

Cubo
-
Numero contenuti
883 -
Iscritto
-
Ultima visita
-
Giorni Vinti
11
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Cubo
-
-
Non ho modo di controllare ma un gcode per un vaso, per quanto dettagliato, penso potrebbe stare tranquillamente sotto ad 1 mega... 30 sono follia (e probabilmente il processore non ci sta dietro, giustamente)
-
6 ore fa, OverMAN ha scritto:
il gcode è di 32mb, questo in altre parole significa che non posso stampare cose troppo complesse?
32mb di gcode è tantissimissimo!
No significa che non puoi stampare cose inutilmente davvero troppo complesse, sicuramente l stl ha troppe facce... Dovrebbe anche esserci la regolazione della risoluzione sullo slicer (su cura ad esempio ricordo che c'era)
-
3 ore fa, OverMAN ha scritto:
si è come bloccata per poi riprendere dopo qualche secondo e lo ha fatto per 3/4 per poi non farlo più, é in quei punti I layer erano come forati o comunque come se fosse gocciolato del materiale, non so se magari questo possa essere un problema tutto collegato.
Mi capitavano cose simili sulla ender 5 plus ed ero diventato matto per capire cosa fosse, c'è ancora la discussione qui da qualche parte.
Per farla breve, nel mio caso, era la funzione di recupero stampa che, a volte, quando salvava mandava in stallo il processore troppo poco potente. Potrebbe essere lo stesso caso tuo.
Anche avere troppe istruzioni può dare questo problema, di solito accade quando processi stl con troppe facce (puoi guardare le dimensioni del gcode per farti un'idea di quanto pesante e "denso" sia, in rapporto alla dimensione dell'oggetto)-
 1
1
-
-
Allora potrebbe essere che il piatto, per qualche motivo balla oppure che non viene alzato uniformemente perché le aste filettate di z non sono molto dritte.
Questo spiegherebbe i problemi di livellamento e il motivo per cui i problemi nascono con l'aumentare dell'altezza (che amplifica l'inclinazione del piatto erratica).
Ma che stampante hai ?
Se è una bed slinger, puoi provare a mettere i cilindretti siliconici al posto delle molle... è la prima cosa che mi viene da pensare.
Se fosse un problema di flowrate credo avresti sovraestrusione o sottoestrusione costanti, soprattutto in vasemode, e quindi rimarrebbe tutto omogeneo (solo le linee verrebbero un po' più grandi o piccole)
-
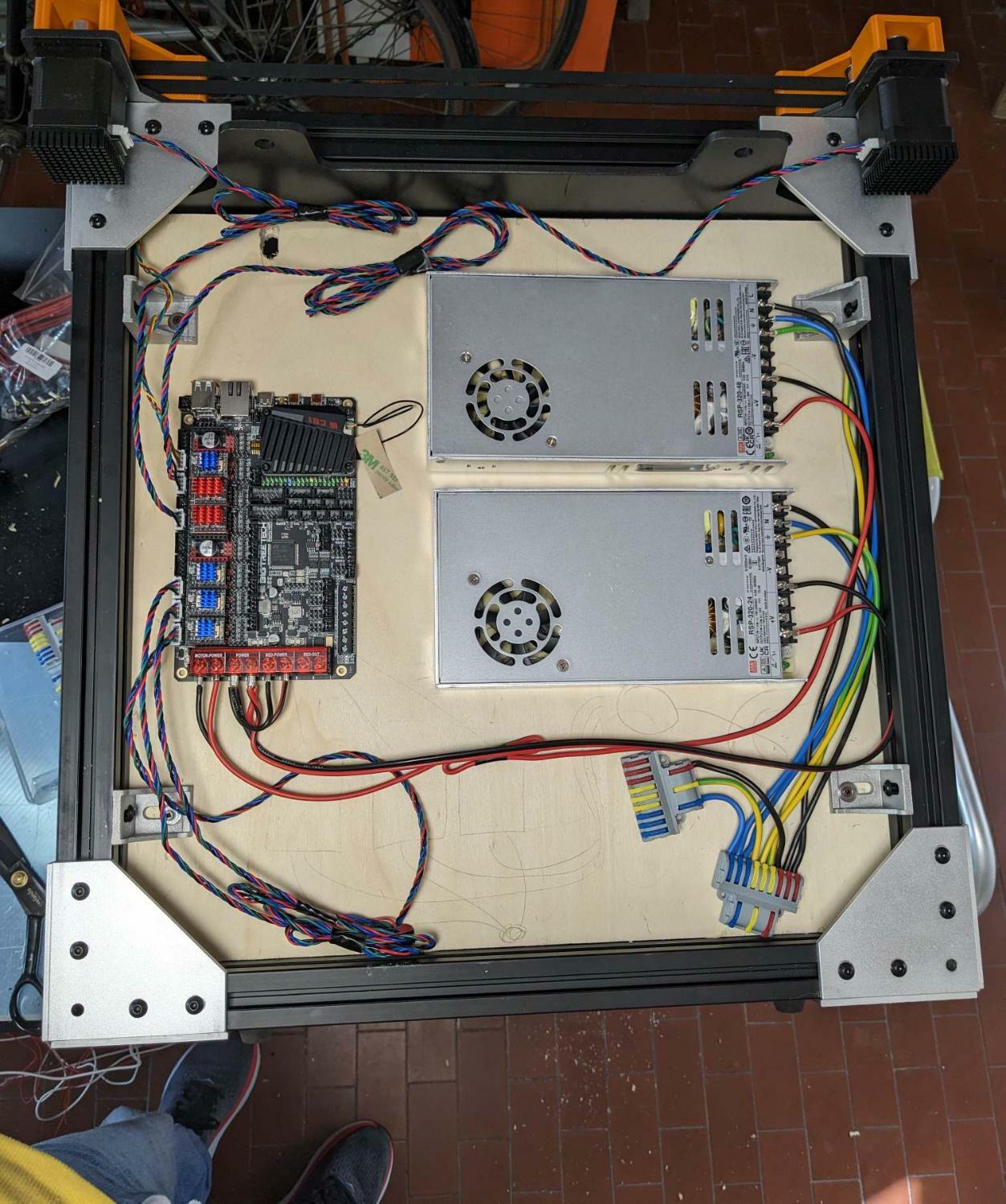
Installati anche gli ssr:

I due relativi ai letti piccoli sono scollegati perché devo capire (accendendo la scheda) dove esce il più e dove il meno dai morsetti, infatti vorrei usare quelli normalmente usati per le cartucce dei nozzle.
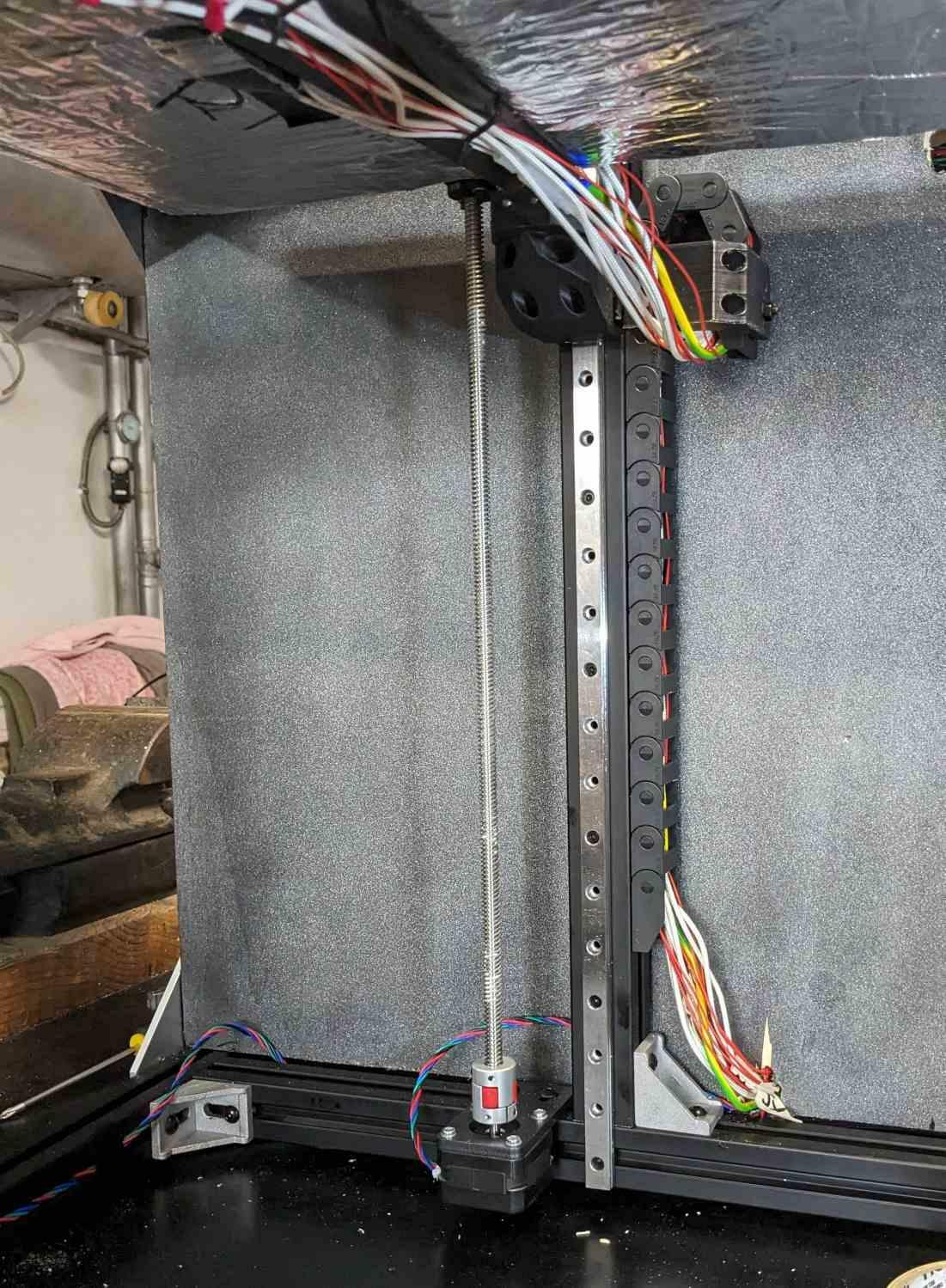
Ho anche aggiunto la catenaria per z:
Manca solo l hotend da calare (ho la scheda per il canbus ma per ora lo salto) e poi passo finalmente al firmware 😬
-
1
-
-
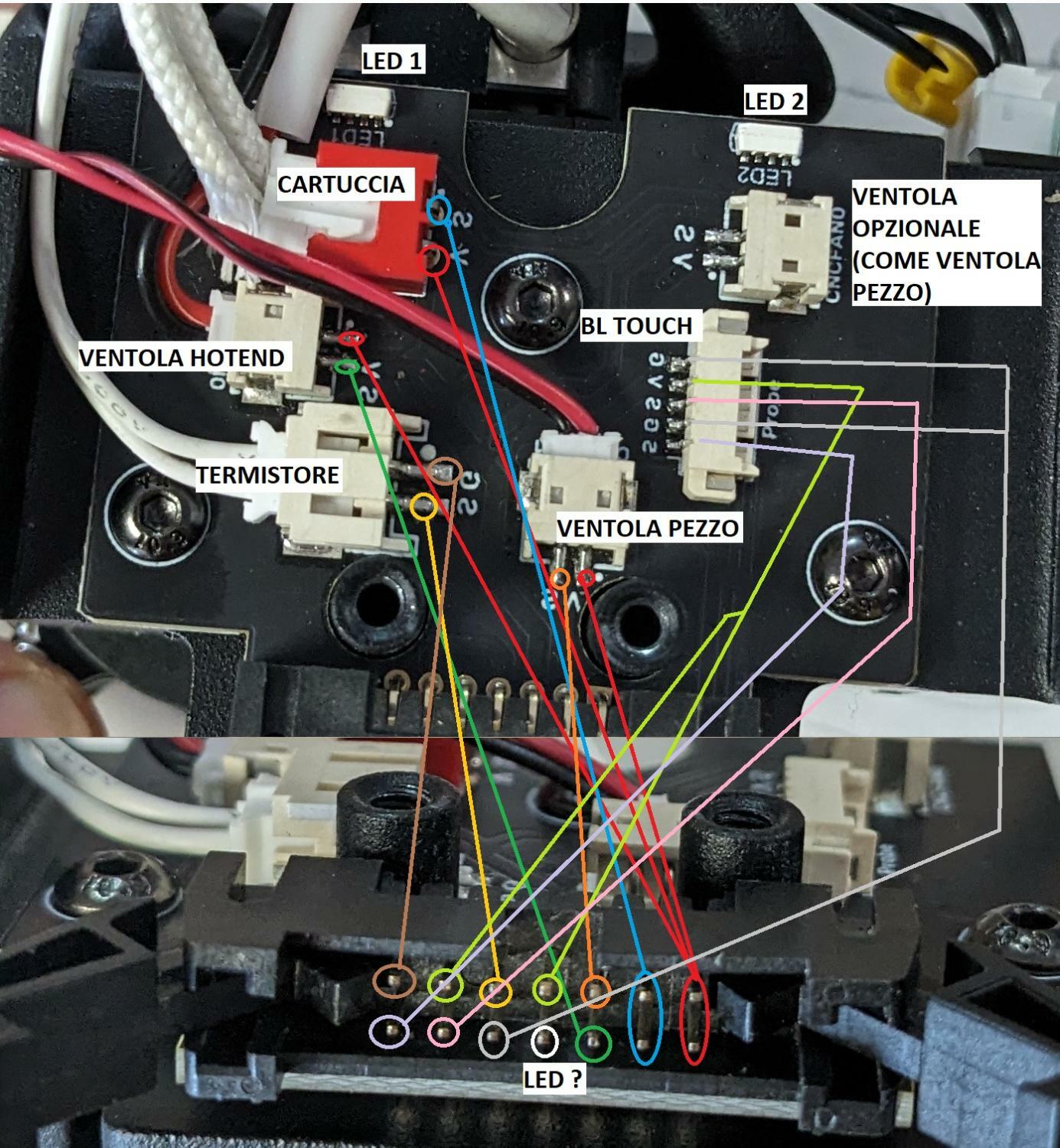
Ho fatto un po di reverse engineering e ho prodotto questa immagine:
Ora mi rimane da capire solo come si chiama quel connettore 🤔
Non sarebbe una cattiva idea usarlo... Ma potrei anche lasciare i cavetti classici e togliere quella scheda di distribuzione (adesso è così, con i cavetti sparsi)
-
6 ore fa, FoNzY ha scritto:
quando devi rispettare la polarita' ti "forzano" a ad inserire la spina nel modo giusto ma nelel case non avrebbe senso nemmeno questo perche' anche se in teoria la presa a muro dovrebbe rispettaro un criterio su dove sta la fase non è detto che lo rispetti
In ogni caso a muro la presa si può inserire invertita o meno quindi è impossibile sapere dove andrà la fase nelle prese italiane.
Per questo motivo, ero convinto che esistessero dei circuiti in grado di scambiare la fase per metterla al posto giusto se invertita 🤔
Comunque ho ordinato gli SSR omron consigliati per le voron... 99 euro di 3pezzi spediti 😭-
1
-
 1
1
-
-
Domanda di elettronica: io adesso sulla 220v sto mettendo tutti i fili blu per il neutro e neri per la fase... ma se poi attacco la spina della stampante al contrario si inverte tutto 😅
Sono sicuro che esistano degli affari che prendono l'input casuale e poi mettono il neutro su una uscita e la fase su un altra... ma non riesco a trovarli e non so come potrebbero chiamarsi... sapete il nome e se esistono davvero da prendere come componenti non integrati ?
-
39 minuti fa, Robbio ha scritto:
Avendo in casa un tasso di umidità che varia tra il 40% e il 60% di umidità, mi consigliate di prendere subito una drybox o non è indispensabile?
Si, prima o poi ti servirà
43 minuti fa, Robbio ha scritto:Essendo una stampante aperta mi consigliate di prendere una cover per non farla impolverare quando non è in uso?
Io non la uso, al massimo dai una passata al piatto con l'alchool se serve.
45 minuti fa, Robbio ha scritto:Ho ridimensionato i miei bisogni ed accetto il consiglio di partire da un modello piu piccolo e silenzioso almeno per cominciare. La A1 mini mi sembra la scelta migliore per me al momento.
In un secondo tempo posso sempre cambiarla dopo aver fatto un po di ore di esperienza.
Se sospetti già di cambiarla in futuro ed è solo per fare pratica e hai difficoltà a reperire la a1 mini, puoi considerare anche la KP3S (sebbene, se non trovi la a1 mini temo che non troverai neanche questa).
Come stampante per iniziare secondo me è ottima (costa 100 euro in meno della a1 mini, quello è il suo punto di forza). La A1 mini è sicuramente meglio rifinita ma è anche molto meno modificabile se sei interessato a farlo (per non dire per niente).
-
Della K1, tralasciando le recensioni marchetta, ho sempre visto parlare male, oppure parlare bene dopo averla modificata parecchio (ma allora non è neanche più una K1 quasi).
Verso giugno arriva la qidi q1 pro oppure guarda la plus (o la xmax 3 che sta ancora giusto giusto nel tuo budget). Dovrebbero soddisfare tutte le tue richieste tranne il rumore. Se stampi qualsiasi modello architettonico ti conviene farlo in pla secondo me è per stamparlo devi tenere le porte di qualsiasi stampante aperte. Quindi il rumore si sentirà sempre a meno che non dimezzi la velocità (ma a quel punto perché prendere una corexy super veloce?)
Per la cronaca, c'è un utente che si è trovato male con la xmax 3,molto male ma penso fosse una unità difettata. Io la uso a lavoro e sono molto soddisfatto di come va (poi la perfezione non esiste chiaramente).
La p1p è aperta e non stampi abs (almeno non robe grandi).
La p1s è chiusa quindi stampi abs ma non ha camera riscaldata (quindi è un po' memo affidabile delle qidi con stampe in asa difficili per il warping).
Bambulab è un sistema chiuso quindi anche sul requisito dei pezzi di ricambio potrebbe peccare in futuro.
-
2
-
-
10 minuti fa, dnasini ha scritto:
Per crimpare quei connettori questa pinza e' fenomenale
https://it.aliexpress.com/item/1005003446616109.html?gatewayAdapt=glo2ita
La ordino subitoMe la segno grazie (ne sto aspettando un altra già)
Praticamente è questa a 10€ in meno 🙄-
1
-
-
7 minuti fa, dnasini ha scritto:
oppure mi compero quelli presaldati e poi giunto i fili
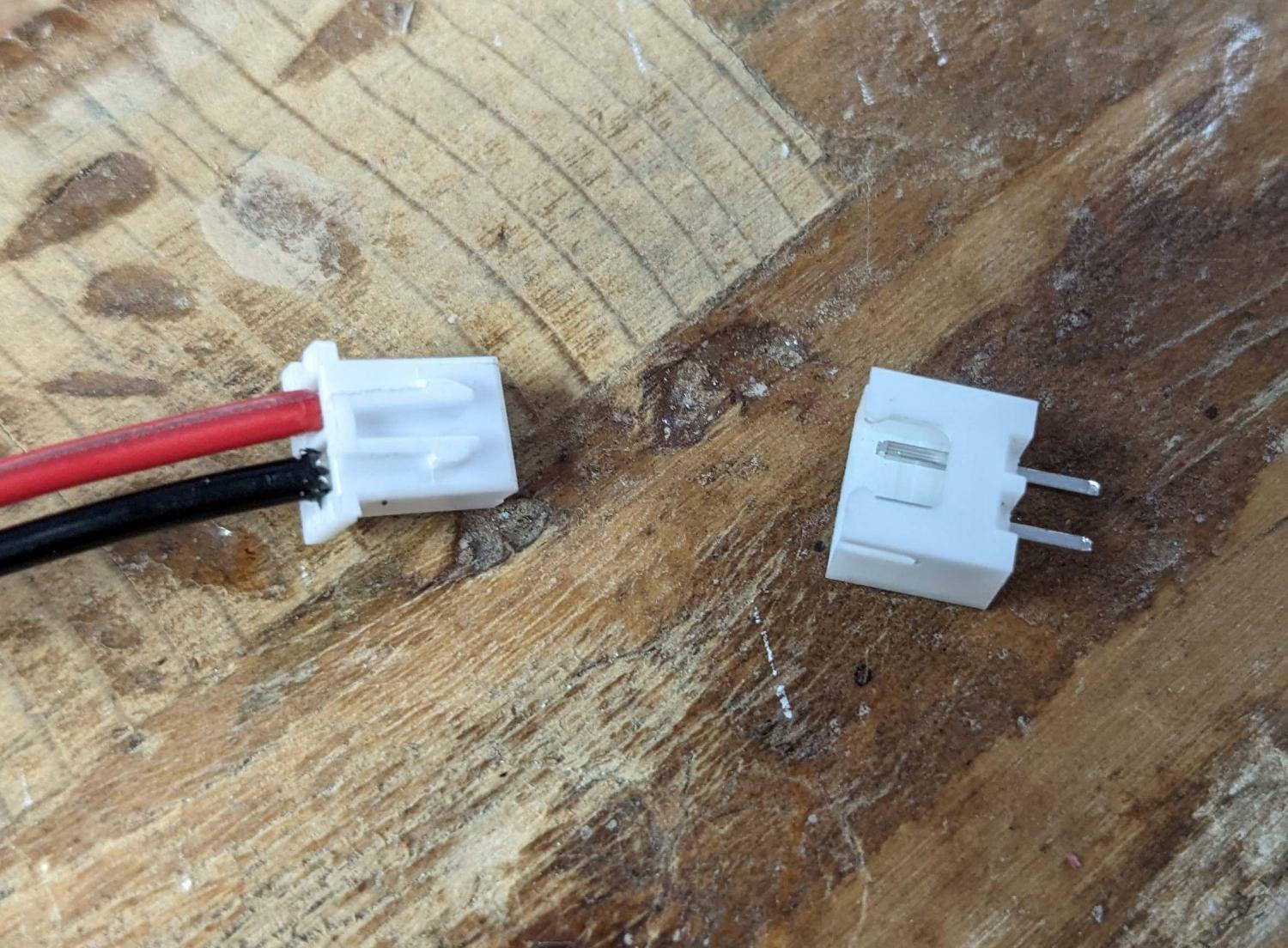
Penso farò così anch'io perché in un ora sono riuscito a crimpare solo quello spinotto in foto 😅
(secondo me la pinza del kit da 40 euro che ho preso è fatta male, la manderò indietro)11 minuti fa, dnasini ha scritto:Se hai spazio, io ho utilizzato le barre DIN
Le avevo cercate ma sia in ferramenta che all'OBI non le avevano e ho lasciato perdere... Faccio prima con delle viti da legno direttamente sul compensato.
Però chiaramente la tua soluzione è molto più elegante e modulabile.
-
Sono partito con l'elettronica !
Ho fatto un pannello sandwich con due compensati di pioppo da 5mm e 10mm di polistirolo e lo ho attaccato sul retro.
Dal lato della stampa è verniciato col "finto ferro battuto" di prima.Non capisco una cosa però... Nel kit di crimpaggio ci sono questi spinotti... Ma come attacco i fili alla femmina a dx ? 🤔
-
1
-
-
2 ore fa, scuotter ha scritto:
le boccole hanno un minimo di gioco sulle barre cromate
Per come la vedo io questo è un problema ben più grave, perché, anche con le barre trapezie dritte, mentre stampi ogni vibrazione ti farà spostare il piatto (a meno che non stampi piano ma non ha senso).
Secondo me, una volta che i supporti del letto sono incardinati bene sei apposto, basta che non segui la moda di vincolare le aste filettate in alto e metti un accoppiatore col motore che permetta un minimo di scotamento angolare.
Questa cosa di mettere i disaccoppiatori tra le viti trapezie e i supporti per il letto mi lascia perplesso... ma ammetto che non ho esperienza diretta (vedremo quando metto in funzione la corexy che sto facendo).
28 minuti fa, dnasini ha scritto:Me ne sono accorto perche su Z mi faceva degli artefatti in modo regolare.
Le tue barre trapezie sono vincolate in alto ?
-
1
-
-
Hai controllato che il nozzle quando lo avviti vada bene in battuta sull'heatbreack e non sul blocchetto riscaldante ?
Tra blocchetto e nozzle quando avviti tutto dovrebbe restare un minimo gap (perche il nozzle deve fermarsi sull'heatbreack appunto). Se così non è devi avvitare più a fondo l'heatbreack.
-
2
-
-
Kp3s pro s1
Compatta cantilever da 20mm^3 e prossimamente ci monto estrusore biqu h2 v2s per stampare meglio il tpu molto soffice
-
Io proverei a stamparlo pieno e disteso.
In piedi ci vogliono un sacco di supporti, viene peggio la finitura e non so quanto migliori la resistenza.
Non puoi proprio fare quei tre "perni" più grandi per ospitare i prigionieri ?
(a proposito, su aliexpress trovi gli inserti in ottone uguali a meno della metà del prezzo di quelli linkati)
-
Ah ok, ma è qualcosa che uno può scegliere nel firmware o va in base ai drivers o ai motori ? 😕
EDIT: Ho cercato in rete, praticamente quasi tutti gli stepper sono bipolari, quindi gli bastano 4 fili.
Resta il mistero sul perché abbiano le prese a 6 poli se non li usano... Standardizzazione forse ? Boh... (esistono stepper che usano 6 poli e anche 8 ho visto)
-
Domanda stupida ma non capisco se ne servono 4 o 6 🙃
Trovando esempi di entrambi, immagino siano due modalità alternative. Se è questo il caso, quale modalità conviene usare ?
-
Notevole ma non so se vale 70-80 euro 😬
Avevo visto in passato almeno un video dove scansionavano un sacco di punti senza nemmeno fermare la testa con dei sensori che credo fossero induttivi... Però non li trovo più.
Era simile a questo, però qui credo usino un sensore ad ultrasuoni
-
1
-
-
Se proprio l adesivo si stacca, forse puoi provare anche quello che fanno in questo video al minuto 7:25
In pratica vicino agli angoli aggiungono una "vaschetta" a forma di calamita e ci mettono la calamita dentro durante la stampa.
Siccome l alluminio non è magnetico, nel video la calamita attrae il foglio magnetico ma penso nulla vieti di mettere una calamita anche sotto al piatto (se è da 4-6mm forse qualcosa attrae).
-
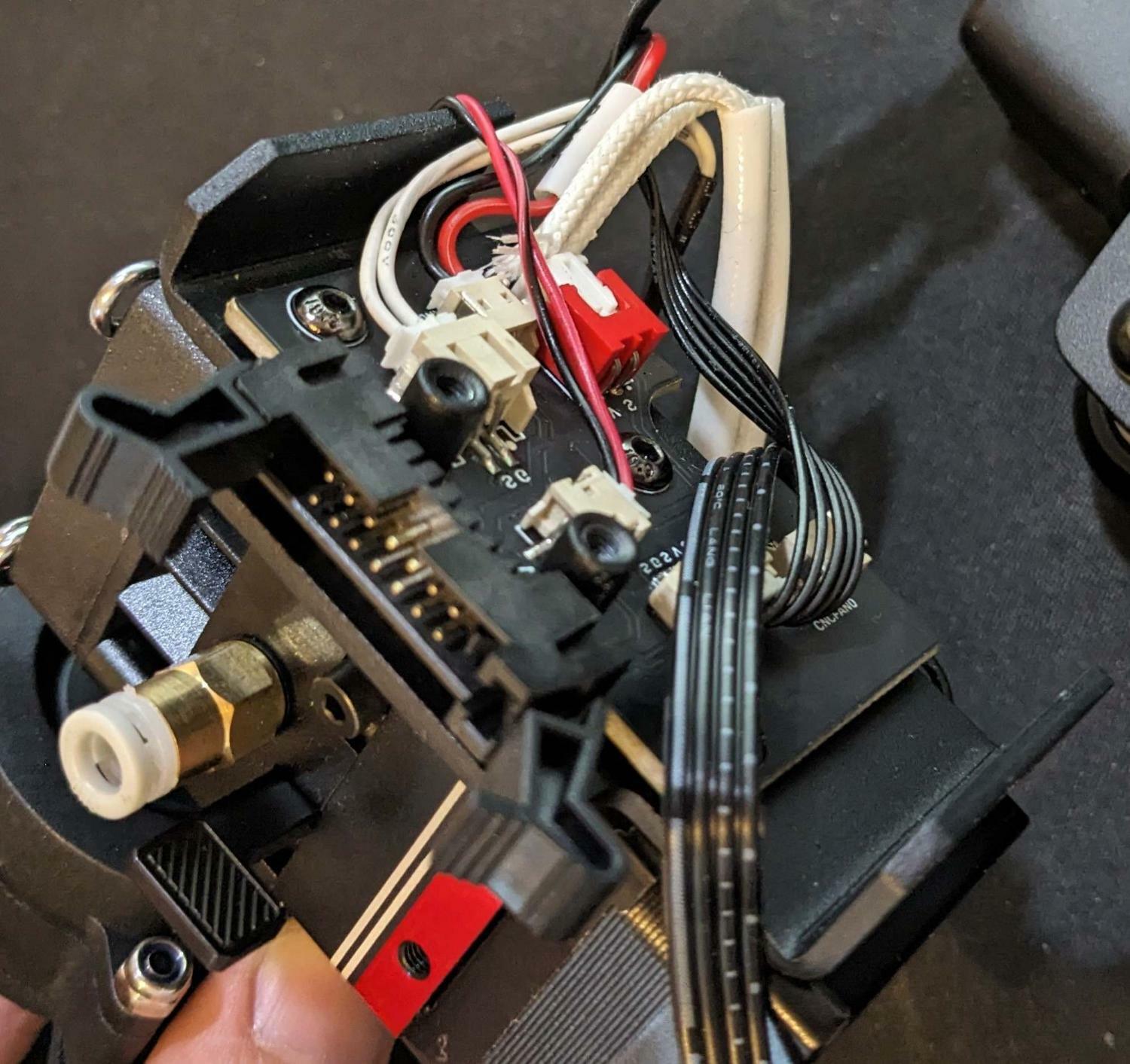
Mi è arrivato l h2 v2s
Ho due domande:
Qualcuno sa il nome di questo connettore? (ha 14 pin)
Seconda domanda: il filo del motore ha 4 poli... Perché?? 😆
Ho visto che l attacco del motore ne avrebbe 6... Posso cambiare il cavetto e farlo andare a 6? 🤔
Grazie a chi risponderà
-
Io il petg lo stampo a 230°C. Sicuramente un po' aiuta col warping e non credo si perda neanche troppa adesione fra i layers.
Per il resto, oltre che aggiungere "cubetti" (o altre forme) di tenuta aggiuntiva sui bordi della stampa, non saprei 🤔
(il brim immagino lo usi già ovviamente)
-
1
-
-
Hanno presentato la nuova ratrig vcore 4.
Mi hanno copiato !!! 😆 Anche quella è senza l'estruso orizzontale davanti al piatto !
-
 3
3
-




Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
in Nuove idee e progetti
Inviato
Ho appena notato che la catenaria mi frega 30mm di discesa su x perché va a sbattere sull'estruso sotto 😑🤬
Vabbé ho già in mente come risolvere ma per ora lascio così.