Joker78
-
Numero contenuti
2.149 -
Iscritto
-
Ultima visita
-
Giorni Vinti
32
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Joker78
-

ender 3 piatto storto?
Joker78 ha risposto a daniel nella discussione Problemi generici o di qualità di stampa
Probabile che sei troppo basso con l'estrusore e devi avvitare troppo il piatto, avvitando la vite del end stop l'estrusore rimane più alto e dovrai avvitare meno il piano, con la differenza che il sotto piatto si imbarchera di meno quando avviti, lasciando gli angoli dritti quando serri, dovrai fare diverse regolazioni, perché questi problemi li avresti anche con un piano più rialzato che non comprime la molla, inarcando gli angoli del sotto piatto verso il basso, devi trovare la giusta misura per l'altezza, probabile che al primo tentativo non ti torni ma tu continua prima o poi azzecchi la giusta misura. -
ender 3 piatto storto?
Joker78 ha risposto a daniel nella discussione Problemi generici o di qualità di stampa
ho regolato meglio end stop e il problema si è notevolmente attenuato, in futuro un sotto piano in alluminio non sarebbe una cattiva idea ciao e grazie. -
ender 3 piatto storto?
Joker78 ha risposto a daniel nella discussione Problemi generici o di qualità di stampa
stasera provo è probabile, dici che abbiamo gli end stop troppo in basso? la vite intendo. -
ender 3 piatto storto?
Joker78 ha risposto a daniel nella discussione Problemi generici o di qualità di stampa
Stesso mio problema è la piastra sotto al bed che si torge sfalzando le misure propio perche uno o più angoli si imbarcano, io di solito smollo tutte le viti e metto il piano in bolla, poi dopo calibro il piano per l'estrusore avvitando poco alla volta ogni lato, altrimenti se cerchi la misura subito precisa si imbarca l'angolo, il piano va abbassato in maniera più pari possibile, spero di averti reso l'idea. -
anet a8-linee orrizzontali nell'oggetto stampato
Joker78 ha risposto a Berax99 nella discussione Problemi generici o di qualità di stampa
Voglio dire la mia piccola esperienza con le stampanti cinesi, credo anche io che sono ingrado di fare stampe ottime, ma per tarare il tutto ci devi smanettare, prendo per esempio il bed, nel mio caso la parte sottostante il piatto in alluminio è in legno saranno 7mm o 8mm, quando si va a calibrare il piano si deve stare attenti ha non imbarcare il suddetto piano, perché magari il piano di vetro è livellato ma sotto la tavola di legno è tutta imbarcata, quindi fare solo una semplice regolazione del piano diventa un lavoro da orologiai, a volte tra una stampa e l'altra perdo ore per calibrare il tutto. Cosa molto importante che non viene mai detta è che nel montaggio visto che non possiamo serrare le viti a morte è altamente consigliato un frena filetti morbido o medio, perché a lungo andare si allentano, creando problemi. Detto questo sono macchine delicate e sensibili che necessitano di continue manutenzioni, per avere stampe perfette. -
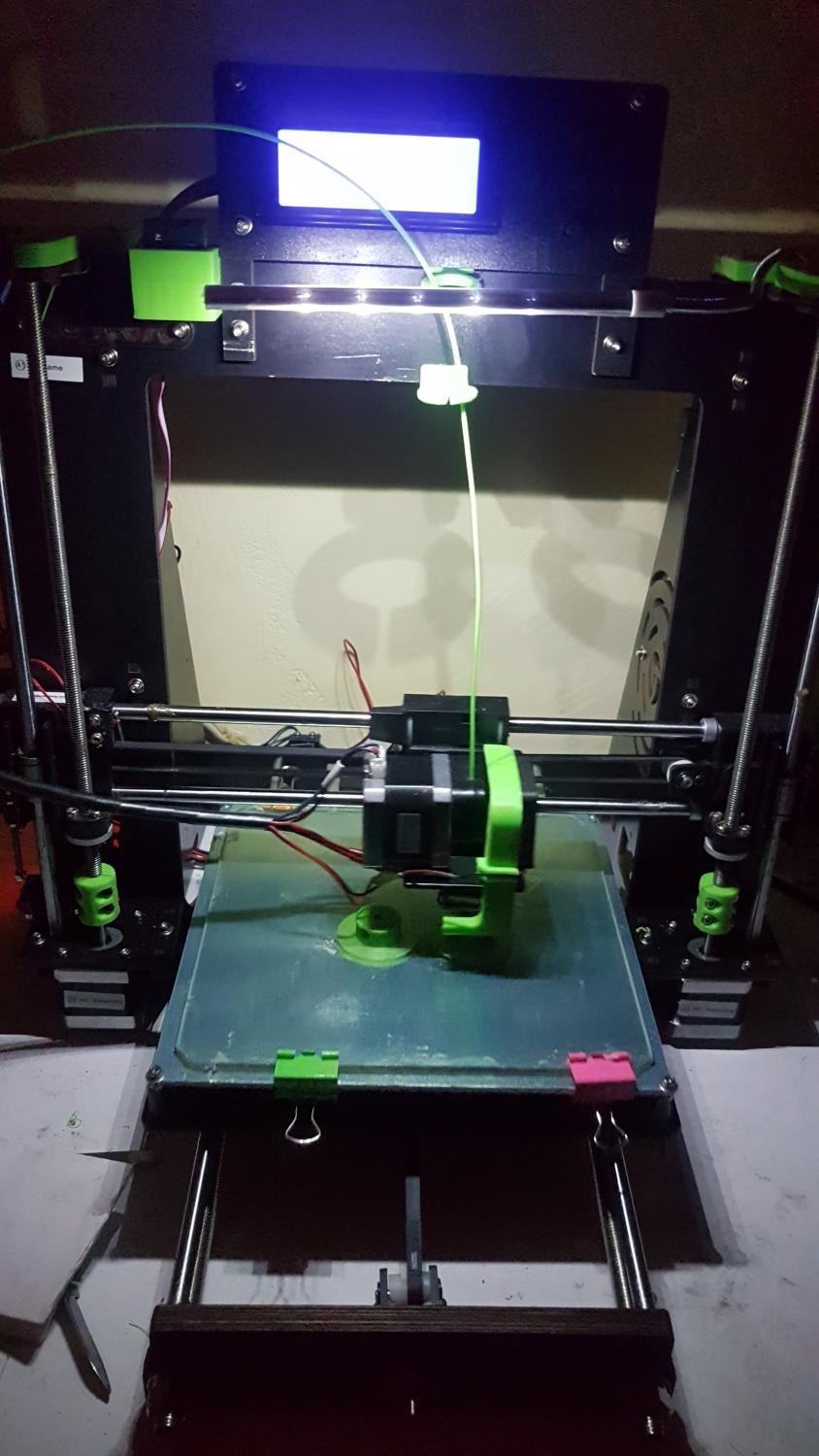
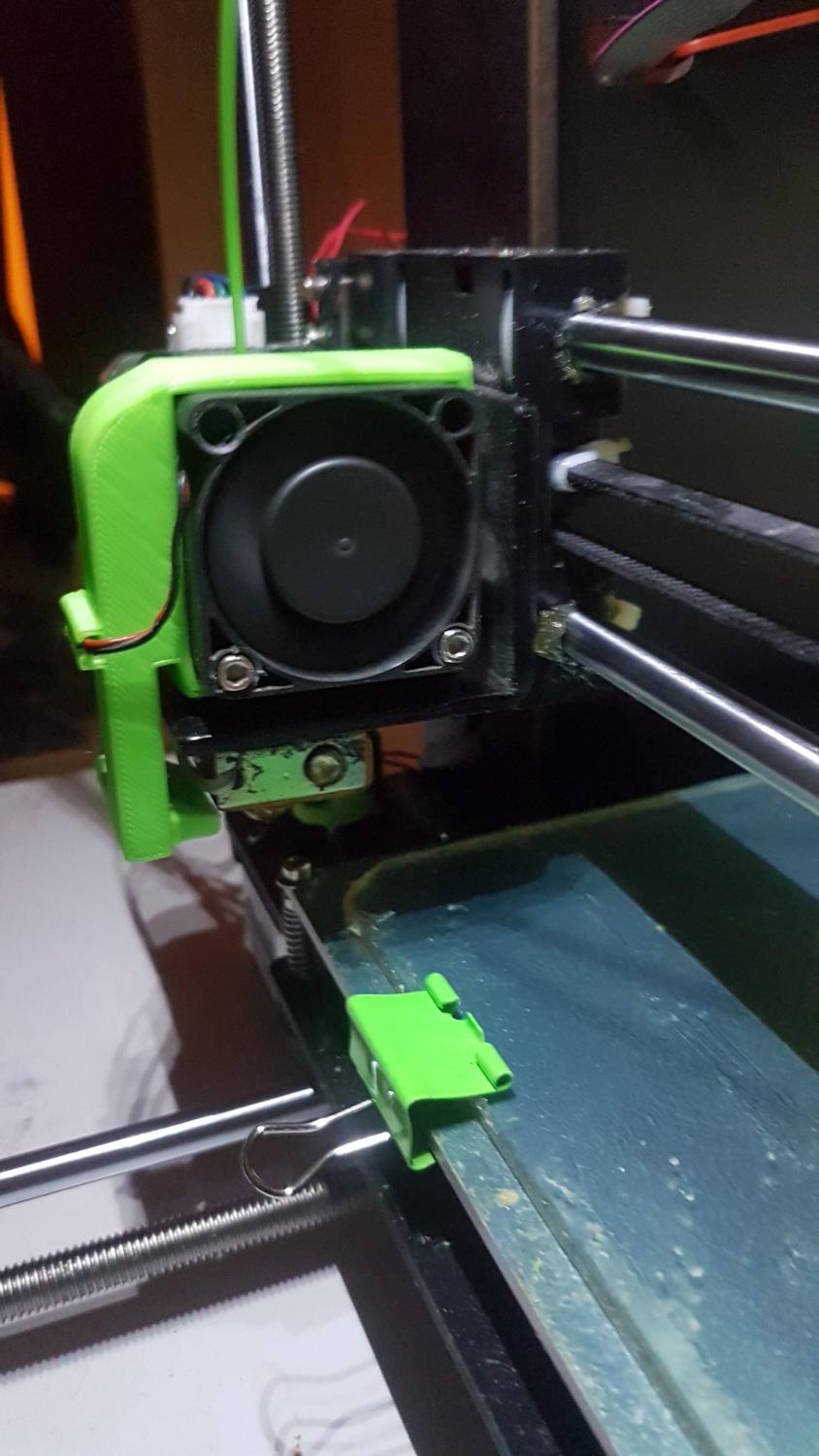
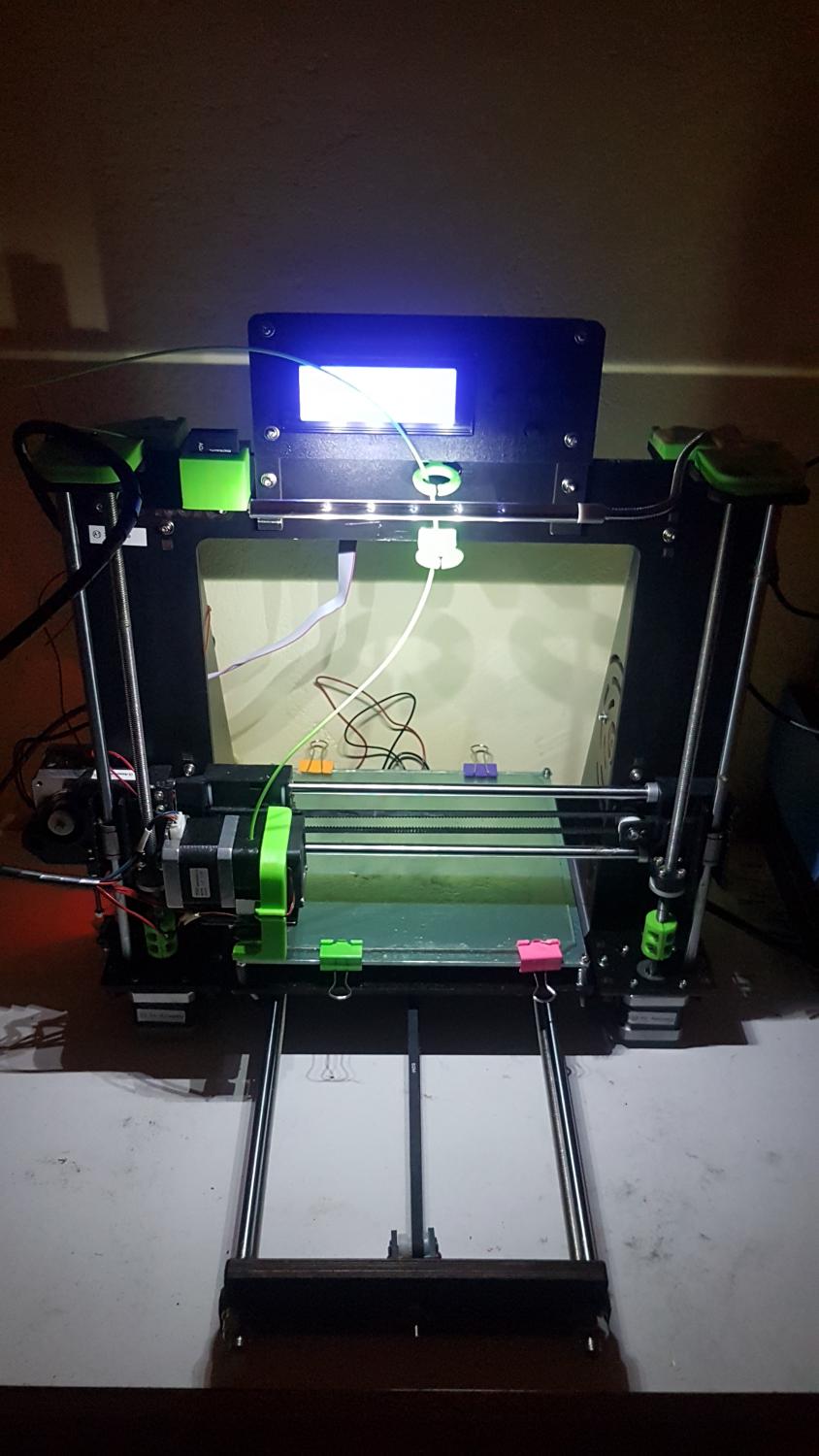
Ecco la mia prusa con qualche piccolo aggiornamento, a breve monterò anche le barre filettate m8 in acciaio inox

-
fine stampa
Joker78 ha risposto a Joker78 nella discussione Problemi generici o di qualità di stampa
Problema risolto. -
fine stampa
Joker78 ha risposto a Joker78 nella discussione Problemi generici o di qualità di stampa
niente provato ma stavolta è salito tutto in cima andando a destra -
fine stampa
Joker78 ha risposto a Joker78 nella discussione Problemi generici o di qualità di stampa
Ok se risolvo mi hai tolto una bega non indifferente, almeno posso lanciare le stampe e stare tranquillo di non ritrovarmi la stampante smontata, grazie infinite n1 -
fine stampa
Joker78 ha risposto a Joker78 nella discussione Problemi generici o di qualità di stampa
Ho provato ho cambiato i parametri impostazioni da curaengine ora ha fine stampa sale di 10 ma va comunque verso destra invece di sinistra se x0 per lui è destra quale è il comando contrario? X-0? -
calibrazione stampante
Joker78 ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
Poi sono operazioni da fare ogni tanto, a volte basta toccare una barra liscia con un dito, se uno sente che è secca una bella passata con un panno, un unghia di lubrificante e la manutenzione è fatta, per le barre filettate se uno non sa è meglio lasciarle cosi come sono, io uso l'olio per unidirezionali ma credo che un olio come il singer funzioni, se ci avete fatto caso le barre appena prese e tirate fuori dal cellofan sono unte, lo stesso faccio io, ma ripeto una goccia ogni morte di papa, anche li fa la sua differenza i motori non sforzano nei movimenimti, e gli assi salgono con meno dislivello, a volte ho notato che se un'asse fa più fatica a salire di conseguenza perde qualche decimo rispetto all'altro asse, su le barre dell'estrusore ho notato un notevole miglioramento nello spostare il carrello dell'estrusore molto più fluido anche nella stampa, idem il piano spariti tutti i rumori e anche qui si nota rispetto a prima una estrema fluidità. Poi nulla toglie che io nella stampa 3d sono una capra😂 -
calibrazione stampante
Joker78 ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
Sul lubrificare dipende da cosa si usa e dalla superfice che si andra a lubrificare, una barra liscia si potrebbe usare anche del grasso per cuscinetti, perché è facile da ripulire, quando si fa manutenzione, su una barra filettata no li si impasta anche la vasellina, io dopo varie prove mi sto trovando bene con l'olio per cuscinetti unidirezionali non lascia sporco, due goccie non di più la differenza si vede e si sente i rumori spariscono tutti, movimenti più sciolti, poi la polvere in casa è relativa. comunque io per lubrificare intendo una cosa moderata, ma rimango del parere che una macchina lubrificata quanto basta senza esagerare a lungo andare porta solo benefici secondo me poi mi posso anche sbagliare per carità. Sul lubrificare dipende da cosa si usa e dalla superfice che si andra a lubrificare, una barra liscia si potrebbe usare anche del grasso per cuscinetti, perché è facile da ripulire, quando si fa manutenzione, su una barra filettata no li si impasta anche la vasellina, io dopo varie prove mi sto trovando bene con l'olio per cuscinetti unidirezionali non lascia sporco, due goccie non di più la differenza si vede e si sente i rumori spariscono tutti, movimenti più sciolti, poi la polvere in casa è relativa. comunque io per lubrificare intendo una cosa moderata, ma rimango del parere che una macchina lubrificata quanto basta senza esagerare a lungo andare porta solo benefici secondo me poi mi posso anche sbagliare per carità. -
calibrazione stampante
Joker78 ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
Dico la mia se la macchina è ok e lavora dritta se tutti i parametri base sono impostati correttamente e le guide sono belle unte è solo una questione di estrusione, ho notato che una volta trovata la giusta temperatura con una velocità di 60 il segreto sta nella portata se si trova la giusta formula i pezzi risulteranno più perfetti possibile eliminando le sbavature dovute al troppo materiale estruso. -
Secondo me è bene andare sul sicuro o borosolicato o ceramico 4 o 5mm e si va sul sicuro, sono accessori dal prezzo irrisorio ma alla base di una buona stampa finale, un po come fare una casa facendo bene le fondamanta. La lacca io la metto anche ha bed caldo anche se stampo pla se ho su il vetro.
-
fine stampa
Joker78 ha risposto a Joker78 nella discussione Problemi generici o di qualità di stampa
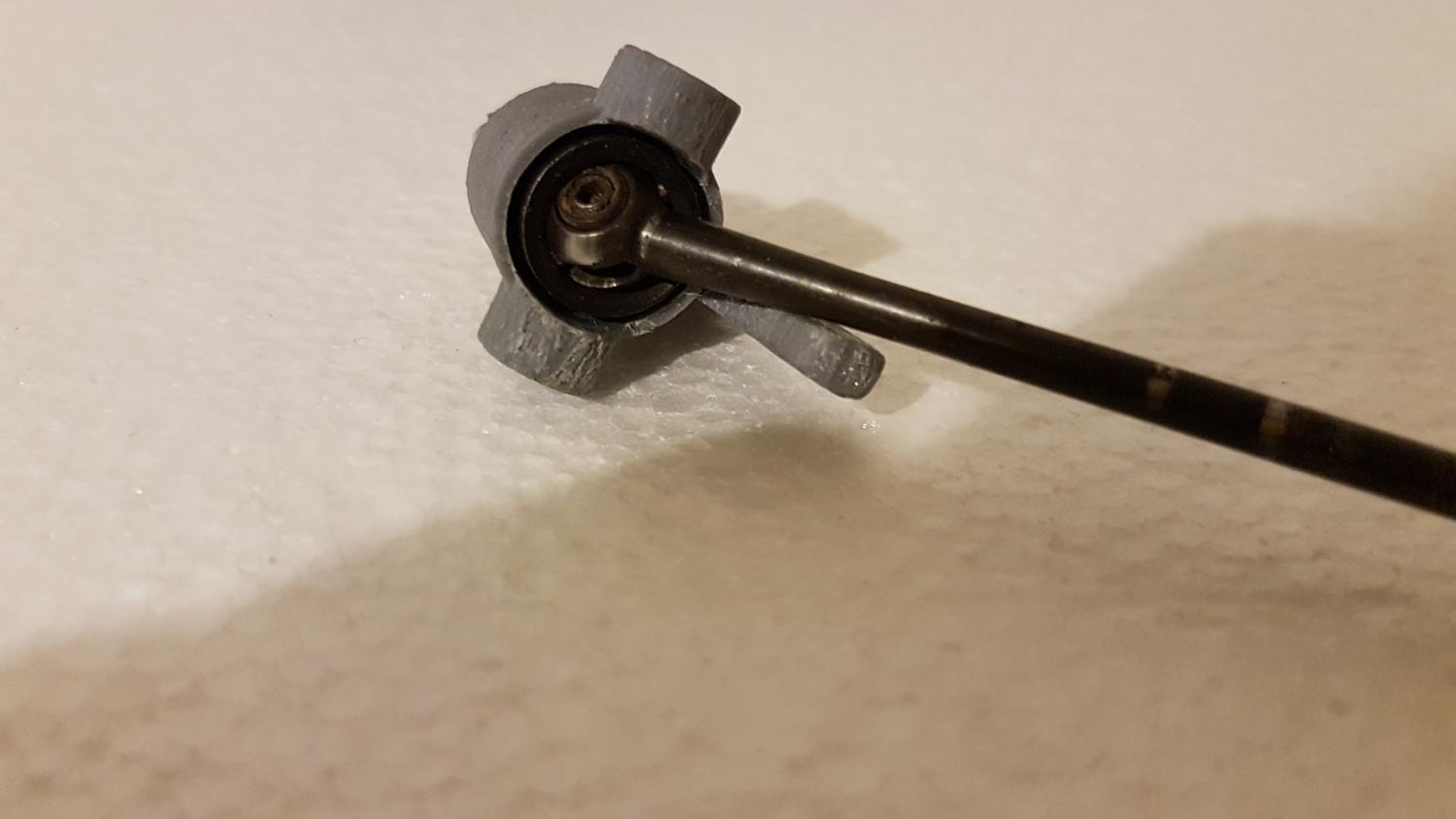
È un barilotto di un automodello ci alloggiano all'interno 2 cuscinetti e il semiasse o chiamato con il suo vero nome nel modellismo cvd che sarebbe quel pernio che vedi lungo ciao. -
fine stampa
Joker78 ha risposto a Joker78 nella discussione Problemi generici o di qualità di stampa
Grazie provo a impostare i nuovi valori. Per il pezzo stampato non lo so se reggerà 😅il modello l'ho trasformato in rally game, non facendo salti......spero.....🙏 sicuramente il punto debole è la saldatura tra layer e layer ma devo dire che l'asa è molto solido al tatto e leggermente flessibile. Se regge sono ha cavallo, pensavo di provare anche il klevar e il nylon tutti ne parlano bene in termini di resistenza. Sulla rete si trovano molti modelli 1/10 funzionanti, f1 da assemblare (nel modellismo son chiamati formulini) . Credo che l'abilità stia nello stampatore (non è il mio caso😅) che riesce a dare ha un pezzo la massima resistenza, poi i miracoli non si fanno, la plastica caricata è migliore anche da un punto di vista della produzione più veloce e in serie. -
fine stampa
Joker78 ha risposto a Joker78 nella discussione Problemi generici o di qualità di stampa
fine gcod ; Default end code ;G1 X0 Y0 Z130 ; Get extruder out of way. Uncomment to use! M107 ; Turn off fan ; Disable all extruder G91 ; Relative positioning {IF_EXT0}T0 {IF_EXT0}G1 E-1 ; Reduce filament pressure M104 T0 S0 G90 ; Absolute positioning G92 E0 ; Reset extruder position M140 S0 ; Disable heated bed M84 ; Turn steppers off pero ha fine stampa sale tutto i alto e va a destra dove non e' presente il fine corsa. -
salve ragazzi innanzi tutto vi devo ringraziare, perche' se oggi riesco ha stampare qualcosa e' merito vostro dei vostri consigli, grazie anche al forum perche' cercando si trova tutto. veniamo a noi ho um piccolo problema, una volta finito il lavoro l'asse z invece di andare in alto e poi a sinistra, dove e' il fine corsa va a destra, prima non lo faceva, che parametri devo impostare per far si che la stampante quando finisce il lavoro vada a sinistra? e non vorrei neanche che arrivi fino in cima, vorrei far salire il carrello di 5m e poi che vada a sinistra e che scenda poi in basso verso il fine corsa. ne approfitto per farvi vedere questo pezzo stampato in asa.
-
ti ringrazio le foto sono uno spettacolo, vedendo le tue modifiche e' bene aspetti ancora un po :)
-
Grazie mi hai tolto un bel dubbio ti chiedo scusa hai ragione è l'altezza mi sono spiegato malissimo, al prossimo progetto nella fase di slicer (io uso cura) cercherò la voce qualità layer e provero 0.1 In ogni caso ne ordinero 2 uno da 0.3 e uno da 0.4 rigorosamente in acciaio cosi mi tolgo beghe future. Volevo anche adottare la soluzione bowden, attualmente uso quello classico, con lo spingi filo messo sopra l'estrusore, ma vorrei lasciare lo spingi filo originale visto che per il momento funziona egregiamente è possibile? Al limite comprerei la guarnizione di gomma e i due inviti per il filo posti alle estremita. Questa soluzione alleggerisce tutto l'asse dell'estrusore, tutto questo porterebbe vantaggi in termini di resa finale? Ovviamente lascerei il dissipatore dell'estrusore originale con la sua ventola.
-
Riapro questo topic perché vorrei un approfondimento: quando scarico un progetto 3d e lo lancio con repeteir host, la qualità del layer 0.2 e non è modificabile, la mia domanda è per stampare con layer da 0.1 devo sostituire anche il nozzle? Io dovrei montare sotto uno da 0.4 in questo momento, visto che dopo natale vorrei acquistare qualche pezzo volevo sapee se conviene ordinare verie misure. Grazie per chi saprà aiutarmi.
-
Problemi con la Ender 3 Pro
Joker78 ha risposto a entropikid nella discussione Problemi generici o di qualità di stampa
Con cosa fa lo slicer? Io avevo dei problemi simili, ho provato ha fare lo slicer con cura e ho risolto. -
Grazie per la spiegazione ora mi è molto più chiaro infatti non capivo la differenza tra borosolicato e ceramico.
-
Salve ho tra le mani casualmente, un piatto in vetro ceramico per la mia stampante, spesso 4mm, non conosco questo tipo di vetro, sarà meglio o peggio del classico vetro temperato?
-
stampante 3d sla elegoo
Joker78 ha risposto a massimo casarini nella discussione Problemi generici o di qualità di stampa
Devi essere più preciso se vuoi una risposta mirata al tuo problema, materiale estruso, parametri programma ecc ecc cosi come scritto dubito ti potranno aiutare.