

nervine
-
Numero contenuti
208 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da nervine
-
-
Innanzitutto, domande banali:
- hai resettato(spento/riacceso) la X1?
- hai smontato e ripulito/controllato tutto il gruppo estrusore?
A me si è bloccato il tutto 1 settimana fa, ho smontato tutto 2-3 volte e adesso sembra essersi ripreso; ti consiglio di smontare tutto e provare innanzitutto se tutti i vari componenti girano singolarmente (cuscinetti, ingranaggi e motore)
Se il problema è il motore: smontalo, collegarlo al posto di un altro e prova se gira( ovviamente se lo colleghi al posto delle Y dagli il comando per muovere Y)
Poi ci aggiorniamo....
-
32 minuti fa, MayTs ha scritto:
se c'era scritto che stampante usasse...
hai visto che ero stato bravo fin dal principio?? 😅😅
Cmq....
32 minuti fa, MayTs ha scritto:valuterei di prendere un dual gear...
avevo valutato anch'io di cambiare tipologia di estrusore, ma già ho fatto fatica a trovare il tempo di smontare tutto in quest'occasione (lavoro, figli, rompipa... ehm compagna), figurati che ho fatto il tutto tra le 23 e le 2 di notte 😴😴
PS per lubrificare i cuscinetti, visto che sono sigillati, come si fa??
-
Smontato totalmente tutto il gruppo estrusore ed hotend.... 2 volte più una terza perché si era otturato il nozzle a forza di provare l'estrusione.
Almeno ho approfittato per mettere il supporto 3dTouch nuovo e ricalibrare il tutto...
Singolarmente, motore, cuscinetti ed ingranaggi muovevano liberi senza impuntamenti; assemblando il tutto, si impuntava nel momento in cui iniziavo a dare un paio di giri alla molla dello spingifilo. Adesso sto andando con la molla molto lenta, ma sembra che vada 🤞🏼
In sostanza non ho capito perché inceppava!! Sto valutando di sostituire spingifilo, godronata e tutta quella parte meccanica con analoga della TriangleLab (che finora si è rivelata ottima come qualità/prezzo), solo che non sono in grado di stabilire la piena compatibilità col mio clone Titan.... -
Faccio questo tentativo e riporto l'esito, grazie
-
Dopo 9 mesi finalmente è nato... il primo problema serio! Sono bloccato con le stampe 😢
Premesso che la stampante è stata in garage un mesetto, in funzione e non, soggetta a freddo ed umidità. Da qualche giorno l'estrusore cigola come un galeone pirata malandato e più o meno tra i 5 e 10mm di stampa si blocca la godronata; qualche volta riparte con conseguente spaghettata, altre volte riparte solo se la sollecito a mano. Ho già provato a cambiare PLA, smontare tutto il gruppo estrusore e ripulirlo, ma il problema permane. Ruotando la godronata SENZA filamento, scorre liscia ma sporadicamente e irregolarmente sento che impunta.
Escluso un problema di filamento e hotend, cosa posso supporre? Qualche suggerimento?
Artillery Genius, estrusore direct clone titan (stock)
-
Qui trovi tutto quello che può servirti, a suo tempo l'ho studiato tutto 😅
-
Adesso, Vins79 ha scritto:
Montato sulla artillery genius, giusto?
Confermo. È anche già predisposta quindi fai presto
-
3DTouch della TriangleLab su aliexpress, costa circa 10€ e arriva in pochi giorni; ce l'ho da settembre 2020 e non fa una piega.... io mi ci trovo bene.
Consiglio di fare un po' di "gavetta" con livellamento manuale etc prima di passare al probe, così si impara qualcosina in più sull'argomento stampa 3D
-
Se non hai alcuna sonda devi installare per forza il fw NON bltouch, quindi quello che ha il MBL (mesh bed leveling).
Se aggiungi un vetro di 3mm al piatto stock, si alzerà il tutto di 3mm; ciò significa che quando farai l'home di Z, l'estrusore ti sbatterà contro il piatto e te lo spingerà giù fino a quando non trova l'endstop.
Hai 2 possibilità:
- abbassi parecchio il piatto comprimendo le molle per compensare i 3mm
- sviti l'endstop che hai sul travetto di destra e lo fissi più in alto con la T-nut che ti è uscita in dotazione
Di più non so dirti perché io dopo 1 mesetto ho messo il 3dTouch che sostituisce l'endstop, quindi puoi metterci anche un vetro da 20mm che tanto si ferma sempre al punto giusto 😅
-
2 minuti fa, Vins79 ha scritto:
Quando dici che ora utilizzi piatti di vetro per velocizzare, intendi che ne metto uno sopra a quello esistente e lo fermi con delle pinzette?
.... esattamente. Però se non utilizzi bltouch, 3DTouch o simili, devi alzare l'endstop della Z altrimenti l'home di Z ti andrà sempre fino al sensore con le dovute conseguenze....
-
@Vins79 per la pulizia ho sempre usato i dischetti di cotone per struccarsi con isopropilico+acqua demineralizzata al 50%-50%; l'acqua la recupero dal deumidificatore.
Alcuni dicono però che a lungo andare con prodotti aggressivi come anche l'isopropilico la superficie si deteriori; per me l'adesione è data dai microfori che col calore producono un "effetto ventosa" e non da trattamenti chimici che possono deteriorarsi.
Purtroppo sono passato ad utilizzare vetri e lacca per velocizzare le stampe e non posso riportare un'esperienza temporale diretta...
Per quanto riguarda il tuo "problema" sicuramente ogni tanto tocca pulirlo il piano, potrebbero anche ostruirsi i microfori che fanno poi il loro dovere.
-
@eamanno, non lo sapevo; però ho fatto già qualche modello senza riempimento e più perimetri e il risultato mi ha soddisfatto. Portare uno 0,4 a estrudere fino a 0,8 mi sembra troppa forzatura, oltre che presumo non si possa fare con qualsiasi nozzle ma magari con quelli che hanno la la superficie in punta un po' più estesa. Troppi marchingegni per avere forse uno 0,8 quando basta aumentare i perimetri e puoi inspessire quanto vuoi.... @eaman
-
...sarebbe inutile prendere un nozzle da 1mm, sostituirlo, settare lo slicer etc... per una stampa una tantum (sì, sono pigro 😅).
Faccio prima ad utilizzare quest'altra tecnica e oltretutto decido quante pareti metterci anche in base alla conformazione dell'oggetto per la robustezza
-
@Truck64 sì, il modello è pieno come tutti quelli da fare in "vase mode". Per averlo più solido gli levi infill e top layer e gli dai più shell, anche se la stampa avviene in maniera non continua come il vase mode; non è il primo che faccio.
Probabilmente quella che tu chiami "mantieni spessore guscio verticale" potrebbe essere proprio la soluzione che cercavo! Appena rientro a casa vedrò di trovare la paritetica in IdeaMaker, sperando di risolvere.
CitaCita -
9 ore fa, MayTs ha scritto:
Posta anche l'stl così si può capire di più...
...ridimensionato per occupare il piatto 220x220
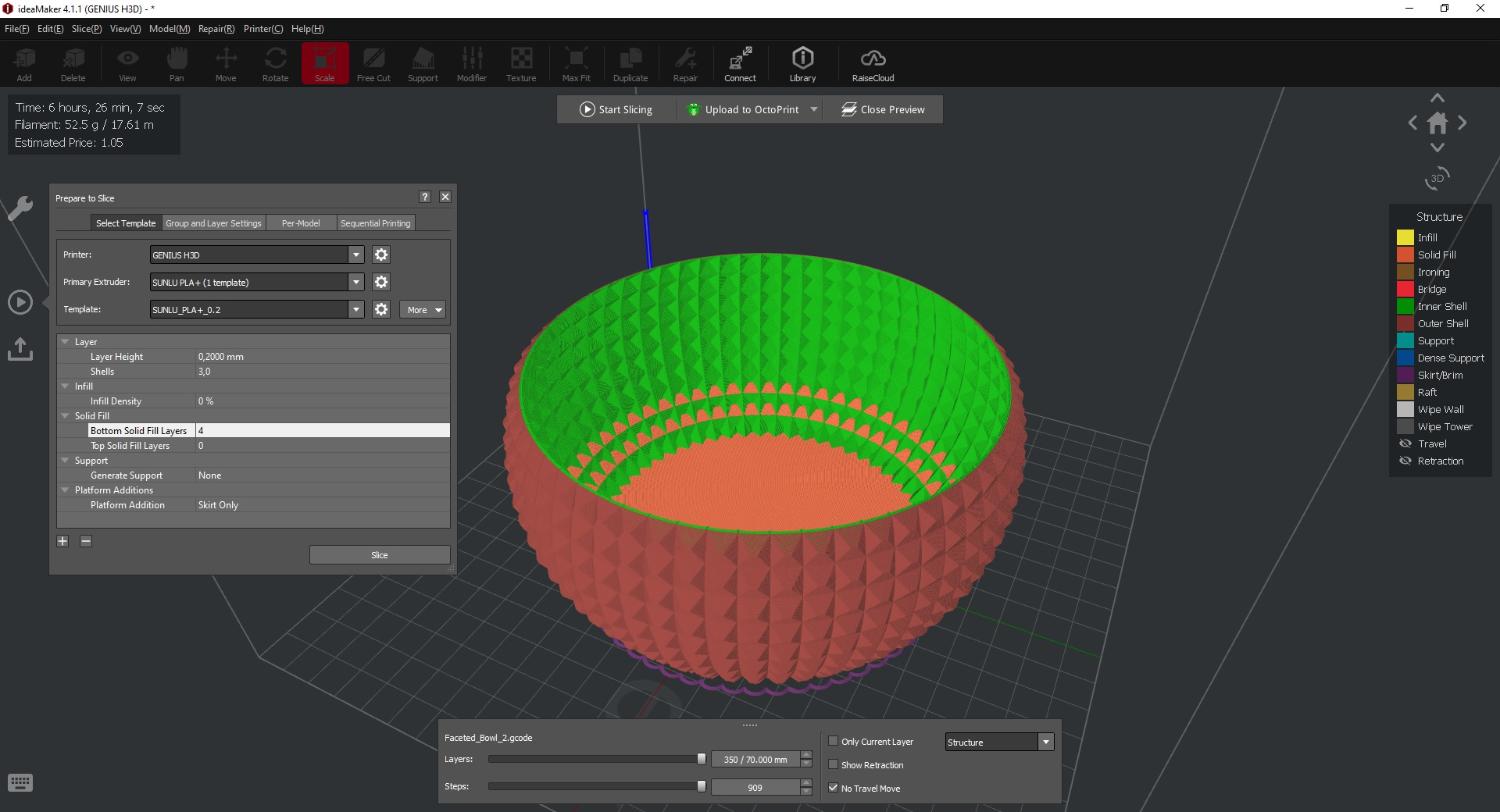
@Truck64 ho compreso quello che intendi. La cosa che non mi torna è che quei solid fill me li mette sopra a perimetri a sbalzo verso l'esterno, ovvero che sopra non hanno nulla, quindi non dovrebbero esserci🤷
-
4 ore fa, Truck64 ha scritto:
Per quel poco che so eccetto il vase mode ogni slicer aggiuge delle strutture alle pareti inclinate. Dubito che troverai un modo per farle come vuoi. Perchè ti danno fastidio?
Le "strutture" di cui parli presumo siano i supporti. In questo caso sono ovviamente disattivati e da impostazioni lo slicer dovrebbe elaborare solo i 3 shell (perimetri) e null'altro. Il problema è proprio l'anomala aggiunta di quelle parti in arancio (solid fill) che ho evidenziato, che non riesco a capire....
Mi danno fastidio perché non sono parte del risultato voluto, semplice
-
Nessuna idea/suggerimento? 😬
-
Ciao a tutti.
Con IdeaMaker devo stampare NON in vase-mode ma con infill 0%, 4 bottom layer e 3 shell questo vaso. Nella parte inferiore mi aggiunge dei layer in aggiunta ai 3 shell, come evidenziato in blue. Qualche suggerimento su come eliminarli?

-
 1
1
-
-
1 ora fa, Eddy72 ha scritto:
Guarda in C:\Users\TUO UTENTE\AppData\Local\Raise3D\ideaMaker
Ciaoo
Grazie mille!!N
Non ero mai riuscito a trovarlo il percorso.... mi sarei evitato tanti doppioni, ne ho ritrovato qualcuno vecchio e soprattutto così posso salvarmi i profili senza esportarli col semplice copia&incolla. Grande 👍🏼
-
Ciao, non trovando informazioni a riguardo, chiedo:
come si fa ad effettuare su Windows 10 una disinstallazione "pulita" di IdeaMaker? quando lo reinstallo trovo sempre traccia dei vecchi profili, ad esempio quando ne importo uno mi dice che già esiste con quel nome 😤😤.
Prima di formattare tutto il PC volevo provare un metodo un po' meno "invasivo" 😅😅😅....
Grazieeeee
-
@tommanc se posso suggerirti di contattare l'admin del gruppo ufficiale artillery Facebook Italia, che cura anche l'assistenza autorizzata Artillery; è persona molto disponibile...
-
@dset ciao, come tutte le stampanti (credo) il manuale d'uso non esiste. La cosa più naturale è farsi una cultura in rete tra forum, youtube e chi più ne ha più ne metta. Poi per problemi e domande c'è sempre il pulsante CERCA dei forum ed infine, last chance, un nuovo post....
Per la X1, come per la Genius, consiglio il gruppo ufficiale Italia fb:
https://m.facebook.com/groups/465304914096730/?ref=bookmarks
-
Stampando supporto e convogliatori idonei, si possono mettere quante ventole layer (per il materiale estruso) vuoi! Premesso che l'alimentazione fornisce 24v, per collegarle hai 2 opzioni:
o 2 ventole da 24v in parellelo;
o 2 ventole da 12v in serie;
Nella pratica tagli i connettori delle ventole e attacchi tutti i fili su un unico connettore.
....spiegazione molto approssimata 😅
PS tocca sempre valutare se aumentare/cambiare ventole e convogliatori sia davvero utile.... 😉
Edit: se intendevi le ventole per raffreddare l'heatblock il discorso è simile....e anche per il discorso "utilità"
-
Uso Ideamaker. Anche lì c'è l'opzione "pause at height" ma utilizza tutti comandi che nel mio fw non sono attivati. In attesa di cambiare di nuovo fw l'unica sarebbe mettere in pausa manualmente la stampa al momento giusto o utilizzare appunto un sw terzo tipo MultiGcode.
Sto studiando un'alternativa (che è poi quello che fa MultiGcode) cioè dividere l'stl in 2 parti, di cui la seconda inizia ovviamente a Z +n, e provare i 2 gcode di seguito..... boh altro non saprei

Modifica a Marlin 2.0.7.2
in Software di slicing, firmware e GCode
Inviato
EDIT- per favore un moderatore mi può sistemare la formattazione del codice, io non riesco
Ciao. Vorrei apportare delle modifiche al FW che uso attualmente.
Il FW è di libero accesso: https://github.com/Help3D-Padova/Marlin-2.0.7.2-ARTILLERY/tree/GENIUS-BLTOUCH
- Vorrei eliminare le 3 "tastate" del ABL e ridurle ad 1 sola, quindi presumo che devo semplicemente commentare questi 2 define
questo da Configuration.h
.... è la soluzione corretta?
- Poi ho un problema da Octoprint a gestire il cambio filo e/o la pausa per inserire magneti o altro, perchè inserendo l'M600 nel Gcode mi va sì in pausa, ma mi fa un unload del filo che mi fa sempre cloggare sulla godronata e cmq non mi permette di fare un semplice inserimento di un magnete per poi riprendere la stampa. Anche se su IdeaMaker do delle impostazioni mie nella riga del Pause at Height, cmq sia mi prende quelle impostate su Marlin
questo da Configuration_adv.h
Qui non saprei dove mettere mano!!!
A me basterebbe, in pratica, che restasse abilitato l'M600, così da mettere in pausa la stampa quando opportuno e magari fare in automatico solo una retrazione e alzare di poco il nozzle; dopodichè vorrei poter essere libero di fare qualsiasi operazione con Octoprint (dal cambio filo al movimento degli assi) per poi ridare sempre da Octoprint il comando (M108 mi sembra) per riprendere la stampa da dove interrotto.
Spero sia fattibile tutto ciò....