tonyhhkx
-
Numero contenuti
170 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di tonyhhkx
-

ABS si ritira solo ai primi layer
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
Va bene provo ad aumentare per vedere se migliora. per la deformazione che solo ai primi millimetri hai qualche consiglio? -
ABS si ritira solo ai primi layer
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
A cosa serve esattamente questo valore e L altro che mi hai suggerito? Aumentandolo cosa succede esattamente alla stampa ? Comunque nel ultima foto quei spazi che vedi sono layer che si sono staccati non mancanti
-
ABS si ritira solo ai primi layer
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
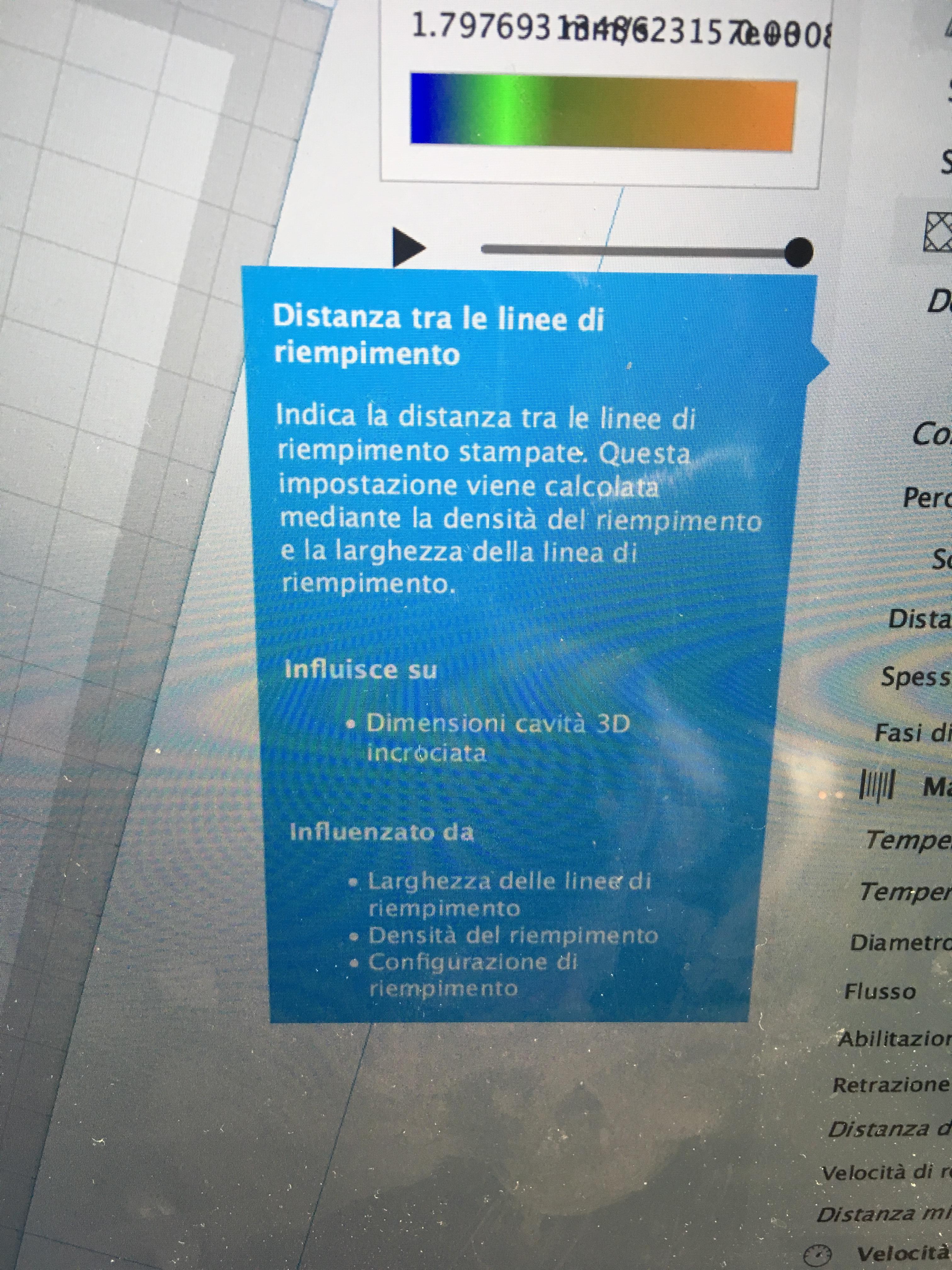
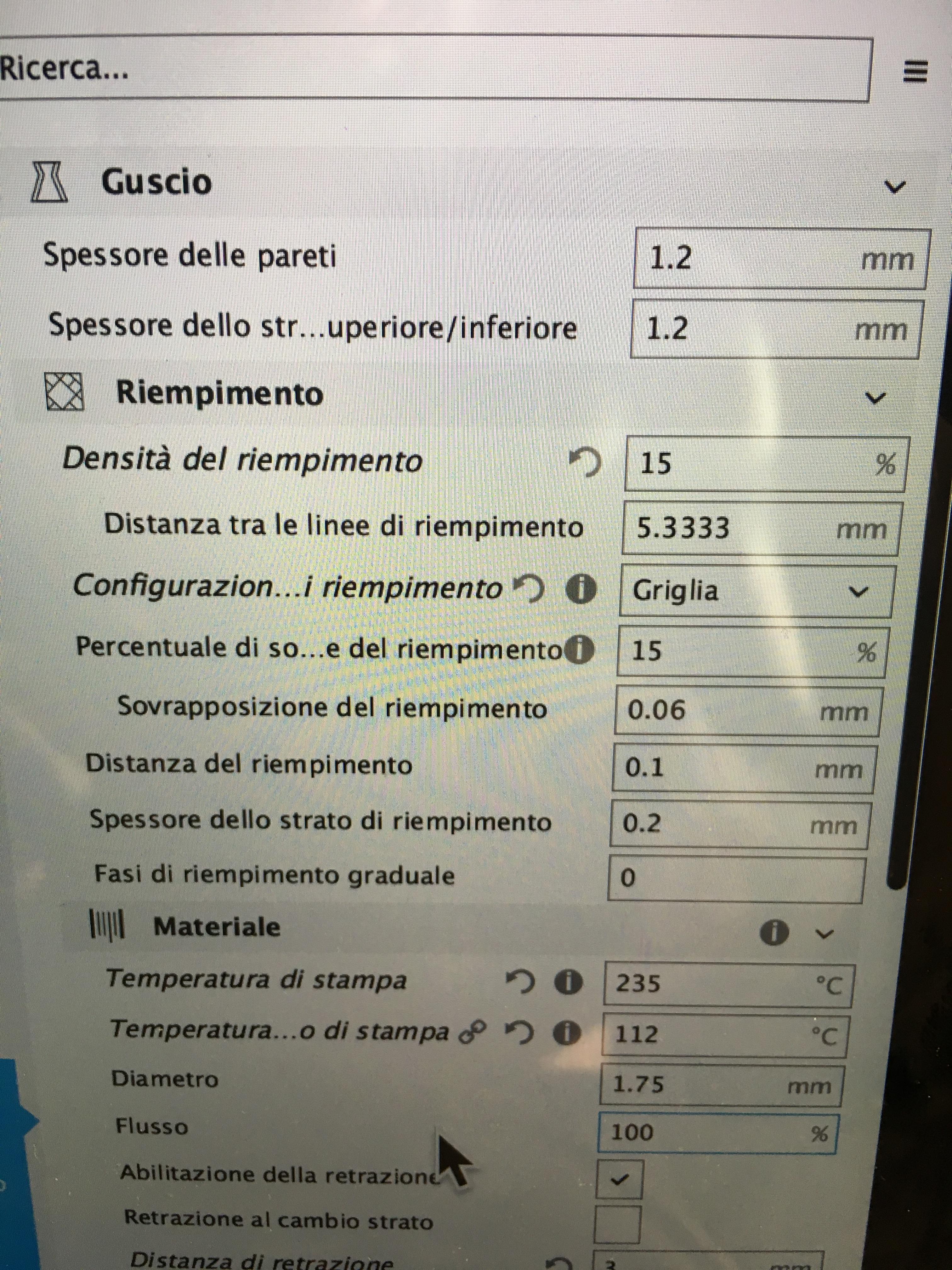
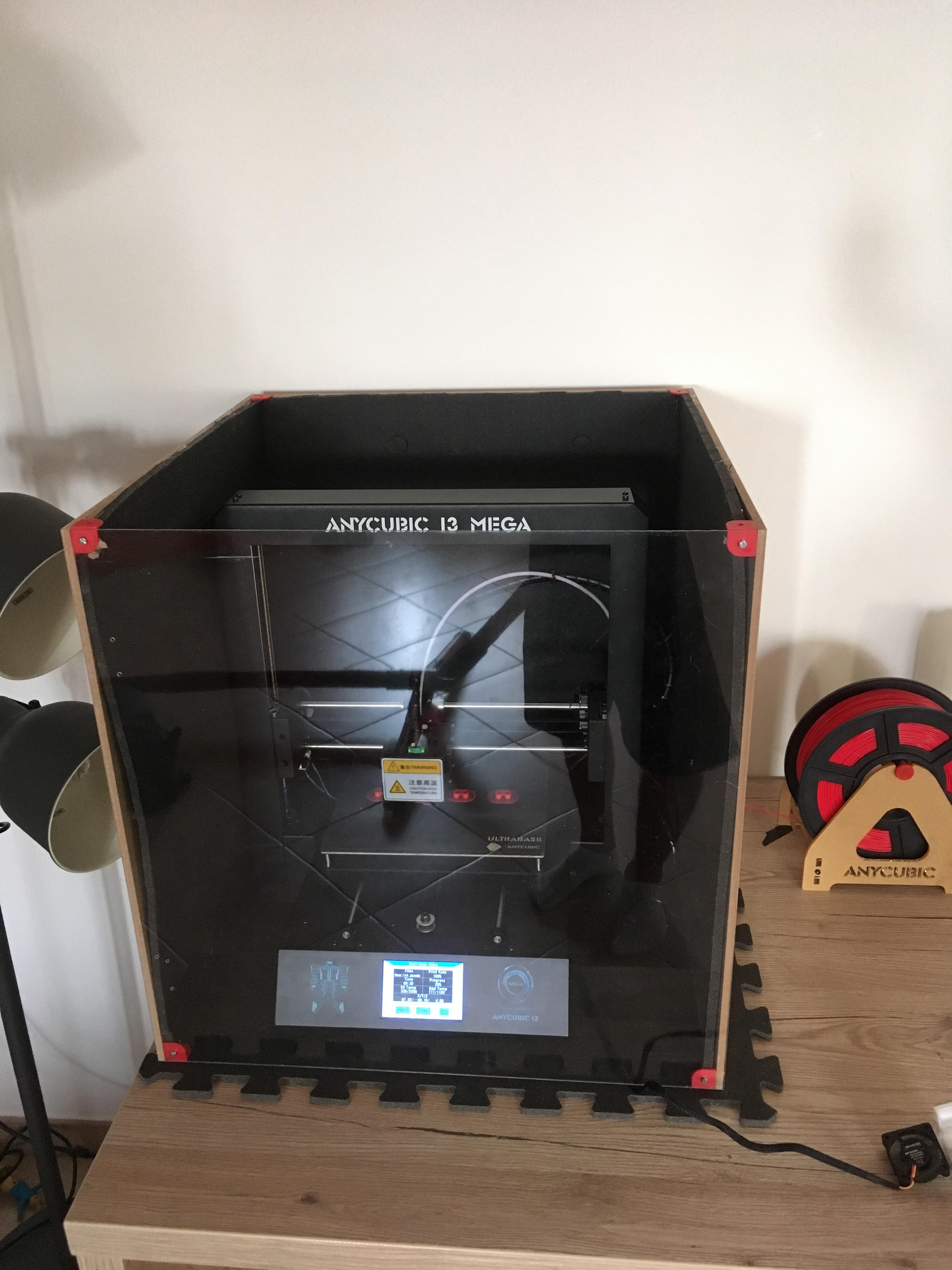
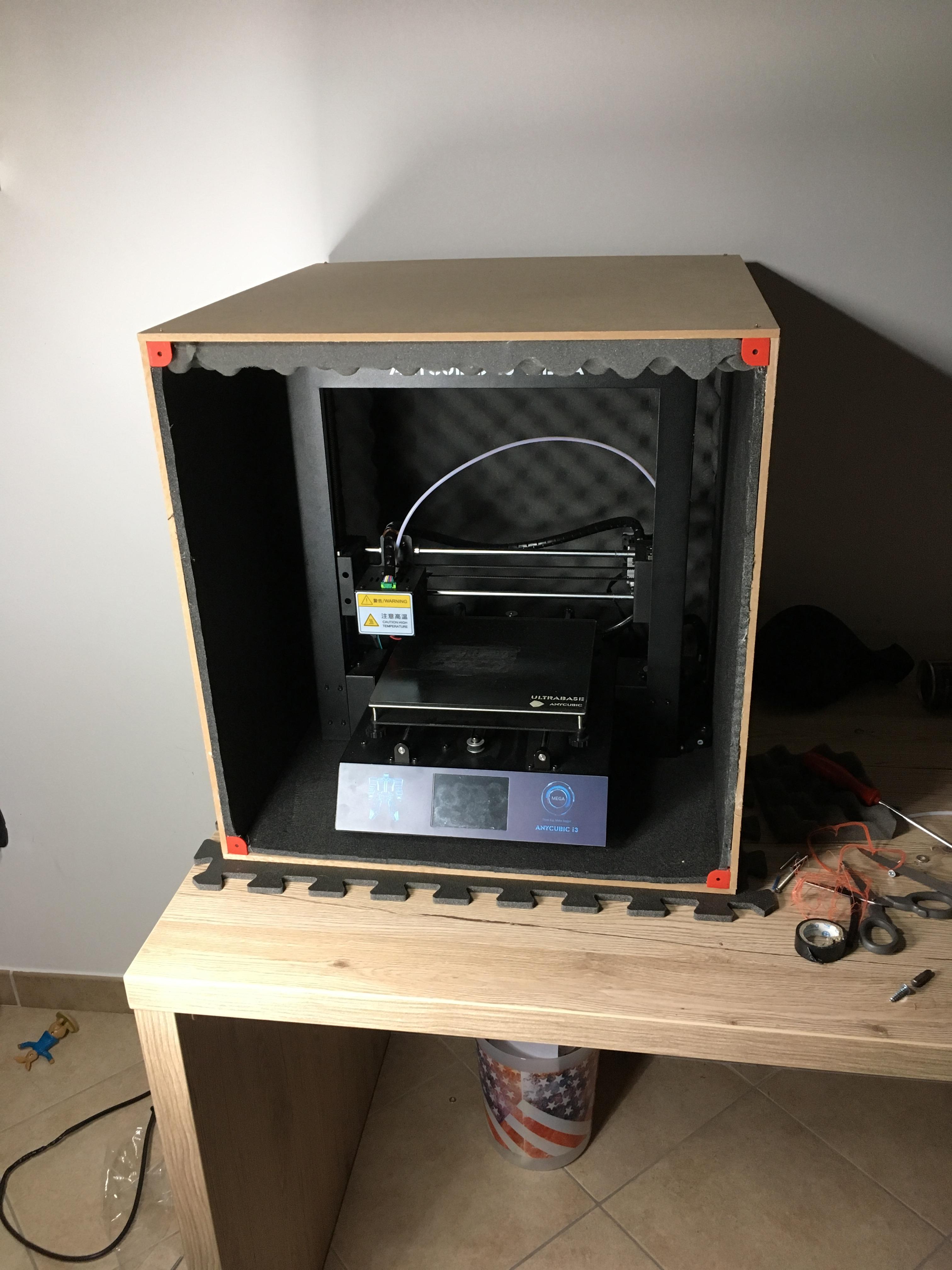
Quale valore intendi? Ecco la foto della mia configurazione in Cura Comunque ho modificato il box usandolo solo come riparo per il vento perché come detto sopra se lo lascio chiuso mi si fonde tutta L elettronica 😞
-
ABS si ritira solo ai primi layer
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
30ms e 20 per il brim -
Salve ragazzi, ho un problema con il mio ABS della Sunlu. Utilizzando la mia prusa i3 mega con temperatura di hot end a 235, base a 110 e ventole off ho questi problemi di ritrazione alla base dei layer. Cercando su forum e internet vedo tutti esempi di distaccamento della base, ma nel mio caso non vedo distaccamenti ma solo restringimenti nei primi millimetri. Uso anche la lacca forte prima della stampa. A fine stampa e raffreddamento completato mi é quasi impossibile staccare L oggetto stampato. Dalle foto si nota anche nel provare a staccarlo si sono rimossi o rialzati alcuni filamenti dalla base quindi credo che escluderei che sia un problema di adesione della base, cosa ne pensate? ho provato anche a costruire una camera chiusa ma la temperatura interna è salita troppo in mezz ora da far andare in stallo tutta l elettronica e i motori a rischio di rovinare la stampante. Mi domando, come fanno gli altri a usare quella chiusa se alla fine diventa un forno e non va bene per i motori e L elettronica? Spero potete aiutarmi a capire come risolvere il problema del restringimento, magari senza neanche usare la camera chiusa che ho costruito . grazie in anticipo!
-
Grave difetto di stampa, AIUTO!!!
tonyhhkx ha risposto a Gianpy nella discussione La mia prima stampante 3D
Wuelli che hanno il supporto in plastica hanno la vite troppo stretta che va allentata. Le nostre sono in alluminio e la vite nel mio caso e' ok. Per allentare la pressione della molla ho usato all inizio del nastro isolate avvolte all estremita della pinza che blocca il filamento per allentare un po la pressione. Potresti fare lo stesso per capire se la tua causa e' la pressione del filamento. Dopo di che puoi stamparti una specie di pinza regolabile per allentare la pressione. Dopo ti posto le foto della mia pinza customizzata -
Dubbio su temperatura PETG Sunlu
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
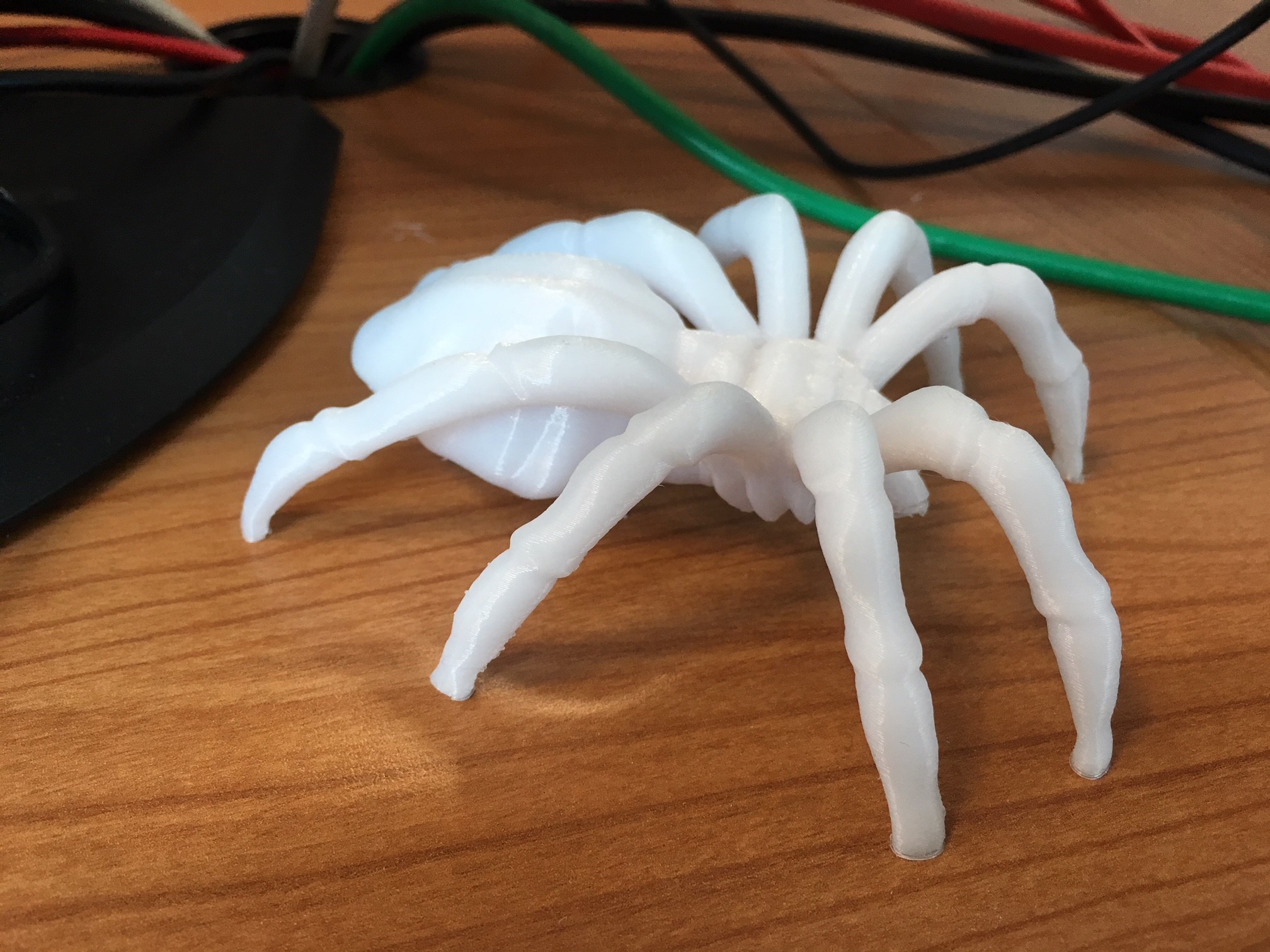
si si, ho appena stampato un accessorio per quando faccio i miei barbeque: un porta cenere con poggia birra hahahahaha circa 15 ore di stampa totali senza quasi nessun problema a parte qualche piccola bolla per le retrazioni che non sto riuscendo ancora a risolvere.Come risultato finale comunque e' molto accettabile con questo PETG.
- 33 risposte
-
- 4
-

-
- petg
- temperatura
- (and 1 più)
-
Dubbio su temperatura PETG Sunlu
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
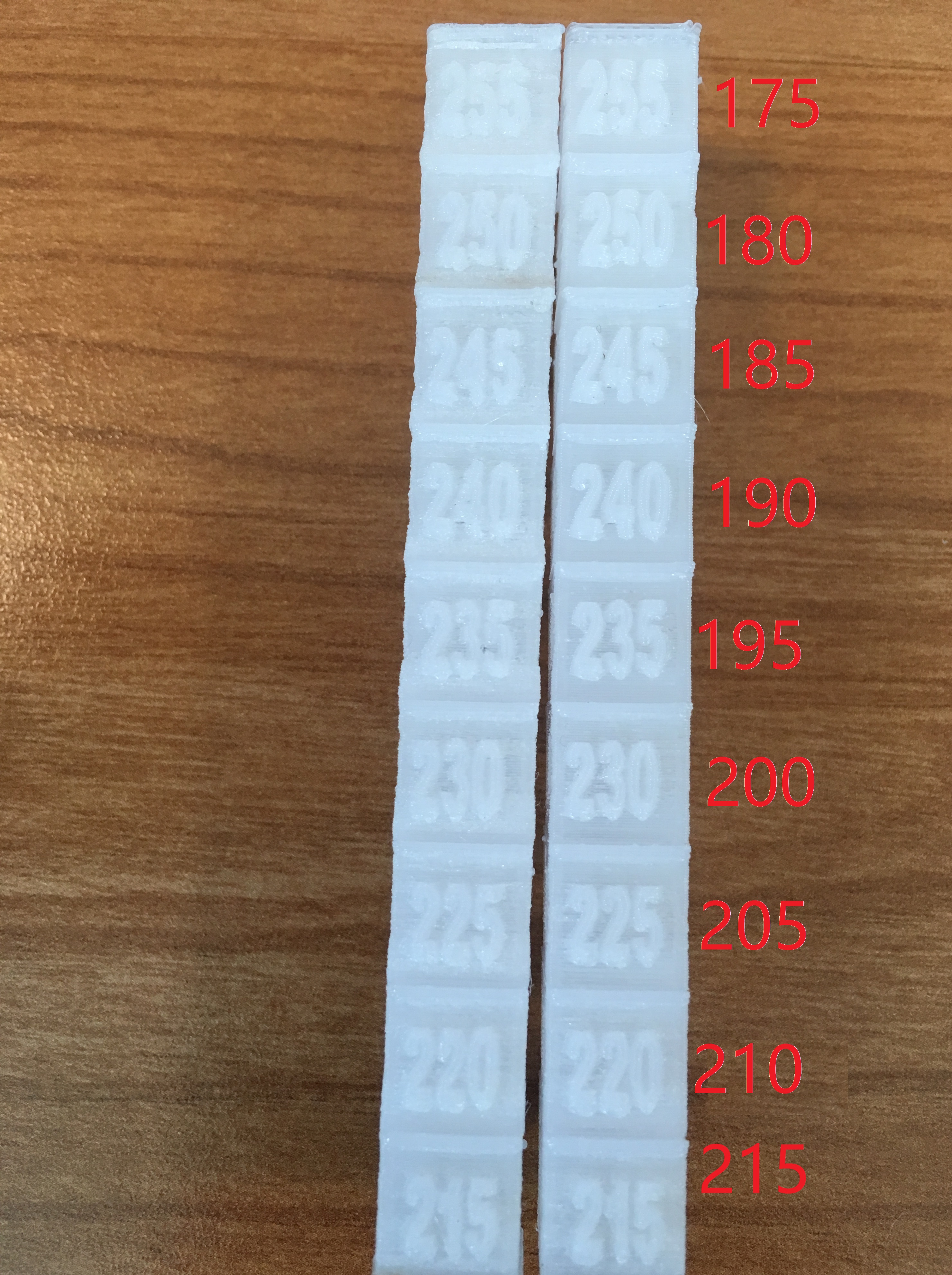
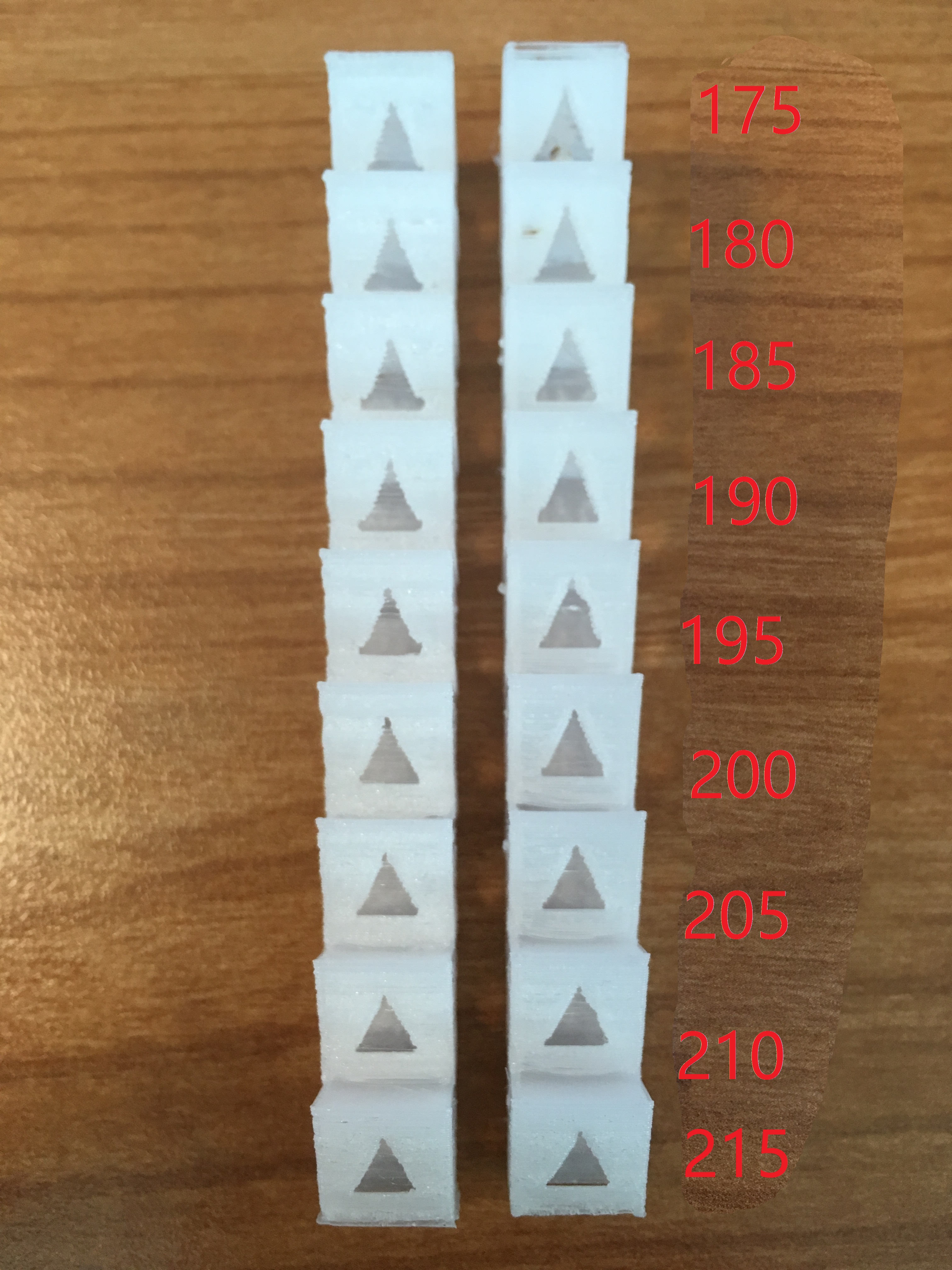
Ecco il nuovo test, mi è arrivato L altro filamento petg stessa marca e tutto cambia solo il colore. Da 215 in poi sarebbero realmente dai 190 in poi salendo di 5. I 250 sarebbero 230. ecco le foto
-
Grave difetto di stampa, AIUTO!!!
tonyhhkx ha risposto a Gianpy nella discussione La mia prima stampante 3D
Io ho avuto lo stesso problema con la mia i3 mega. Quando stampavo figure che necessitavano di molte retrazioni il motore faceva tac tac fino a bloccarsi totalmente e spezzare il filamento. La causa fu che la ritrazione deforma leggermente il filamento, e deformandolo di continuo e per tutto il percorse all interno del tubo, faceva troppa inerzia e si incastrava. Ho risolto gestendo meglio le ritrazioni a allentando la molla che spinge il filamento sulla ruota dentata -
Sensori induttivi Anycubic I3 ega
tonyhhkx ha risposto a grazianomi nella discussione Hardware e componenti
Ciao Graziano anche io ho la tua stessa stampante. Ammesso che colleghi i 2 sensori ottici per l asse Z, come avresti in mente di regolarli? Sempre stringendo la vite manualmente? Se e' cosi allora consiglio di sistemare le 2 viti solo una volta mettendo un livello digitale sull asse z (sul tubo cilindrico) e regolare le viti finche il livello non dia il miglior valore ottenibile. Credo comunque che la sfida maggiore sia la mancanza di autoleveling che comporta una maggiore inprecisione di stampa -
Dubbio su temperatura PETG Sunlu
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
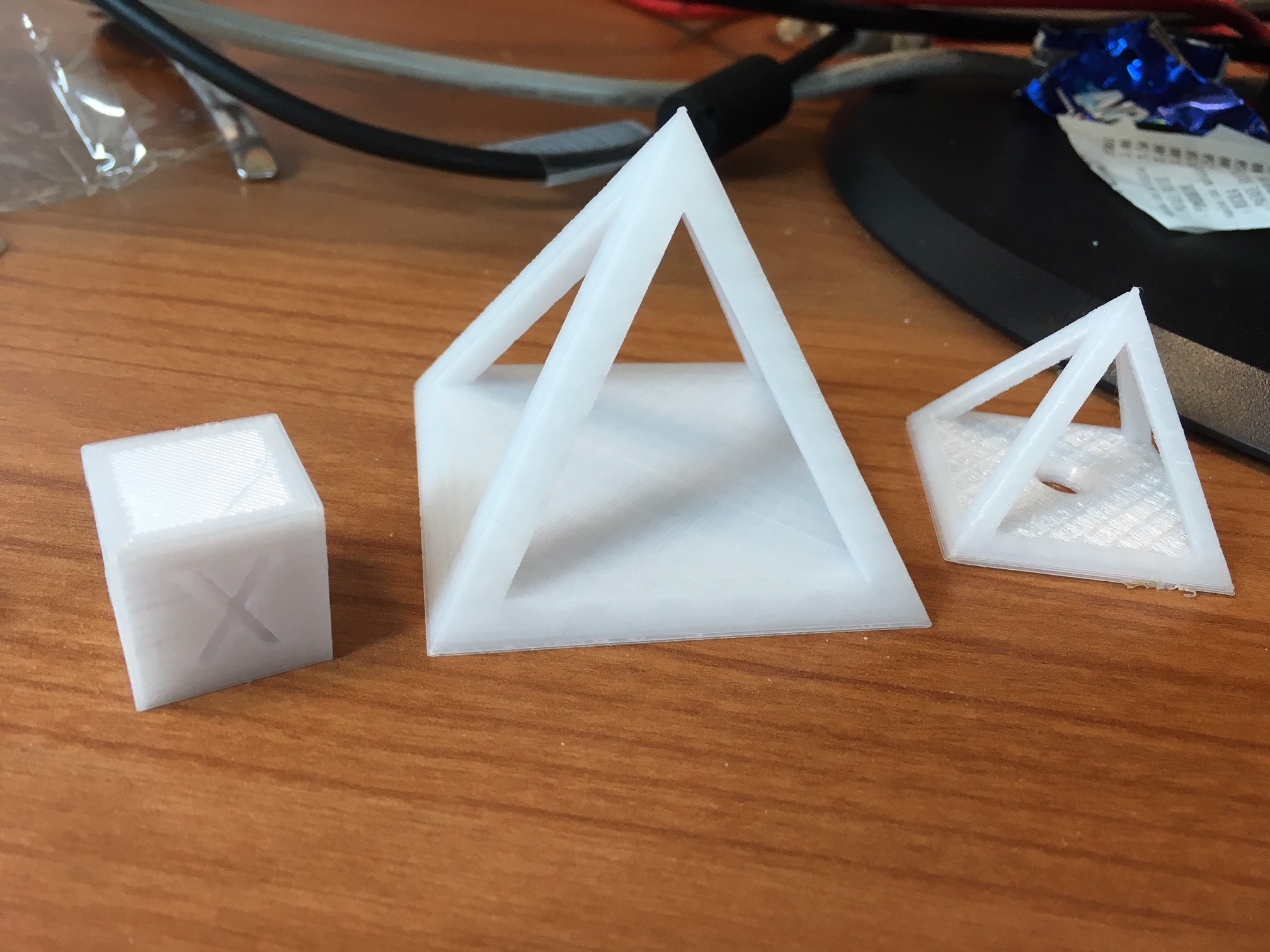
Certo, lo posso fare questa sera appena torno a casa e posto le foto. Per quanto riguarda be piccole bolle sembrerebbe escano appena l estrusore va per allontanarsi e ritrae per andare in un alta posizione. Ho aumentato la velocita' di retrazione ma non ha risolto molto. Ecco la foto di un cubo meccanico realizzato con retrazioni:
-
Dubbio su temperatura PETG Sunlu
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
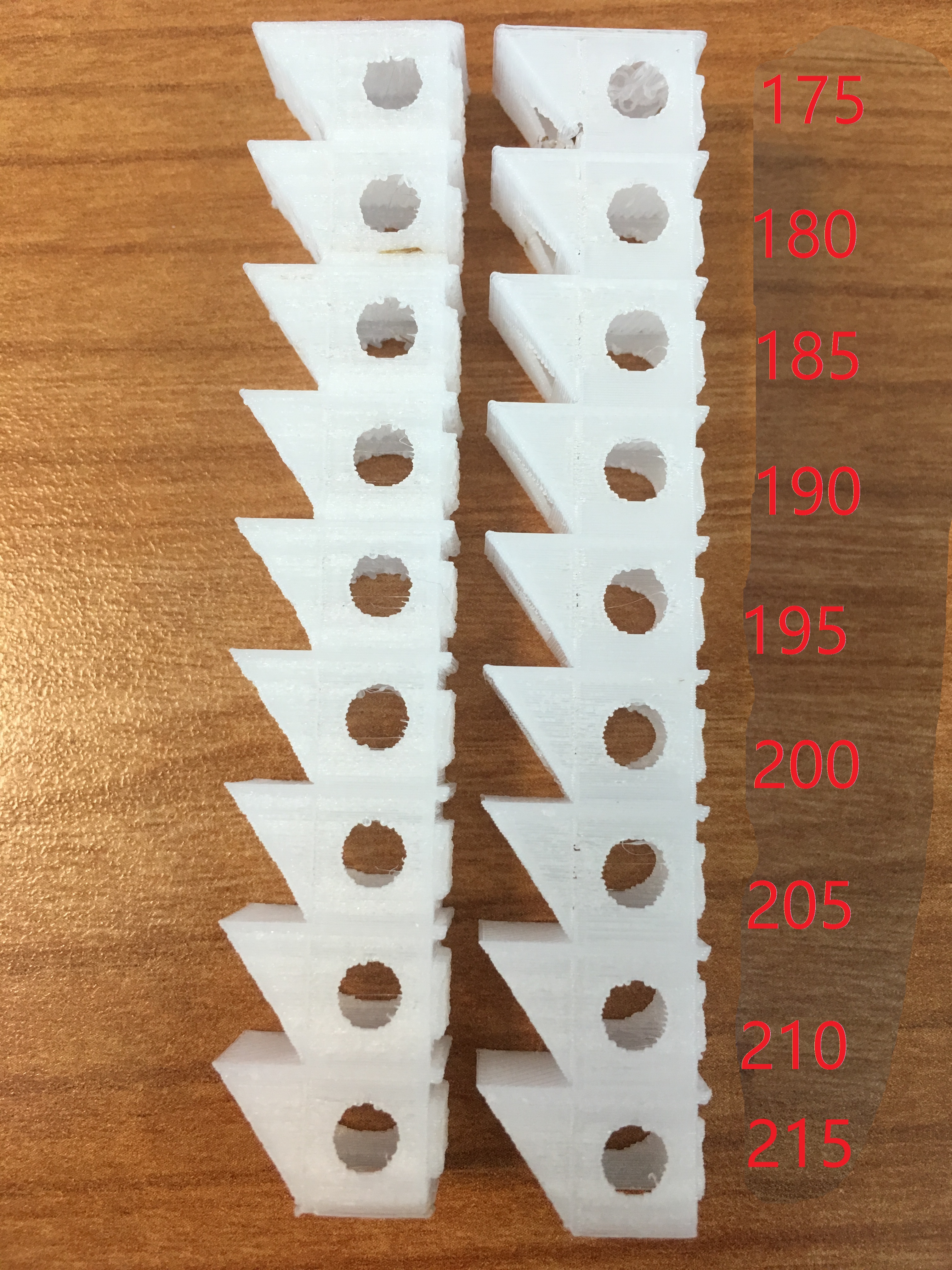
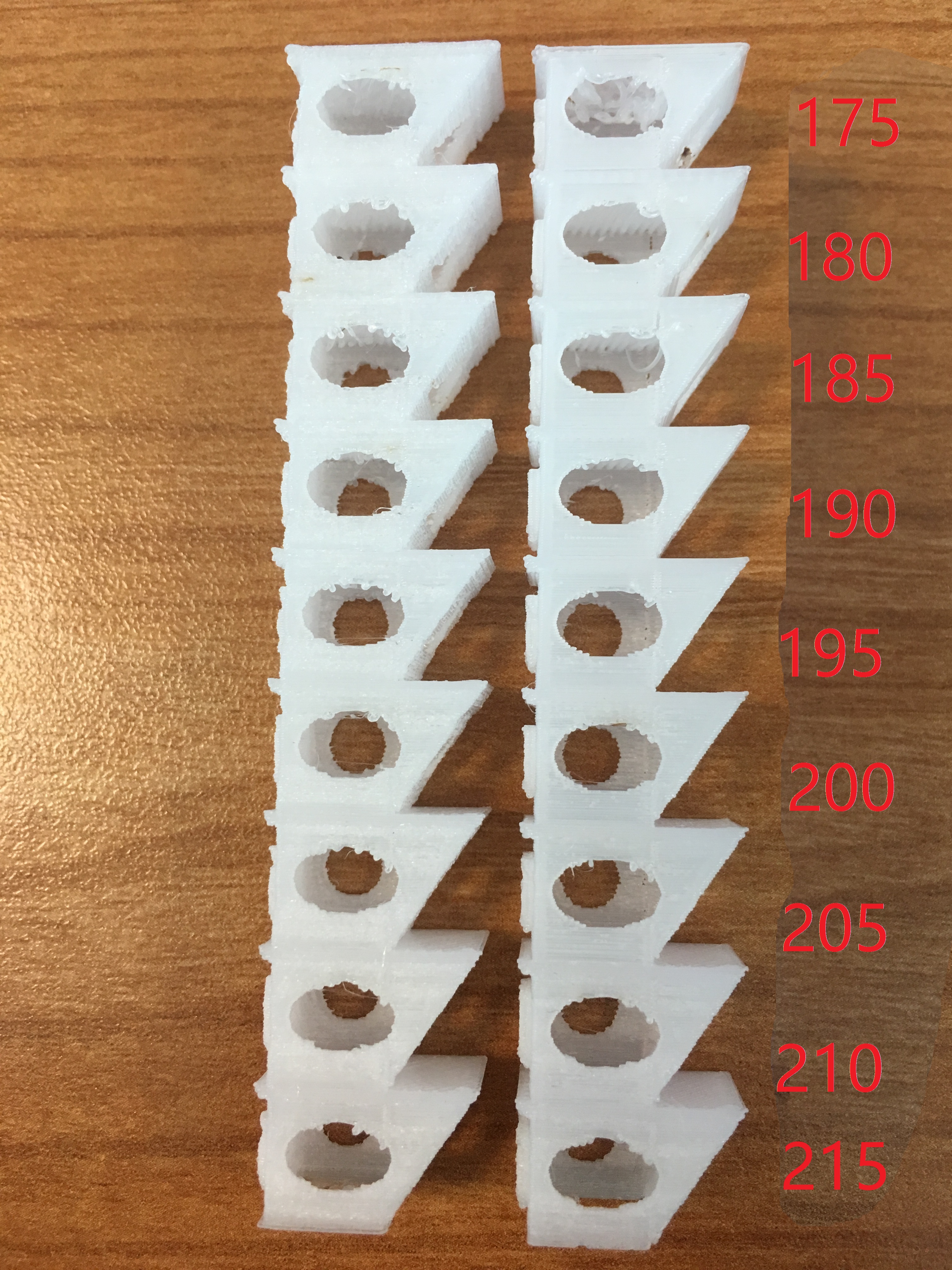
andando dai 205 in giu (non so se si vede bene dalla foto) si iniziano a vedere micro fori su un lato. Credo comunque che 215 sia quello che rovina meno la base del foro triangolare -
Dubbio su temperatura PETG Sunlu
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
ho fatto 2 torri con ventola al 100%. Quella a sinistra va da 215 a 255. Quella a destra da 215 a 175 (ho scritto in rosso le temperature). Quale pensate sia la temperatura migliore? Secondo me e' 215/210:
-
Dubbio su temperatura PETG Sunlu
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
Come resistenza non lo metto in dubbio, ma come qualità e rischio di oozing dovrebbe essere meglio una più bassa. Aspettiamo il risultato della torre e vediamo cosa ne esce :)- 33 risposte
-
- 1
-
-
- petg
- temperatura
- (and 1 più)
-
Dubbio su temperatura PETG Sunlu
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
Va bene provo a fare tra poco il test anche se non mi è chiaro come mai riesco a stampare a 180 gradi io mio petg+ -
Dubbio su temperatura PETG Sunlu
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
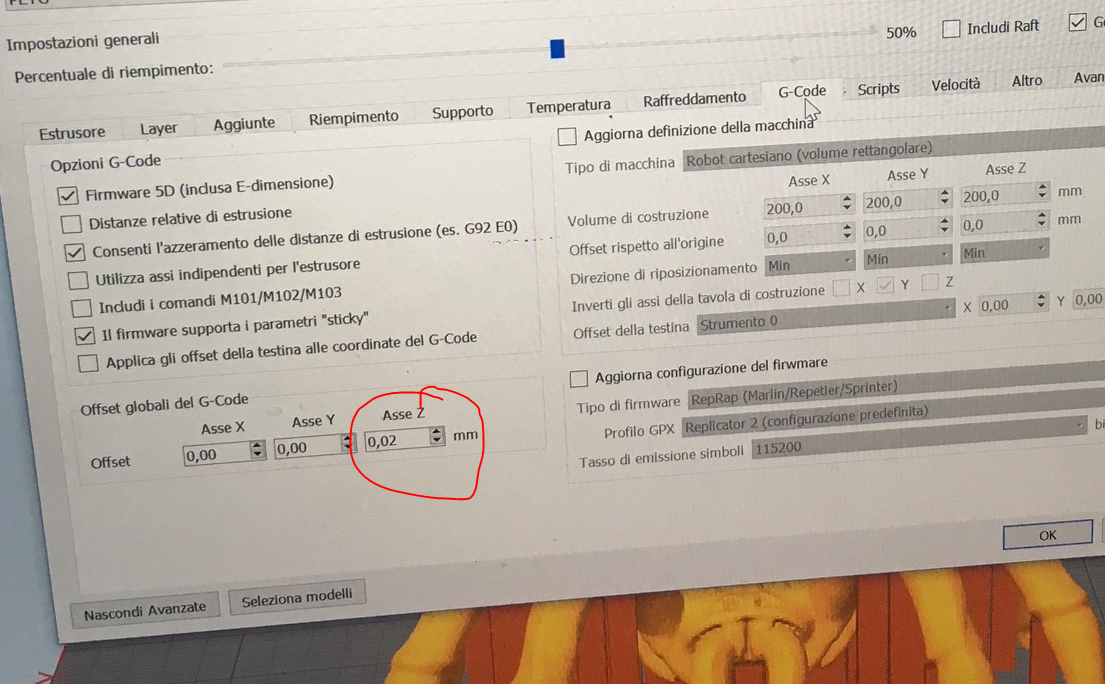
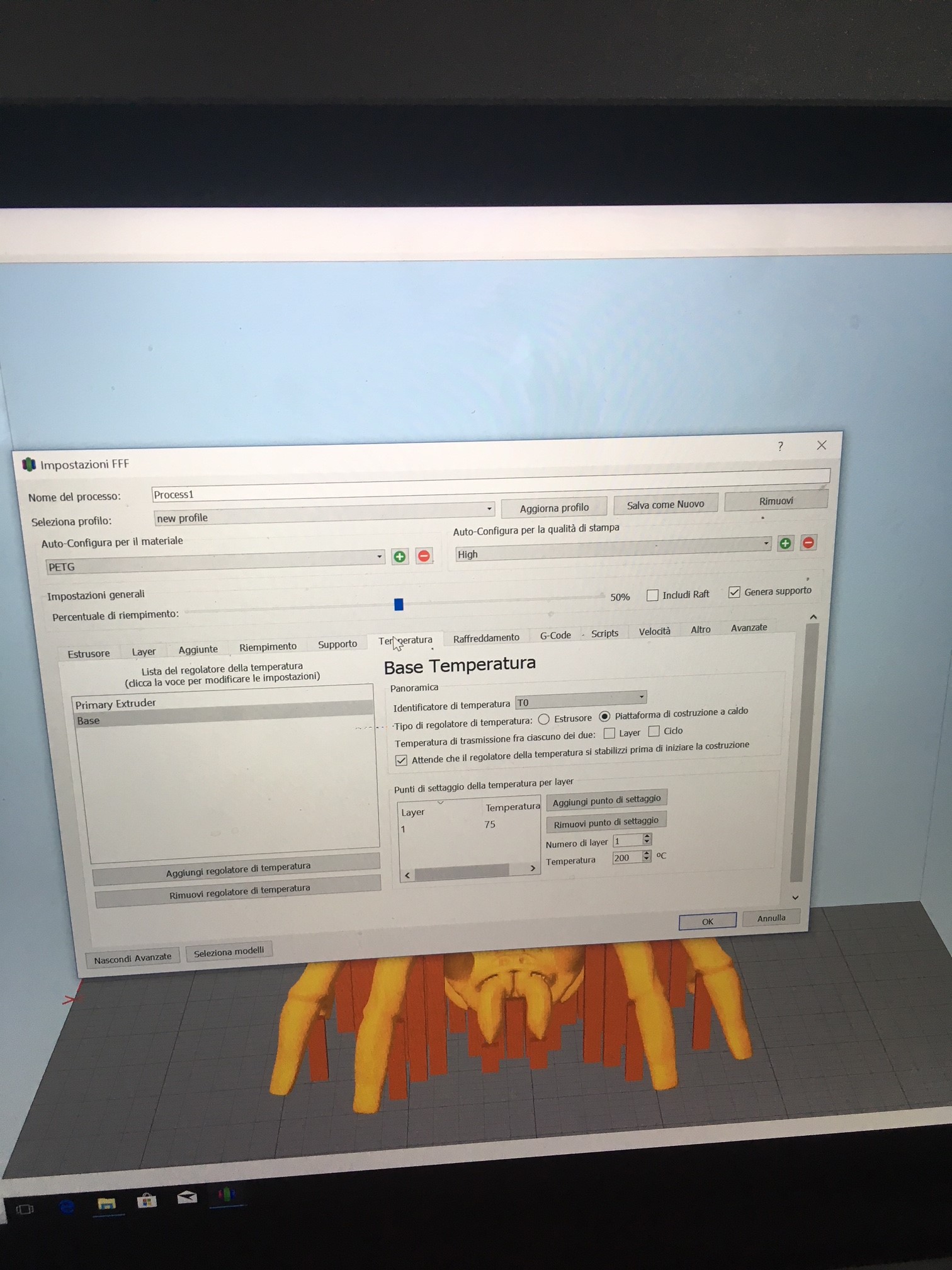
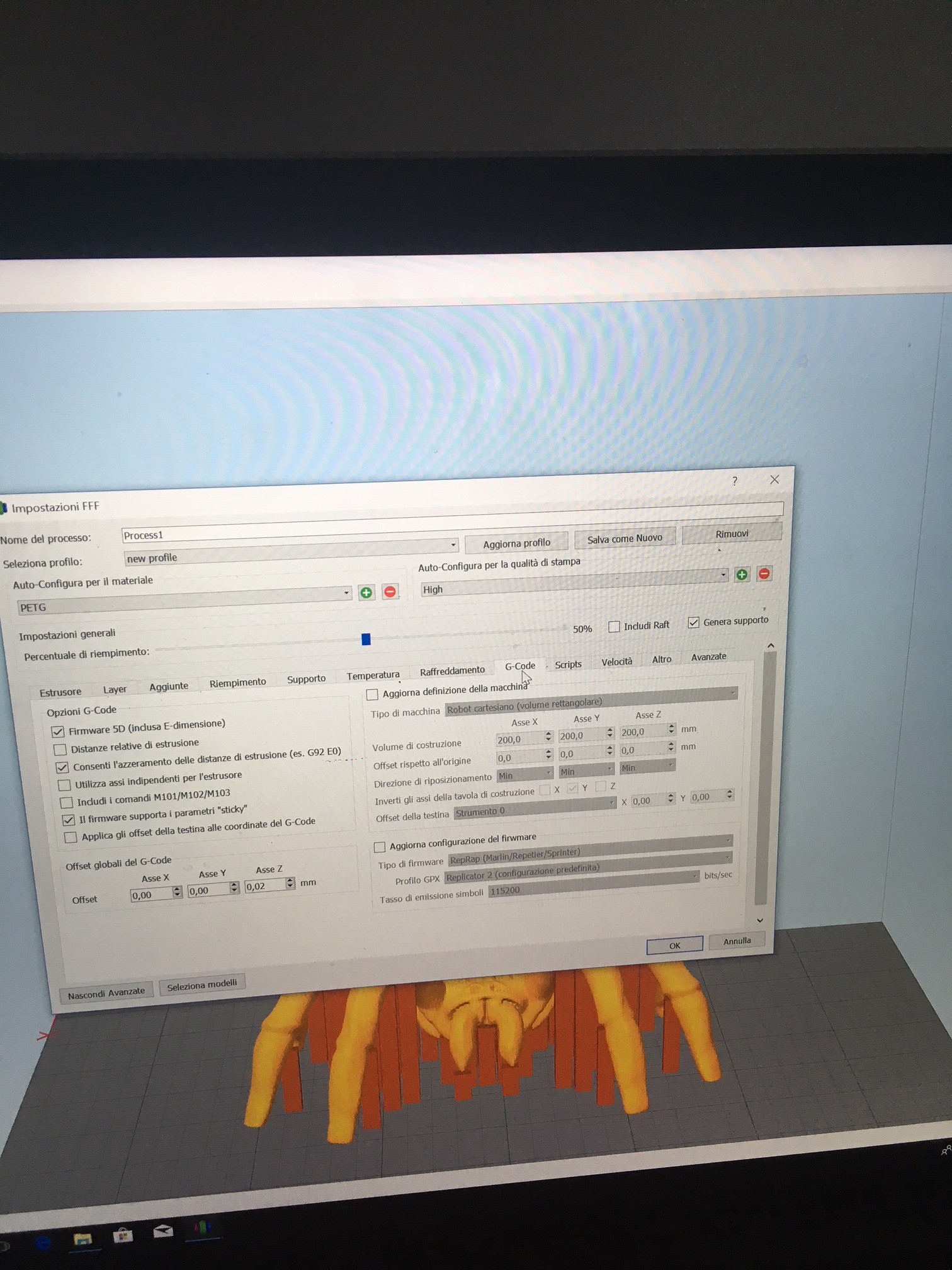
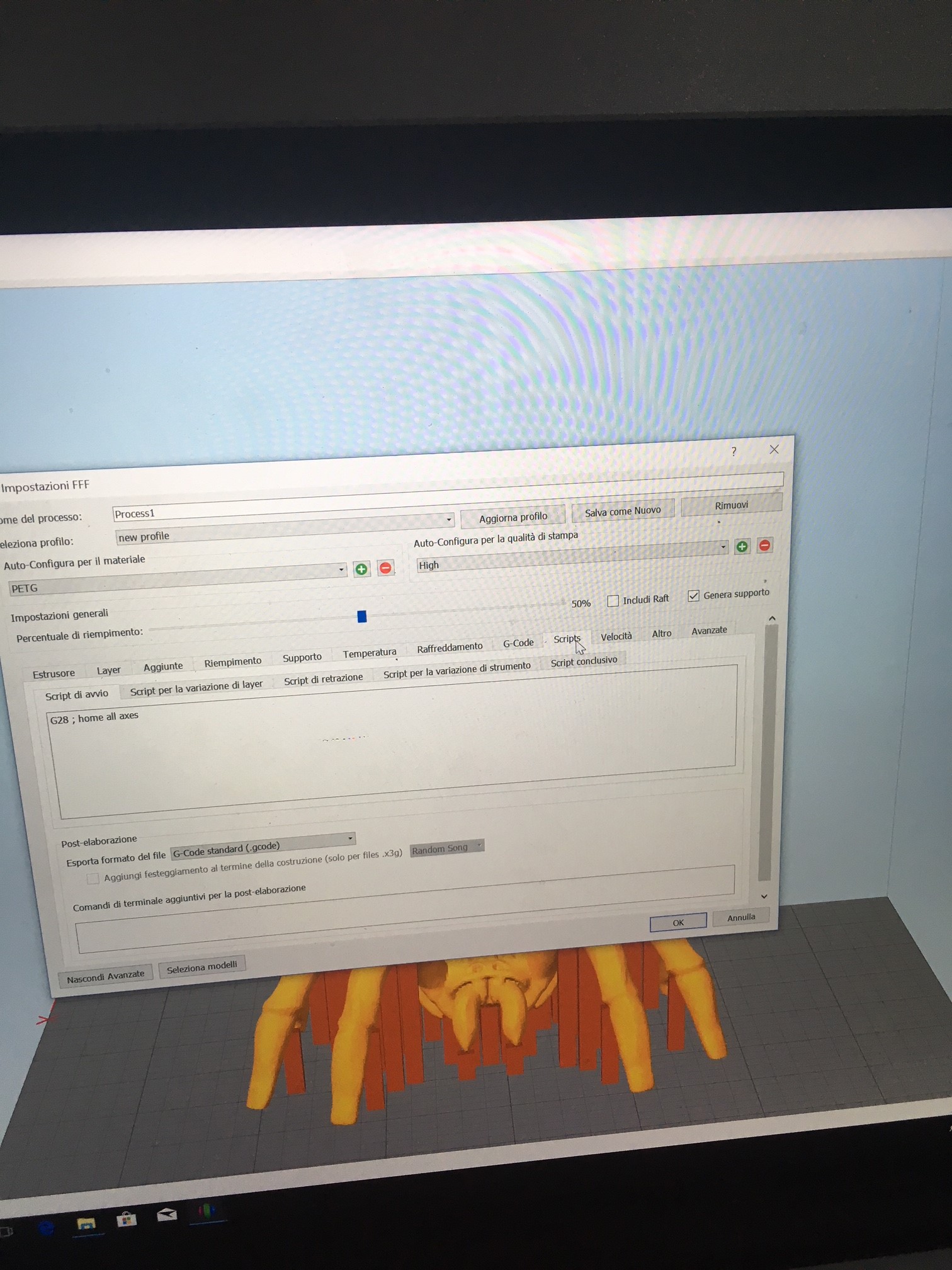
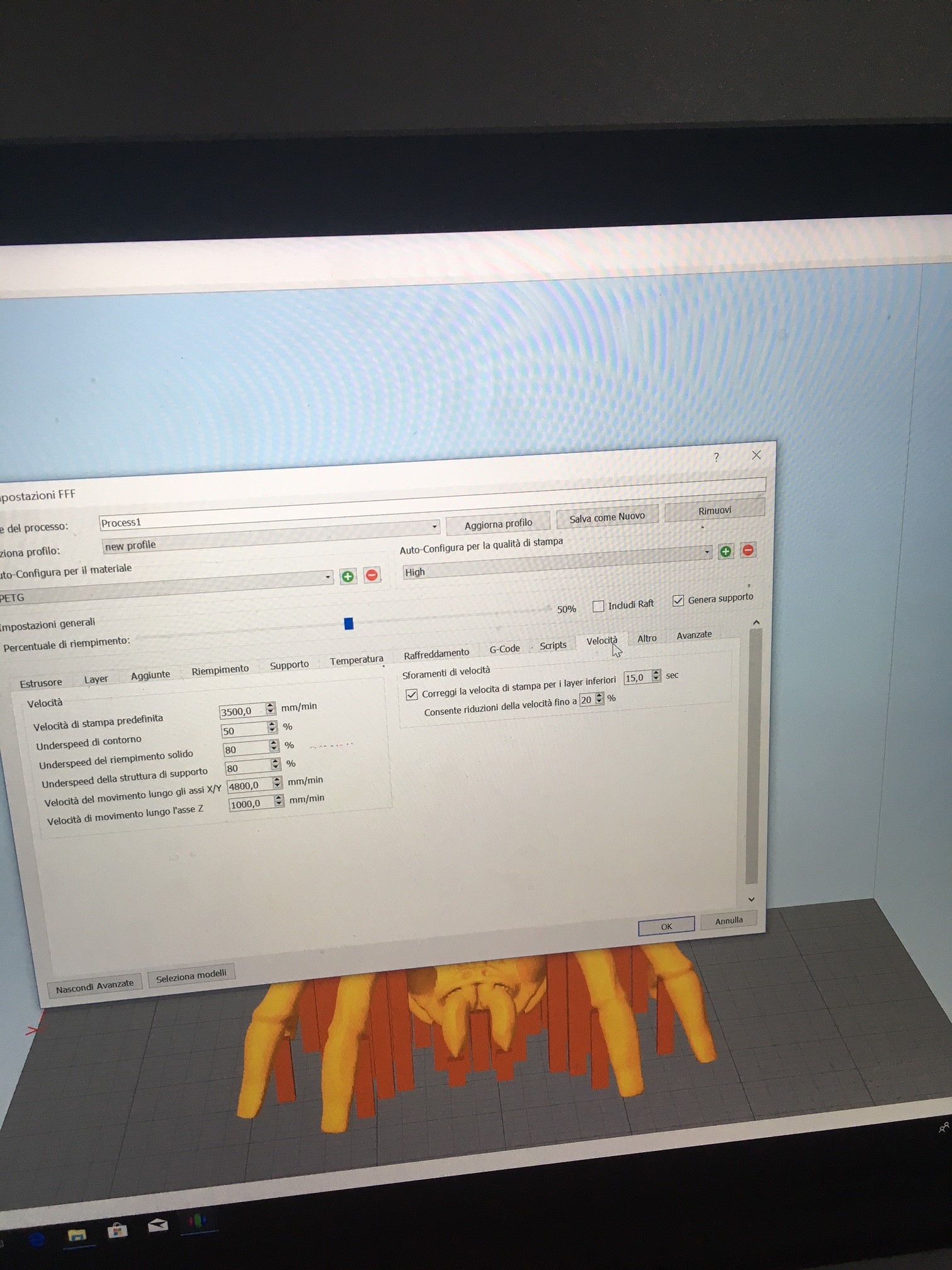
Per altezza intendi Z offset? (GCode script) Se si ho impostato 0,2, di default era 0 (Vedi foto sotto) Oggi provo a stampare la torre seguente da 180 a 220 gradi per capre quale sia la temperatura migliore: https://www.thingiverse.com/thing:2365226
-
Dubbio su temperatura PETG Sunlu
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
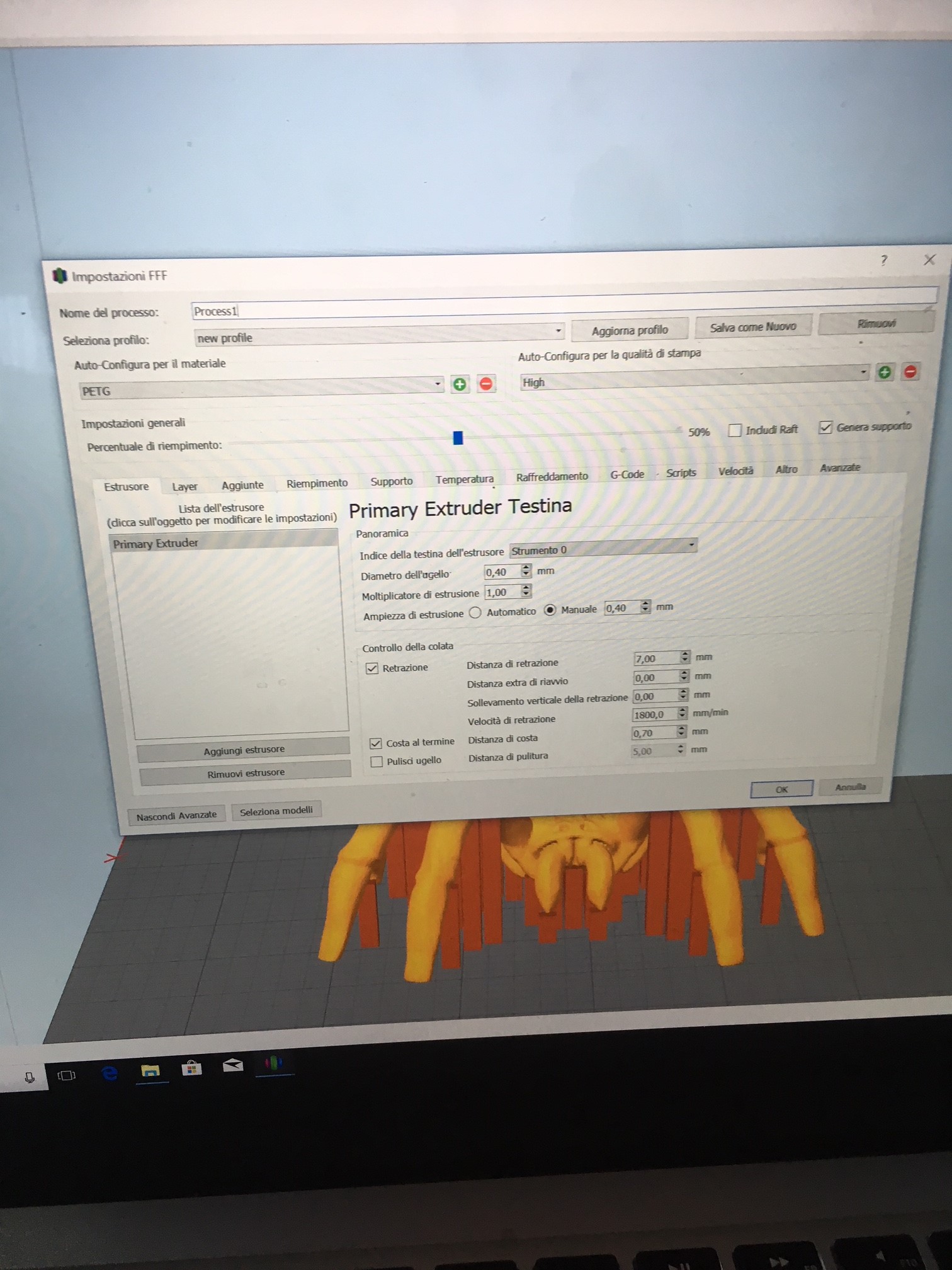
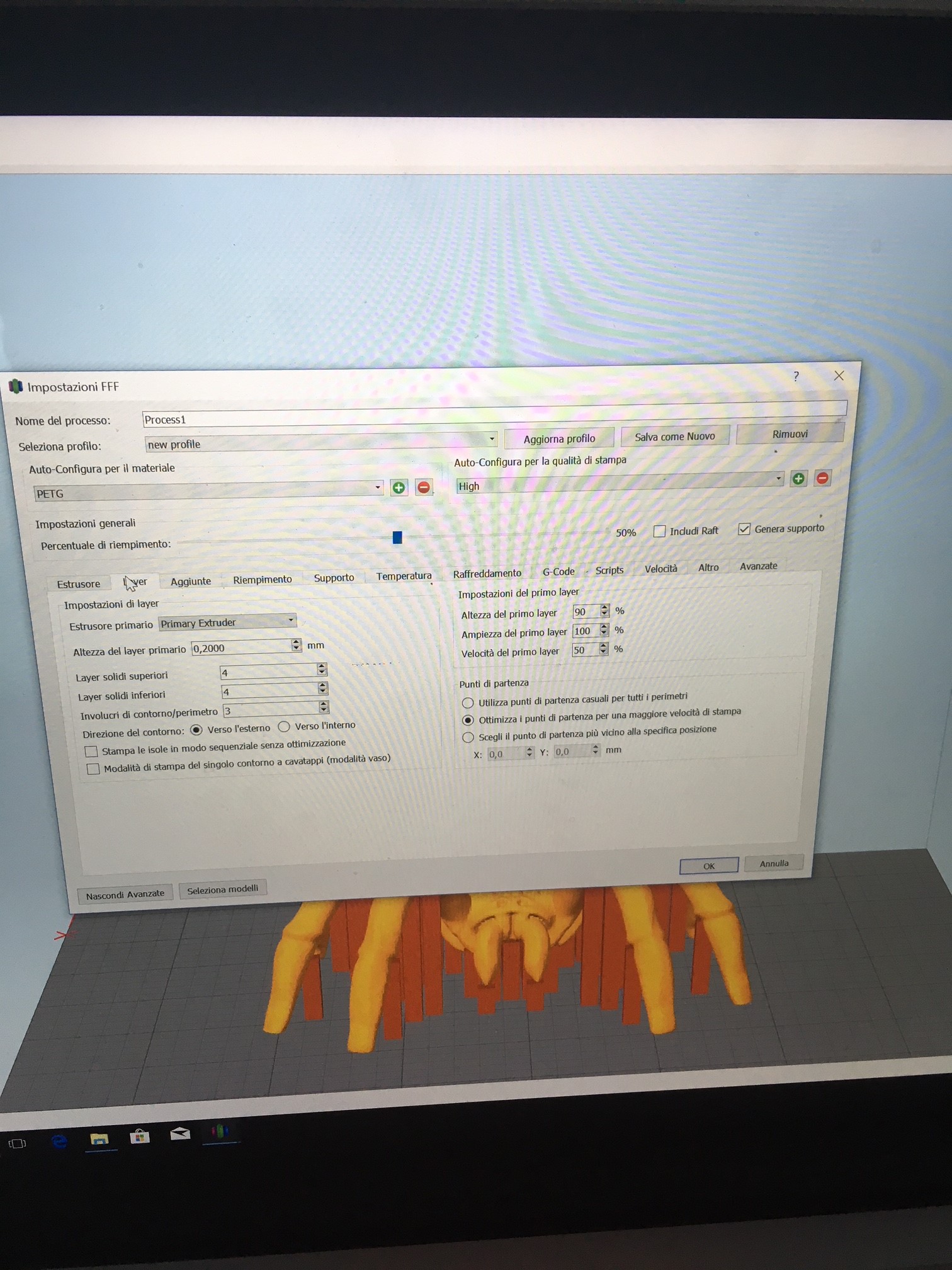
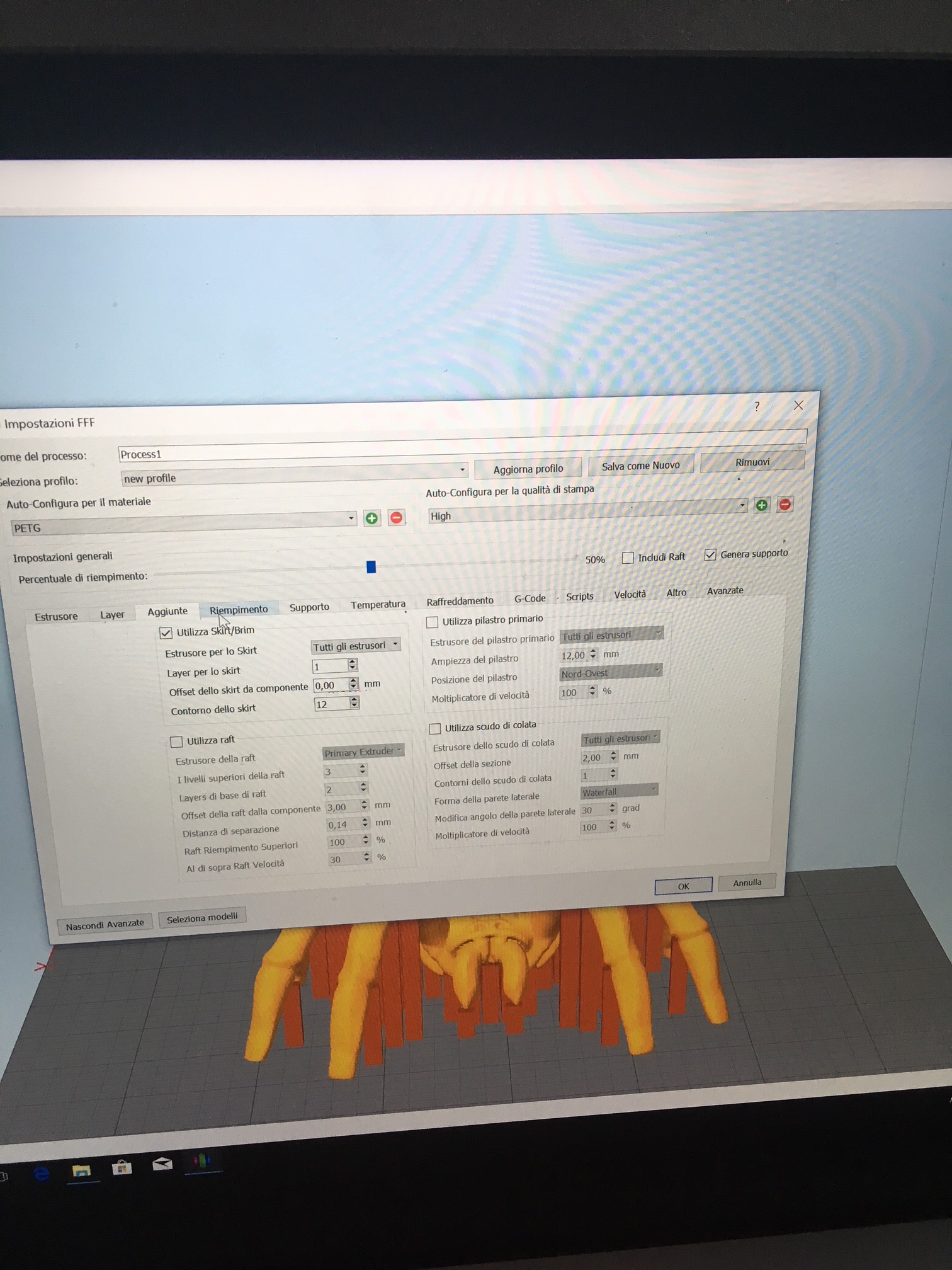
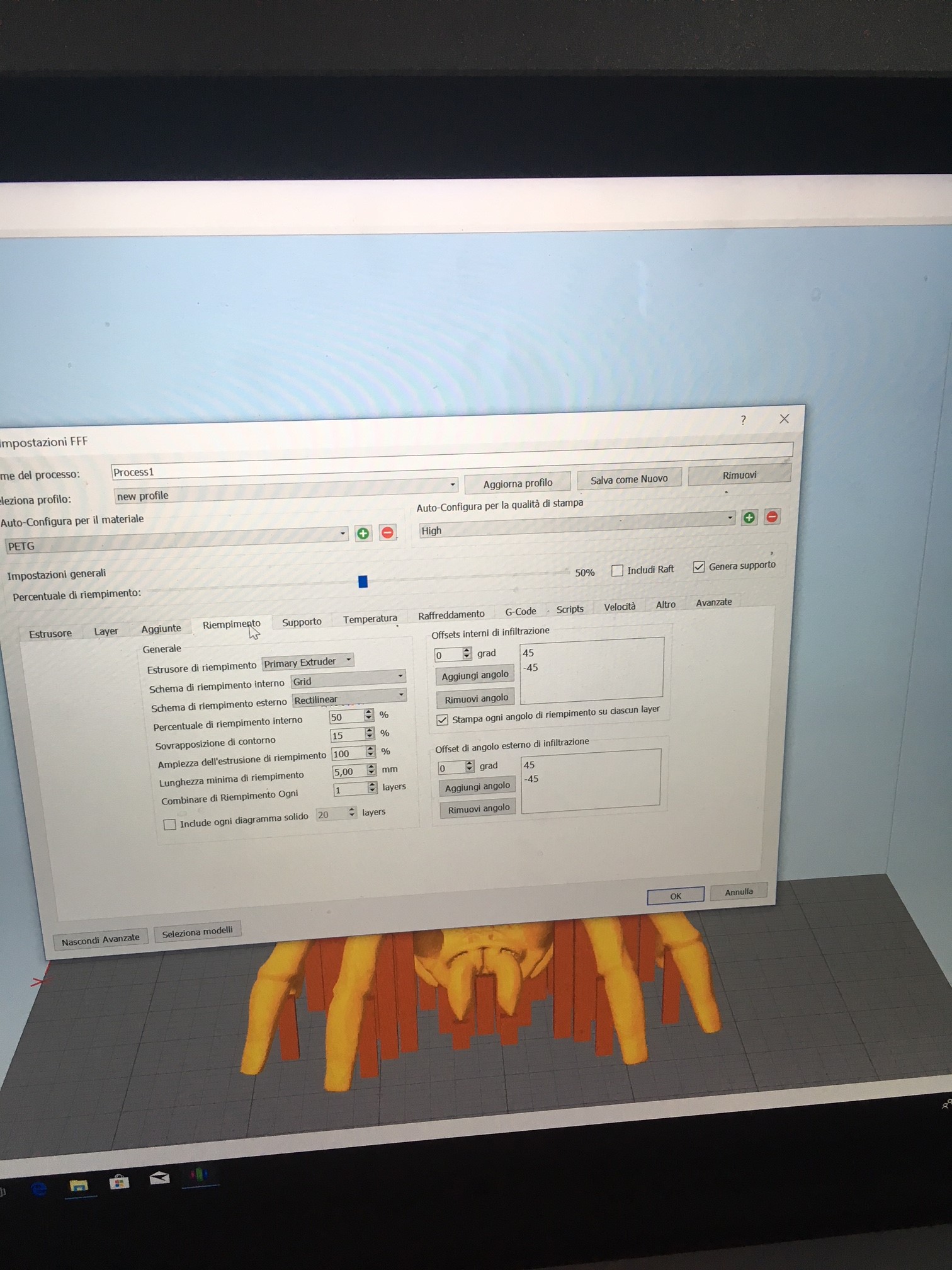
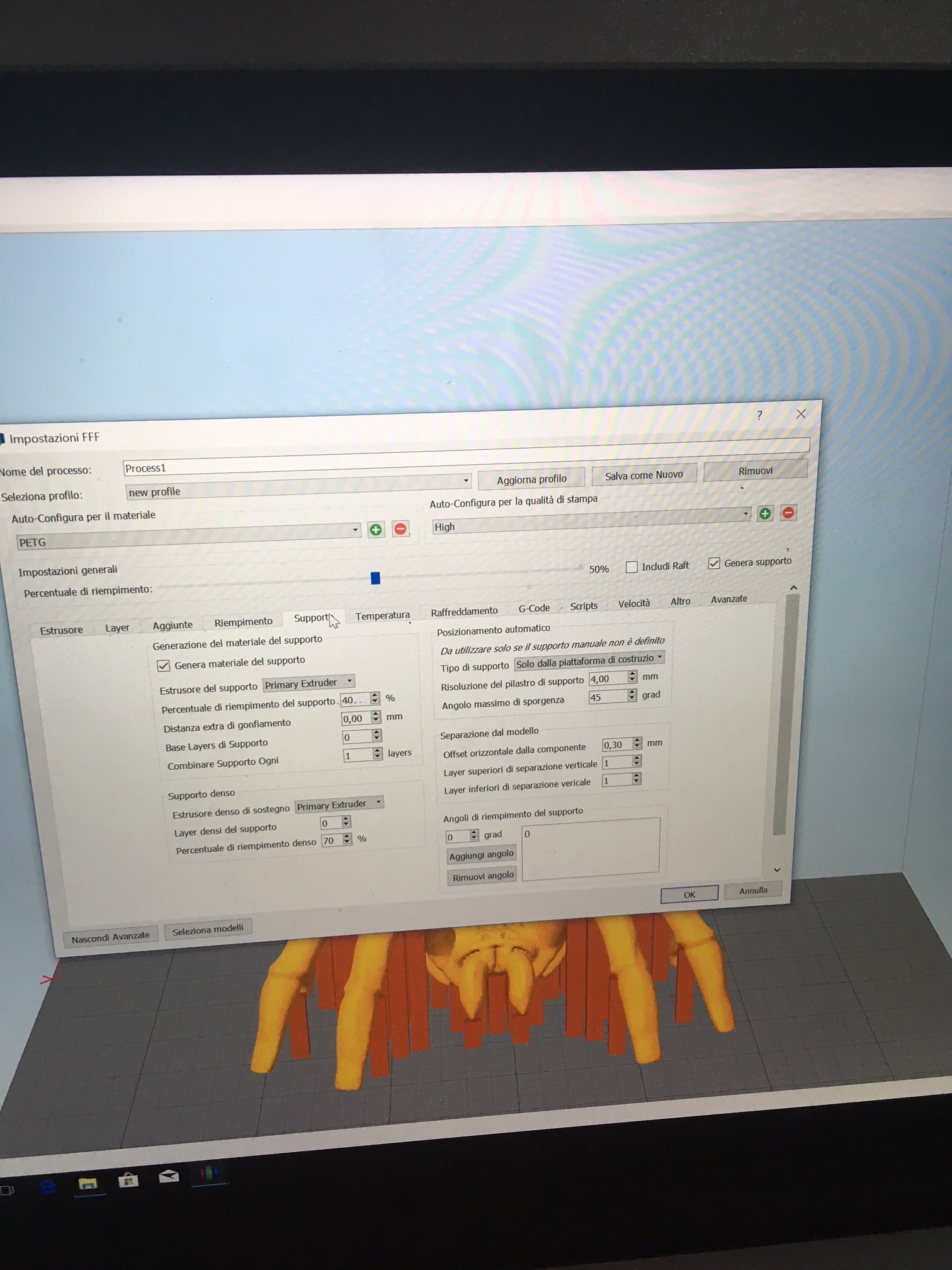
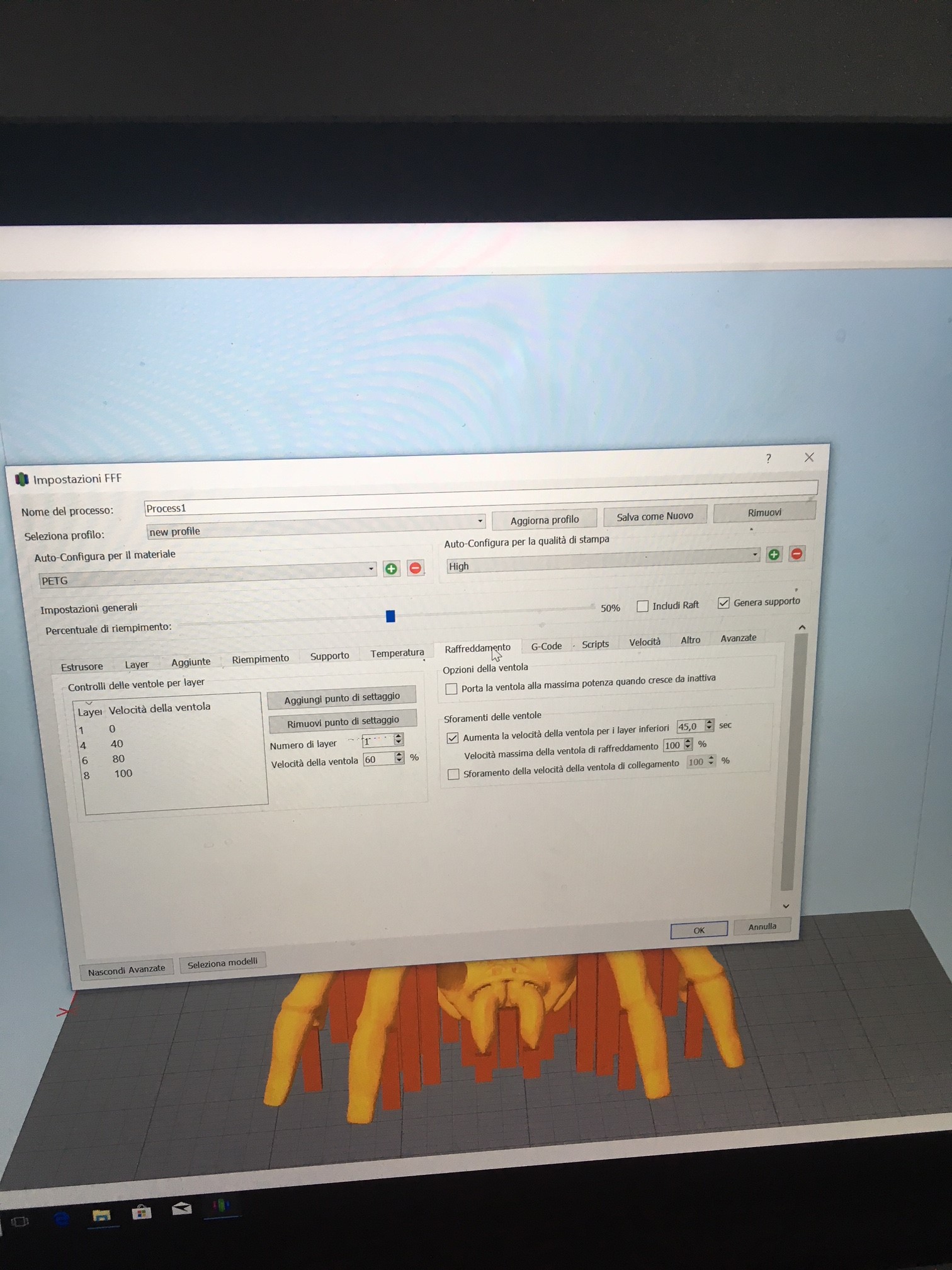
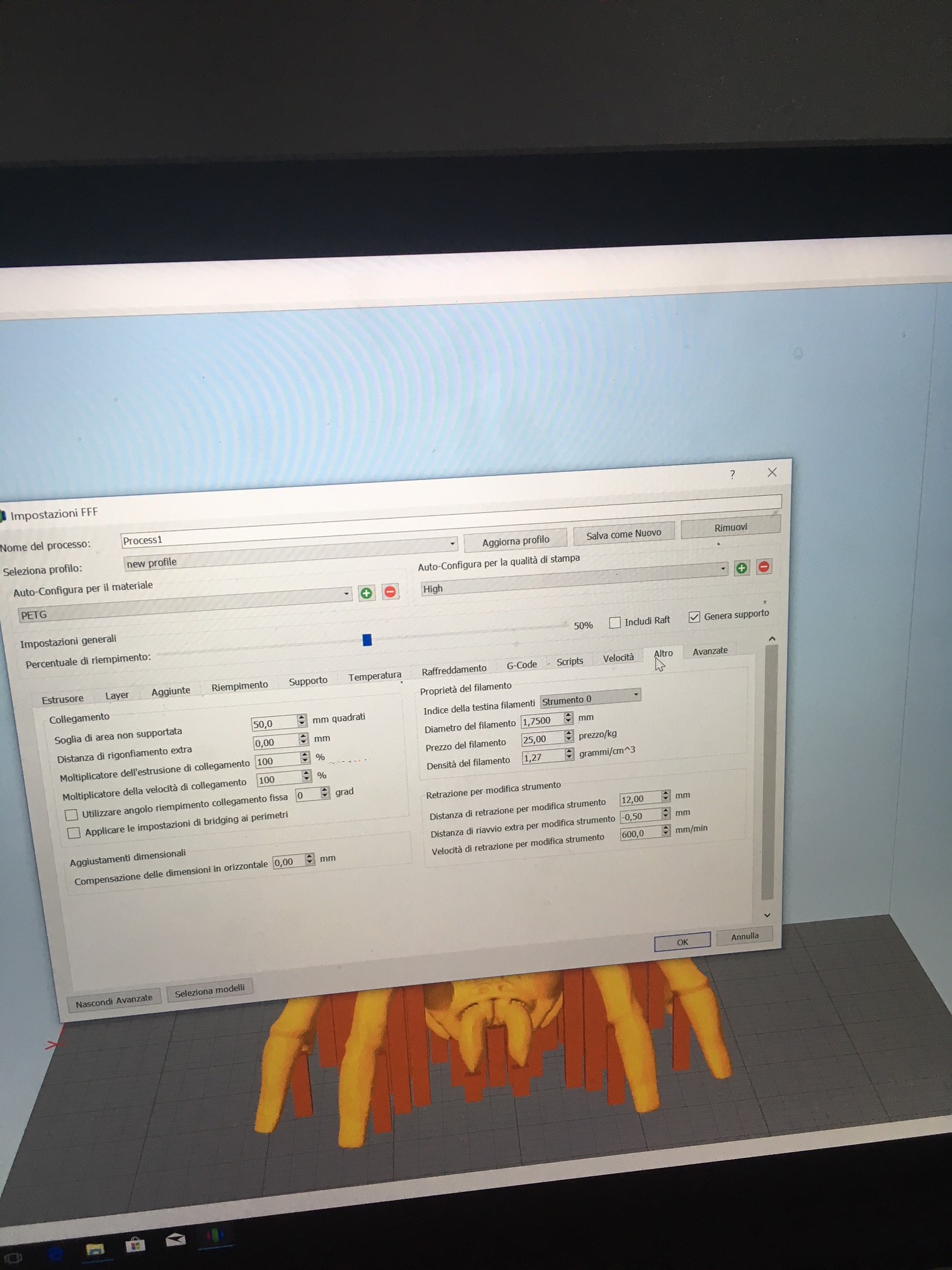
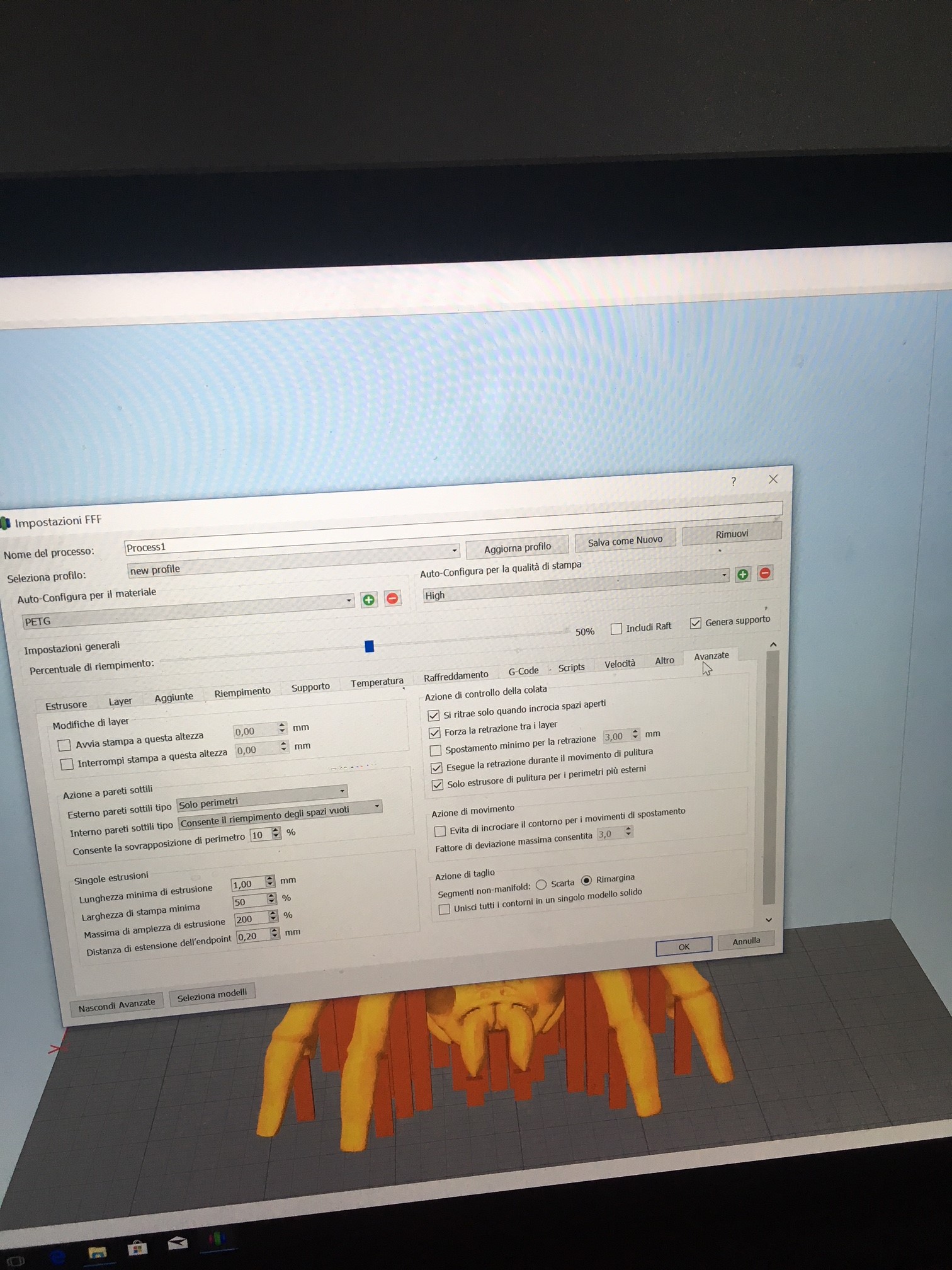
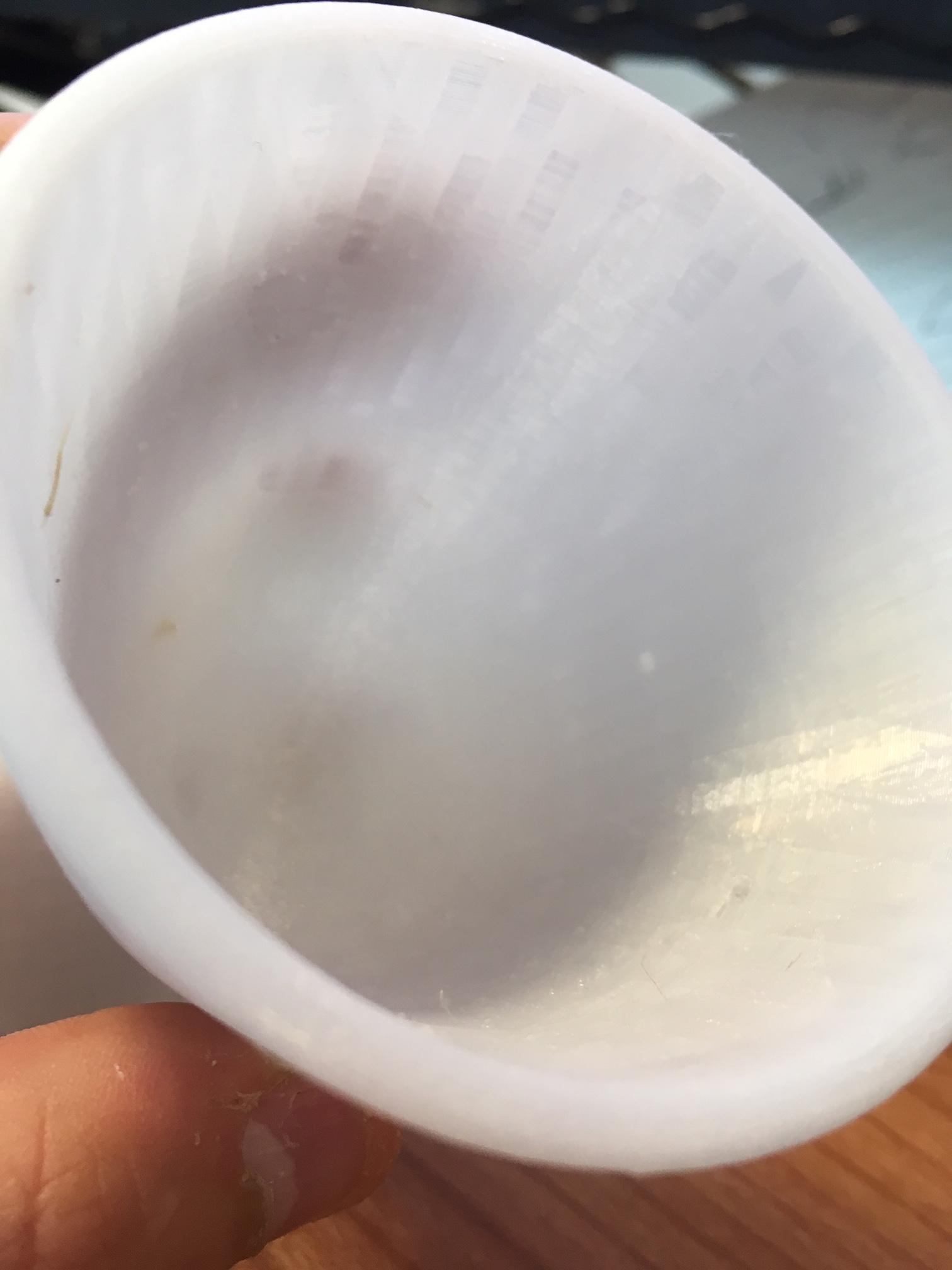
provero grazie. Potete consigliarmi qualche test da stampare per verificare quel problema? Perche se ristampo la coppetta dovrei aspettare almeno 5 ore :) Da premettere che quando stampo faccio l ovverride del flow di velocita di stampa settandolo al 70% per farla andare un po piu lenta di quanto inpostato dal software di silicing. Tra poco mando i screen della mia configurazione completa Ecco tutte le mie configurazioni: EDIT: da notare che alzo l estrusore di 0.2mm in antezza come suggerito quando si stampa con il PETG
-
Dubbio su temperatura PETG Sunlu
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
Non ho idea, so solo che in ogni stampa escono. Se vedi l ultima foto alla coppa ce qualche filo all interno bruciacchiato. Quello che mi da piu fastidio sono le tantissime bolle che si creano, non so se si vede bene dalla foto. Qualche suggerimento riguardo la mia configurazione? -
Dubbio su temperatura PETG Sunlu
tonyhhkx ha risposto a tonyhhkx nella discussione Materiali di stampa
Grazie mille per la risposta! Per il setting giusto non credo di averlo azzeccato al 100% e sono molto dubbioso perche "secondo me" ho valori di reatrazione e di coasting un po elevati se li metto in confronto a quelli usati da altri utenti. Vi allego le foto di altri oggetti stampati, quasi sempre vedo sempre del filamento bruciacchiato e piccole bolle sulla superficie. Per risolvere ho letto di usare il coasting da 0.2 a 0.5 ma ne ho provate molte addirittura 0,7, risolve abbastanza ma non del tutto. Ecco la mia configurazione che secondo me e' un po esagerata ma a voi i pareri: Temperatura ugello: 210 Temperatura base: 75 Diametro ugello: 4,00 Moltiplicatore di estrusione: 1 Distanza di retroazione: 7mm Velocita di retroazione: 1800mm/min Distanza di costa 0,70
- 33 risposte
-
- 1
-
-
- petg
- temperatura
- (and 1 più)
-
Salve a tutti ragazzi, mi chiamo Tony e ho da qualche settimana acquistato la mia prima stampante Anycubic Prusa i3 MEGA. Dopo aver provato vari PLA ho deciso di provare il PETG+ della Sunlu. Sto facendo molte prove ancora sulla giusta configurazione, magari dopo posto la mia configurazione di stampa, e' ho molti dubbi. Quello principale e' la temperatura. Il produttore, i forum, i conoscenti, insomma tutti consigliano di usare una temperatura dai 235 ai 250 gradi. Come mai io riesco a stampare il PETG anche a 180 gradi? Capisco che da stampante a stampante, da estrusore a estrusore puo cambiare la temperatura, ma 180 sono davvero pochi secondo me. Comunque sia in questo momento sto stampando a 200 gradi, ho stampato la torre da 235 a 180 gradi ma non sono ancora esperto da capire quale sia la temperatura migliore. Questi sono i miei risultati attuali con 200 gradi: Grazie in anticipo e buona giornata.
- 33 risposte
-
- 1
-
-
- petg
- temperatura
- (and 1 più)