lever63
-
Numero contenuti
386 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di lever63
-

Acquisto prima stampante 3d
lever63 ha risposto a Ale_3d nella discussione La mia prima stampante 3D
io ho la flsun q5, non la consiglio come prima stampante solo perchè il piatto è piccolo, il 90% delle volte non è un problema ma il 10% delle volte non stampi e basta. Per il resto, si monta in 20' massimo 1/2 h, fai l'autolivellamento, regoli l'altezza del piatto ed in meno di un'ora stampi il tuo primo pezzo. la SR ha il piatto (rotondo) da 26, che mi sembra equivalga ad un quadrato di circo 18 cm, un po' sotto lo standard -
Comprereste su flyingbear3dprinter.com?
lever63 ha risposto a vinpippo nella discussione La mia prima stampante 3D
un motivo per cui l'ho scelta è che ha la base che si muove sull'asse z, quindi un po' meno vibrazioni; la community però non è numerosissima. per l'assistenza, l'ho presa da banggood e ho avuto un problema, dopo uno scambio di mail dovrebbero cambiarmi la scheda madre. -
la fascetta c'è, dal display vedo salire la temperatura e non si ferma finchè non spengo... vediamo cosa mi arriva, avevo pensato anche io di procurarmi una scheda, ma sono abbastanza nuovo in questo mondo. Nel caso dovessi sostituire a scheda per conto mio mi sa che dovrò approfittare della vostra competenza e disponibilità
-
aggiornamento, risposta da Banggood: motherboard;Do you agree that we will resend the accessory for you? It will take ≥2 weeks to purchase the accessories,then it will take 10 bussiness days for the accessories to be sent out and arrive in your place. We apologize for the inconvenience caused by this issue and we will better serve our customers in the future. Please reply to this case, we will always wait for your reply. We need you to confirm whether this plan is implemented and we hope to get your support and understanding. ora si aspetta un buon mesetto...
-
Programma per progettare in 3d
lever63 ha risposto a domenico78 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
io uso freecad, è free e multipiattaforma, si trovano anche dei tutorial in italiano; -
visto, in effetti mi hanno mandato il firmware per la mia scheda; l'unico problema è che le schede supportate sono le reborn 1.3 oppure le robin nano 1.3, ma ho provato a cercare il modello ma non ne ho trovato traccia.
-
aggiornamento: l'installazione del firmware aggiornato è andata bene, ma il problema è rimasto. PS: la scheda è una robin nano v1.3, ho cercato in giro ma è una versione che non si trova, la 1.2 è visibilmente diversa.
-
grazie, capito! anche la mia monta una MKS robin nano, quindi nella peggiore delle ipotesi dovrei trovarmi la scheda ed installare il firmware, che tra l'altro è quello che mi ha indicato l'assistenza.
-
prima risposta dall'assistenza, aggiornare il firmware; nel w.e. provo, speriamo sia solo quello; per quello che posso vedere la scheda sembra "sana", non ha parti bruciacchiate si la mia era una domanda da principiante, riesco ad usare la stampante e a farci piccola manutenzione ma non ho l'esperienza di chi ci ha lavorato magari assemblandosi una custom; il mio dubbio è se in linea teorica una scheda per stampanti 3d può essere adattata all'HW della FBG5?
-
dovrebbero essere parallele quando finisci di montare la stampante, quando sono solo innestate hanno ancora libertà di movimento
-
quando l'ho montata mi sono accorto che nei video in cui spiegano il montaggio delle barre c'è un passaggio importante che si nota poco; occorre inserire le barre nella parte superiore dove ci sono 2 grani che le tengono ferme.
-
ho contattato banggood e hanno preso in carico il problema... speriamo. Nell'attesa della loro risposta ho una domanda da vero profano: ho cercato velocemente e la scheda sembrerebbe circa 30€; nel caso sarebbe possibile sostituire la scheda? a parte qualche saldatura poi dovrei installare il firmware, giusto? di fatto mi troverei con l'HW FBG5 ed elettronica e sw a scelta?
-
ho controllato la scheda ma non ho visto cose strane. tu come hai risolto?

-
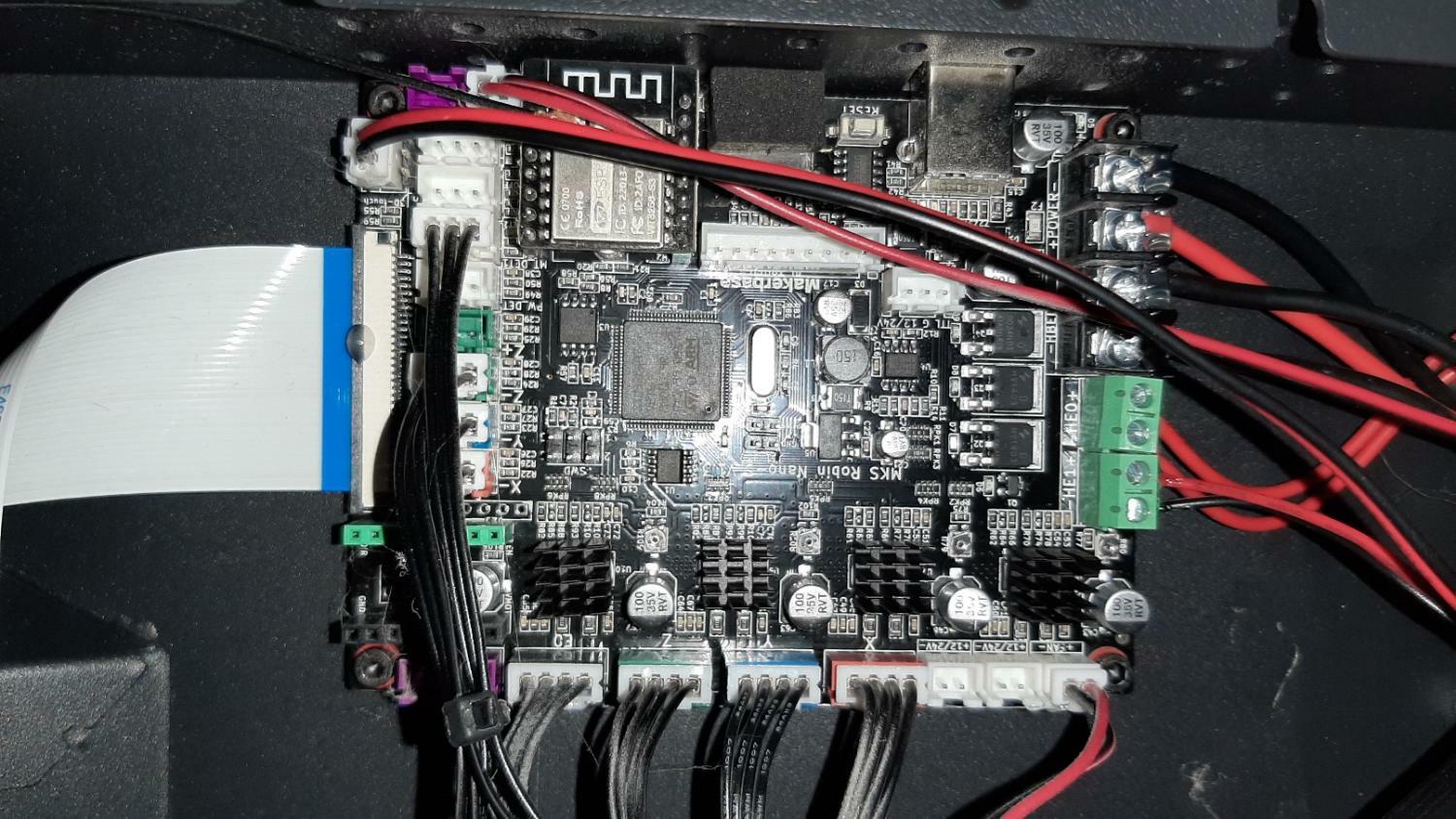
ultimo aggiornamento in attesa della risposta dall'assistenza: ho provato ad accenderla, e parte subito il riscaldamento del nozzle, il lettore della temperatura funziona, ma non c'è modo di regolarla. ho staccato i contatti del nozzle e provato a riscaldare solo il piatto. che sembra funzionare correttamente.
-
grazie per i consigli, stasera provo a controllare, ma anche a me sembra non sia solo un filo staccato o qualcosa di banale; ho aperto un ticket all'assistenza, vediamo se mi danno qualche suggerimento
-
il sensore, almeno quello del nozzle funziona. Ieri sera ho provato e il nozzle non andava in temperatura, ho cambiato il blocco riscaldante con quello di riserva e la temperatura continuava a salire ben oltre i 100° impostati; quando è arrivata a 270 ho spento tutto no, prima saltuariamente il 3, poi il 5 ed infine il 7. dopo il 7 come ho scritto sopra, il nozzle non andava in temperatura, sostituito il blocco e la temperatura continuava a salire. ora mi leggo la procedura per resettare i PID, ma come possono essere saltati? non ho fatto modifiche nè hw nè sw
-
ciao a tutti, fino a qualche giorno fa avevo notato che alcune volte il piatto impiegava molto tempo ad arrivare alla temperatura richiesta; da qualche giorno però ricevo diversi errori: err3 (hotbed minetmp), err5 (nozzle heating failure) err7 (termal runaway) da profano non mi sembrano legati ad una componente, ma tutti hanno in comune un problema di temperatura; ho già controllato gli spinotti, casomai le vibrazioni li avessero scollegati, ma sembra tutto ok; avete qualche suggerimento?
-
Passare al PETG è così complesso?
lever63 ha risposto a FrankDG nella discussione Materiali di stampa
nel passaggio da PLA+ a PETG (Sunlu) ho alzato la temperatura a 235/240 (fatto la temptower) e piatto a 90 per il primo layer e 70/75 a regime e abbassato la ventola +/- 30% sia sulla FBG5 che sulla FLSUN Q5. Sulla FLSUN Q5 ho anche distanziato di 0,05 mm il nozzle dal piatto, non ho avuto problemi di aderenza con nessuna delle due. -
Ghost 5 - Non esce filamento da fredda
lever63 ha risposto a gallo7355 nella discussione La mia prima stampante 3D
non ho capito tanto il problema... comunque qui trovi il ricambio: https://it.aliexpress.com/item/32961110702.html?spm=a2g0o.cart.0.0.22a53c00Q3fXeO&mp=1 -
FlSUN Q5 eccessiva adesione al piatto
lever63 ha risposto a Pergo nella discussione Problemi generici o di qualità di stampa
con la q5 ho avuto qualche problema a staccare i pezzi di PLA+ anche a piatto freddo; ho risolto calibrando sulla stampante il nozzle un po' più in alto rispetto alla calibrazione fatta con il foglio (a passi di 0,05mm) e sono arrivato ad un buon compromesso di aderenza e staccabilità -
E ora qualcosa di utile
lever63 ha risposto a Killrob nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
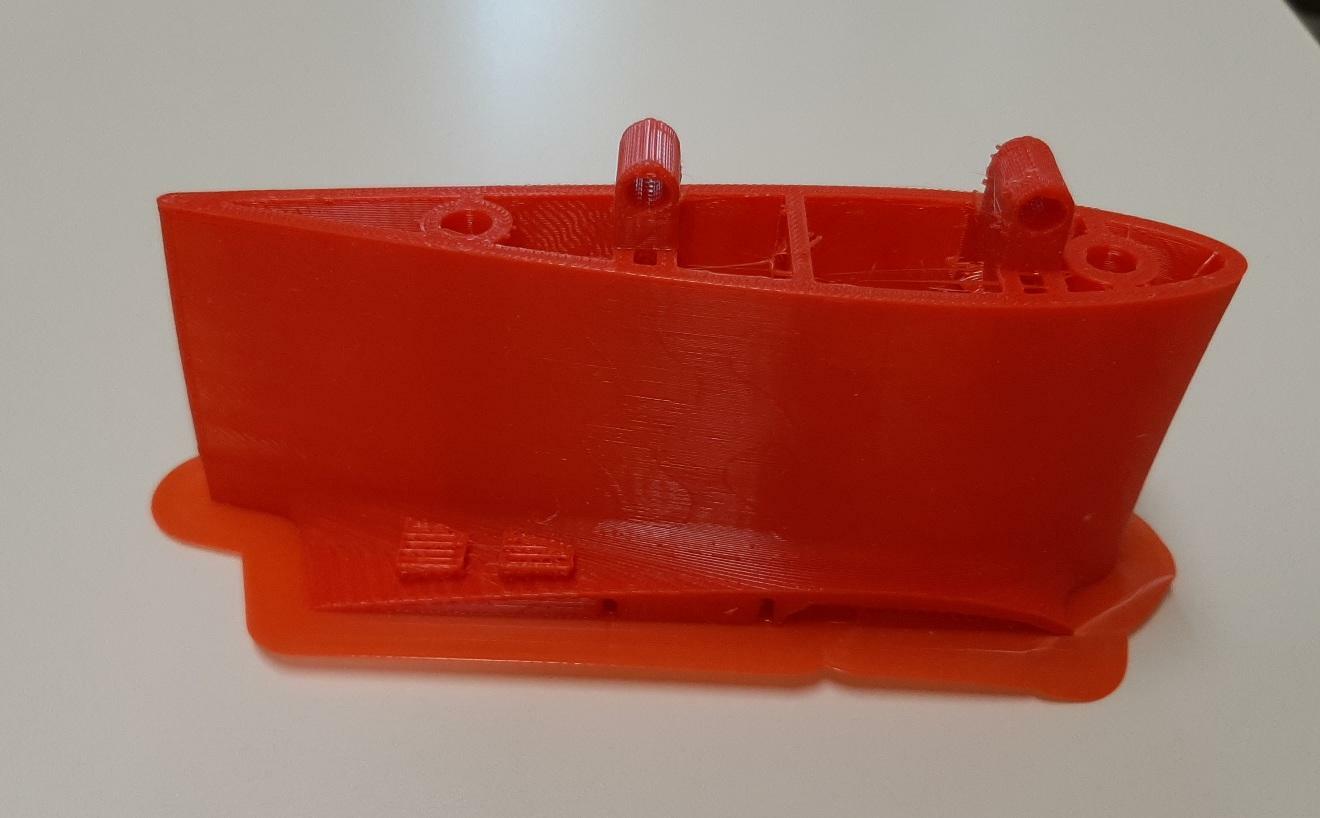
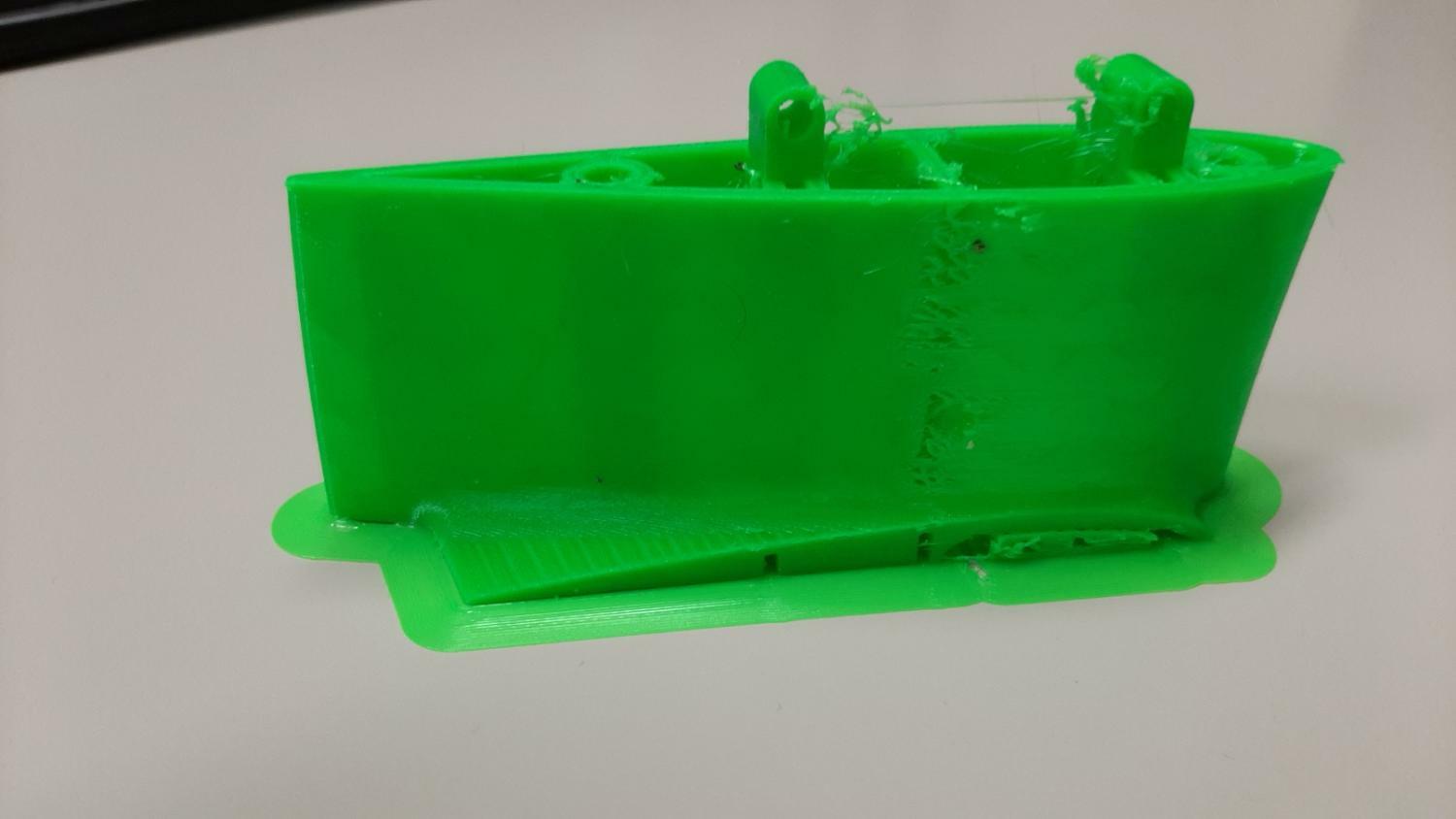
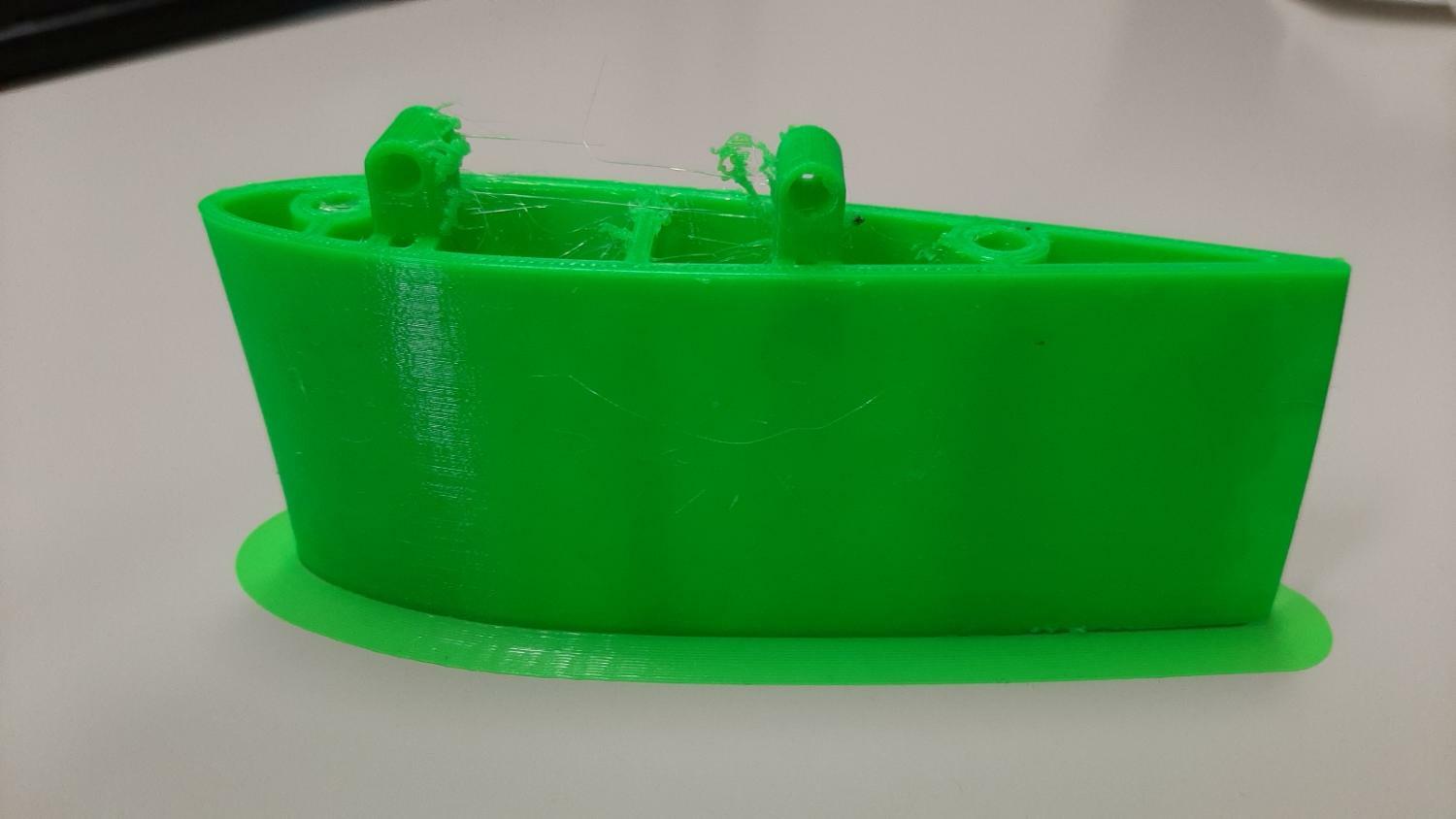
fatta! paletta e manico con flsun q5 e il contenitore con la fbg5 il brim è venuto bene e ho deciso di lasciarlo così è più stabile
-
problema con stampa TPU
lever63 ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
ciao, a fatica ma con la fbg5 sono riuscito a stampare il TPU della esun (non era indicato nessun grado di durezza); da quanto so ci sono filamenti con diversi gradi di durezza (o flessibilità) se il tuo è troppo flessibile non credo riuscirai. In ogni caso devi avere la temperatura abbastanza alta quando il filamento raggiunge il nozzle (intorno ai 240°, poi la precisione del sensore di temperatura è tutta da vedere), e almeno all'inizio togli la retrazione. Potresti cambiare il blocco estrusore (quello della FBG5 costa pochi euro) in modo da avere il percorso perfettamente pulito. -
sottoestrusione?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
si direi che corrisponde, grazie. col petg niente da fare, oltretutto ora il primo layer non aderisce al piatto, si appiccica al nozzle e fa un grumo di plastica... ho provato a stampare lo stesso pezzo in pla+ (200°) e a parte un leggero stringing è venuto bene.
-
sottoestrusione?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
grazie Killrob, fatto, direi che era quasi perfetto, manca poco più di un mm ma non credo sia quella la causa, visto che lo fa al cambio di Z; per adesso non cambio i parametri. Grazie Michele, con la ritrazione ho un altro problema, qualche volta (ma non sempre) ad un certo punto smette di estrudere. Se tengo la distanza bassa ed il minimo alto funziona, ma questo pezzo in particolare è fatto per essere stampato anche in PLA-LW, dove la ritrazione non si può usare. in ogni caso faccio qualche pezzo di prova, ho cura in inglese dovrebbe essere "retraction extra prime amount" giusto? -
sottoestrusione?
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
solo dopo l'angolo, ma la retrazione è disattivata; non sono riuscito a far la prova degli stepmm estrusore, ma il pezzo che avevo ristampato ruotato è venuto da una parte bene (a parte lo stringing, ma dal punto funzionale non sono un problema), dall'altra con lo stesso problema.