Basilietto
-
Numero contenuti
1.589 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Basilietto
-
non riesco a capire allora perchè a me da quel problema
-
Ma con le retrazioni tutto ok? Si in effetti si dice che sia un misto tra pla e petg, magari ci hanno mischiato anche abs... chissà quante porcherie per costare così poco.....
-
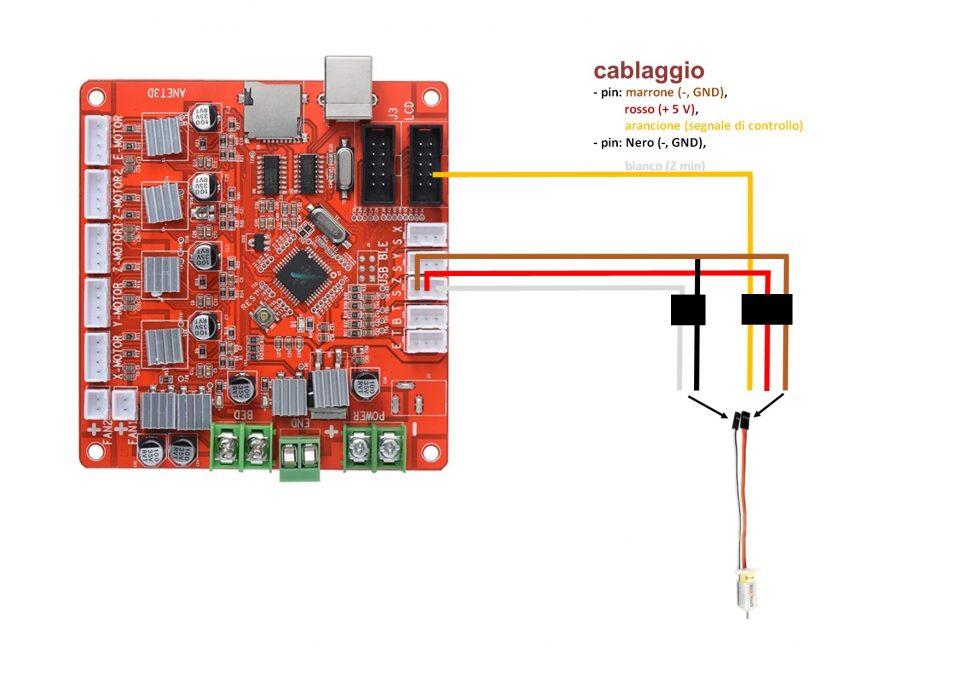
segui questo schema . Devi saldare un connettore per il filo giallo, ti conviene farlo dietro la scheda. Un'altra cosa quando vuoi chiedermi qualcosa citami così mi arriva la notifica, grazie

-
che hotend stai utilizzando?
-

progetto per carrello Anet A8
Basilietto ha risposto a Basilietto nella discussione Nuove idee e progetti
😂 tranquillo, ma dovrai aspettare a domani, ho sbagliato le misure del supporto dei cuscinetti, lo sto ristampando, 6mm mi hanno fregato -
progetto per carrello Anet A8
Basilietto ha risposto a Basilietto nella discussione Nuove idee e progetti
Se tutto va bene, stasera dovrei finire, sto per cominciare lo smontaggio -
Steps asse x e y
Basilietto ha risposto a Torn nella discussione Problemi generici o di qualità di stampa
Avevi delle impostazioni in layer sballate.... facci sapere 😉 -
Ma è possibile con un alimentatore ??????
Basilietto ha risposto a Killrob nella discussione Hardware e componenti
Alla faccia della marca, un 24V 500W costa 109 euro.... me ne compro 5 degli altri da 30A 😂😉😂😉😂 -
Steps asse x e y
Basilietto ha risposto a Torn nella discussione Problemi generici o di qualità di stampa
@Torn prova con questo profilo, è il tuo, l'ho corretto per stampare nuovamente il cubo pieno e calibrare il flusso. Controlla che abbia messo il riempimento a 0%, non me lo ricordo..... buono.fff -
Steps asse x e y
Basilietto ha risposto a Torn nella discussione Problemi generici o di qualità di stampa
Non credo, io non ho mai avuto problemi coi gcode generati da s3d. Comunque quel cubo che hai fra le mani è fatto completamente di linee perimetrali, se ne hai impostato solo 3 dovresti avere qualche altra opzione che te lo fa stampare così. Prova a mettere qui il file. ttt delle impostazioni che utilizzi -
Steps asse x e y
Basilietto ha risposto a Torn nella discussione Problemi generici o di qualità di stampa
A parte il fatto che stai stampando con tante linee perimetrali, ne bastano solo 3. Per il flusso dovresti stampare un cubo completamente aperto, solo 1 linea perimetrale e andando a misurare i lati ti deve dare la stessa misura del nozzle, ossia 0.4mm. Poi applichi la stessa formula degli step e la correggi, in questo caso su s3d su moltiplicatore di estrusione che dovresti avere a 1. Puoi utilizzare anche un cubo pieno ma gli devi dare 0 di riempimento, 0 layer superiori e 1 perimetro -
Steps asse x e y
Basilietto ha risposto a Torn nella discussione Problemi generici o di qualità di stampa
Già con quel calibro è difficile misurare, ti servirebbe uno digitale con i decimi di mm ma anche con quello potresti già cominciare a regolare gli step. In primis per la z hai problemi di flusso, per gli step ora devi fare il calcolo 20/valoretrovato*stepimpostatidi default e ci schiaffi il nuovo valore per tutti e tre gli assi XYZ. Ristampi e rimisuri se è tutto corretto -
Steps asse x e y
Basilietto ha risposto a Torn nella discussione Problemi generici o di qualità di stampa
A parte il fatto che non hai detto di che stampante si tratta, se autocostruita o di marca perché sinceramente non ho mai visto, specialmente su X, la doppia puleggia con doppia cinghia. Fai come ti ha detto marcottt e calcola gli step in base al cubo stampato e non ad un calcolatore -
Ho cercato di stampare vari oggetti ma purtroppo ho avuto problemi con l'estrusore che fa tac in retrazione e anche togliendola del tutto dopo un po' che stava stampando si è imputato nuovamente l'estrusore col classico tac non estrudendo più niente. È come il classico pla, più lucido
-
Temperatura ottimale PLA
Basilietto ha risposto a Naza nella discussione Problemi generici o di qualità di stampa
https://www.italia3dprint.it/pid/ -
Si si ho visto dal sito dove l'ho acquistato che addirittura fosse un misto tra pla e abs ma sinceramente dopo averlo provato per svariate ore a qualsiasi temperatura ho buttato la spugna. L'unico sarebbe provarlo con gola allmetal, niente di strano che vada in contrasto con il ptfe, mah... per il momento parcheggiato in attesa che qualcuno lo testi e valuti dove potrebbe essere il problema
-
problemi temperatura estrusore
Basilietto ha risposto a ciriacodu nella discussione Problemi generici o di qualità di stampa
Il grafico non ha niente a che vedere con i pid tune che ti abbiamo detto di fare. Collega la stampante al pc, apri pronterface (se non lo hai cerca il download in internet, è gratuito), connetti la stampante e lancia i comandi che già ti ho dato in precedenza. Comunque per sicurezza: https://www.italia3dprint.it/pid/ -
A meno che qualcuno non mi contraddica perchè magari ha un diverso hotend ma secondo me questo materiale è una "CAGATA STRATOSFERICA", e visto anche il prezzo, ora venduto a 19.90, me lo conferma. Ho provato a ristamparlo togliendo del tutto retrazione e zhop ma niente, dopo un pò si ingrappa l'estrusore (tac a non finire). Tolto quella bobina e rinserito il PLA+ sempre della sunlu niente problemi. Mai più SPLA 😂😉
-
Anycubic i3 MEGA S con SKR 1.4 Turbo e TMC2209 sensorless
Basilietto ha risposto a SerFabio89 nella discussione Hardware e componenti
Come hai fatto a farlo funzionare con la skr? Occhio che ho letto che con quel lcd si rischia di bruciare la scheda -
problemi temperatura estrusore
Basilietto ha risposto a ciriacodu nella discussione Problemi generici o di qualità di stampa
Devi fare un autotune con pronterface lanciando M303 E0 S210 C8, trovati i giusti valori di PID potrai salvarli o direttamente con pronterface lanciando M301 Pvaloretrovato Ivaloretrovato Dvaloretrovato poi M500 oppure mettendo i valori giusti su marlin e ricaricandolo sulla scheda -
Gcode e Z offset
Basilietto ha risposto a claudio57 nella discussione Software di slicing, firmware e GCode
A meno che tu non abbia un sensore di livellamento cosa te ne fai dello zoffset? Una volta che livelli il bed col foglio di carta in base all'endstopZ non ha senso dargli un altro offset. Concordo sullo babystep, molto utile per un'ulteriore calibrazione durante il primo layer -
A cosa può essere dovuto il fatto che in retrazione faccia fatica? Ho provato anche a mettergli gola e nozzle nuovi ma niente mi da sempre lo stesso problema, a qualsiasi temperatura, da 200 a 240
-
Qualcuno ha provato a stampare il SPLA? Io stavo provando ieri, temperature 220/85 ma ho riscontrato problemi in retrazione, ossia quando la effettua l'estrusore fa il classico tac ed è capitato che si impuntasse non estrudendo più (tac continuo)
-
Gcode e Z offset
Basilietto ha risposto a claudio57 nella discussione Software di slicing, firmware e GCode
Allora non so proprio cosa dirti.. prova a reinstallare cura o aggiornarlo all'ultima versione la 4.6.1 -
Gcode e Z offset
Basilietto ha risposto a claudio57 nella discussione Software di slicing, firmware e GCode
Ultimo tentativo poi alzo bandiera bianca.... posta la schermata delle impostazioni stampanti di cura, ossia dove c'è lo start e end gcode