
-
Il 12/6/2021 at 15:33, Danchicco ha scritto:
Carsco di che pezzo parlavi giusto per curiosità?
https://www.thingiverse.com/thing:4726001
-
10 minuti fa, FoNzY ha scritto:
la resina ovviamente non risulta conduttiva e poco sensibile al campo magnetico.
faro' un ultimo test con densita' al 7%...
E passare dal 5 al 7% ti dara' un risultato sensibilmente migliore?
-
Molto belli anche i tuoi.
Io avrei carteggiato un po' per togliere il classico riflesso delle righe.
Il modello e' cosi' tondo che bastano 10-15 minuti di carta 100/220 senza andare oltre.
Prime Prove PETG
in Problemi generici o di qualità di stampa
Inviato
Guidamolla spessorati, tipo questi:
https://www.thingiverse.com/thing:3464335