

Davide87
-
Numero contenuti
705 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Davide87
-
-
oggi pomeriggio provo!
Davide
-
 1
1
-
-
non è un problema che non mi fa dormire la notte, ma mi sembrano troppo rumorose (sia quella per l'elettronica che quella del hotend), adesso ho misurato e siamo sui 68 dB a 30 cm (per quanto l'applicazione del cell possa essere affidabile)... Ho paura che per come le ho collegate (direttamente all'alimentazione con lo step down 24V/12V) arrivi troppa corrente in ingresso e girino troppo veloci...
Poco tempo fa ho ristampato il vent ring, e nel fare quache prova mi sono accorto che anche a ventola estrusore spenta, da sotto l'hotend esce un bel po' d'aria grazie alla noctua... per non rischiare problemi dalla parte opposta non le ho ancora toccate, ma adesso che ho visto il tuo video mi viene il dubbio che le stia facendo girare toppo veloci...
-
@Tomto, non è semplice fare un confronto con microfoni diversi, ma cavoli la tua ventola sull'hotend fa un decimo del casino della mia, è una noctua fan 40x40x10, giusto? Hai per caso usato quel cavetto per la riduzione del rumore?
-
@iLMario, sì sì ti confermo che il grasso in bomboletta è letteralmente diluito con un solvente per renderlo suffcientemente fluido da essere spruzzato come aerosol, e che prima di mettere in uso quello che hai lubrificato, 10-20 minuti di attesa sono sempre utili, specialmente in funzione della temp ambiente.
Altra cosa che può sembrare banale, ma per la quale spesso mi trovo a discutere con i clienti: può essere che se la bomboletta è rimasta un po' di tempo a magazzino e magari ha preso freddo, prima di essere utilizzata deve essere agitata molto bene per omogeinizzare il tutto, questo te lo dico perchè il problema dei grumi che hai segnalato potrebbe dipendere in parte anche da questo aspetto...
Trucchettino: prendi la bomboletta e tienila con entrambe le mani in orizzontale e shackera guardando l'orologio almeno per due minuti quando è nuova (o anche dopo un po' di tempo che non la usi), se ha dentro la sferetta in metallo è un tipico segnale che sanno che c'è qualcosa che fa fatica miscelarsi. Con quelle che contengono grafite o PTFE tutta questa procedura è molto importante... con le altre meno, ma è sempre meglio non rischiare.
In più fai un buon esercizio per bicipiti e avambracci senza nemmeno andare in palestra! 🤣
-
🤣🤣... è sicuro che si romperà... ne ho presi 10 apposta e per fortuna la soluzione segnalata da @marcottt mi permette di sostiturili senza fare troppa fatica...
-
1
-
-
Il problema dell'ingrassaggio è tutt'altro che semplice a guida montata... Ho trovato un pdf di skf dove fa vedere che loro hanno previsto un canale per la lubrificazione dietro al sigillo di plastica. Magari può essere uno spunto... Non è che allentato il sigillo di plastica laterale, riesci ad avere un accesso più facile per lubrificare senza sparare grasso ovunque?
-
Alla fine ho ordinato una decina di fittings m10 e una cassettina con dadi e viti m3 per montare il tutto più semplicemente. Ho poi disegnato l'attacco prendendo ispirazione da quello consigliato da @marcottt su thingerverse e dopo qualche regolazione ho fatto partire tutto. Al momento mi sembra vada tutto bene!

-
3
-
-
Allora non sono l'unico che bestemmia nel rimuovere le stampe dal piatto... 😅😅
È inutile che lo dica a voi, ma quando "schiaccio" il primo layer, poi rimuovere il pezzo è ancora più dura...
Anche se da quello che leggo nel forum, non ho trovato molti "estimatori" della colla stick, per risolvere il problema del pezzo inchiodato al piano, io ho visto che lasciando raffreddare il piano (per sfruttare un minimo il ritiro) e riscaldandolo nuovamente sui 60°C, la colla si ammorbidisce e mi permette di rimuovere il pezzo senza rischiare di distruggere tutto. Non vado più oltre i 60 perché toglievo tutto facilmente, ma un paio di volte ho deformato la base dell'oggetto.
Ovviamente per avere la superficie bella liscia uso solo un velo di colla, perché facendo anche solo due passaggi di stick sullo stesso punto, già si rischia di vedere la "trama" sulla superficie a contatto con il vetro...
Se sto scrivendo cose troppo banali, fermatemi pure... 😀😀
-
Un altro dettaglio che ho notato ultimamente, è che l'estrusore tipo BMG devo tenere il piatto più basso perchè se il primo layer è troppo schiacciato rischio di fargli strappare il tubo in PTFE, quindi l'altezza del primo layer è forse un pelo alta ora, invece con l'estrusore classico posso tenere il piatto più alto perchè male che vada la ruota godronata slitterà un po' sul primo layer, ma posso tenere il nozzle bello vicino... io invece (senza battute) ho ancora l'ugello "originale" ed è appuntito, che quello piatto aiuti troppo il trascinamento della plastica calda facilitando la formazione di grumi?
-
Per farti capire cosa intendevo con piano leggermente alto ti allego la foto della stessa identica stampa, nella foto in alto il piano era semplicemente leggermente più basso... sull'ugello come non detto...
-
1
-
-
Immagino siano prove che avrai già fatto, ma io ho notato che tenendo il piatto un pelo "alto" e sfruttando la pressione generata dal nozzle, mi è sembrato che le linee fossero belle unite le une cone le altre e producessero una superficie bella uniforme, oltre a tenere la velocità intorno ai 15 mm/s per il primo strato...
Mi hai anche fatto venire in mente un video di @Help3d (sulla extrusion width https://www.youtube.com/watch?v=MAsS3wTnN5s) in cui si parlava di come la forma dell'ugello producesse sezioni più o meno ovali, magari utilizzando un ugello meno "appuntito" potrebbe aiutare? questa è una mia supposizione... Perché è vero che la forma dell'ugello influenzerà soprattutto la parte superiore della linea appena depositata, ma di riflesso lo farà anche un po' sotto penso...
-
Scusa @iLMario, è la superficie a contatto con il vetro che stai cercando di ottenere perfettamente liscia, vero? Quale materiale stai utilizzando?
-
A me lo faceva anche sulle stampe di medie dimensioni, allora ho abbassato i jerk a 10 mm/s3 e va molto meglio, non ho ancora provato la junction...
-
1
-
-
@Tomto ti confermo anche io che da quando ho la SKR, i tempi di stampa previsti da Cura sono molto più vicini alla realtà, qualche volta risultano addirttura un 5-10% inferiori al previsto, invece con la scheda originale erano sempre un 10-20% più lunghi di quelli previsti.
Ho inoltre abbassato Jerk e accelerazioni massime dal firmware, perchè mi sembrava che con i vecchi g code, dove non avevo impostato questi valori, e di default quindi utilizzavo i massimi raggiungibili, la meccanica della stampante adesso fosse troppo sollecitata perchè un altro vantaggio di farla girare silenziosamente è proprio che si apprezzano maggiormaente i rumori "meccanici" non più coperti dal rumore dei motori.
Inoltre mi si otturava il nozzle molto facilmente, perchè l'estrusore sembrava impazzito per le accelerazioni che raggiungeva durante la retraction.
-
1
-
-
ottimo, ci proverò sicuramente!
Davide
-
Grazie per i consigli, sono come al solito preziosi...
Ovviamente l'estrusore ha 2 fitting, e solo uno è sostituibile, ma sarebbe quello in ingresso, che è arrivato rotto, ma mi interessava poco, perché tanto lo usavo solo per tenere il pezzetto di tubo per guidare il filamento fino all'ingresso... Quello in uscita distrugge il tubicino in PTFE quando lo strappa fuori, quindi comunque fa presa piuttosto bene nonostante tutto...
probabilmente se voglio usarlo devo semplicemente prenderci un po' la mano...
-
Ciao a tutti,
come anticipato ieri mi è arrivato il niuovo estrusore BMG clone per la mia Ender 3.
https://www.amazon.it/gp/product/B07Q5RNRR6/ref=ppx_yo_dt_b_asin_title_o03_s00?ie=UTF8&psc=1
Dopo le solite imprecazioni per l'installazione (per chi volesse cimentarsi con questa modifica, vi servono almeno un paio di dadi M3), sono riuscito a far fare una 3dbenchy di prova, che è venuta bene, nonostante un po' di ghosting non legato al nuovo estrusore, ma probabilmente al nuovo FW da sistemare.
Ho trovato tuttavia alcune difficoltà di cui mi piacerebbe discutere con voi:
1) lentezza nell'inserimento del filo
Per come è configurato lo spazio dove ho la stampante, non ho la possiiblità di collegarle il pc facilmente e per questo tipicamente uso i comandi sulla stampante stessa. Quindi per inserire il filo dall'estrusore non mi rimane che muovere l'estrusore molto lentamente con i comandi della stampante, e questo sicuramente non è comodo per me che cambio tipologia di filo abbastanza di frequente. Esiste un modo diverso per fare questa operazione?
2) Se trova una resistenza, strappa il tubo di PTFE
Sia livellando il piatto (se il nozzle è troppo vicino al piatto), che in caso di intasamenti dell'ugello mi sono ritrovato con il tubo di PFTE "strappato" dal connettore, e come conseguenza ho dovuto estrarre il filamento di PLA, tagliare l'estremità del tubo e ricominciare da capo tutto il lavoro. Vi risulta possa accadere o ho sbagliato qualcosa?
L'estrusore classico in questi casi liite "slitta" danneggiando il filamento, ma tra i due, quasi quasi preferisco il secondo comportamento...
La mia prima impressione è che capisco gli innegabili vanaggi, ma mi sembra un po' meno "flessibile" del classico estrusore, cioè mi viene a mancare del tutto il sistema per fare scorrere liberamente il filamento e a furia di mettere e togliere il filamento per sistemare i problemi di cui sopra, ho già fatto un mezzo danno: mi si è incastrato l'estremità di pla con diametro leggermente maggiore (deformato dal nozzle) nel connettore del tubo in PTFE, adesso ho smontato tutto e ho appena un attimo cercherò di pulirlo.
-
2 minuti fa, Tomto dice:
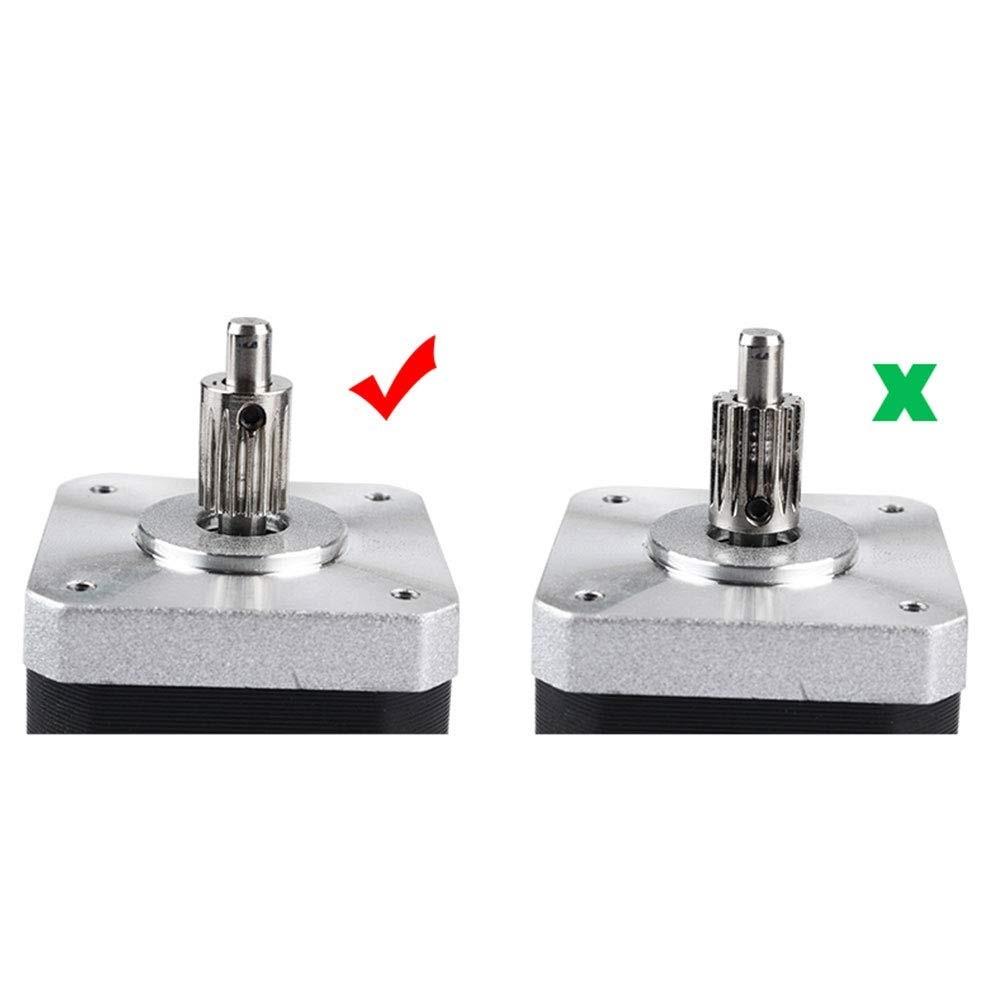
è quello con le istruzioni strane con i colori invertiti 😂
Infatti, guardando le foto, io avrei montato tutta la vita l'ingranaggio come a sinistra, e solo adesso noto che è così che devo fare...
Ho messo la vref a 760 mA nel FW per l'estrusore e al momento gli step/mm 415 come da file trovato on line... poi ovviamente, come detto, lo sistemo
-
1
-
-
-
@Tomto, per colpa tua 😛, ho già ordinato un estrusore clone bmg e l'hotend tutto in metallo clone della MICRO-SWISS, il secondo per colpa mia, perchè ho deciso di complicarmi la vita, nonostante alcune recensioni negative, ma ho trovato dei video in cui spiegano come sistemare i problemi più classici dei cloni cinesi (speriamo).
Dovrebbe arrivare tutto domani e questa mattina ho aggiornato il FW con le impostazioni per il nuovo estrusore: Step/mm aumentati come da pdf trovato su internet, poi da settare accuratamente una volta montato il tutto, e senso di rotazione invertito per via dell'ingranaggio in più.
Se riesco nei prossimi giorni mi piacerebbe pubblicare un thread specifico con un confronto di 3d benchy ottenute dopo ogni modifica...
Siete d'accordo a procedere come segue?
1) FW aggiornato
2) installazione nuovo estrusore e 3d benchy di prova per verifcare il suo corretto funzionamento
3) installazione nuovo hotend e di nuovo 3d benchy di prova
Lo farei separatamente per non aggiungere troppe variabili al sistema e non capirci più nulla nel momento in cui mi incasinerò, e sicuramente mi incasinerò...
-
3
-
-
So che ne avete già parlato, ma hai l'aria condizionata accesa nella stanza dove stampi? è vero che non è abs, ma con uno "shock termico" anche il PETG un po' di warping lo può fare.
Per definire con sicurezza se è warping, potresti pensare di stampare con il brim? se ti solleva il brim in quell'angolo, almeno sei sicuro che è warping...
-
@marcottt, sì chimicamente parlando sono più o meno la stessa cosa, dalla mia esperienza nell'uso di questo genere di adesivi, evi solo tenere in conto che rispetto ad un cianoacrilato o al metacrilato, hanno bisogno di un po' di spessore per funzionare bene.
Puoi anche usarlo per unire due superifici "lisce", ma devi lasciargli qualcosa intono al mm perchè altrimenti la vedo dura, invece se hai degli spazi vuoti riempie bene, magari facendo un minimo di preparazione (una carteggiata) alle superifici da incollare per essere più tranquillo...
-
La mia compagna lavora per l'azienda che fa i wafer di silicio che fanno da base fra gli altri per i processori di ST, se ci fossero problemi, almeno adesso sai contro imprecare... 🤣🤣
-
Grazie mille @Tomto! Disattiverò la funzione per la Z per non pensarci più...
-
1
-


motherboad skr v1.3 32 bit
in Hardware e componenti
Inviato
perfetto, nell'impacchettare tutti i cavi devo inavvertitamente spostato il dissipatore del TMC che controlla la x e l'ho mandato in corto...🙁 sono ufficialmente un superpistola...