VanVan200
-
Numero contenuti
183 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di VanVan200
-

Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
E' ricaricabile. Dall'uso che ne ho fatto, credo che asciughi praticamente la parte superficiale della bobina (a differenza di quello che riscalda pure, asciugando tutta la bobina). Ovviamente non andrebbe bene per stampe grandi che richiedono o mezza o tutta la bobina. Nel mio caso, che di solito faccio stampe piccole, potrebbe anche essere sufficiente. Se poi in seguito mi metterò a fare stampe più grandi, prenderò in considerazione l'acquisto di quello riscaldante. Comunque, per funzionare, garantisco che funziona (l'idrometro prima della stampa, nel contenitore ermetico assieme all'asciugatore segnava per il PLA un'umidità del 27%, alla fine della stampa, rimettendolo nel contenitore segnava per il PLA un'umidità del 37%). L'ho sistemato in un luogo fresco e asciutto, dove la temperatura oscilla tra i 21°e i 27°. E sono in collina, non in montagna. In ogni caso, secondo me il grado di umidità è importante, ma la qualità del PLA ancora più importante. Sicuramente a breve ordinerò una bobina SUNLU. Se poi ce ne sarà bisogno, come passo successivo acquisterò anche un contenitore riscaldante. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Dunque, ho un pò tardato con gli aggiornamenti, comunque ecco qua: mi è arrivato l'essiccatore (ricaricabile), dopo averlo messo sotto carica, l'ho messo assieme ad una bobina nuova di PLA che avevo in casa (dello stesso tipo della precedente, poiché purtroppo ne avevo acquistato due) in un contenitore ermetico cilindrico con assieme un idrometro. Ce li ho tenuti due giorni (temperatura 21°). Inizialmente l'idrometro mi dava un'umidità intorno al 40%, dopo 2 giorni assieme all'essiccatore, l'umidità era scesa al 27%. Ho lanciato qualche stampa (e perché no, anche una torre..!!), e devo dire che le stampe uscite fuori avevano ancora qualche filamento di retrazione (più sottile, ma ancora presente). Faccio notare però che il tipo di filamento era ancora lo stesso visto in precedenza. Adesso vado ad ordinare un filamento di tipo SUNLU. Appena arriverà, lo sottoporrò al trattamento con l'essiccatore (se l'umidità sarà superiore al 30%), dopodiché lancerò qualche stampa e farò sapere. -
[Risolto] Sensore fine filamento non funziona
VanVan200 ha risposto a VanVan200 nella discussione Hardware e componenti
Come dicevo, soddisfatto di aver risolto il problema al sensore fine filamento con un semplice cicalino, chiudo la discussione. -
[Risolto] Sensore fine filamento non funziona
VanVan200 ha risposto a VanVan200 nella discussione Hardware e componenti
Io guarda, ho aggirato il problema. Per non installare un firmware, del quale più che problemi di installazione, mi preoccupavano problemi di configurazione su PC, ho operato diversamente. Cerco di sintetizzare ciò che ho fatto. Siccome il sensore fine filamento cinese (difettoso) dava alla stampante un segnale di pausa in caso di termine del filamento stesso, col difetto però che con filamento inserito andava in blocco la stampante stessa (rendendo quindi inutile la pausa in caso di fine filamento), ho controllato col tester elettrico la tensione dei PIN: praticamente con filamento inserito, il pin positivo e negativo davano corrente, e allo stesso modo il cavo bianco (con tensione più bassa). Ho praticamente eliminato (tagliato, accorciandolo) il cavo bianco, lasciando solo i rosso e nero, collegati ad un cicalino elettrico e ad un alimentatore. Però, siccome in questo caso il cicalino avrebbe suonato soltanto con filamento inserito e non in modo opposto, tra il sensore ed il cicalino ho inserito un invertitore. Ed ha funzionato. Adesso, in caso di fine filamento, si mette a suonare il cicalino (12 volts). In tutto ho speso una dozzina di euro. Senza scervellarmi più di tanto a modificare il programma di una stampante 3D. Certamente, non è la stessa cosa del fare andare in pausa la stampante, in quanto non bisogna allontanarsi da essa più di tanto durante la stampa, ma secondo me può essere una soluzione accettabile. Infatti essendo che sono soddisfatto del cicalino, penso che a breve chiuderò questa discussione. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Ma per le battute che fai sul Forum sei compensato a contratto o a cottimo...? -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Non ho detto di aver stampato nessuna torre. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Ok. Terrò in considerazione questi vs interventi. Grazie. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
In attesa che arrivi l'essicatore (per il momento ho acquistato quello a consumo, non il box asciugatore che cmq posso sempre farmi arrivare in un 2^tempo), ho notato che il PLA della prima bobina che si sta esaurendo, in questi ultimi giorni di caldo secco, tende a spezzarsi molto più facilmente, creando ancora piu problemi (stampe interrotte) dei soliti. Siamo sicuri che asciugare di più il PLA sia una buona soluzione? oppure è più semplicsmente un problema di qualità del PLA stesso, e relativamente dell'umidità contenuta..? -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Nel frattempo ieri sera ho provato a lanciare 2 torri di retrazione a 190°, la prima lasciando costante la velocità a 60 mm/s (con distanze da 5.5 a 10 mm), la seconda lasciando costante la distanza (6 mm) e variando la velocità (da 55 a 100 mm/s). La prima torre è stata stampata praticamente senza filamenti, ma mentre stavo per portarla sul tavolo a fare la foto, mi è caduta di mano andando in 5 pezzi. A questo punto ho provato a far cadere a terra la stessa torre stampata a 195°, e non si è rotta. Ho poi provato a lanciare in stampa la 2^ torre, ma questa si è sfasciata dopo la stampa del 1^ layer a una velocità di 60 mm/s (e 6 mm di distanza). Mi pare confermato il fatto che oltre una certa temperatura in ribasso, la stampa acquista fragilità. Adesso il mio prossimo passo sarà quello di acquistare un essiccatore di filamento. A quel punto cambierò i parametri di retrazione sullo slicer, e aggiornerò la discussione. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Non ho voluto abbassare troppo la temperatura, per non rendere le stampe troppo fragili. Ad esempio, la temp tower della foto da me postata, l'avevo già lanciata con primo layer a 175°, e si è sfasciata. La prima torre che stava in piedi (quella con primo layer a 180°), l'ho postata subito; ma ciò vorrebbe anche dire che una stampa fatta a 180° sarebbe sicuramente fragile. Potrei abbassare la temperatura a 190°, ma a livello di velocità e distanza di retrazione non penso che il discorso cambi di molto. Comunque provo a fare una torre con queste caratteristiche. Nel frattempo, allego temp tower (originale da Thingiverse); c'è qualche miglioramento a 180°(ultimo layer) confronto al penultimo (185°) e terzultimo (190°). Posto qua in fondo la foto. Grazie del consiglio. O il fornetto ventilato o l'essiccatore. Ci penso quale scegliere.
-
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
No, qua c'è il sole. Sono a 10 Km in linea d'aria dal mare. Oggi umidità 61 %. pressione 76.6 %, temperatura all'ombra 22° (alle 18.40). Ma per forno intendi il micro-onde, o il fornetto elettrico..? -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
..beh, del resto quelli che sto facendo sono ancora prototipi. Io lo faccio per hobby, non per lavoro. ....se lo metto al sole...? ..magari al sole va via anche quel gusto di cacca di cui parla Muffo..... -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
No, ho fatto una torre alla volta, prima per la retrazione, poi per la temperatura. Comunque proverò anche questa torre. Diciamo che per ora userò questi valori finchè non ho terminato questo filamento. A questo punto acquisterò un filamento migliore, e ricomincerò nuovamente coi test. Molto probabilmente allora i valori si avvicineranno a quelli che dici tu. Il filamento. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
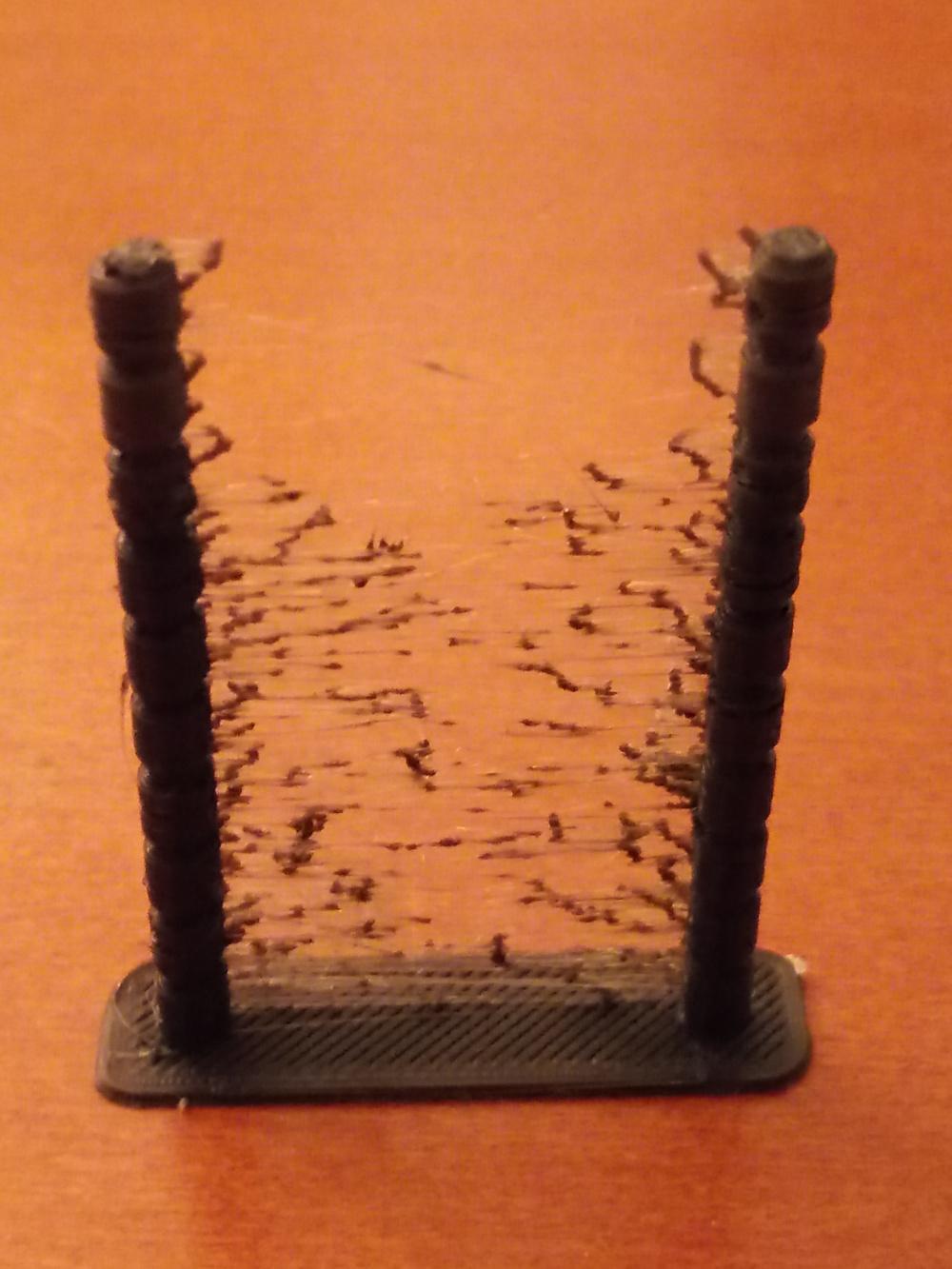
Ho lanciato in stampa torre per la temperatura, con impostati su programma slicer distanza di retrazione mm 75 e velocità 90mm/s. La torre va dal 1^ layer di 180° al 10^ layer di 225°. Ne è venuta fuori una torre quasi senza filamenti. Mi pare di vedere che il layer di 195° rimane sempre credo il migliore (anche se i layer sono più o meno simili). Posto foto. Come controllo la posizione delle giunzioni...?
-
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
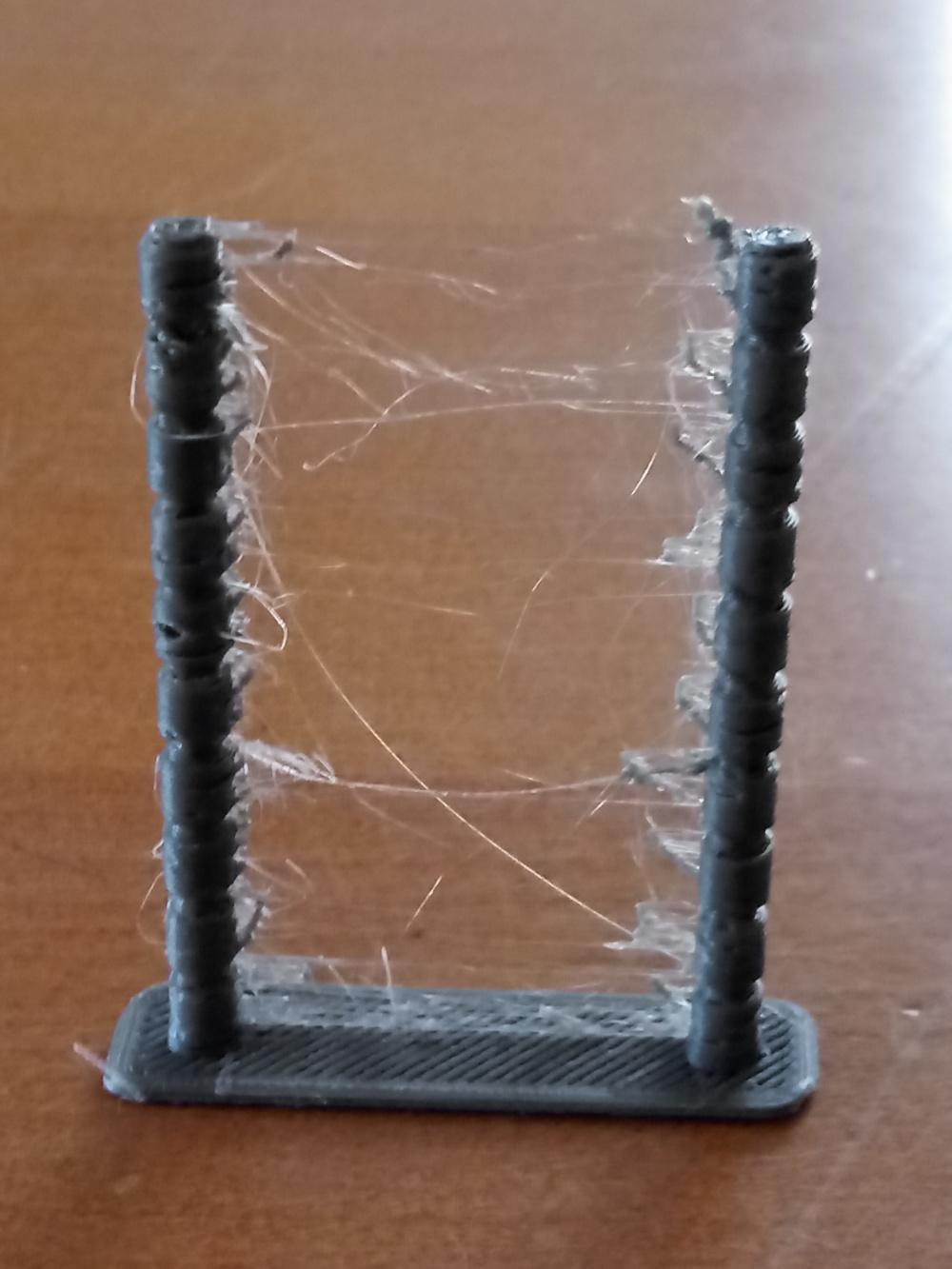
Intanto posto una torre che ho fatto poco fa, con velocità costante a 90 mm/s, e layer da 1 a 10 con distanza di retrazione da 55 fino a 100. Anche qui (temperatura 195°) pochi filamenti e comunque sottili e rarefatti. Mi pare di notare che forse la distanza migliore è di 75 mm. Ora vado con una torre di temperatura (distanza retrazione 75 mm, velocità 90 mm/s). Posto foto ultima torre.
-
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
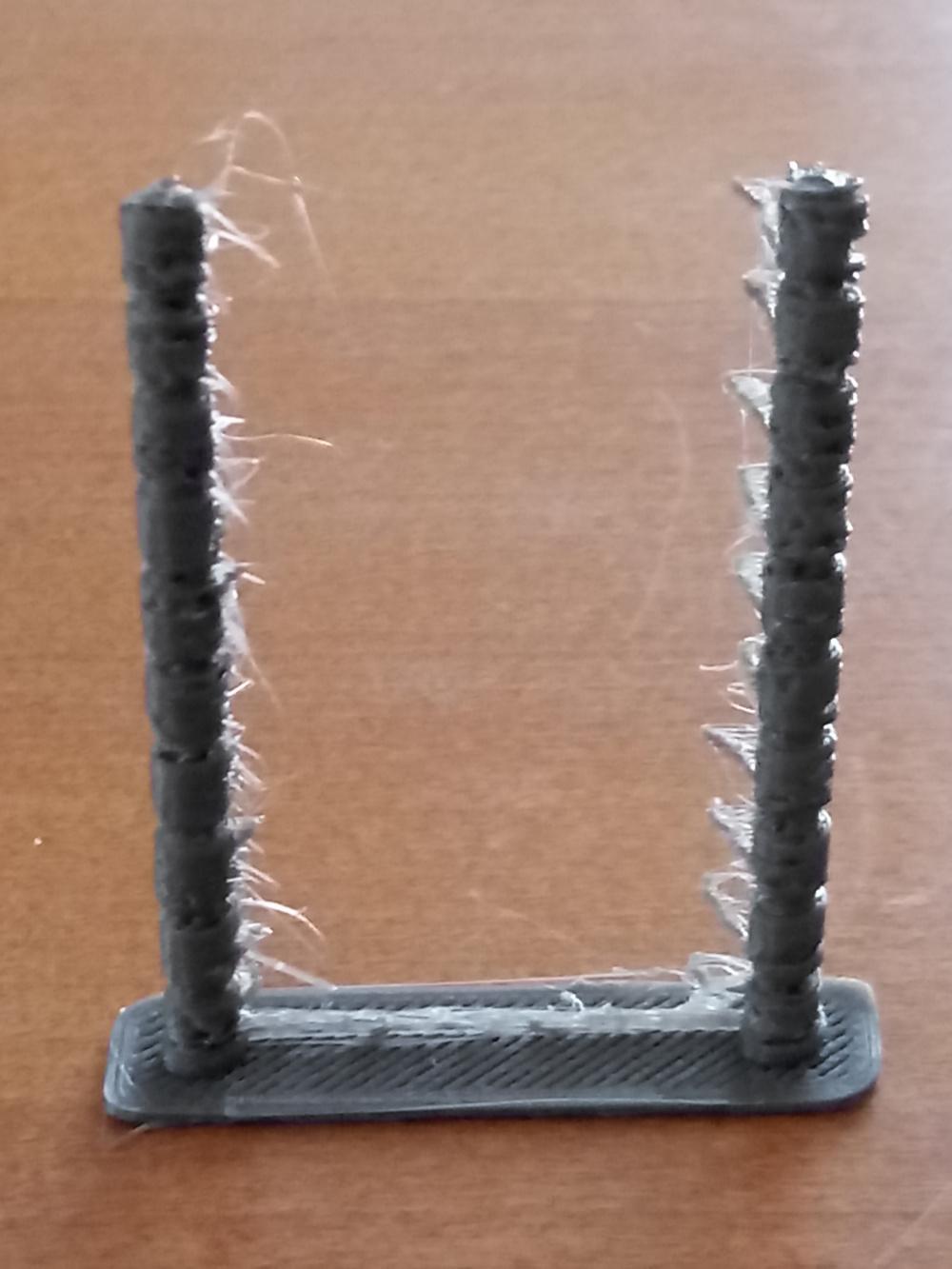
La temperatura avevo trovato come quella ottimale 195°. La prova retrazione a 100 mm l'avevo già fatta, però col vecchio estrusore, ma con scarsi risultati. Stasera ho provato, come tuo consiglio, a rifare una torre di retrazione (con nuovo estrusore questa volta, anche calibrato) lasciando costante la velocità (60 mm/s), e variando la distanza di retrazione dal layer n^1 di 5,5 mm fino ad arrivare al layer n^10 di 10,00 mm. Mi pare che finalmente si possono notare i primi risultati; in effetti, tra i 90 e 100 mm/s i filamenti sono decisamente pochi. Allego foto. Domani creo una torre di retrazione con velocità costante a 90 mm/s, e con variazione della distanza. Per finire, torre di temperatura (per controllare se 195° vanno sempre bene). Ora è un pò tardi. Ci si sente domani. Posto foto torre.
-
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Allora, intanto rilevo il fatto che avevo sbagliato la calibrazione dello step/mm dell'estrusore, in quanto per premura avevo invertito i fattori della frazione e lo step /mm non era 72.04, bensì 138.80; detto questo, una volta aggiornati gli step/mm, i risultati più o meno sono stati gli stessi, perché nelle torri di retrazione che ne sono venute fuori, i filamenti erano addirittura leggermente più fitti dei precedenti. Per quanto riguarda il fatto di montare bene l'hotend, questo ormai lo avrò smontato e rimontato (sia a freddo che a caldo) un mucchio di volte, quindi un pò di mano credo di avercela presa. Relativamente al fatto di usare materiale tenuto in buono stato, stamattina per prova ho aperto una bobina che era cellofanata sottovuoto, ho lanciato le stampe sia della benchi_boat, sia della torre di retrazione, ma i filamenti ci sono sempre (posto le foto della benchi_boat con vecchio e nuovo filamento, e 2 torri di retrazione con filamento nuovo). Relativamente alla qualità del PLA da usare per la stampa ti posso dare ragione, potrebbe essere il mio di scarsa qualità; se hai del PLA da consigliarmi, accetto il consiglio.
-
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Devo rilevare comunque il fatto che ieri sera il nuovo valore da inserire come step/mm (72.04) lo avevo inserito nella stampante tramite il programma Pronterface da PC ( salvato con comando M500), ed il risultato ottenuto erano 2 torri di retrazione con una certa quantità di filamenti. Stamane ho reinserito tale valore da display della stampante, e rilanciate le 2 stampe sono venute fuori le due torri sempre sì con filamenti, ma decisamente inferiori alle stampe di ieri sera. Evidentemente l'ingresso dati da Pronterface non è sicuro. Il problema che inserendo il valore da display, bisogna farlo tutte le volte che si lancia una stampa. Posto comunque foto di una delle ultime 2 stampe.
-
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
No, guarda che ti sbagli. I consigli che mi hanno dato, li ho seguiti tutti, e pure alla lettera. Adesso per esempio ho appena finito di fare la calibrazione dell'estrusore che ho messo su nuovo. Ho lanciato l'ennesima torre di retrazione e i filamenti permangono sempre (un pò meno fitti di prima, ma ci sono sempre). Le altre calibrazioni le avevo già fatte prima. Se poi, come dici te, avessi fatto di testa mia, non avrei neanche comprato ne l'estrusore, e neppure il bowden nuovi. Io invece giungo alla conclusione che una stampante cinese rimarrà sempre una stampante cinese; puoi metterci tutti i pezzi di ricambio che vuoi, quella rimane. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Ho creato 2 torri di retrazione col nuovo estrusore e nuovo bowden. Anche qui abbiamo i filamenti, sebbene meno fitti, e più presenti ai due lati che non al centro. A vedersi, sembrerebbe che ci siano meno filamenti con una distanza di 4.5 mm e una velocità sui 50 mm/s. Ora vado a fare la calibrazione dell'estrusore, poi rilancio la stampa delle due torri in questione. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Sì, ok. Ma avevo fatto delle prove cambiando su Cura i valori di retrazione, ma nelle prove di retrazione i filamenti comparivano comunque. Allora avevo associato il motivo dei filamenti con altre problematiche. In ogni caso ho rimontato come da consigli il nuovo estrusore Tuzuk. Ora sta finalmente stampando regolarmente. Ho lanciato la stampa dell'ennesima torre di retrazione, vediamo ora cosa ci esce fuori..... -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Grazie molto del video. Se solo me lo avessi postato prima...😜 -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Dove lo modifichi il valore.? da display stampante, da programma slicer o da PC collegato alla stampante..? -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
1).. .....perchè fino a quel momento avevo lasciato su la vecchia ruota godronata e non pensavo che andasse cambiata pure quella. La nuova ruota godronata l'avevo scambiata per un pezzo di ricambio. Scusa l'ignoranza. 2)...purtroppo io mi ero basato sul posizionamento della ruota precedentemente installata. Riscusa l'ignoranza. -
Problemi di retrazione
VanVan200 ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
....scusami, forse sta qua il problema. Le piccole scanalature rigate delle due ruote spingifilo, debbono stare una di fronte all'altra ? no, perchè io le ho messe sì una di fronte all'altra, però quella della ruota godronata leggermente più in basso, in quanto se no la ruota godronata (confronto a quella che c'era precedentemente) mi pareva troppo in alto come posizionamento sull'albero motore. Inoltre avevo letto per questo estrusore che si parlava di "doppia marcia", e credevo che ci fosse stata la possibilità di far girare il filamento su una doppia posizione. Nel qual caso credo di aver commesso un errore.