

nervine
-
Numero contenuti
208 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da nervine
-
-
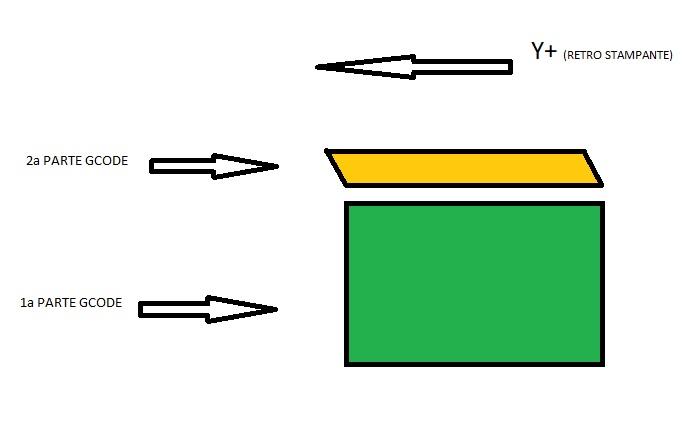
Salve a tutti. Come in altro thread, sto usando MultiGcode per dividere i file di stampa in 2 parti, poichè non ho alcun tipo di pausa attivo nel mio fw. Lo ho usato 2 volte per un cambio colore e per inserire un magnete e ho riscontrato il medesimo problema: nella seconda parte della stampa si crea un layer shifting costante verso Y+.
PRESUMO possa essere dovuto al cambio coordinate tra absolute e relative, ma non sono in grado di valutarlo e risolvere.
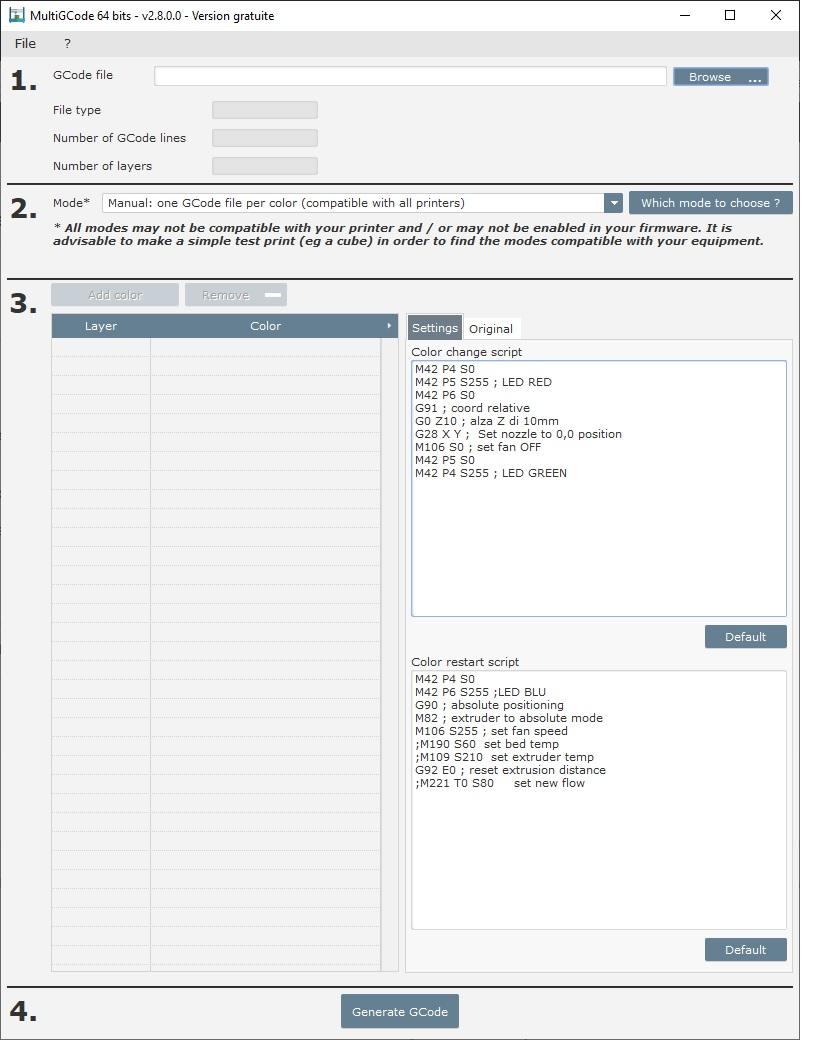
Allego schema dell'errore e i Gcode Sorgente e diviso in 2 parti; preciso che MultiGcode permette di aggiungere uno start e end gcode alle parti in cui suddivide il file, riporto anche quelli, magari ho fatto lì la ca##ata!

-
@Killroballora sembrerebbe che funzioni; l'unico indizio da cui posso capirlo è che avevo inserito l'M221 con un parametro più alto del dovuto ed effettivamente la successiva stampa (una scritta piccola) mi è venuta.... abbondante.
Sbagliando si cresce 😅
-
Aggiornamento:
oggi ho "sondato" il sw MultiGCode, poiché non avendo abilitato M600 né altro nel mio fw credo sia una soluzione "facile". In pratica divide il gcode in base al layer, così come stavo facendo a mano io.
Smanettando un po' tra prove e gcode, sono forse giunto alla conclusione che se dovessi utilizzare un filo con un flow differente credo basti inserire nel gcode al layer voluto il comando M221 con il nuovo flow. Sembra una soluzione facile, spero sia anche vera 😅😅
-
@Killrob ehm.....mi correggo. Con sunlu sto sempre su 80-82% di flusso, sono gli altri (tianse e cyber3d) che rovinano la media😅.
Cmq sono passato al monomarca, sunlu PLA +, presumo saranno più o meno tutti simili. Appena riesco provo gli altri 6 colori e confermerò la cosa.
-
 1
1
-
-
3 ore fa, Killrob ha scritto:
ma che filamenti usi? di che marca? che se ha quelle differenze la evito come la peste 😄
Uso quasi esclusivamente SUNLU PLA plus. Il mio iter per ogni colore nuovo è prima una temptower poi thinwall per il flusso, penso siano le basi....
Cmq in linea di massima con sunlu sto sempre sui 210° , ma il flusso tocca regolarlo per forza.
Non è colpa mia se i flussi variano😅, cmq mi ci trovo benissimo con SUNLU
-
@FoNzY io ho flussi che variano dall' 80% al 87%, uno anche al 92%.....
Se fosse così trascurabile, ipotizzo che allora sarebbe inutile fare thinwall e regolazioni per ogni filamento?? 🤔
-
Premetto che non ho ancora fatto alcun tentativo.
Vorrei provare a cambiare filameto/colore durante la stampa, ma ho dei dubbi di partenza:
a prescindere dal "metodo" del cambio (pausa manuale, pausa da slicer, etc...) resta il fatto che utilizzo filamenti che hanno flussi e a volte temperature diverse.
Per le temperature posso ovviare con cambio temperatura in base al layer, ma per il flusso??? Come faccio?
Utilizzo Ideamaker, ho una Genius con fw non-stock con M600 non abilitato.
-
Sul gruppo FB ufficiale Italia di Artillery c'è gente che stampa di tutto PLA, PETG, TPU, ABS, ASA e altro; presumo che la Artillery non si assuma responsabilità dicendoti che non può stampare ad alte temperature.
Se aggiungi il piatto in vetro "presumo" che qualche grado in più glielo devi dare (5-10); purtroppo stampo solo PLA per ora e non posso darti più informazioni, tranne che suggerirti di lasciare il piatto in temperatura qualche minuto, così si uniforma un po'.
Se hai tempo un salto sul gruppo FB te lo consiglio, sempre a complemento delle informazioni che trovi qui.
-
Per cominciare, oltre ad un canonico check di tutta la meccanica, prova a dare una stretta a caldo al nozze, che non guasta.
Regola gli step/mm dell'estrusore.
Poi, non so se sia fonte del problema "layer sporco", ma ogni filamento di ogni materiale/marca/colore ha bisogno di settaggi di base corretti; quindi fai subito una temptower per stabilire la temperatura migliore per il tuo filamento, poi regola il flusso per quella temperatura. Non ti spiego come, perché ci sono migliaia di post e/o video su YouTube (es. quelli di Help3D sono fatti bene).
Questione piatto: hai il mio stesso problema, magari rileggiti altri post qui della Artillery per capirci un po' di più. Se poi decidi di mettere mano al piatto, ti consiglio una soluzione rapida ed efficace: prendi un semplice vetro da 3mm, lo fissi con 3-4 mollettine, una spruzzatina di lacca e risolvi qualsiasi problematica. Probabilmente dovrai alzare l'endstop di Z.
La lacca sul piatto originale non è consigliata; per esperienza personale, se fai i giusti settaggi il bed originale va alla grande; al limite prova a livellare un po' più basso e aumentare il flusso del primo layer.
Ultimo suggerimento, informati tanto e stampa ancora di più 😅😅; solo prove, esperienza e fallimenti ti portano a migliorare e risolvere i problemi più comuni...
-
1
-
-
Il 26/1/2021 at 21:58, AlePBO ha scritto:
..Il cavo che porta corrente al motore dell'asse x era completamente staccato (vedi la foto ... e meno male che il foglietto riporta che sono stati fatti tutti i controlli qualità), inoltre il cavo ribbon dell'hotend era semi staccato....
... ma sta calza serve?
I cavi e i flat scollegati sono frequenti nelle Artillery, anche per il futuro ricordati di tenerli d'occhio e magari stampa già da subito i "ferma-flat" che trovi in rete, anche perché un falso contatto potrebbe causare la "bruciatura" del flat e/o del connettore, occhio!!
Ricorda che è pur sempre un'economica cinese, i bollini dei controlli qualità sono attaccati solo per estetica 😅
La "calza" in silicone non è obbligatoria da usare, se hai problemi puoi benissimo non utilizzarla. Dovrebbe servire anche per mantenere stabile in temperatura l'estrusore. Cmq per pochi centesimi io l'ho presa su AliExpress....
-
Se si stacca l'adesivo vuol dire che non regge il calore; forse (FORSE) per il PLA puoi usarlo a freddo.....
Se vuoi cambiare la parte magnetica, ti indico questo:
€ 7,32 12%OFF | ENERGETIC New Flex Magnetic Hot Bed Tape Heat Paper with 3M Adhesive For 3D Printer Hot Bed Square 203/220/235/310/330/350mm
https://a.aliexpress.com/_BTPPyX....ripeto, è SOLO la parte magnetica. Poi sopra puoi usare il "foglio in acciaio" che già possiedi
-
7 ore fa, Killrob ha scritto:
🙂le altre 2 dovrebbero averla a 32bit.
La X1 ha la scheda 8bit
-
Se intendi la distanza tra nozzle e piatto, in genere un foglio A4 ha uno spessore di 0,2 o 0,3 (non ricordo). Se vuoi una misura più precisa puoi utilizzare uno spessimetro, che consiste in lamelle di diverso spessore prestabilito.
Per il livellamento basta che, come dici tu, fai scorrere il foglio tra nozzle e bed; in base ai risultati ottenuti nel primo layer poi ti regoli tu se farlo "grattare" più o meno.... Io per esempio dovevo farlo quasi bloccare sotto il nozzle per avere un layer aderente ed uniforme, però poi vengono in gioco altri fattori da impostazioni slicer come l'altezza layer, il flow del layer etc...
Sono però dettagli che scopri con l'esperienza di stampa.... unico suggerimento "stampa a gogò e prova a variare un parametro alla volta"
-
Se vuoi provare un fw che sto usando da parecchio (quindi si presume funzioni😅) prova quello di kind3r, reperibile direttamente su Git o tramite sito artillery.n3t.ro , dove trovi anche un po' di dritte sulla Genius.....
-
@clouds innanzitutto ti consiglio di aprire un ticket sul sito artillery3d.com; in genere rispondono abbastanza velocemente.
Altra possibilità è contattare uno degli admin del gruppo ufficiale FB che è anche autorizzato assistenza Artillery per l'Italia.
Per il resto, suppongo che possa essere il flat che può sfilarsi, se non addirittura bruciarsi in corrispondenza del connettore lato estrusore (coperto dalla cover blu).
Vinci la pigrizia e svita le 2 viti😅 , così oltretutto conosci più "nell'intimo" la tua stampante....
-
6 ore fa, lama67 ha scritto:
Seguo con interesse avendo anche io la Genius. Per ora fatto il livellamento mi sembra uniforme. Come misurano lo scostamento del piatto?
A cosa/chi ti riferisci?
-
Quella della Y (il piatto) si tende svitando le 2 viti sulla staffa anteriore che regge la ruota dentata, tendi il tutto e poi riavviti le viti.... Più facile a farsi che a dirsi!
Quella della X (orizzontale) tocca svitare e tendere il supporto a dx ed è un po' più ostico.
Quella superiore di sincronizzazione delle Z invece non si può tendere. Forse in rete trovi delle soluzioni; non avendo il profilato superiore, è un po' un problema fissare un qualcosa di extra....
-
Felice di aver contribuito 👍🏼
-
1
-
-
-
1
-
-
Solo per conoscenza:
-
Io ho recuperato un Pi3 e una clone-GoPro in un cassetto, installato Octoprint e inserito solo SSID e password per il wifi; funziona tutto! L'unica è che se spengo il tutto, quando riaccendo devo selezionare sula clone-GoPro "PC webcam", ovvio. Magari a te una banalità compromette il tutto...
Da smartphone/tablet utilizzo OctoRemote
-
Dimenticavo: qualcuno si trova con il pla della cyber3d (prodotto italiano), prezzo 18€; io ne ho presi 2 spool da 300gr, bianco e nero, ho provato solo il bianco ma non mi è sembrato "facile" come il sunlu.... sicuramente colpa mia
2 minuti fa, Whitedavil ha scritto:Amazon in questo senso è un bastardo. La pprima bobina di petg sunlu l'ho presa a 18.99€ ed era il prezzo regolare... Poi hanno visto che vendono e oggi meno di 26 non la paghi...
Secondo me c'è lo zampino della Sunlu anche, sennò non si spiegherebbe perché sul sito ufficiale non si trova più un kaiser....
-
1
-
-
Io uso solo sunlu pla+, mi trovo bene.lo prendo in offerta su Amazon quando scende sui 17-18€, sul sito sunlu in genere scende a 17 e ci sono solo nero, bianco e grigio da magazzino europeo; in questo periodo c'è solo il nero ed è salito a 20.... ovviamente se tutti lo comprano da Amazon a 26-27€ alla sunlu non conviene renderlo disponibile sul sito.
PS non so se si è capito, ma è un chiaro invito a non comprare sunlu da Amazon così i prezzi calano e posso comprarlo io😅😅😅
-
Stampante Artillery Genius,scheda MKS GEN L V1.0 se non sbaglio. Tralasciando il mistero "qualità" migliore con Octoprint che può derivare da quello che giustamente dice @NicolaP , quello che proprio non capisco è come mai dopo 6 mesi di stampe normali da pendrive USB, all'improvviso adesso qualsiasi pendrive uso e qualsiasi gcode carico, quando fa la skirt estrude delle linee a ca...so e poi riprende normalmente fino a fine stampa! In teoria se l'USB avesse problemi dovrebbe averli sempre non solo durante la skirt.....
ormai ho provato Octoprint ed è talmente comodo che non torno più indietro, ma questa storia dell'usb proprio non la digerisco 😤😤


pausa con MultiGcode - layer shifting
in Software di slicing, firmware e GCode
Inviato
@Killrob suppongo non sia prettamente del software il problema, penso più un utilizzo errato da parte mia, ma non so proprio dove....
Aggiungo per completezza che il cambio tra i due gcode è al livello 41