VanVan200
-
Numero contenuti
183 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di VanVan200
-

Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Ecco: retrazione_prova3.zip -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
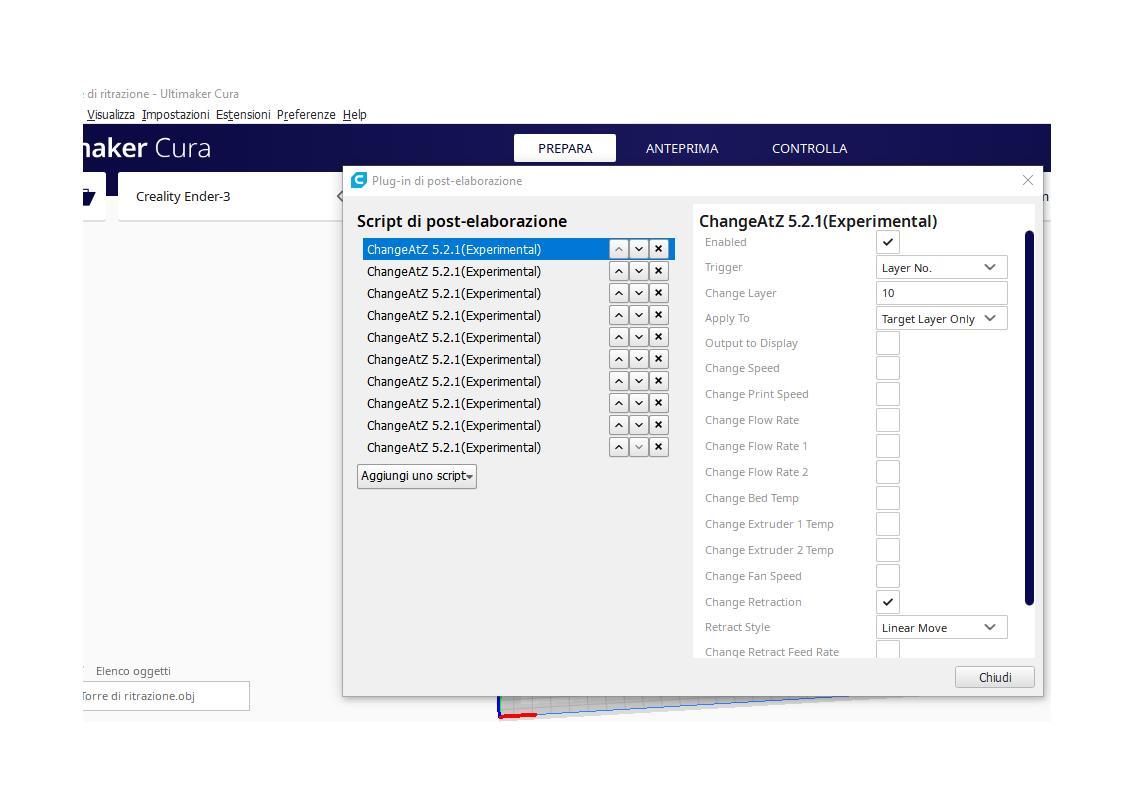
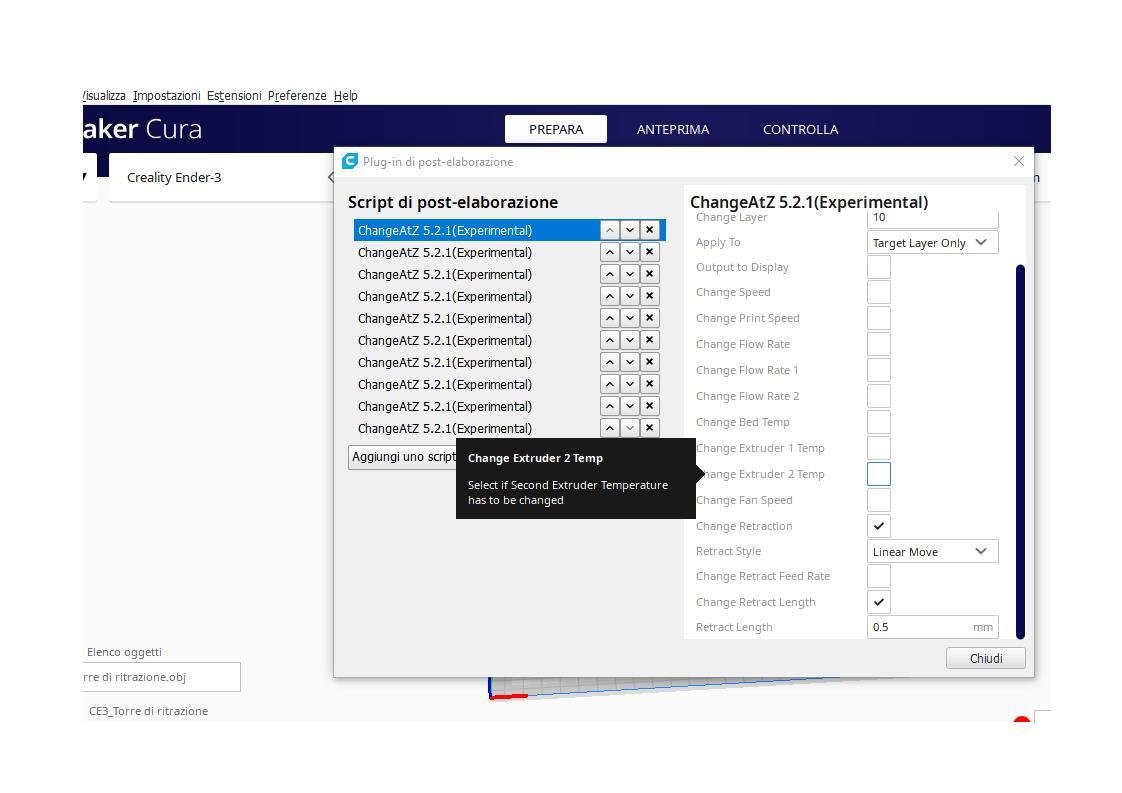
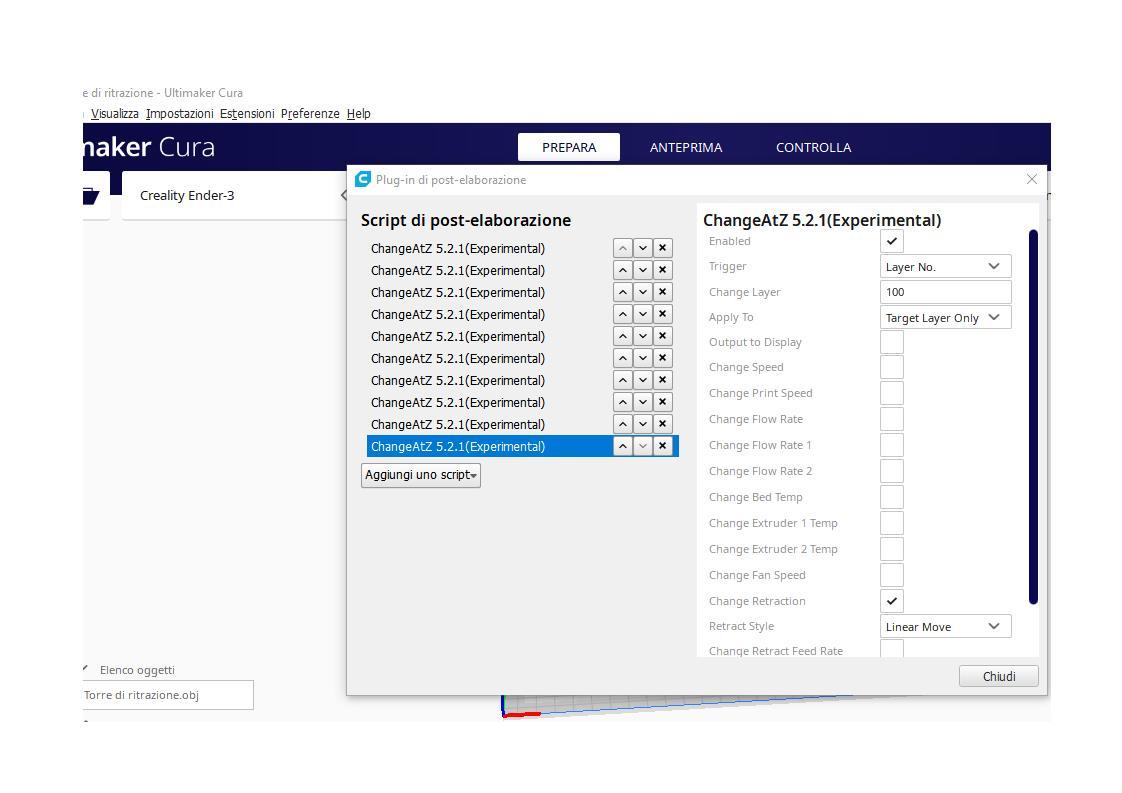
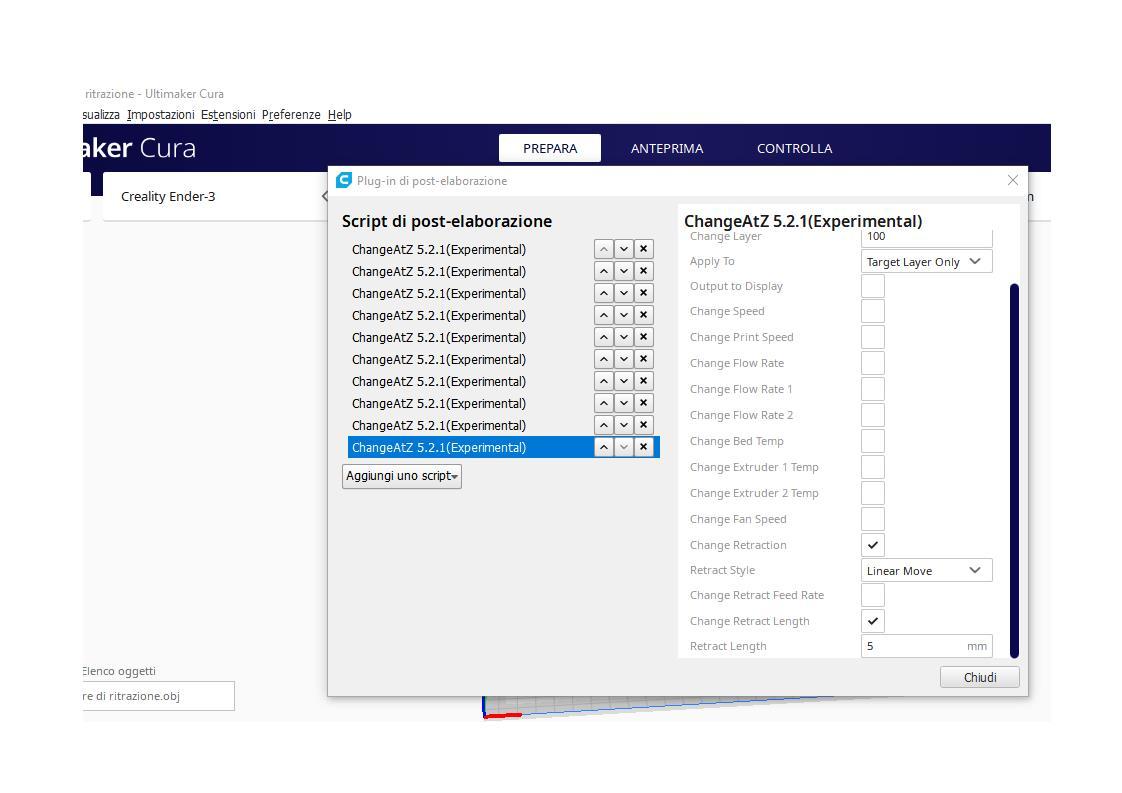
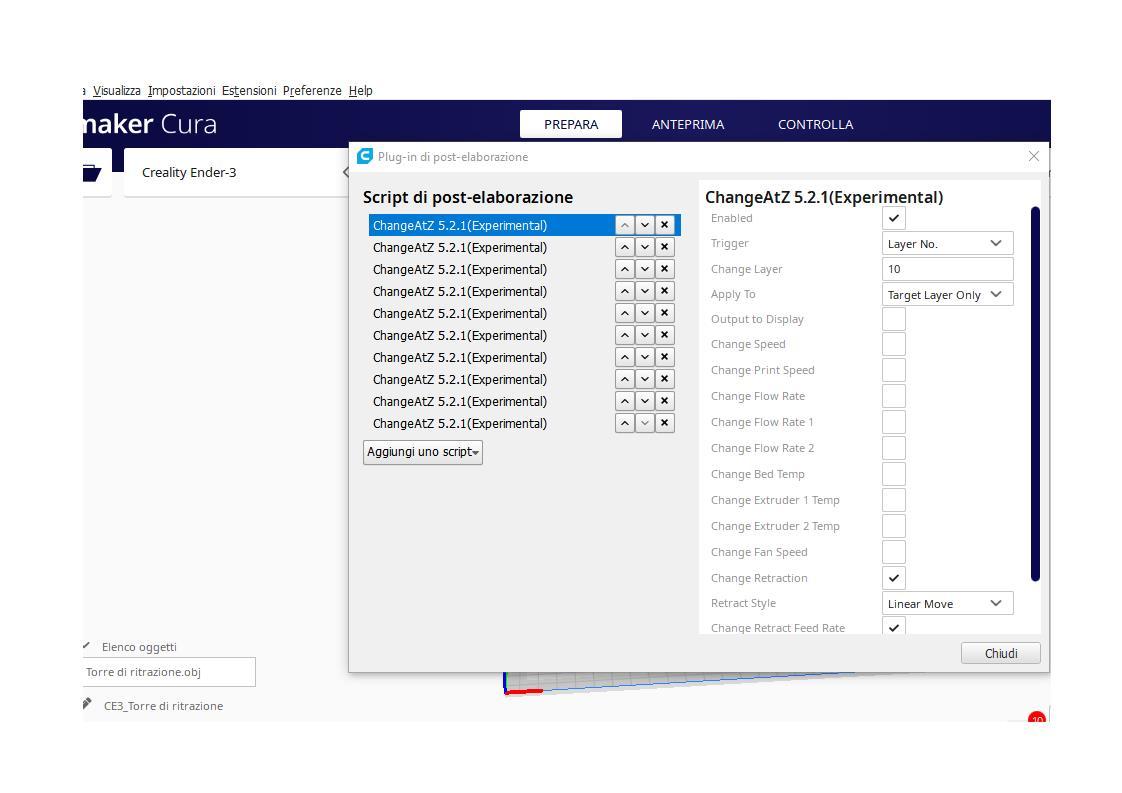
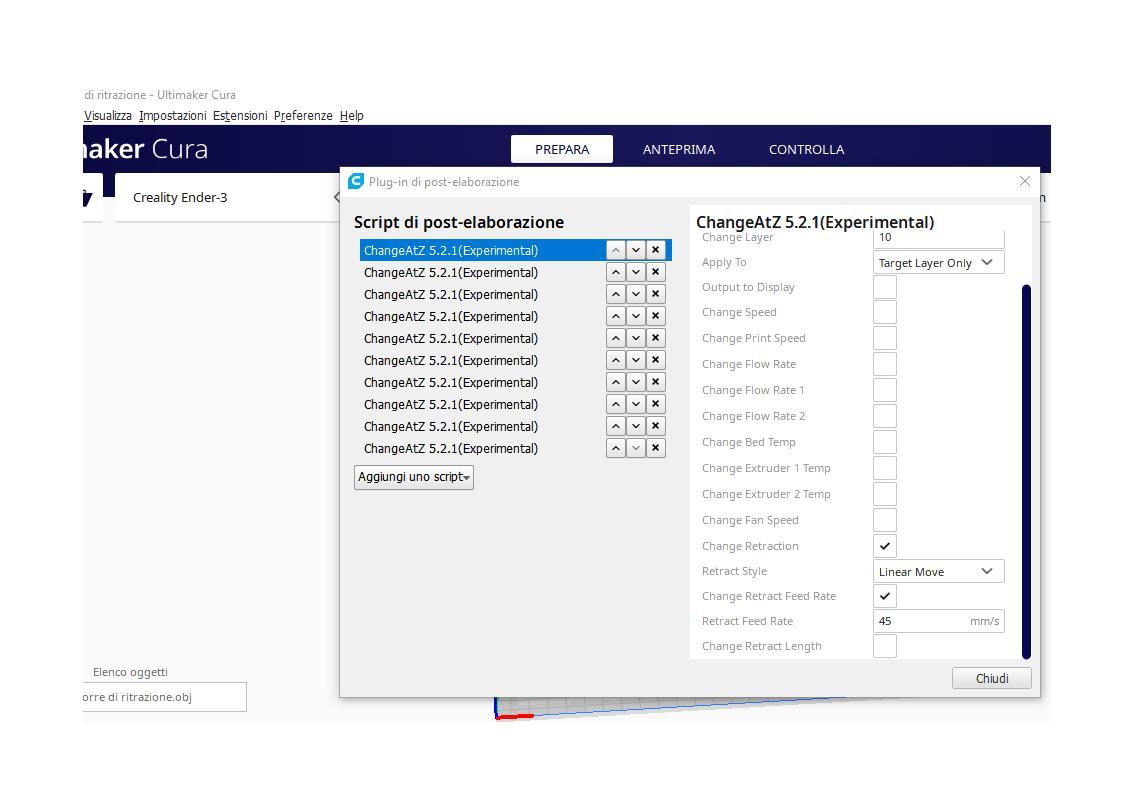
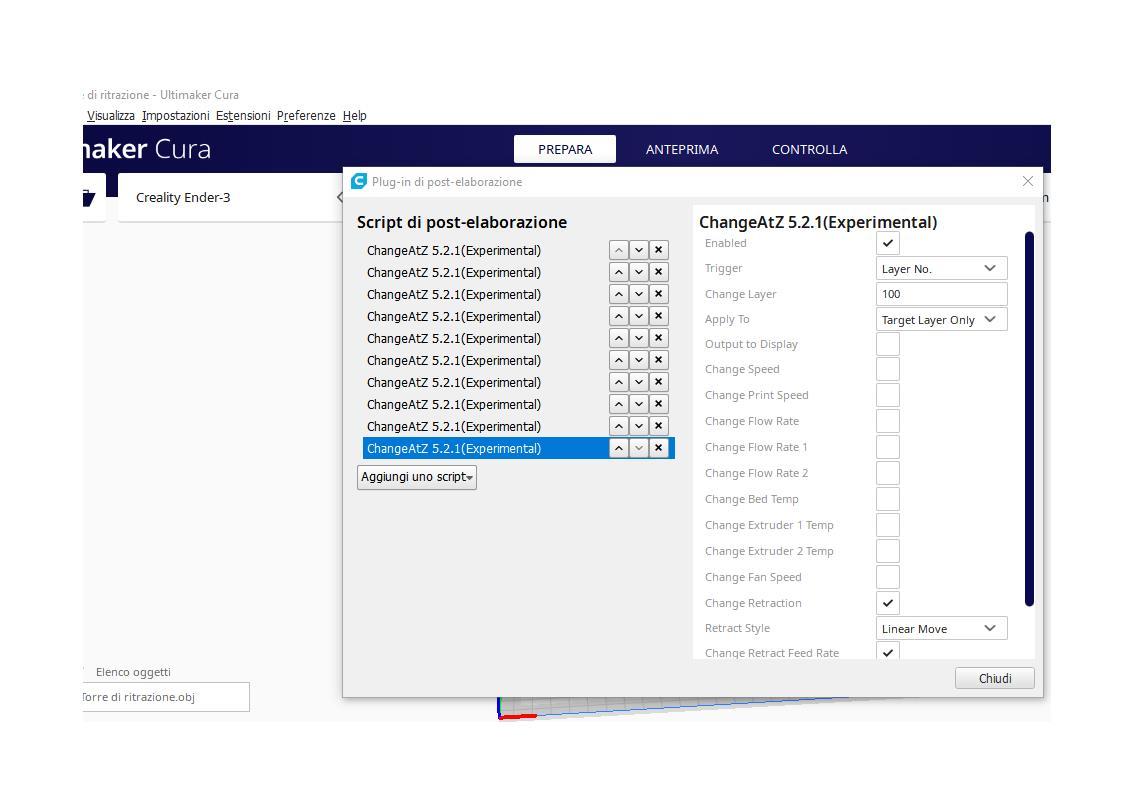
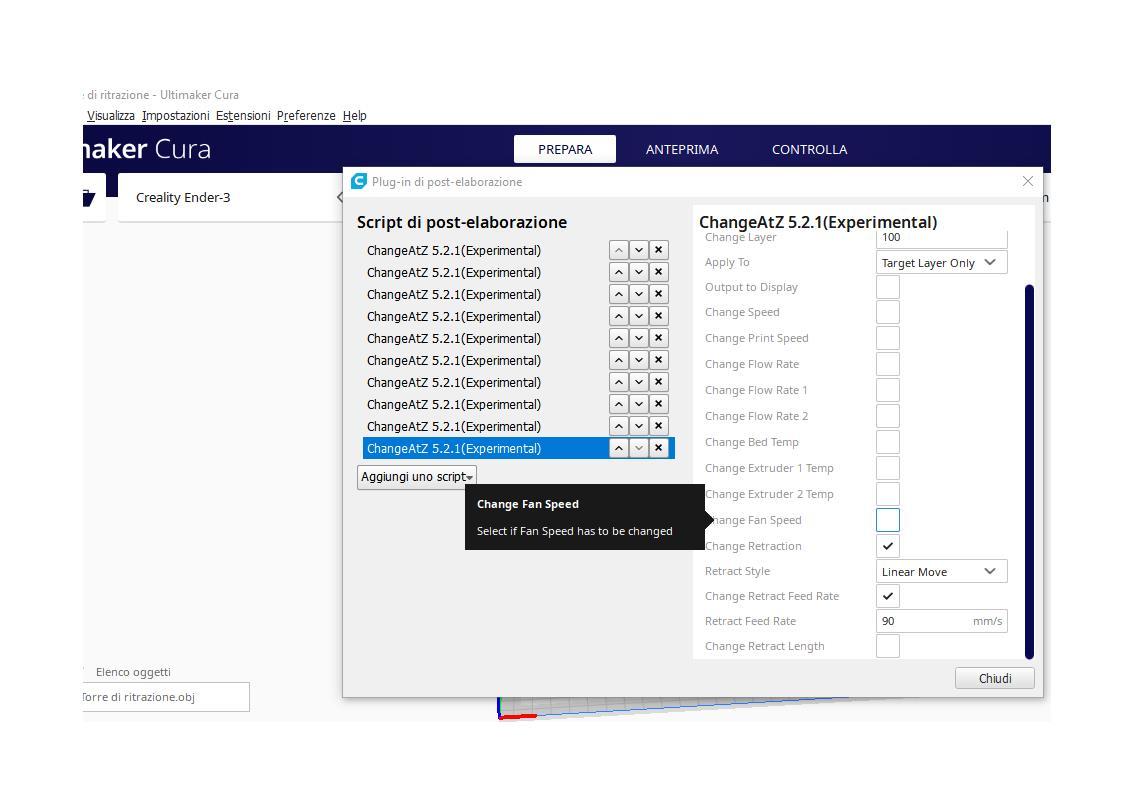
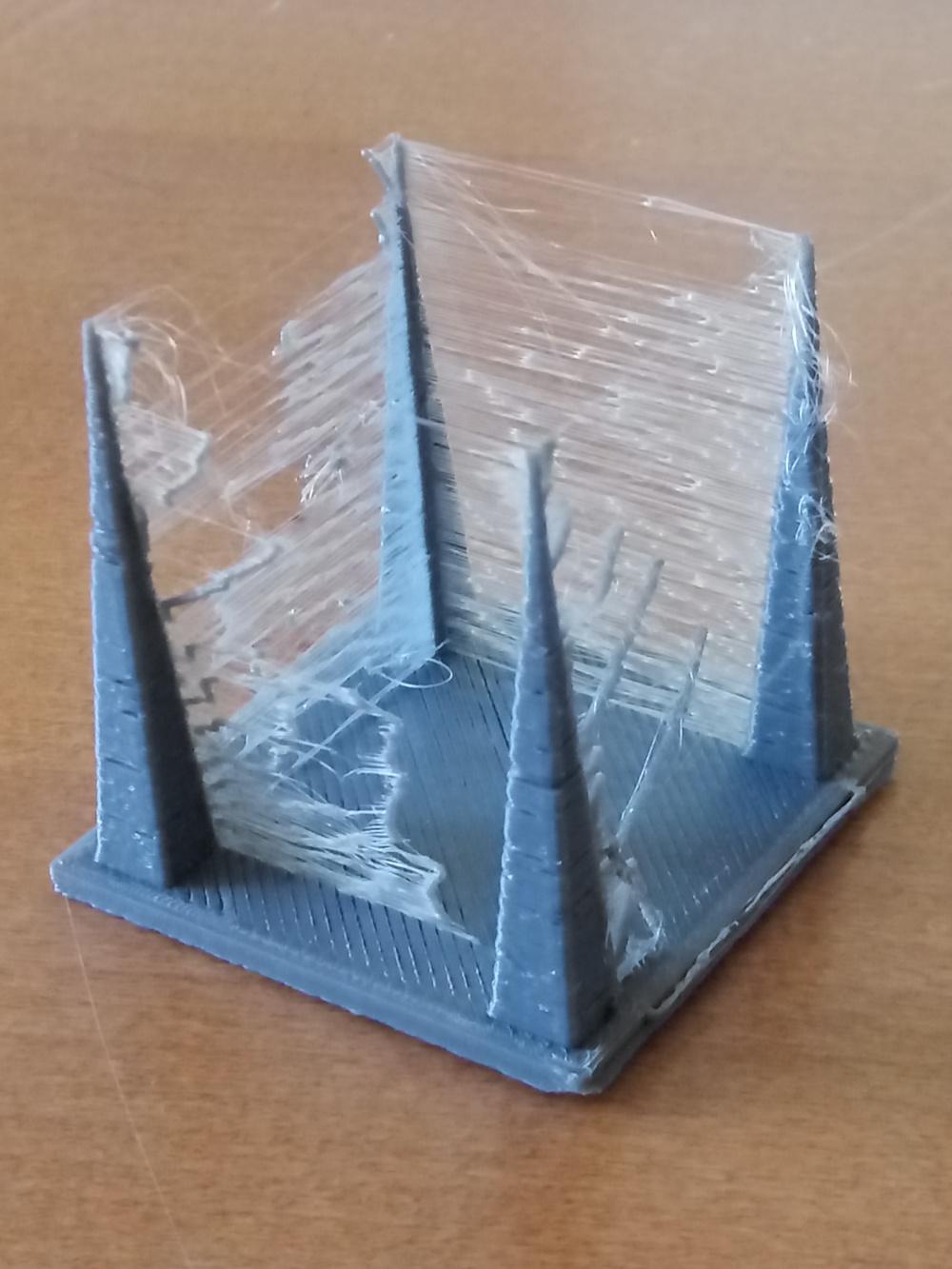
Dunque, ho importato una torre di retrazione. Ho utilizzato il plugin ChangeAtZ (con layer da 10 a 100), svirgolando la casella "change retraction", dapprima cambiando la distanza di retrazione mantenedo costante la velocità, e successivamente cambiando la velocità, mantenendo costante la distanza. Poi ho cliccato su "sezionamento", ho salvato il file e l'ho inviato in stampa (anche se nell'anteprima si potevano già notare i risultati). Il risultato è che la torre di retrazione ha sempre ii soliti filamenti stampati in modo costante su ogni layer. Comunque posto le immagini delle sequenze di lavorazione stampa su Cura (le sequenze del 1^ e ultimo layer, sia per velocità che distanza). Non vorrei aver dimenticato o sbagliato qualche dato.
-
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Sono negli esperimenti...poi ti dico...... -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Qualcuno per caso mi può dare un consiglio a quale distanza e velocità di retrazione su Cura posso impostarle..? (originariamente erano a 5 mm la prima e 45 mm/s la seconda; ora sono a 6 la prima e 50 la seconda, anche se non ci sono grosse differenze nei risultati). -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
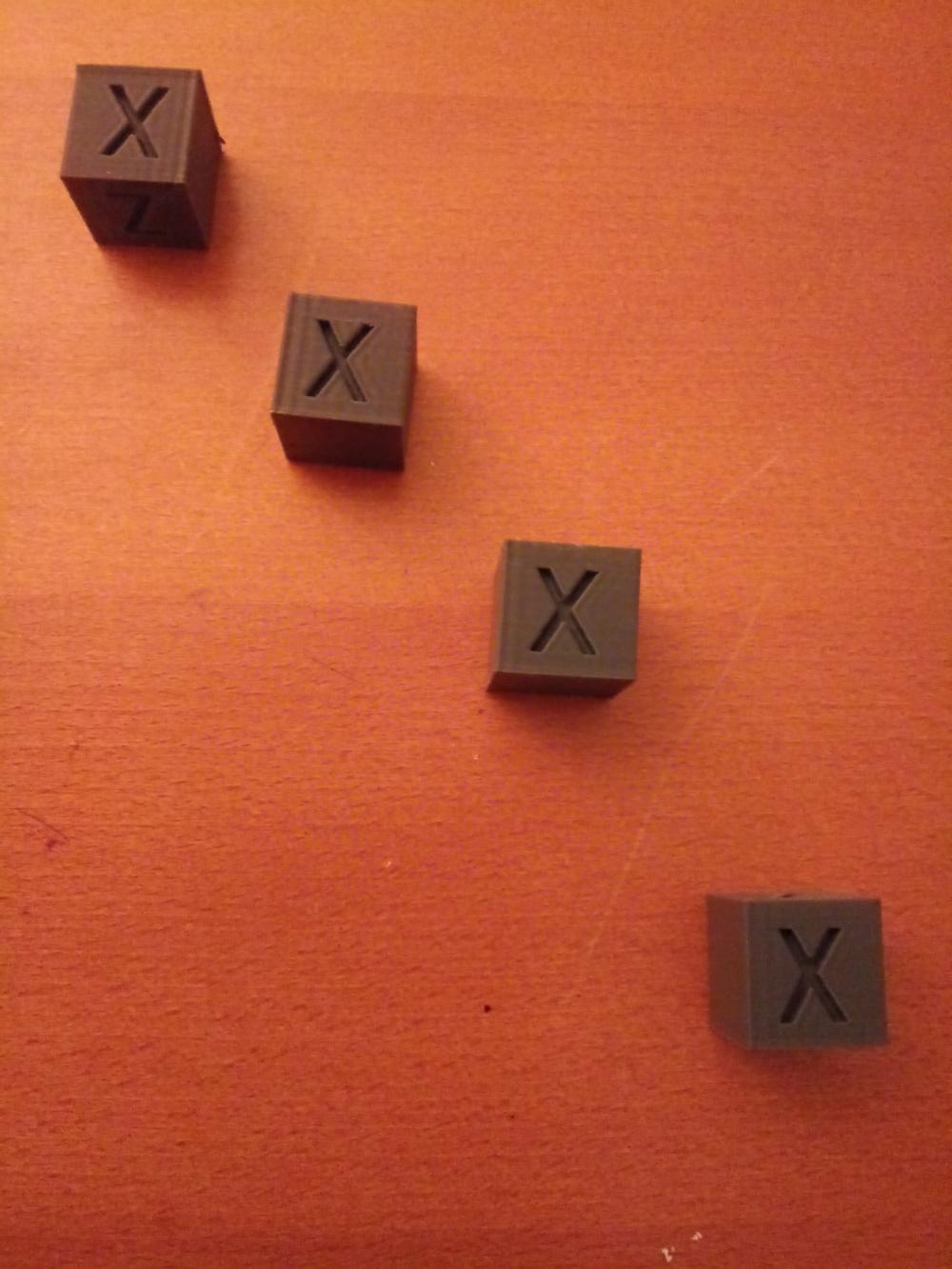
Sempre in Cura, ho portato la distanza di ritrazione da 5 a 6 mm/s, e la velocità da 45 a 50 mm/s. Poi ho lanciato qualche stampa, che posto. Allego anche i cubi che prima avevano il lato delle X più corto (ultimamente il parametro, che da 80 era diventato 84.21, l'ho sceso a 81.36 perchè il lato X era diventato 20.7, mentre ora con l'aggiustamento della proporzione, è perfetto). Ho stampato anche una benchi_boat, un cubo vuoto e 2 torri di retrazione, queste ultime con i parametri di retrazione ritoccati, ma la differenza è stata quasi nulla.
-
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Dunque: ho inserito i 2 GCode per calibrare l'estrusore a l'asseX come consigliato da Eddy72 manualmente nel programma Cura. Ho inoltre impostato sempre in Cura la temperatura (per me credo ottimale) di 195°, il flusso l'ho lasciato così com'era (in quanto da calibrazione mi pareva andasse bene), ed ho lanciato due stampe di calibrazione. Posto le foto. Mi pare che la situazione sia migliorata, però c'è ancora da lavorarci. Adesso cercherò di fare delle prove cambiando i parametri nella ritrazione (sempre in Cura). Poi farò il punto della situazione.
-
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Scusa la mia ignoranza, ma in Cura dove lo trovo lo start gcode..? -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Stasera, seguendo qualche tutorial, sono riuscito anche a controllare il flusso di stampa, in quanto, essendo questo impostato al 100%, dopo aver lanciato la stampa del cubo di 2 cm di lato, aperto su una parte, con spessore 0.4 mm, ne è venuto fuori perlappunto un cubetto di mm 0.4 di spessore; quindi non credo ci sia da fare nessuna calibrazione in tal senso. Tornando al discorso della temperatura, da quel che ho potuto constatare dalla stampa delle temptower, mi pare che la temperatura ottimale per la mia stampante sia sui 195°. Però, mentre per la regolazione della temperatura o anche per un'eventuale calibrazione del flusso di stampa, bisogna procedere dal programma di slicing, per la calibrazione dell'estrusore o per quella degli assi X/Y/Z, quando non si riesce ad agire direttamente da stampante, allora (come nel mio caso) conviene agire da programma PC collegato alla stampante. Però, per quanto riguarda la memorizzazione di tali parametri, in un primo momento (col comando M500) mi pareva di essere riuscito a conservarli, mentre stasera ho acceso la Creality, ho dato un'occhiata ai parametri, e mi sono accorto che invece questi erano tornati quelli originari. Ne deduco allora che d'ora in avanti, tutte le volte che vorrò stampare qualcosa, dovrò impostare, oltre che la figura, anche i parametri aggiornati della stampante 3D..... -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Ho guardato nel menù motion, ma niente, Comunque sono riuscito a portare e a memorizzare i nuovi valori alla stampante tramite come dicevo il programma pronterface da portatile; da riga di comando ho dato i seguenti comandi: M 92 E 95.90 per calibrare il motore dell'estrusore (da 93.00), e M92 X84.21 per calibrare l'asse delle X (da 80.00). Poi ho salvato tutto col comando M500. In effetti ho impostato (questa volta da display) il comando Extruder ed ho fatto escire 100 mm di filamento, ne sono usciti in effetti 99.50 (prima ne uscivano 96-97 mm). Per quanto riguarda la calibrazione degli assi, ho rilanciato la stampa del cubetto, ed ho ottenuto un cubetto di misura alquanto precisa, con la differenza che adesso i nuovi parametri di stampa sono riuscito a salvarli. Non mi rimane ora che controllare i parametri del flusso di estrusione. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Ma infatti pensavo di farlo da portatile collegato ad Ender tramite il programma Pronterface. Ieri sera non ce l'ho fatta, proverò stasera. p.s.: relativamente al comando, io non l'ho trovato. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Io so che ieri sera, dal monitor della stampante, ho fissato il comando Esteps/mm: portandolo da +0.93 a +0.95.9, ho cliccato sul pulsante, apparentemente la regolazione è stata assimilata, ho spento la stampante; poi poco dopo l'ho riaccesa, sono tornato sullo stesso comando, ma ora mi dava nuovamente +0.93 come misurazione. A mio avviso sul tipo di Ender 3 che ho io, manca il comando per memorizzare tali dati ("Store memory", posizionato dopo "Motion"). -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Ho impostato la nuova misura step/mm per la velocità estrusore tenendo conto dei 97 cm misurati da comando Creality anzichè dei 96 misurati dal programma Pronterface per via che temevo che fosse relativa a misurazione a minuti anzichè a secondi: comunque la misura da 93 è passata a 95.9 mm. Con questo valore impostato da display Creality, ho lanciato la stampa del cubo di calibrazione: ne è venuto fuori un cubo con lati Y e Z di mm 2.0, mentre il lato X era di 1.9 mm. Allora, sempre con la solita proporzione, ho modificato il lato X facendolo passare da 80 a 84.21 mm. Ho lanciato la stampa: ne è uscito fuori un cubetto pressoché perfetto (il lato X ora era 20.1 mm). Unico problema che per ora tali variazioni le ho apportate direttamente da display stampante, e se questa viene spenta e riaccesa perde tali informazioni che sono in memoria. Cercherò la prossima volta di impartirle tramite programma in Gcode Pronterface con PC collegato alla stampante 3D. In riguardo alla retrazione, per fare la stampa del cubo l'ho disabilitata, ed in effetti non si è visto nessun filamento. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Ho installato su portatile il programma Pronterface (con tanto di software cinese CRH410 di supporto), l'ho collegato alla Ender. Ho lanciato comando per la fuoriuscita di 100 mm di filamento da comando Gcode, ne sono usciti 96 mm (precedentemente il comando lo avevo lanciato dal monitor tramite comando Extruder, ne erano usciti 97 mm). Dovrei quindi dividere 100 per 97 (o 96) e moltiplicarlo per gli attuali step/mm per poi reimpostare questi ultimi. Successivamente, sempre da Pronterface, ho lanciato il comando in GCode per calcolare gli attuali step/mm (velocità filamento) tramite il comando M503, posto la risposta inquanto non mi è molto comprensibile: Ho letto che il Gcode calcola la velocità in minuti anzichè in secondi. Non vorrei fosse questo il motivo per cui non riesco a capire quali sono gli step per mm. Vorrei nel frattempo lanciare una stampa del cubo di calibrazione degli assi, ma aspetto di essere riuscito prima a calibrare il motore di estrusione filamento. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
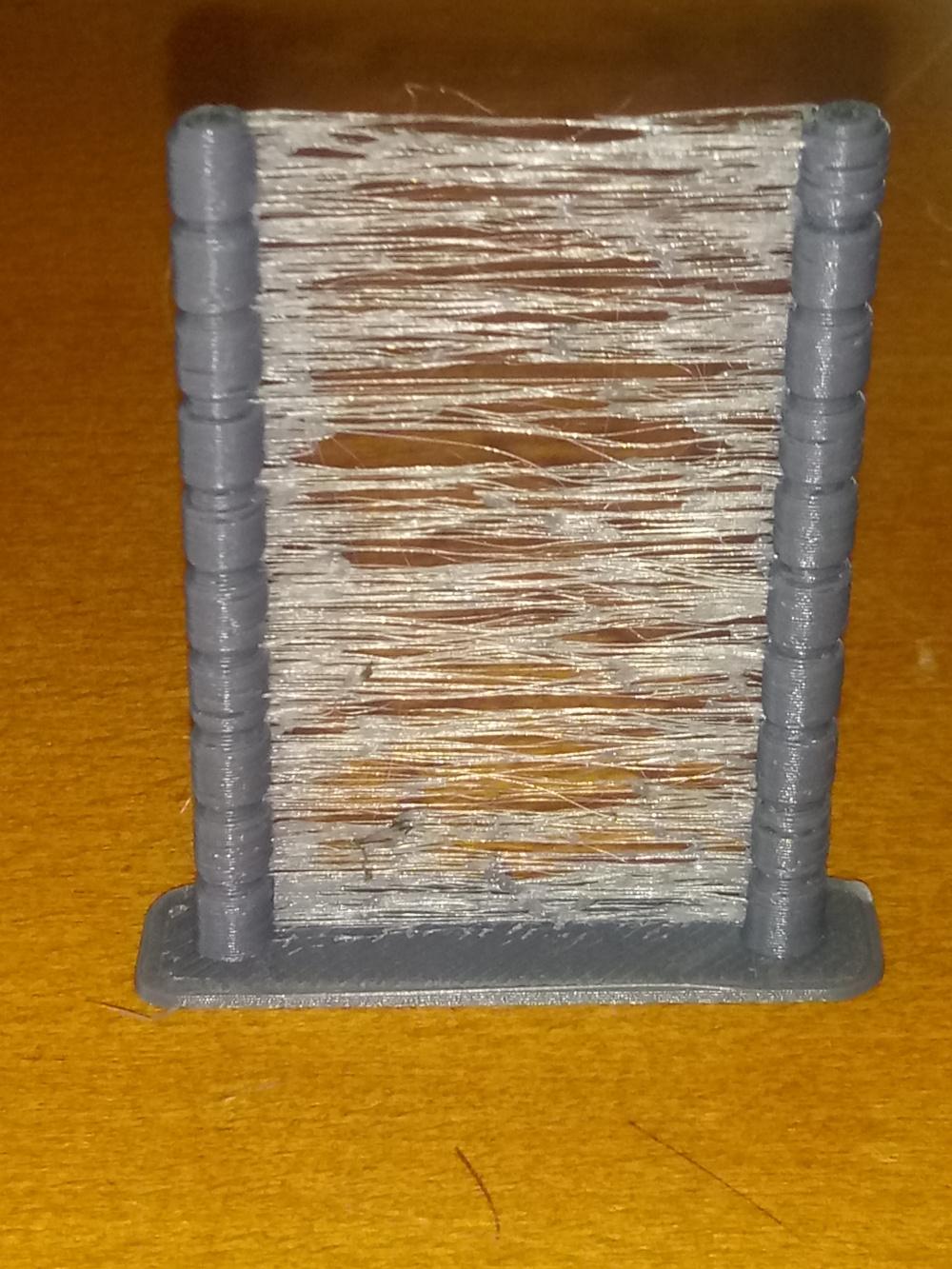
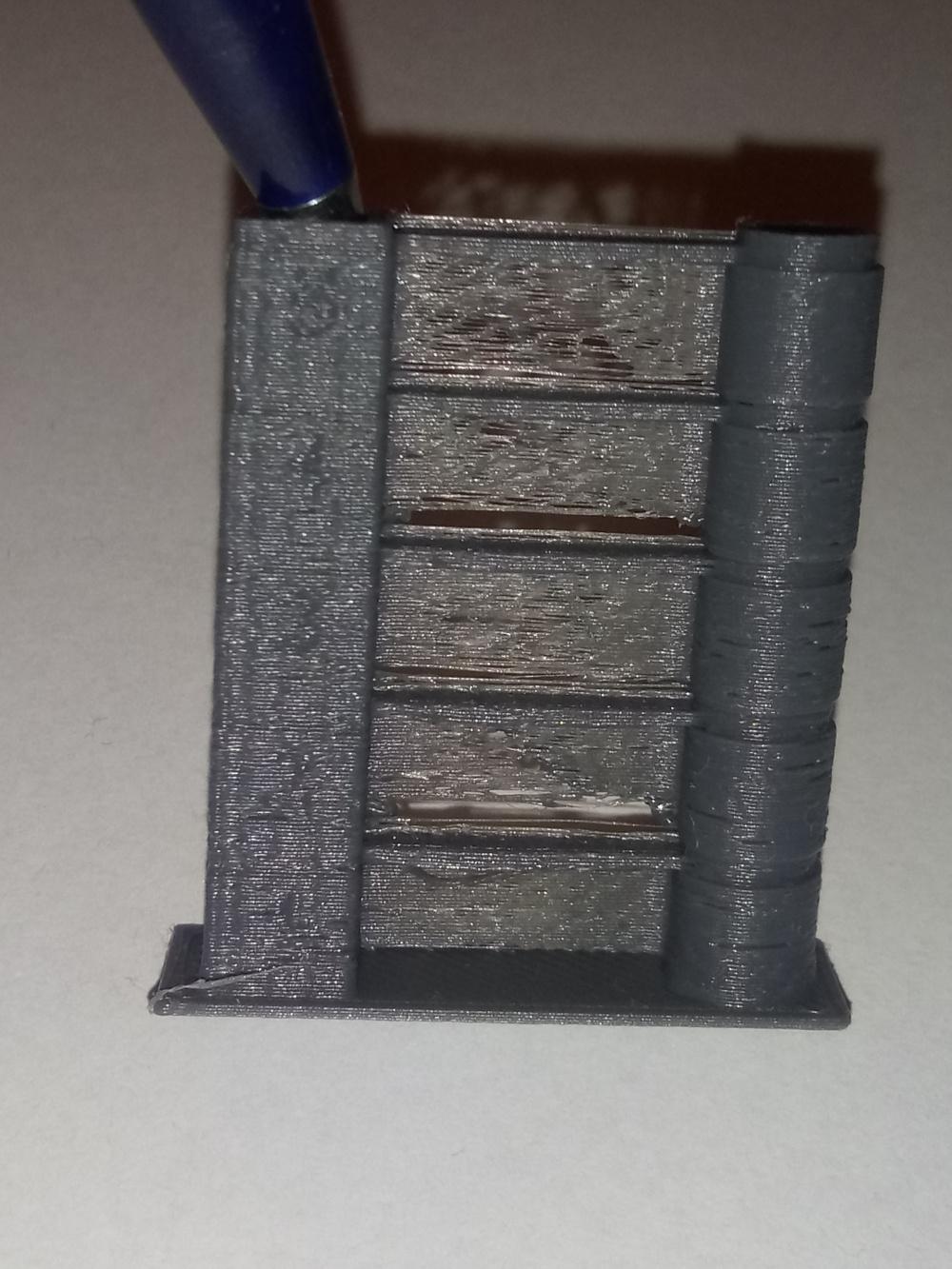
Posto le foto delle due torri, TempTower e RetractTower. La prima "dovrebbe" avere 9 piani (manca il piano dei 180°, mentre è a metà quello dei 185°).
-
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Comunque poi sono riuscito ad installare i due scripts di Dnasini su RetractTower e TempTower, in quanto probabilmente per via di un aggiornamento del software, queste due opzioni erano sparite; ho tolto l'aggiornamento, e sono ricomparse (Changeatz consigliato da Killrob ho provato, non andava bene). In questo modo, con Cura sono riuscito a progettare le due torri con tanto di parametri collegati. Ora le ho mandate in stampa. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Ma allora è come il cane che si morde la coda: e come faccio a fare una tower perfetta ? e come lo trovo il valore sensato ? se lo sapevo, non avrei neanche chiesto qualche consiglio sul forum..... -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Aiuto !! sono più incartato di prima !!!!...come lo faccio "un bel test classico sulla retrazione"...? -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Ho seguito il tutorial di Dnasini, ho installato su U.Cura lo script (estensioni/part of calibration/copy scripts), dopodiché con post-elaborazione/modifica codice G, una volta comparsi gli scripts di post-elaborazione, tra questi però non compare ne Retract Tower, e neanche TempFanTower. Dunque, al momento sono incartato nel poter fissare i parametri alle due torri (di temperatura e retrazione). -
Problemi di retrazione
VanVan200 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Rieccomi dunque qui, a parlare di problemi di retrazione dopo aver chiuso la discussione su un problema di filamento. -
[risolto] Non esce filamento
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Io a questo punto chiuderei qui questa discussione, visto che l'avevo aperta per problemi di filamento. Considerato che siamo arrivati a parlare di retrazione, aprirei allo stesso tempo una nuova discussione sulle retrazioni. Se gli admin voglio spostarvi gli ultimi topic di questa discussione (a partire dal mio penultimo intervento di pagina 3), per me va benissimo. Chiudo qui dunque la discussione sul problema di filamento (e metto risolto). -
[risolto] Non esce filamento
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Però scusa, i cambiamenti e gli incrementi della misura tu li cambi all'inizio sul programma di slicing, tipo Cura, o durante la stampa direttamente sulla stampante ? anche perchè, io su Cura, se vado su Speed posso trovare impostato per default già all'inizio 50.0 mm/s di print speed (e anche se lo cambio a 5.0 mm/s una volta impostato rimane quella misura), mentre su Travel ho la possibilità di cambiare soltanto 2 voci, e cioé Enable retractione (con spunta o senza spunta) e Z Hop when retracted (anche qui con spunta o senza spunta)...... -
[risolto] Non esce filamento
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Effettuato test di ritrazione. Posto la foto.
-
[Risolto] Sensore fine filamento non funziona
VanVan200 ha risposto a VanVan200 nella discussione Hardware e componenti
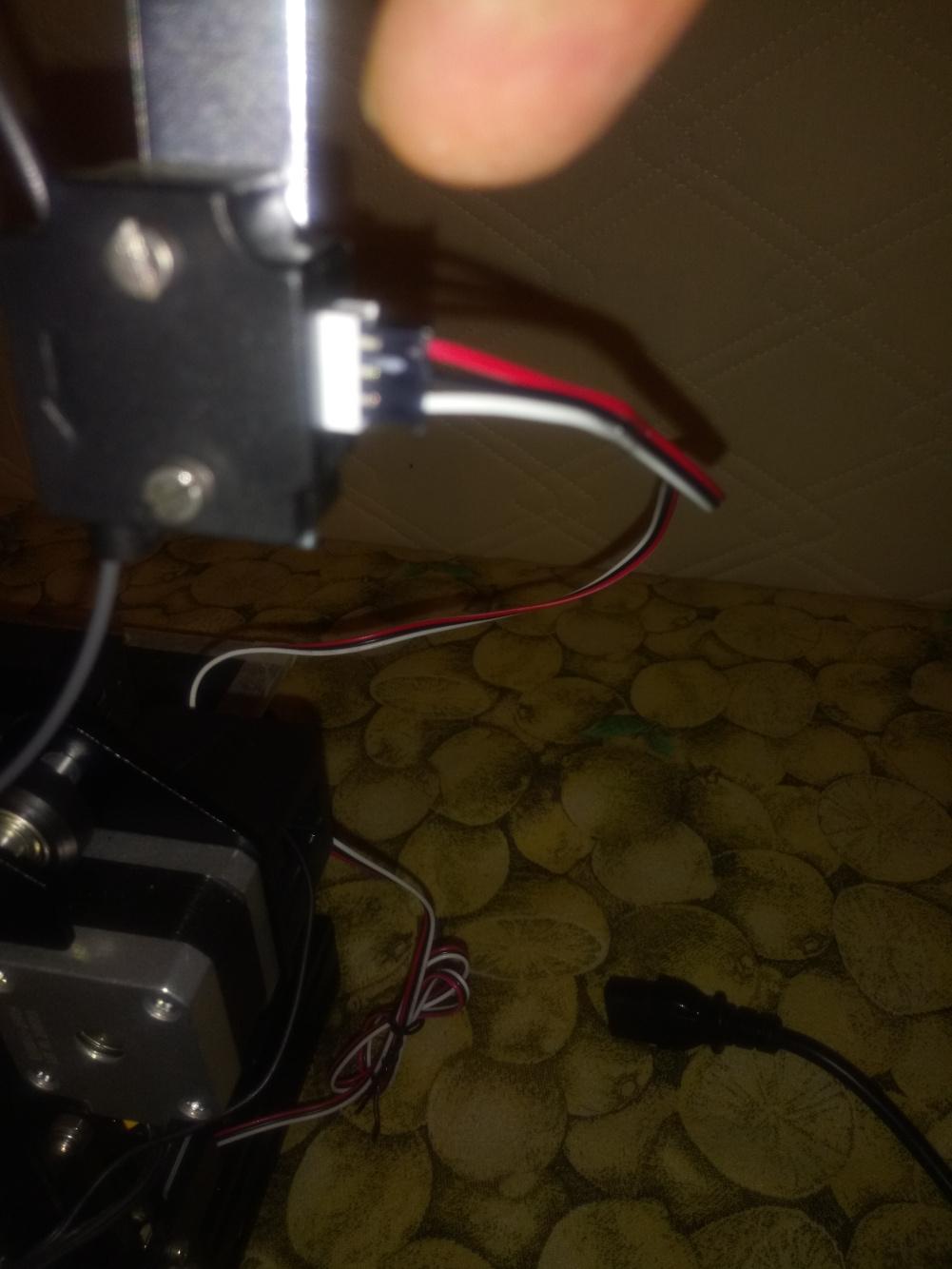
Se non vado errato Amazon, link: https://www.amazon.it/rilevamento-filamenti-stampante-Rilevatore-materiale/dp/B07TQF1BW3/ref=asc_df_B07TQF1BW3/?tag=googshopit-21&linkCode=df0&hvadid=417288510223&hvpos=&hvnetw=g&hvrand=15188194565514690099&hvpone=&hvptwo=&hvqmt=&hvdev=c&hvdvcmdl=&hvlocint=&hvlocphy=20605&hvtargid=pla-785983210068&psc=1&tag=&ref=&adgrpid=90898374901&hvpone=&hvptwo=&hvadid=417288510223&hvpos=&hvnetw=g&hvrand=15188194565514690099&hvqmt=&hvdev=c&hvdvcmdl=&hvlocint=&hvlocphy=20605&hvtargid=pla-785983210068 però, se non vado errato nell'articolo in cima che avevi postato tu, nel sensore il cavo rosso è posizionato dalla parte dell'uscita del PLA, mentre nel mio caso dalla parte dell'uscita del PLA ci sta il cavo bianco. Dunque per senso, mi verrebbe da dire che forse il cavo bianco va invertito col rosso e viceversa (ovviamente stiamo parlando dell'ingresso cavi nel sensore). -
[Risolto] Sensore fine filamento non funziona
VanVan200 ha risposto a VanVan200 nella discussione Hardware e componenti
Volevo dire questo, tanto per capirci...
-
[risolto] Non esce filamento
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Usando Ultimaker Cura, come velocità è impostata 50.0 mm/s, mentre come distanza come la devo impostare..? (le voci nelle impostazioni di stampa sono: qualità, pareti, superiore/inferiore (strato), riempimento, materiale, velocità, spostamenti, raffreddamento, supporto, adesione piano stampa, doppia estrusione).