

Cubo
-
Numero contenuti
888 -
Iscritto
-
Ultima visita
-
Giorni Vinti
11
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Cubo
-
-
Ah ok apposto, grazie mille come sempre.
Allora la lascio dove sta e ci ripensero sicuramente più avanti, adesso era solo questione di prendere al volo una (pareva) super offerta ma se non è così tanto meglio 👍
-
Scusate in anticipo se non è la sezione giusta ma non l'ho trovata.
Ho visto questa offerta: https://store.creality.com/de/products/cr-laser-falcon-engraver-10w?spm=..index.slick_image_2.1&spm_prev=..product_2e598a87-9c71-431f-a596-daa800dac8e8.header_1.1
Se riuscissi a prenderlo a 320euro (i primi 30 pezzi quindi..) sarebbe un buon affare?
O, altrimenti, potreste dirmi le principali cose da guardare in un incisore?
Grazie mille. Non me ne intendo di incisori, 10w dovrebbero essere parecchi ma ho letto che a volte la potenza "ottica" è diversa da quella dochiarata o cose simili 🤔 e probabilmente non è l'unica cosa di cui tenere conto.
-
Piccolo aggiornamento: per sicurezza ho provato a svincolare le cinghie e il problema rimane anche col carrello non vincolato.
Ho ordinato i cuscinetti nuovi (fushibearings abec5) vi farò sapere 😬
-
Comincio a non capirci più nulla 🤯
Ho cambiato tre ruote e pareva fosse tutto apposto.
Torno 5 minuti dopo e c'è di nuovo lo "scalino"/impuntamento muovendo a mano z ed y.
Allento gli eccentrici, muovo un po' l'asse e sembra sparito.
Torno 5 minuti dopo, di nuovo lo scalino !!! 🤨
Insomma, se lascio la stampante ferma 5-10 minuti mi compare un impuntamento sugli assi x ed y che si ripropone con passo pari a quello delle ruote (ogni giro di ruota un impuntamento).
Che diavolo può essere secondo voi ? Le sfere dei cuscinetti che si spostano da una parte (sembra impossibile) ? Le ruote che si deformano ? Vado avanti a cambiare tutte le ruote ? Cambio i cuscinetti ?
Ps. Allentando gli eccentrici diminuisce il problema, però sono già al limite, un altro spostamento sugli eccentrici e le ruote non fanno neanche più presa...
-
Scusate l'intromissione, quindi è il grasso al rame il migliore da mettere sulle aste filettate? (ci ho messo lo spray ptfe ma è troppo fino e cigolerebbero con spostamenti importanti)
-
Fatto, costavano più I cuscinetti singoli rispetto alle ruote complete... spero questo non si rifletta sulla qualità delle ruote che ho preso 😅
Ps. Le ho prese nere, ho visto che c'erano anche trasparenti, ditemi pure se cambia qualcosa oltre al colore 🤔
-
Niente da fare e mi sento pure beffato 😅
In breve, ho sostituito tubo di teflon (seguendo la guida, ed ora non ha il minimo gioco a differenza di prima), estrusore all metal e molle piatto rigide (c'erano nel kit...).
Ho purtroppo scoperto che lo scoppiettio che sentivo non erano bolle di vapore nel filamento ma le frange del tubo a rete guida cavi che strisciavano sul carrello 😑😑😑 sembra esattamente il suono dei video che mostrano i filamenti umidi estrudere e "scoppietfare".
Prevedibilmente quindi i difetti sopracitati sono rimasti anche dopo aver essiccato il filamento nella dry box ed averlo estruso direttamente da lì.
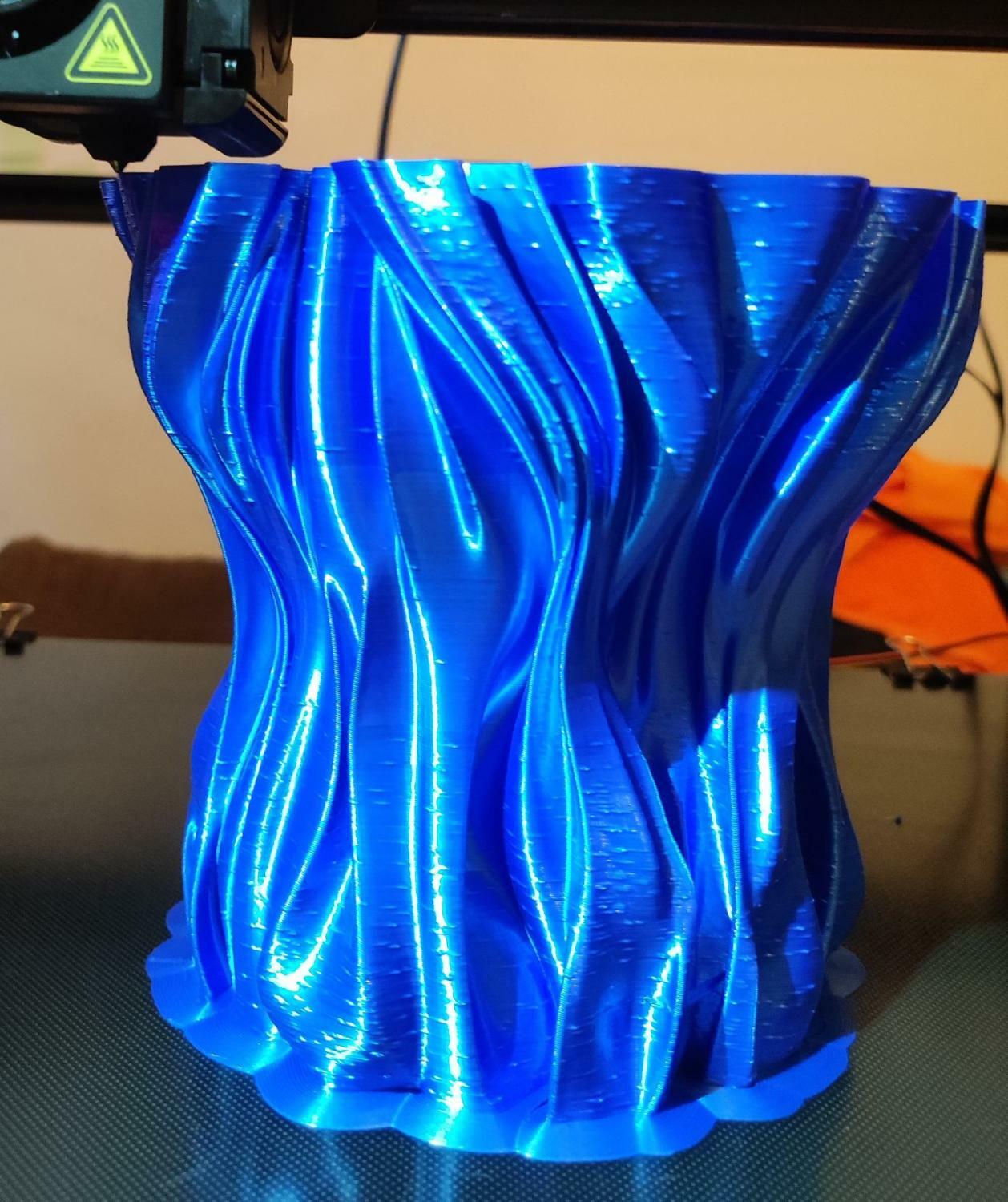
Guardate questa foto:

Stampato tutto a 65mm/s tranne la parte centrale fatta a 29mm/s (che quasi non ha imperfezioni).
Durante la stampa a 65, i movimenti veloci lungo y facevano talvolta cigolare/vibrare la stampante.
Alla fine della stampa ho verificato che l asse x scorre lungo y con degli inceppamenti periodici che hanno esattamente il passo delle ruote che lo guidano ai lati.
Stessa cosa per il carrello lungo x, impuntamenti più leggeri di quelli di x lungo y ma sempre con lo stesso passo delle ruote.
Cosa mi consigliate di fare? Io sospetterei i cuscinetti ma non so quale sia la strategia d'intervento migliore (anche perché sono 11 ruote in tutto..)
Grazie mille dell'aiuto.
-
Ok allora essicco il filamento e provo a rimettere meglio il bowden.
Tra l altro ho preso estrusore all metal e bowden capricorn quindi monto anche quelli.
@Killrob ho visto che su un altra discussione se ho capito bene consigli di svitare leggermente l ugello, mettere il bowden e poi riavviare l ugello in modo che vada bene in battuta. Provo a fare anche io così perché l altra volta avevo spinto giù del tutto il bowden ma a quanto pare non basta
-
Ps. Dopo aver fallito un cold pull ho tolto il filamento rimasto nel nozzle ed era fatto cosi
Quindi c'era dello spessore vuoto, poi riempito dal pla sciolto tra il nozzle e il tubo di teflon. Forse anche questo non aiuta ad avere una estrusione regolare 🤔
-
Scusate se torno su questa discussione, @Whitedavil @dnasini, avete per caso il link alla guida/tabella dei tempi ed essicazione ? L'ho cercata invanoTrovata non serve !
-
 1
1
-
-
Ho fatto un po' di test seguendo i suggerimenti.
La retroazione c'è l ho a 5mm, però non credo intervenga nei cambi di direzione
La testina sembra piuttosto rigida.
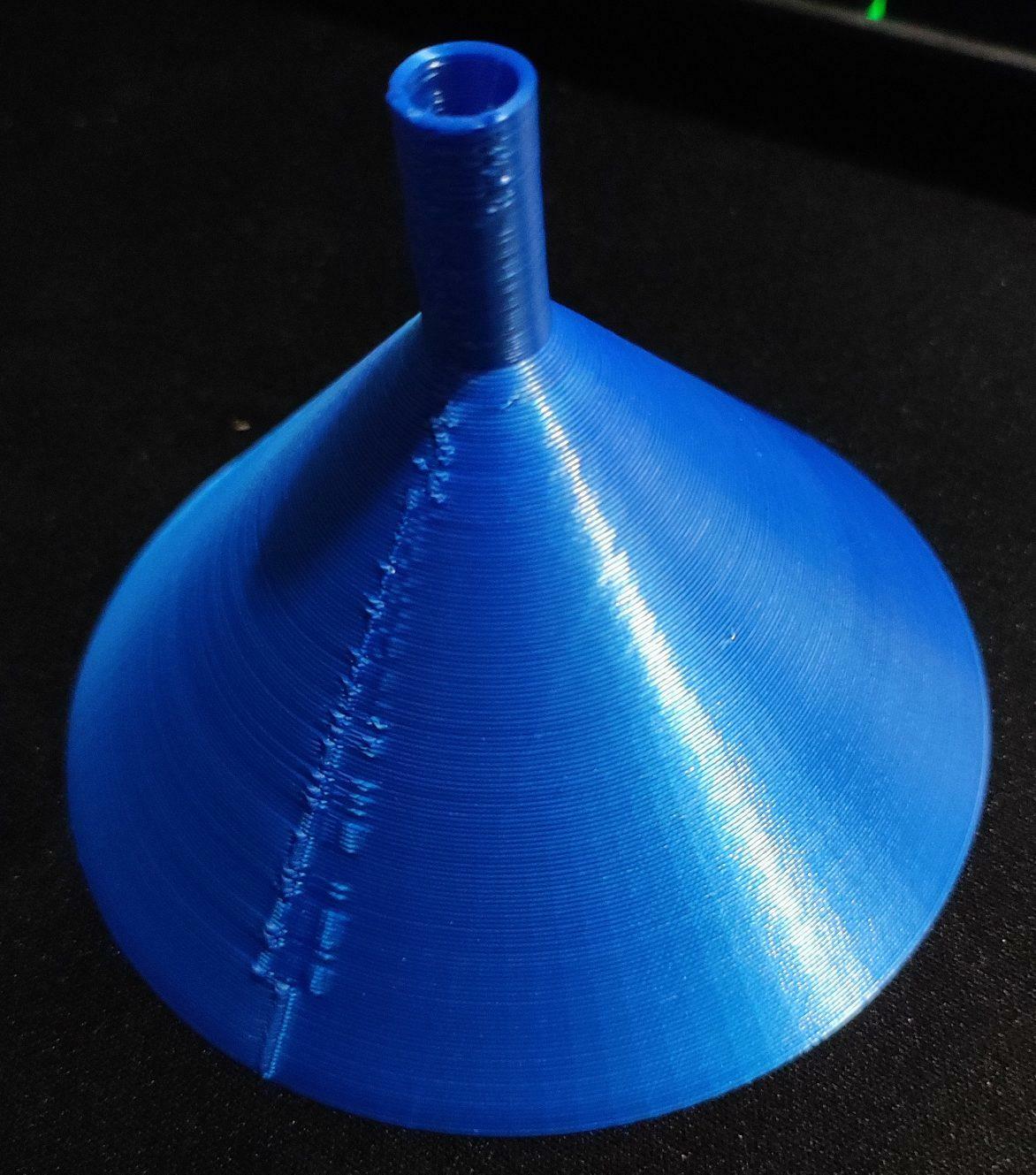
Ho provato, con la stessa velocità (55mm/s) con cui avevo fatto la stampa coi difetti di prima, a fare un imbuto che è venuto bene (appare le cuciture):
Poi ho fatto anche un cubetto dove le misure sono venute perfette al decimo di mm (misurato con calibro):
(forse ero un po' freddo qui, non ricordo la temperatura)
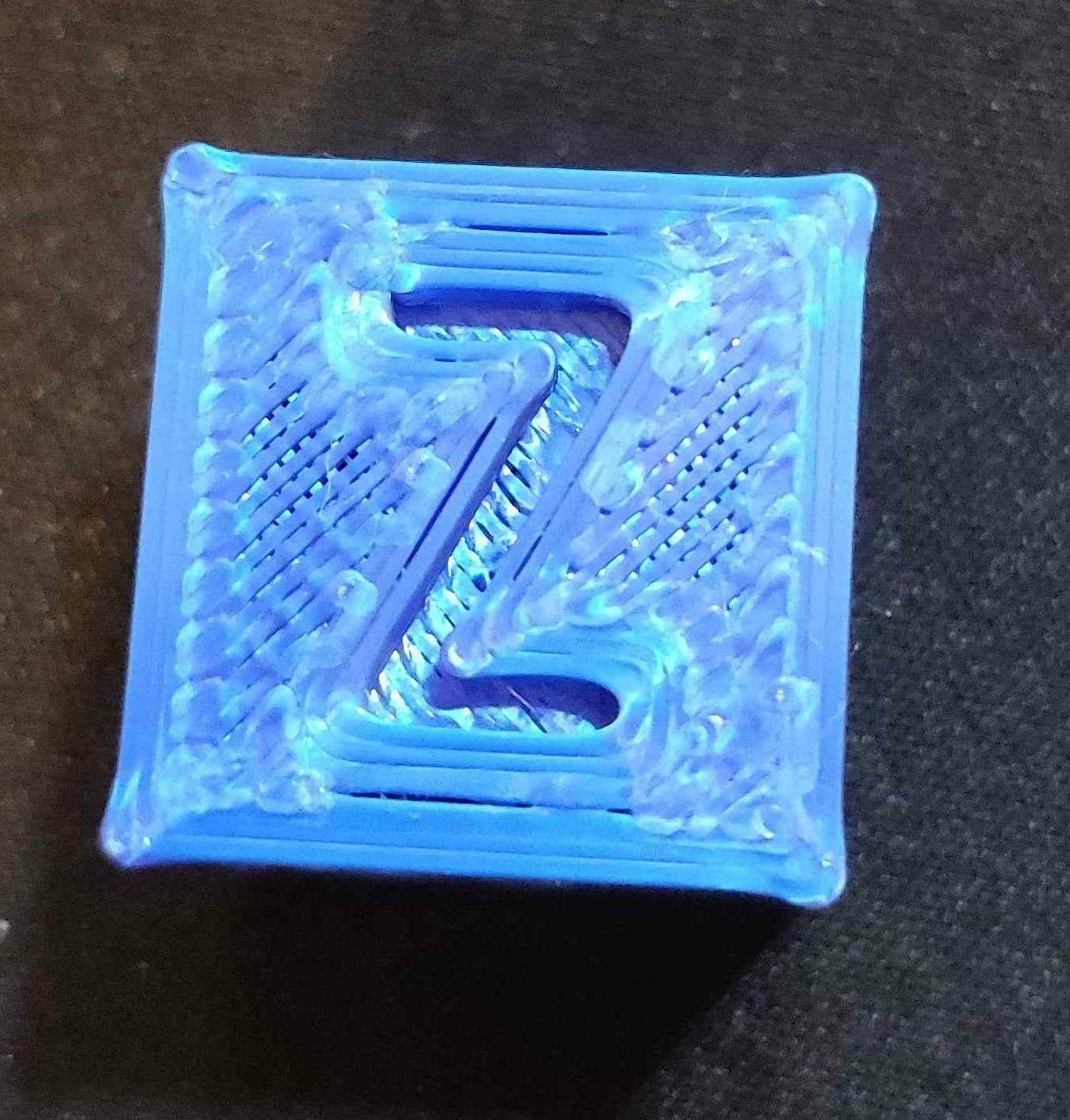
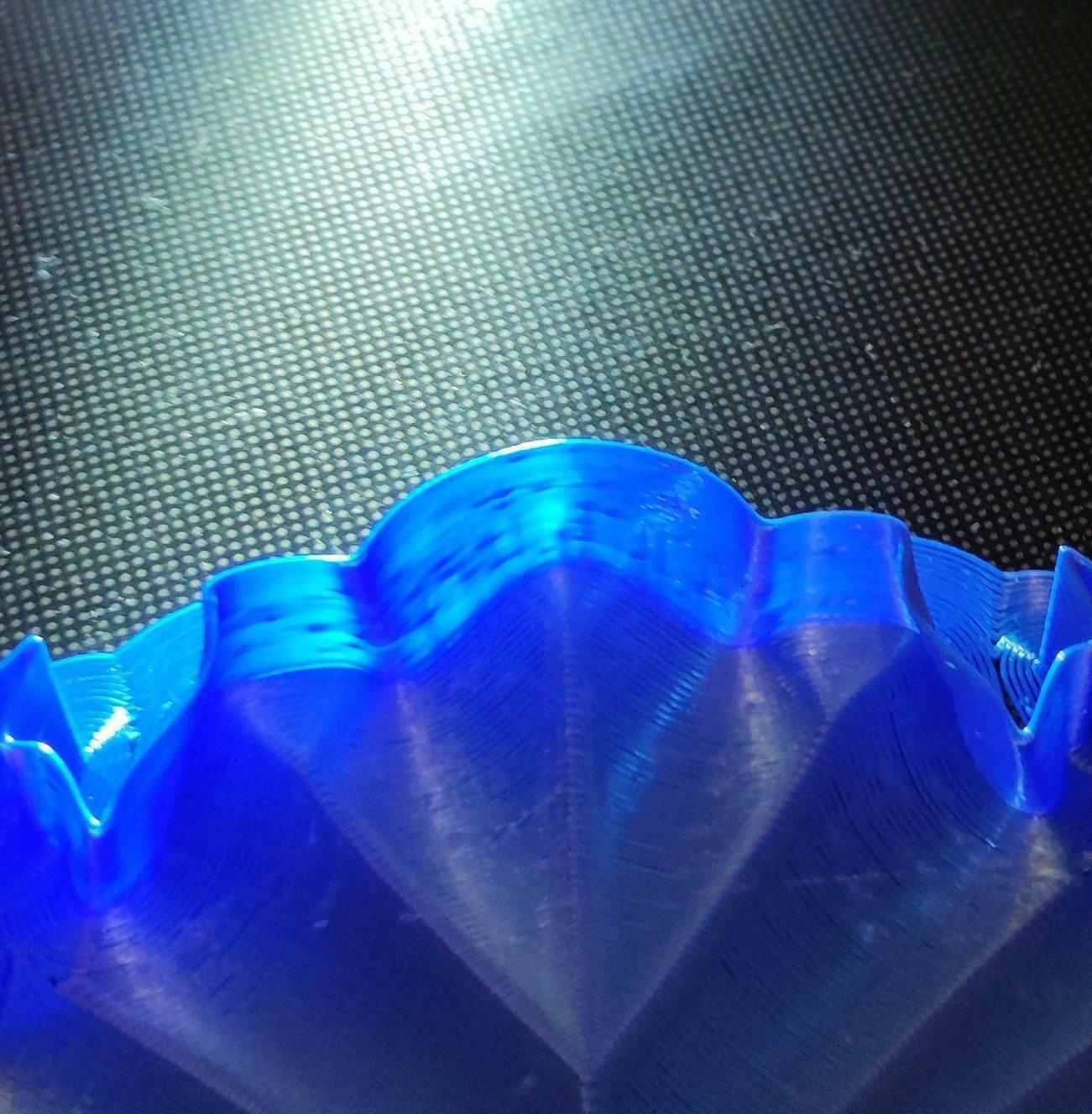
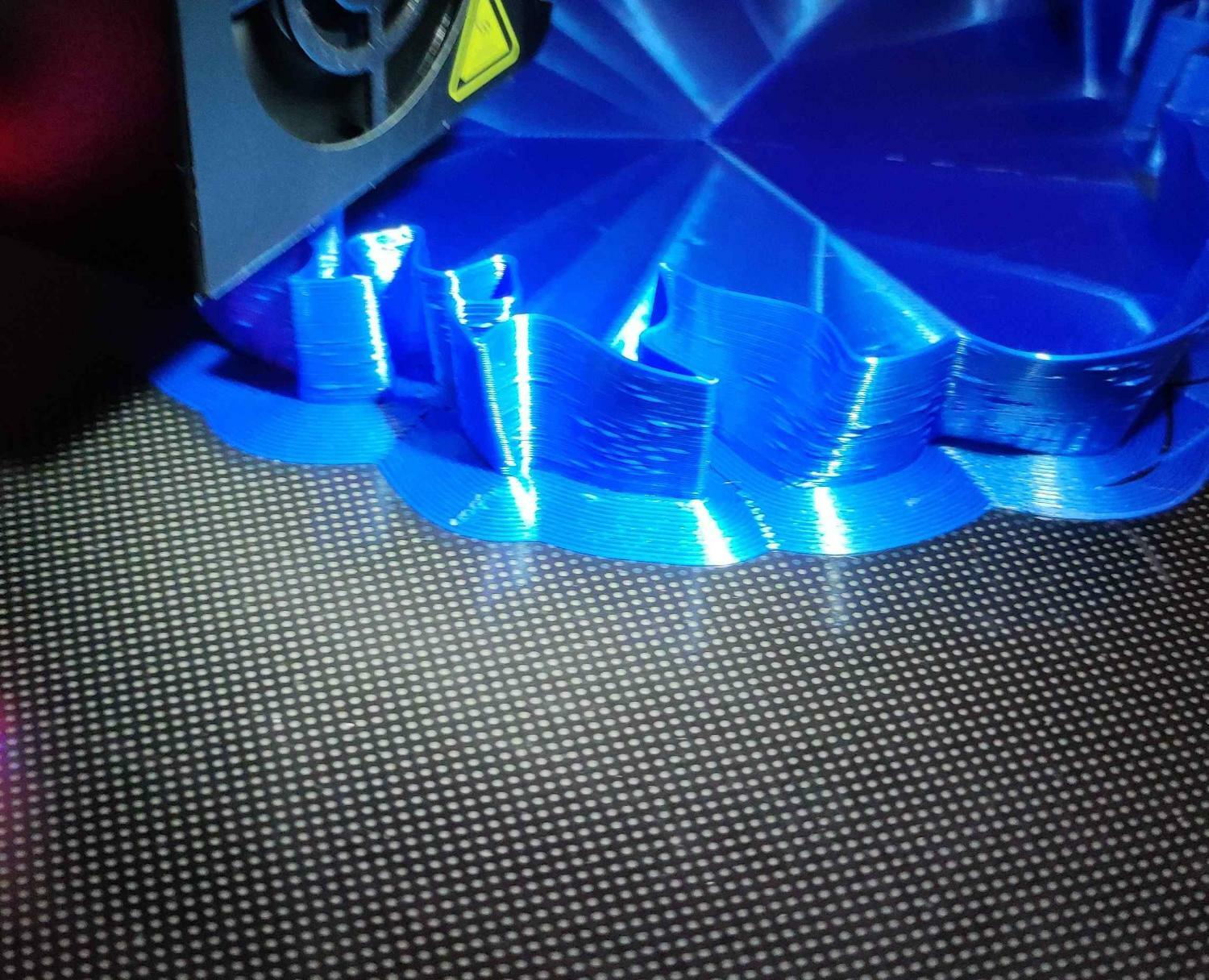
Ed infine ho stampato questo:
Con un indizio importante e penso inequivocabile: il filamento ogni tanto scoppiettava (tipo pluriball piccolissimo)! Solo all'inizio però, poi verso la fine ha smesso, ed infatti sembra non aver fatto difetti alla fine (la fine della stampa è la parte a sx in foto).
Dovrebbe essere umidità nel filamento giusto? Se è così domani metto la bobina nellessicatore che mi è arrivato giusto oggi.
Mi sembra strano perché quando aveva fatto quei difetti iniziali, il filamento blu lo avevo spacchettato da massimo 2-3 ore 🤔
-
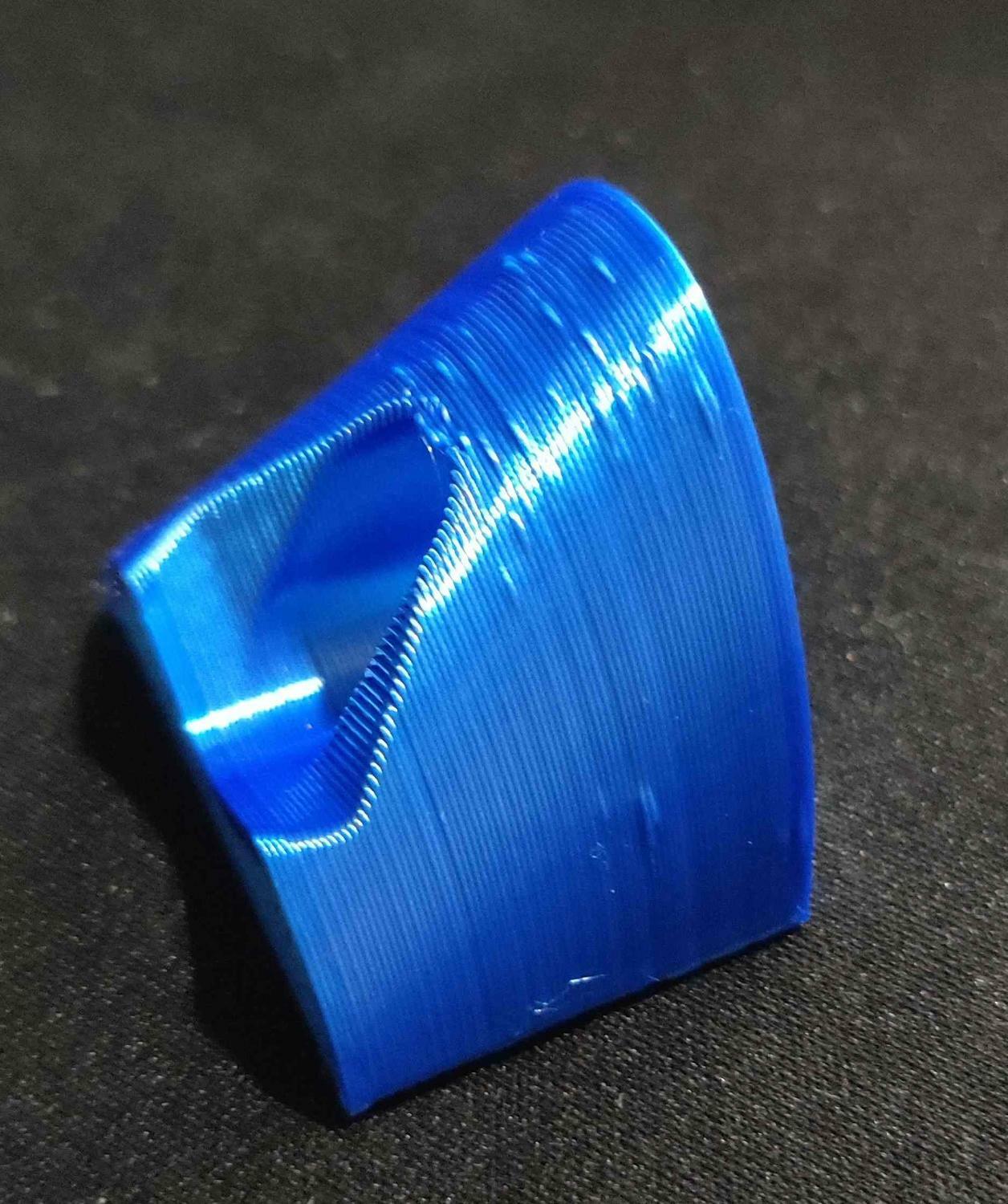
Comunque mi sa che avevi ragione sulla stampante perché andando a 55mm/s mi fa queste cose qui :
E diminuiscono solo scendendo di velocità 🙁
Ho provato a salire con la temperatura fino a 240 gradi ma non sembra incidere significativamente sulla presenza di quei puntini. Se fosse stato un problema di estrusione sarebbe dovuto migliorare un minimo.
Però c'è una cosa per me ancora molto strana perché non sembrano essere "ghosting" (se ho capito bene cosa è).
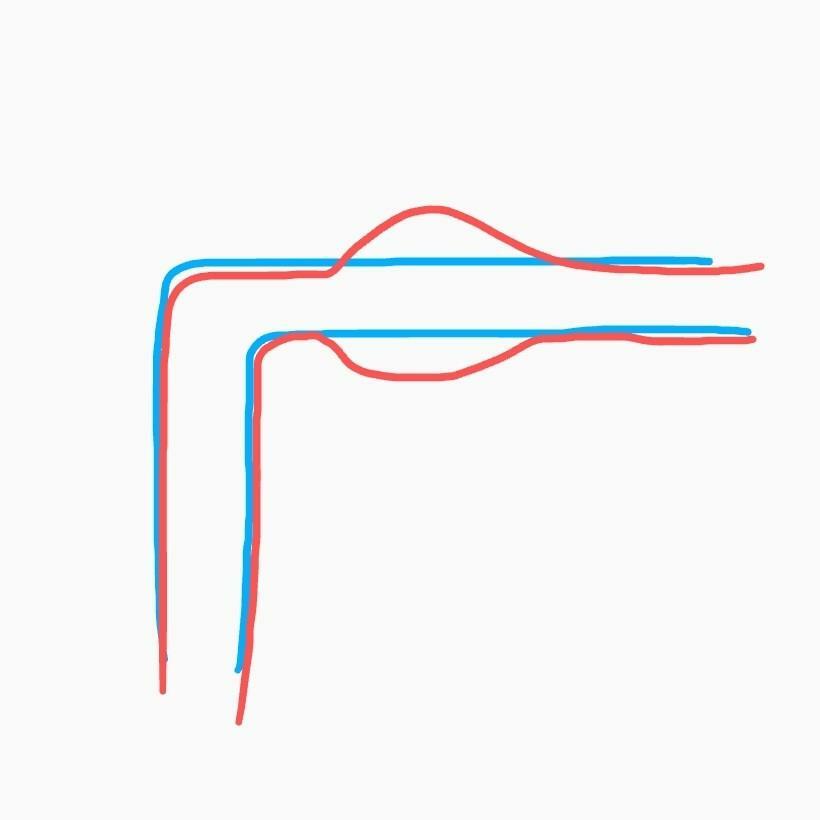
Infatti quei difetti non sono su un solo lato ma simmetrici su entrambi i lati.
È come se l'ugello a tratti estrudesse di più o premesse verso il basso perché il filamento fa due pance simmetriche su entrambi i lati, quindi in xy credo rimanga centrato.
Non so se mi sono spiegato bene, però osservando di persona fa così:
Secondo voi cosa può essere? Estrusione irregolare, poca rigidità o altro?
-
Si scusa, ho dimenticato di scriverlo (aggiorno). Usavo pla a 200-205 gradi.
Avevo provato a salire con la temperatura fino a 210 ma senza risolvere il problema. Inoltre già a 200 gradi sul 3dbenchy mi fa un po di filamenti quindi preferivo non salire troppo.
Comunque tranquillo che non mi offendo, è se anche volessi, dovrei prima capire qualcosa 😅
Per il discorso collo di bottiglia se ho capito bene dici che non ha senso andare veloce sulla mia stampante perché farebbe ghosting (dopo ho una domanda su questo) però secondo me posso lo stesso arrivare ad essere limitato dal flusso massimo del mio hotend almeno in due casi:
1- andando veloce sui riempimenti (che non creano ghosting) come nel caso di cui ho fatto la foto sopra
2- usando un ugello da 0,8 che volevo usare per sfruttare la modalità "spiralizzazione" di cura. Se mi faccio le pareti a 0,9mm di ampiezza di estrusione (con quella modalità le pareti vengono fatte con una sola estrusione) ed altezza 0,35mm poi mi basterebbe andare a 50mm/s per arrivare a 15,75mm3/s che se ho capito bene, è insostenibile dal mio hot end attuale. (Tieni presente anche che negli oggetti dove si usa quella modalità, come possono essere i vasi, si riesce ad andare molto più veloce senza avere ghosting perché la geometria cilindrica non crea accelerazioni brusche. Almeno questa è l'idea che mi sono fatto stampando un vaso tutto a 80 o 90mm/s senza avere problemi di ghosting).
Quindi almeno in quei due casi speravo che un hot end migliore mi desse più libertà. Se non è così ovviamente ditemelo pure che mi risparmio un po di soldi (o magari più probabilmente li spendo in altri upgrade 😬)
Ps.
Per quanto riguarda il fatto che sarebbe meglio una semplice cartesiana, intendi quelle con l asse x fisso ed il piatto che si muove lungo y?
In quel caso non c'è più inerzia nel muovere piatto e stampa invece che l asse x? Tra l altro col fatto che il mio piatto resta fermo, dovrei stare anche più sicuro con stampe "alte" che invece spostando velocemente il piatto potrebbero sbandierare e distaccarsi (credo).
Comunque volendo ci sarebbero kit per convertire la mia in corexy ma è una cosa che mi lascierei volentieri per il futuro al momento.
-
Ok grazie, buono a sapersi, allora per il momento tengo questo JOYO (preso a 31 euro) e quando (credo tra parecchio tempo) arriverò all'abs vedrò il da farsi.
Ho visto anche che alcuni moddano questi essicatori per farli scaldare di più e anche regolare la temperatura in maniera più costante 🤔
-
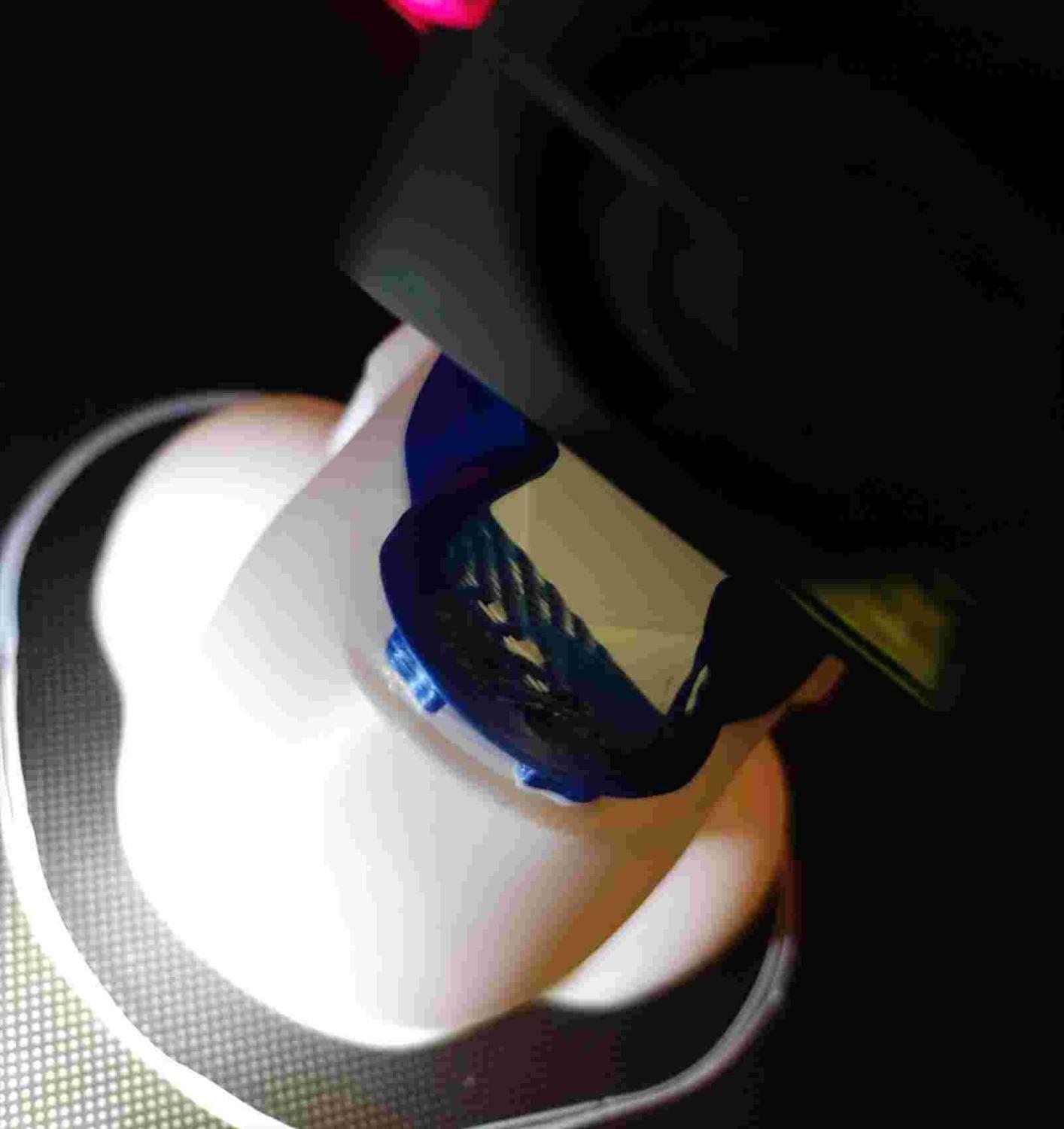
Scusate la foto fatta al volo (avevo paura di mettere in pausa e spostare l'hotend). Avevo appena cambiato filamento ma il probe la c'era sia prima che dopo il cambio quindi non dipende da quello.
Volevo conferma che quella che si vede in foto fosse sotto estrusione. E in quel caso provare a capire da cosa dipenda.
La parete fatta a tratti è di riempimento ed era fatta con i seguenti parametri:
- velocità 80mm/s
- ampiezza 0,6 (come l ugello)
- altezza 0,3
- 200 gradi (provato a salire a 205-210 ma cambiava poco o niente)
- materiale: pla
Farebbe 14,4 mm^3/s che temo sia troppo per il mio hotend (quello standard della ender 5 plus). È probabile che sia quello il bottleneck vero?
Le pareti invece erano fatte a:
- 40mm/s
- 0,7
- 0,3
Che farebbe 11,2 e forse era giusto giusto il limite perché erano apposto al. 99%.
Comunque alla fine volevo essere sicuro che sia proprio l hot end a limitarmi... Così ho la scusa per cambiarlo 😁
-
Ottimo, ho preso uno della JAYO che sembrerebbe lo stesso identico.
A proposito, una domanda già che ci sono: hai anche usato pla Sunlu per caso? È ok da stampare? (ho visto che costa un po' meno Dell Amazon basic)
Grazie mille!
-
Ciao a tutti, che essicatore mi consigliereste ?
Mi servirebbe per il pla al momento ma anche per petg e abs in futuro. Servono temperature particolari o i 55°C di cose del genere possono bastare ?
Grazie
-
Perfetto allora quello al ptfe ce l ho già 👍
Per l alcool isopdopilico, in generale l avevo sempre disdegnato in favore di quello rosa classico ma in questo caso rimanevano degli aloni (magari roba trascurabilissima eh) quindi ho pensato servisse quello isopropilico ma è introvabile 😅
-
Per pulire il piano di stampa dal pla si usa l'alchool isopropilico giusto ? Dove si compra ?
Altra cosa, l'asse z della mia stampante cigola quando sale (non so se siano le aste filettate o quelle guida agli angoli). Che grasso ci metto ? Ho provato con del lubrificante al silicone senza buoni risultati (credo sia troppo "fino").
Grazie mille !
-
Per chi avesse il mio stesso problema, alla fine ho risolto flashando sia sul pannello che sulla scheda il firmware prodotto da tinymachine3d proprio per questa stampante ed è di una superiorità imbarazzante sia per accuratezza, che per esperienza d'uso e funzioni.
È come dovrebbe essere stato dall'inizio in una stampante da 600euro. Creality invece da quanto ho visto vergognosamente non ha mai aggiornato nulla da anni, anzi il firmware più recente ha pure meno funzioni di quelli iniziali.
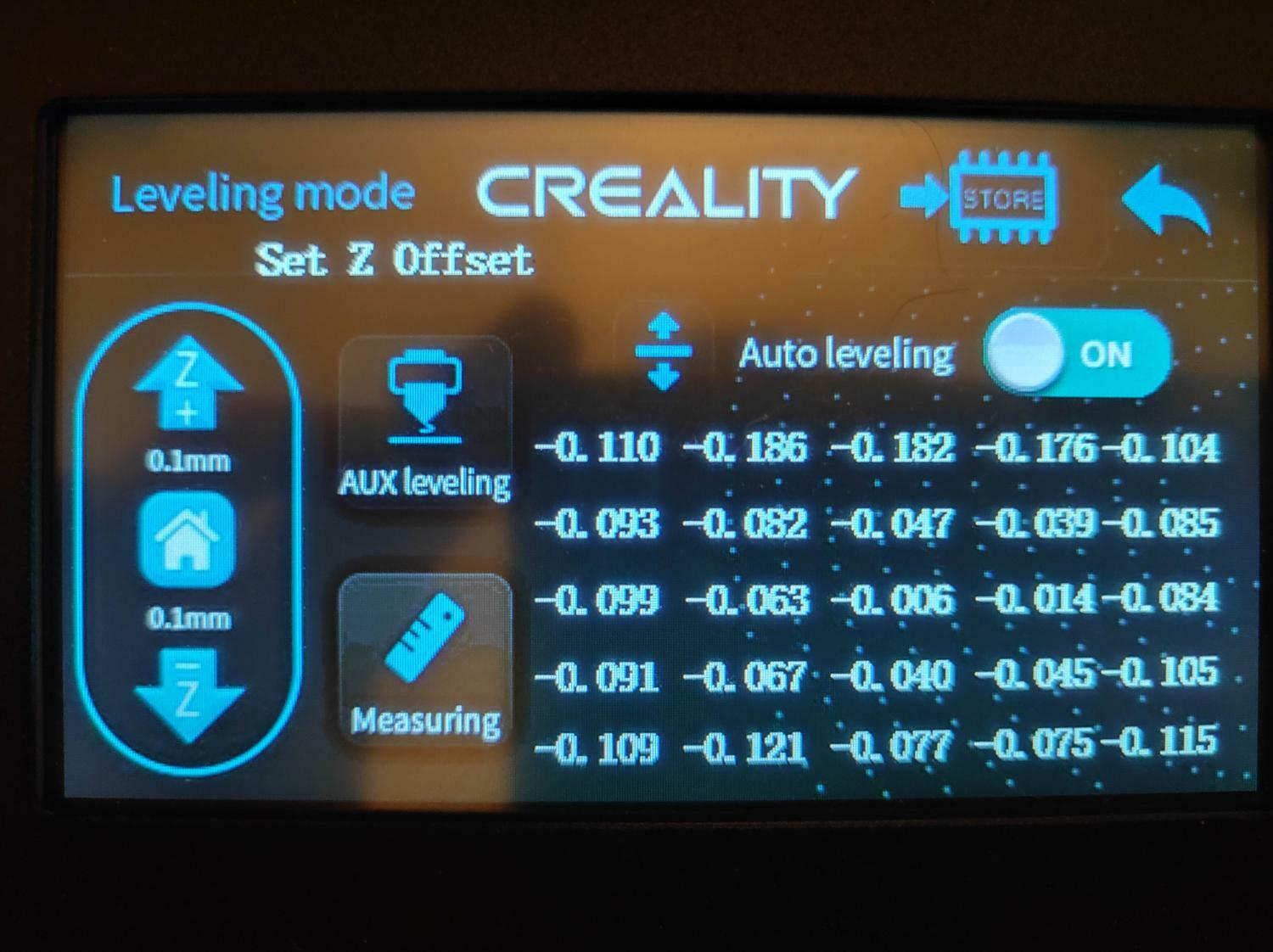
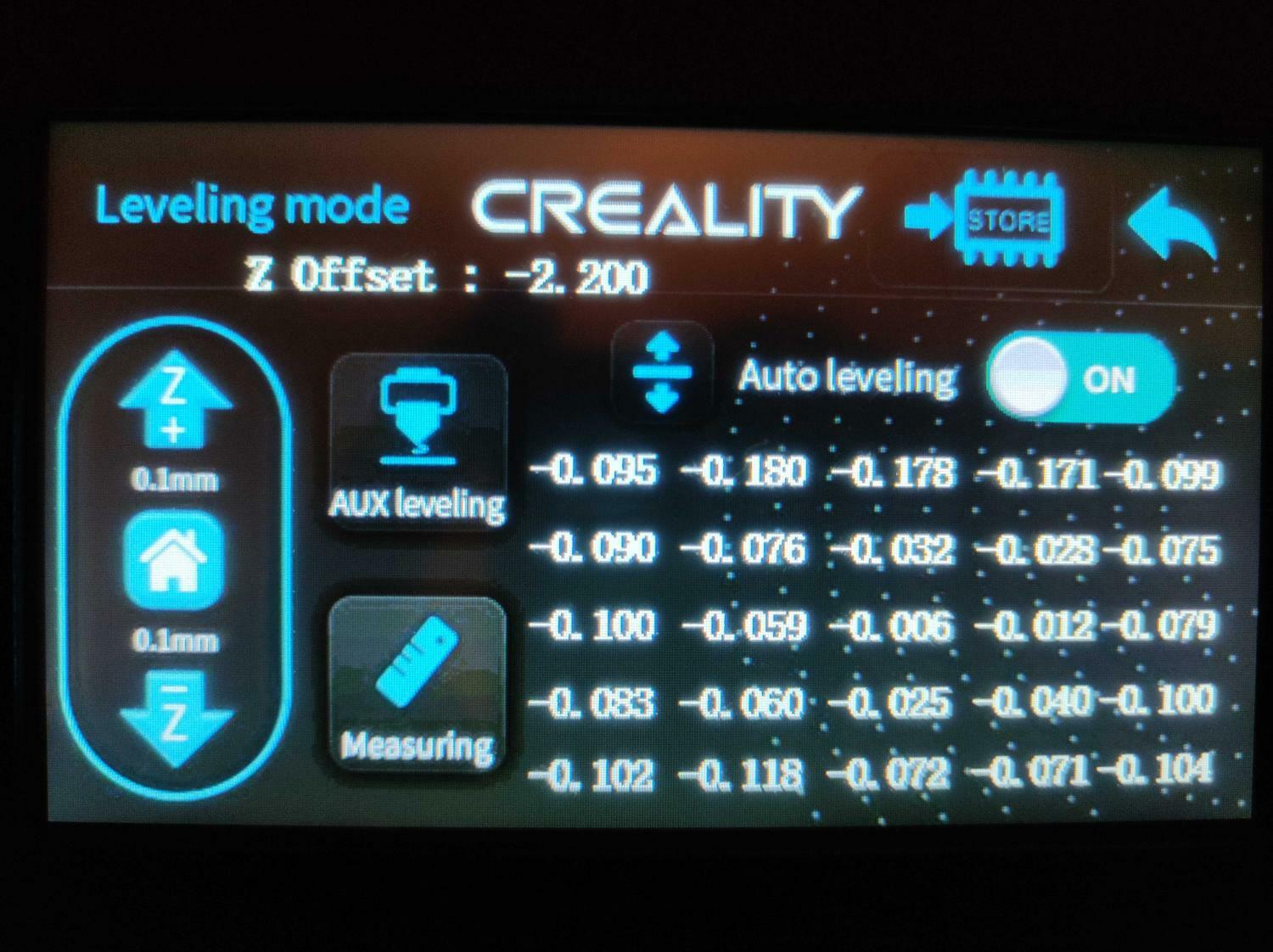
Allego due foto di due misurazioni successive del bed leveling (tra l altro con mesh 5x5 invece di 4x4).
Nota: ora il bl touch non fa risalire l asticella ogni volta che rileva la misura ma la lascia sempre giù finché non finisce tutte le 25 misurazioni (ovviamente non so quanto faccia la differenza e se il miglioramento dipenda solo da quello).
Altro che 2-5 decimi di differenza, misure invertite e misure buggate sullo zero. Come si vede ora la differenza è molto molto minore di prima su ogni misura (intorno a qualche centesimo!), come avrebbe dovuto essere dall'inizio.
Non so come faccia creality ad essere tra le più popolari quando spedisce stampanti da 600 euro con firmware buggati, funzioni tagliate via (in quelli iniziali era possibile attivare o disattivare l autoleveling prima della stampa, sull'ultimo no, per fare un esempio).
Ultime note per chi volesse avventurarsi nel cambio firmware di questa stampante:
1-il display touch non è open source e quindi per installare firmware diversi bisogna rinunciare allo schermo oppure sostituirlo con uno non touch. Esiste un firmware per il display touch "compatibile" con Marlin 2.0 ma ha comunque alcuni bug (tipo non si può entrare nel menu settings..).
2-se aggiornate il firmware del display con il file dal sito creality, da quello che ho visto io e letto in giro, si perde la lingua inglese e la stampante resta per sempre in cinese. I file (immagini) in lingua inglese sarebbero presenti nella installazione ma poi non c'è modo di farglieli usare se non andare a scambiarli uno ad uno con i rispettivi cinesi (una follia manualmente perché sono moltissimi).
3- dopo aver flashato marlin 2.0 e rifleshato il firmware della scheda originale scaricato dal sito della creality, a me non andava più il display. Ho provato a rifleshare con i file del sito creality sia display che scheda più volte ma non ha più funzionato il display (il touch non rispondeva o uscivano schermate random). La stampante però funzionava collegata al pc.
Comunque ora funziona tutto e bene (sembrerebbe) certo non grazie a quelli incompetenti (lato software) di creality.
Dovessi ricomprare la ender 5 plus cercherei di prenderla da tinymachine3d che ispezionano tutto e soprattutto flashando il loro firmware prima di spedirtelo. Purtroppo temo lavorino solo in usa o Canada.
-
3
-
-
Ok, ma quindi ci sono delle specie di affinità particolari tra hotend e nozzle sebbene siano tutti compatibili?
Ad esempio, se in futuro volessi prendere un hotend dragon St, dovrei puntare dei nozzle specifici?
-
1 ora fa, FoNzY ha scritto:
le pareti sono multipli della dimensione dell'ugello...se hai lo 0,8 fai perimetri da 0,8 o da 1,6mm...
Si vero, nelle stampe "normali". Io però mi riferivo a quando nello slicer si abilita la funzione speciale "spiralize countour" (su cura si chiama così) che praticamente ti crea (se il modello lo permette) tutte le pareti laterali con una sola passata ed un unica estrusione che sale a spirale (quindi le pareti hanno lo spessore di una estrusione soltanto).
Comunque,
1 ora fa, FoNzY ha scritto:certo che no e nemmeno quelli che che prendi a 15 euro su amazon in set da 3
Allora non saprei proprio dove guardare 😕 tu dove li hai presi se posso chiederti ? Se non costano una cifra e mi mettono al riparo dal dover risettare o almeno ricontrollare i parametri ad ogni cambio nozzle per incertezze sul diametro, li prenderei volentieri.
Sennò mi prendo quelli cinesi a meno di un euro ed una serie di aghi calibrati per verificare i dametri 🙄
-
Ok grazie mille per i chiarimenti utilissimi.
Trianglelab ne ho già sentito parlare bene su YouTube mi pare, però su aliexpress costano troppo (10euro + 5euro spedizione di 4 ugelli).
Credo prenderò quelli e3d su aliexpress. Ho visto che li vendono in set da 5 per 3 euro mentre su Amazon sono a 15 euro di 3, spero solo che quelli su aliexpress siano originali 😬
https://a.aliexpress.com/_mN0ux8yPrenderei un set da 0.2 - 0.4 - 0.6 - 0.8.
Un ultima domanda, secondo voi, quelli da 0.8 sono troppo grandi con i filalnenti da 1.75 o ci sono altri motivi per evitarli?
Volevo prenderli per usare la "modalità vaso" negli slicer, che (dove la geometria lo permette, come nei vasi appunto) crea tutta la stampa con un unica estrusione continua che sale a spirale lungo le facce laterali e mi ha colpito molto per efficacia e rapidità. Magari con lo 0.8 riesco ad arrivare a fare pareti da 1mm ed ottenere risultati abbastanza resistenti 🤔
-
Prima di prendere una manciata di ugelli (16 a 9€) di varie dimensioni su amazon volevo chiedere qualche consiglio.
Mi conviene ad esempio prenderne altri migliori, tipo in acciaio, così da tenerli molto più a lungo ?
Oppure conviene prenderne tanti a poco perché tanto prima o poi vanno cambiati ? (non ne so niente...)
Preciso che stampo solo PLA al momento e questi ugelli mi servono solo per quello. Comunque vorrei anche fare stampe di buona qualità ed in questo non so quanto possano incidere gli ugelli economici.



Questa è sotto estrusione secondo voi?
in Problemi generici o di qualità di stampa
Inviato · Modificato da Cubo
Post lunghetto, se volete saltate pure in basso alla parte in grassetto con le domande che mi servono 😅
Signori, torno sconfitto ma non del tutto.
Cambiati tutti e tre (in realtà sei perché su ogni ruota ce ne vanno due, che non sapevo) i cuscinetti delle ruote che muovono il carrello lungo X. Dopo 10minuti è ricomparso l'inceppamento, sempre a passo con le ruote, sempre che si attenua allentando gli eccentrici.
A questo punto giungo alla conclusione che sia una cosa fisiologica delle ruote... Non so proprio che altro pensare, cioè non possono essere difettati due set di ruote (originali e sostitutive) e pure un set di cuscinetti (tali "fushitzu bearings", 15 euro di 10, neanche male).
Mi pare impossibile che nessuno lo abbia notato sulla sua stampante, forse perché col movimento dopo un po' scompare, boh!
Comunque ho visto questo dove video al minuto 2:51 parlano proprio del problema che ho io.
E se ho capito bene il problema sarebbe la pressione troppo grande nel nozzle (o comunque una certa "elasticità" nel dissiparla) che quindi continua ad estrudere in eccesso anche dopo che la stampante ha fermato gli ingranaggi dell'estrusione.
Questo è più o meno quello che aveva già detto @dnasini che ho colpevolmente tralasciato perché teoricamente nella modalità che usavo, cioè modalità "vasi" o, per me che uso cura, modalità "spiralize", dovrebbe esserci una unica costante estrusione che sale a spirale senza variazioni di flusso... In teoria.
Comunque pensavo di provare ad impostare in modo aggressivo i parametri che dovrebbero risolvere il problema. Non mi importa ora se la prossima stampa di prova viene uno schifo, l'importante sarebbe eliminare quei punti di sovraestrusione e quindi provare che il problema sia quello descritto sopra. Poi abbassare un po' alla volta i parametri non è un problema.
Vorrei quindi:
- abilitare il "coastin". Dnasini diceva 3mm ma io ho i mm cubici su cura. Per me (nozzle da 0,6 e altezza 0,3) dovrebbero essere quindi 3x0,3x0,6=0,54mm^3. Già di default però mi metterebbe 0,64... potrei mettere anche uno 0,8mm^3 volendo esagerare un po' ? 🤔
- il "pressure advance" citato nel video su cura non ce l'ho, ma dovrebbe comunque somigliare molto al coastin.
- aumentare la velocità di ritrazione. Sono a 20mm/s - 5mm, quanto potrei mettere come valore importante ?
- mettere tutte le velocità (infill, wall, ecc...) uguali come dice nel video
- altro?
Scusate il post lungo e grazie mille dell'assistenza nella risoluzione di questo puzzle.😄