tonyhhkx
-
Numero contenuti
170 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di tonyhhkx
-

Consiglo acquisto stampante 3d formato 300x300
tonyhhkx ha risposto a tonyhhkx nella discussione La mia prima stampante 3D
Purtroppo con budget massimo trecentocinquanta euro non riesco per la ender -
Consiglo acquisto stampante 3d formato 300x300
tonyhhkx ha risposto a tonyhhkx nella discussione La mia prima stampante 3D
Penso sia migliore mi piace molto ma costa quasi 150 in piu mi sa, le due citate le ho trovate a circa 350 -
Consiglo acquisto stampante 3d formato 300x300
tonyhhkx ha pubblicato una discussione in La mia prima stampante 3D
Salve ragazzi, grazie ai vostri consigli ho risistemato la mia i3 Mega. Sto stampanto molto sia con la mia i3 e sia con la mia Mindga D3 Pro. Ho necessita' di prendere un altra stampante da affiancare alla mia Mingda D3 perche faccio molte stampe lunghe (15-17 ore con stiratura) di oggetti alti massimo 6mm, e la vorrei anche come backup (in caso si rompe e voglio continuare a stampare) Non voglio riprendere la Mingda perche ho avuto molti problemi e di default va ristampato il sistema di raffreddamento hot end e ventola per i layer (perche non e' suficiente). Volevo anche spendere il meno possibile senza rinunciare alla qualita' raggiunta dalla Mingda D3 con clone bl touch di defualt e stavo indeciso tra queste due: Longer LK5 PRO TRONXY X5SA-400 Avete qualche consiglio su le due o magari altre alternative? Grazie mille! -
Corretto collegamento della cartuccia dell’hot end
tonyhhkx ha risposto a tonyhhkx nella discussione Hardware e componenti
Funziona senza che riscaldi nulla!! grazie a tutti! -
Corretto collegamento della cartuccia dell’hot end
tonyhhkx ha risposto a tonyhhkx nella discussione Hardware e componenti
Grazie mille! -
Corretto collegamento della cartuccia dell’hot end
tonyhhkx ha risposto a tonyhhkx nella discussione Hardware e componenti
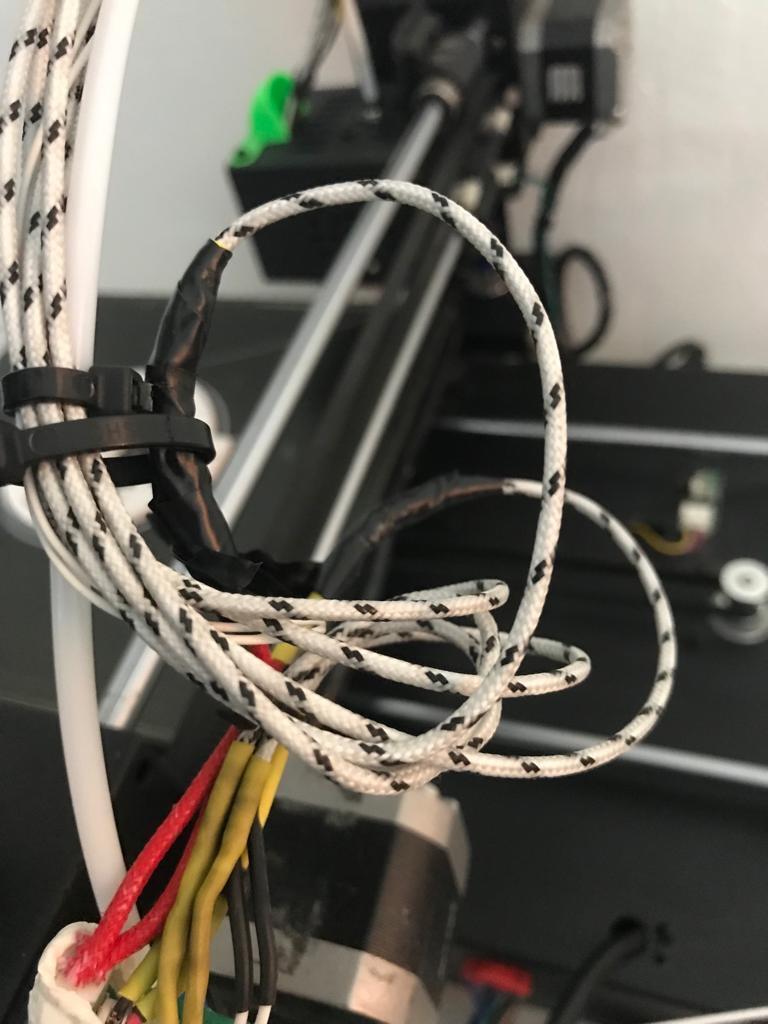
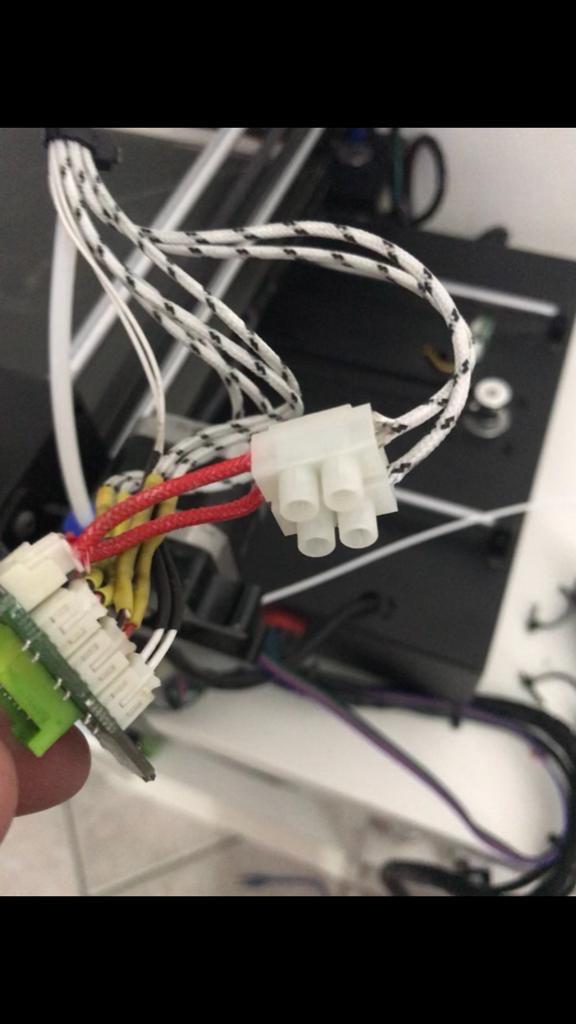
Ecco la foto, i cavi in basso Rossi sono quelli originali con L attacco su una schedina dove stanno collegati anche sensori e altro della mia i3. A quei 2 fili Rossi ho collegato la cartuccia nuova che ha in direzione i cavi bianchi e neri quindi li ho collegati con il nastro ma si stanno sciogliendo Grazie mille, ho appena fatto così, domattina provo se riscalda o meno quel morsetto 😞
-
Corretto collegamento della cartuccia dell’hot end
tonyhhkx ha pubblicato una discussione in Hardware e componenti
Salve ragazzi, ho sistemato la mia prima stampante (i3 mega) montando tutto nuovo (sensori e cartuccia hot end) Ho un problema serio con i cavi dell hot end. Ho collegato i due fili della cartuccia (che sono avvolti con un materiale per le temperature ) al connettore originale della stampante ( sempre altri 2 fili doppi avvolti con quel materiale isolante. per collegare questi fili li ho intrecciati e ho usato i tubicini termo restringenti e il nastro isolante, ma sta prendendo fuoco tutto sciogliendo tutto ciò che metto! Quindi la mia domanda da ignorante, come devo collegare e isolare i fili? Posso anche saldarli ma il nastro prenderà sempre fuoco 😞 -
Problema oozing con PLA+ SUNLU
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
Grazie mille a tutti per i consigli, provero' ad alzare leggermente la temperatura. Quando usavo il classico PLA 5 anni fa con la i3 Mega non ho mai avuto problemi di oozing o varie, la retroazione l-ho scoperta solo con il PETG 🙂 Forse i PLA+ sono leggermente piu viscosi bhu -
Problema oozing con PLA+ SUNLU
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
Aggiornamento, stampa di 12 ore bloccata dopo 5 ore. Era andata via la corrente ma poi aveva ripreso, ora non so se è stata colpa della corrente o si è inceppato per la bassa temperatura -
Problema oozing con PLA+ SUNLU
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
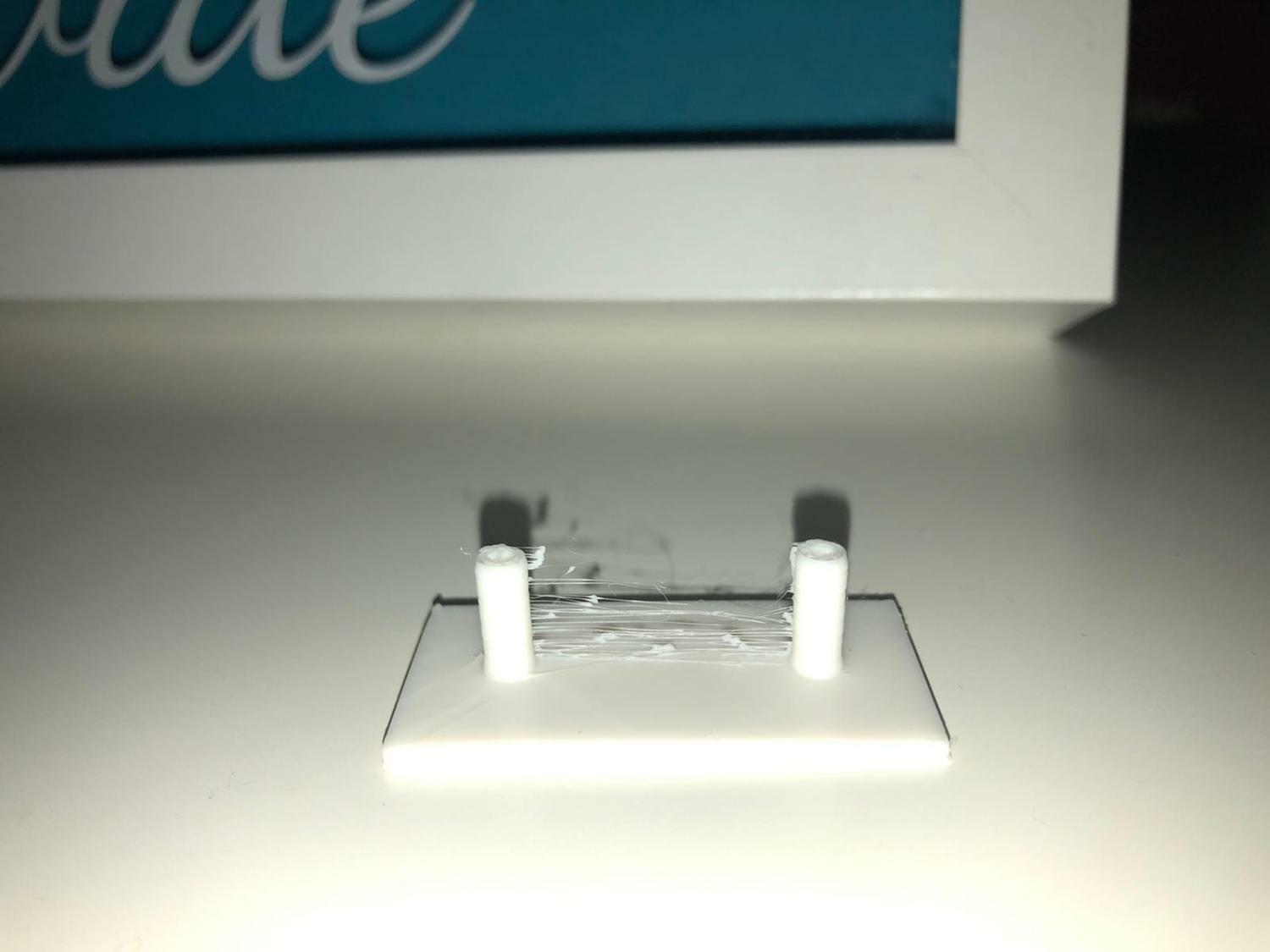
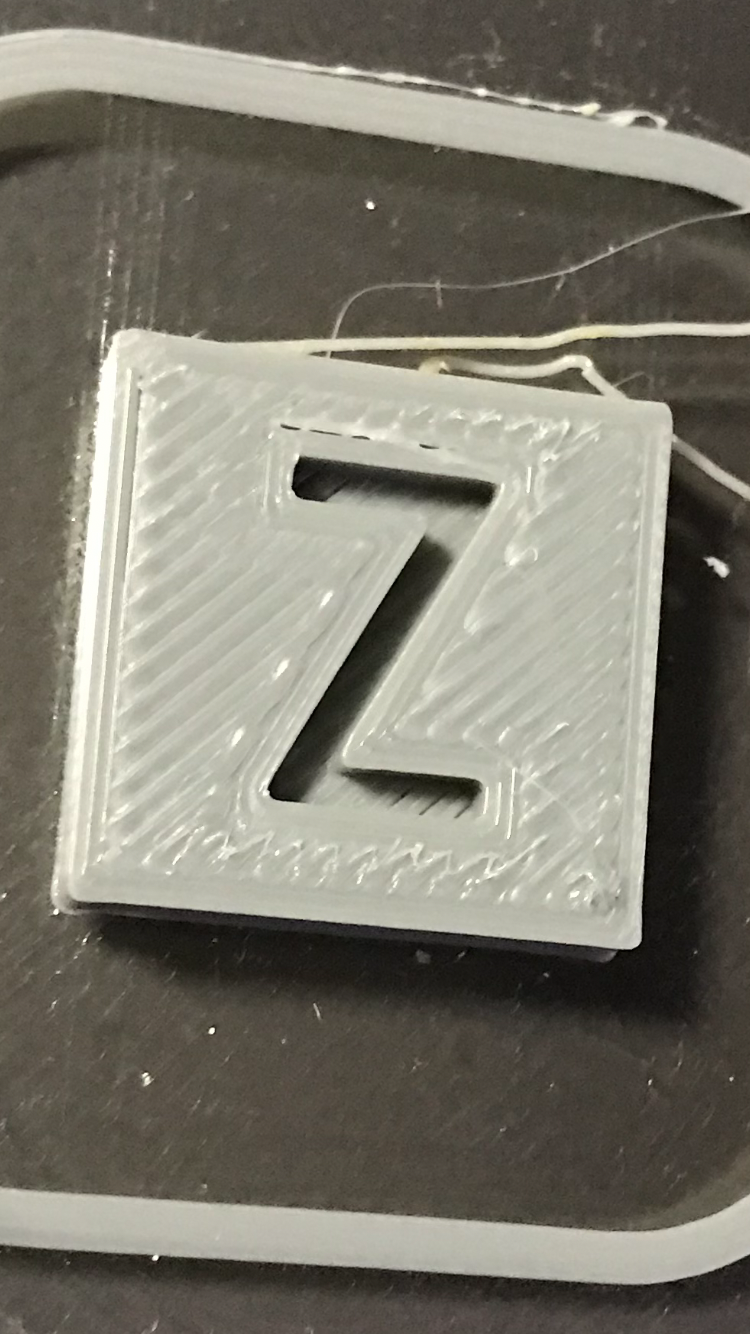
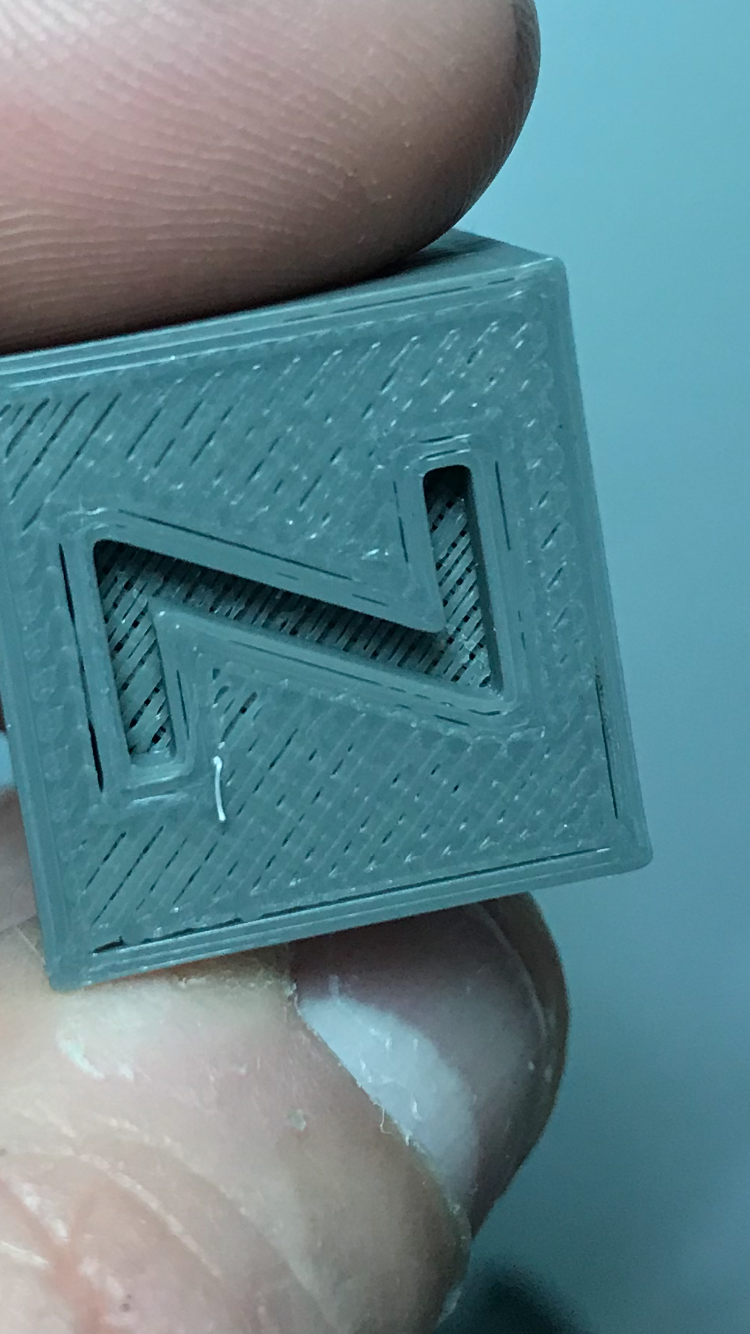
Ho rifatto da capo, sono arrivato a 3mm di retroazione e ho abbassato la temperatura a 190! Secondo me è troppo bassa per il PLA+, metto 195 per sicurezza. Questo è il risultato finale che è davvero molto meglio ma si vedono ancora delle piccole bolle sui bordi. Anche con il coasting non scompaiono. cosa ne pensate?
-
Problema oozing con PLA+ SUNLU
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
Grazie mille, quindi come miglioro le cose, abbassando a 3 provando a levare lo z hop? -
Problema oozing con PLA+ SUNLU
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
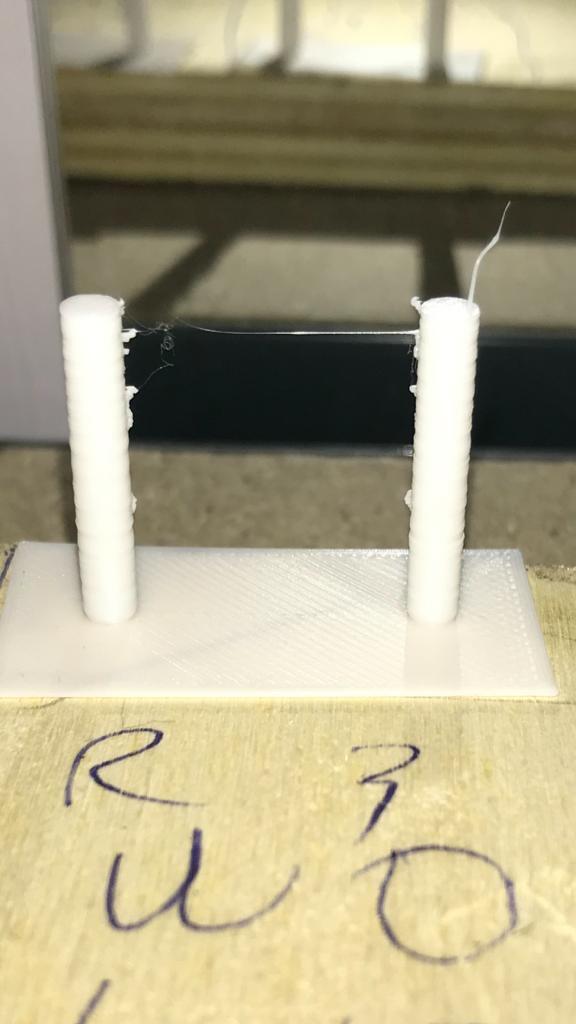
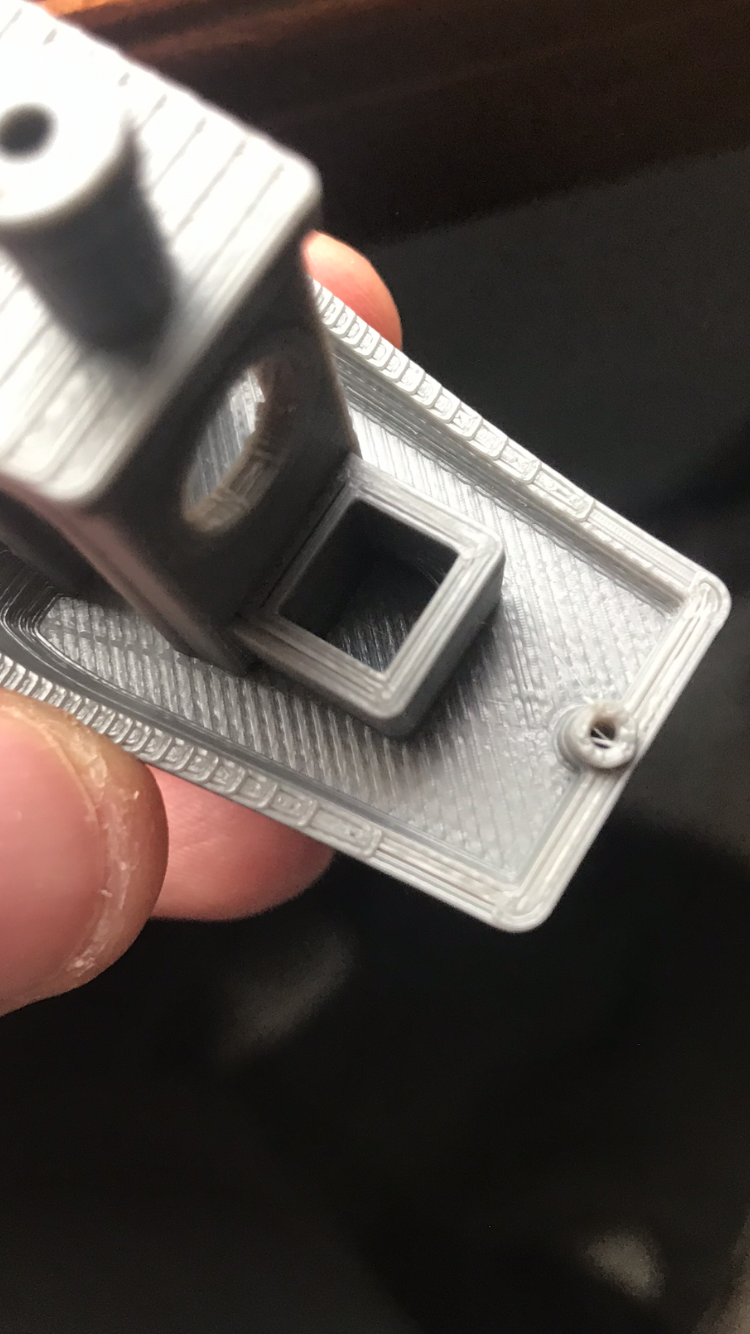
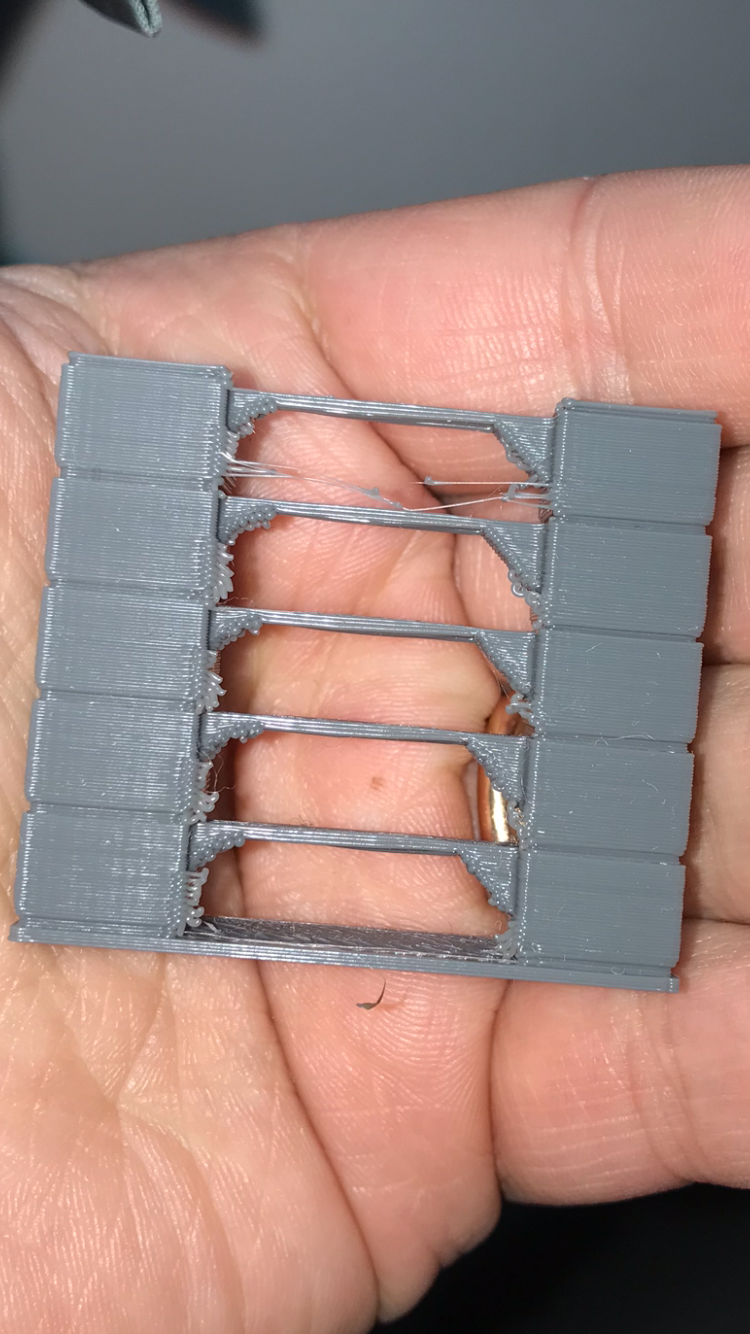
Questo e' il risutlato con quella configurazione (inizio della torre e' stata stampanta a 190 e la parte finale a 220/230, quindi in entrambi i casi sempre oozing)
-
Problema oozing con PLA+ SUNLU
tonyhhkx ha pubblicato una discussione in Problemi generici o di qualità di stampa
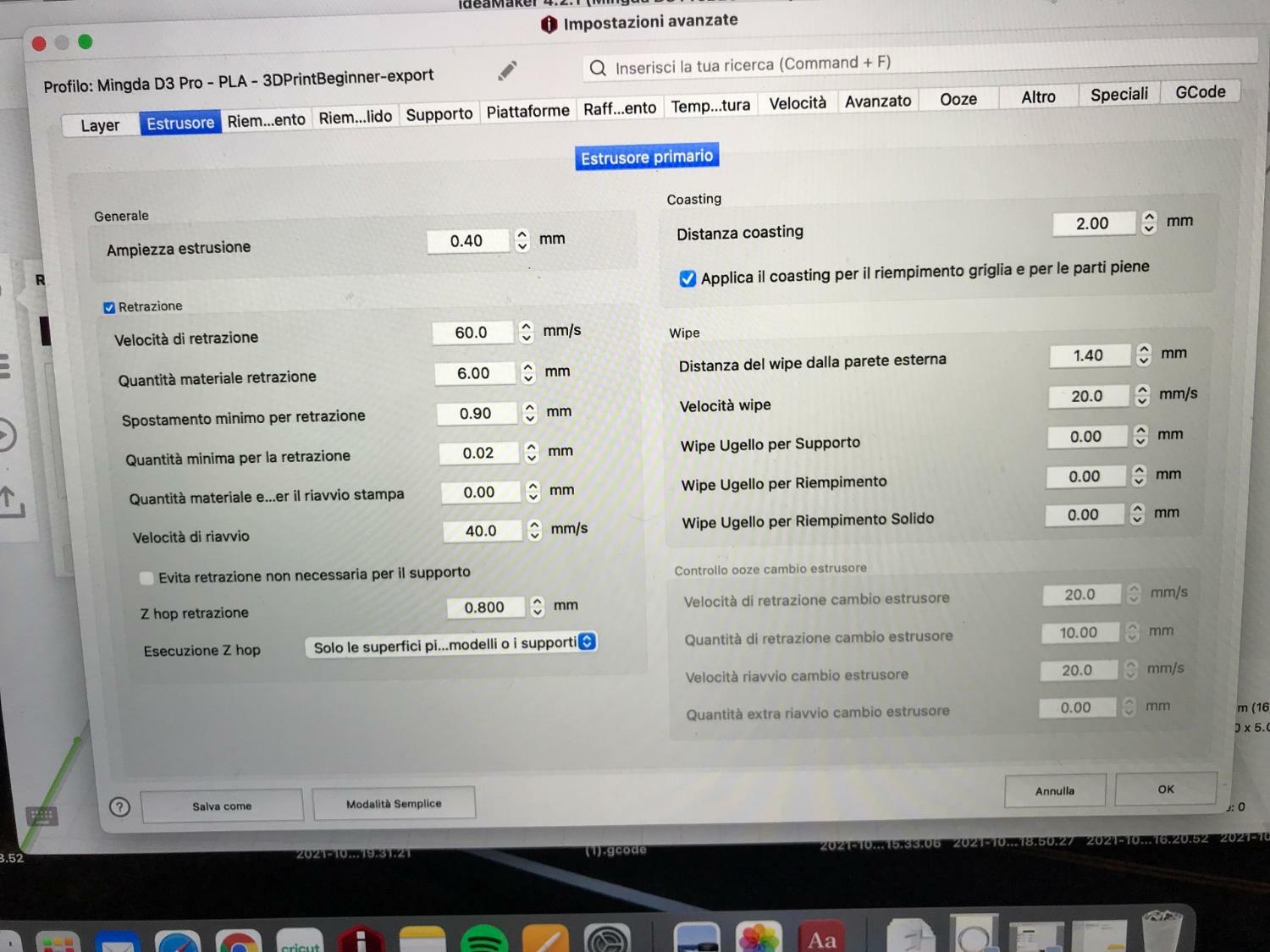
Buon giorno a tutti, da qualche settimana ho risistemato la mia Mingda D3 Pro che in passato ha avuto tanti problemi di livellamento e PID (ora finalmente risolti). Ho resettato e riconfigurato da zero il mio profilo ideamaker per una stampa precisa con del PLA+ della Sunlu appena comprato, ma non riesco a risolvere il problema dell'oozing. Di solito ho avuto questo problema e l'ho anche risolto con il PETG in passato, ma stranamente ho questo problema con il PLA. Ho provato con temperature da 190 a 220 e non cambia molto con questa configurazione (PS: ho un direct extruder). Cosa ne pensate? Penso di aver spinto abbastanza con retroazione e coasting visto che ho un direct e stiamo parlando di PLA. 6mm retroazione 2mm coasting 1.2 wipe Cosa potrebbe essere?
-
Linee orizzontali sulla stampa
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
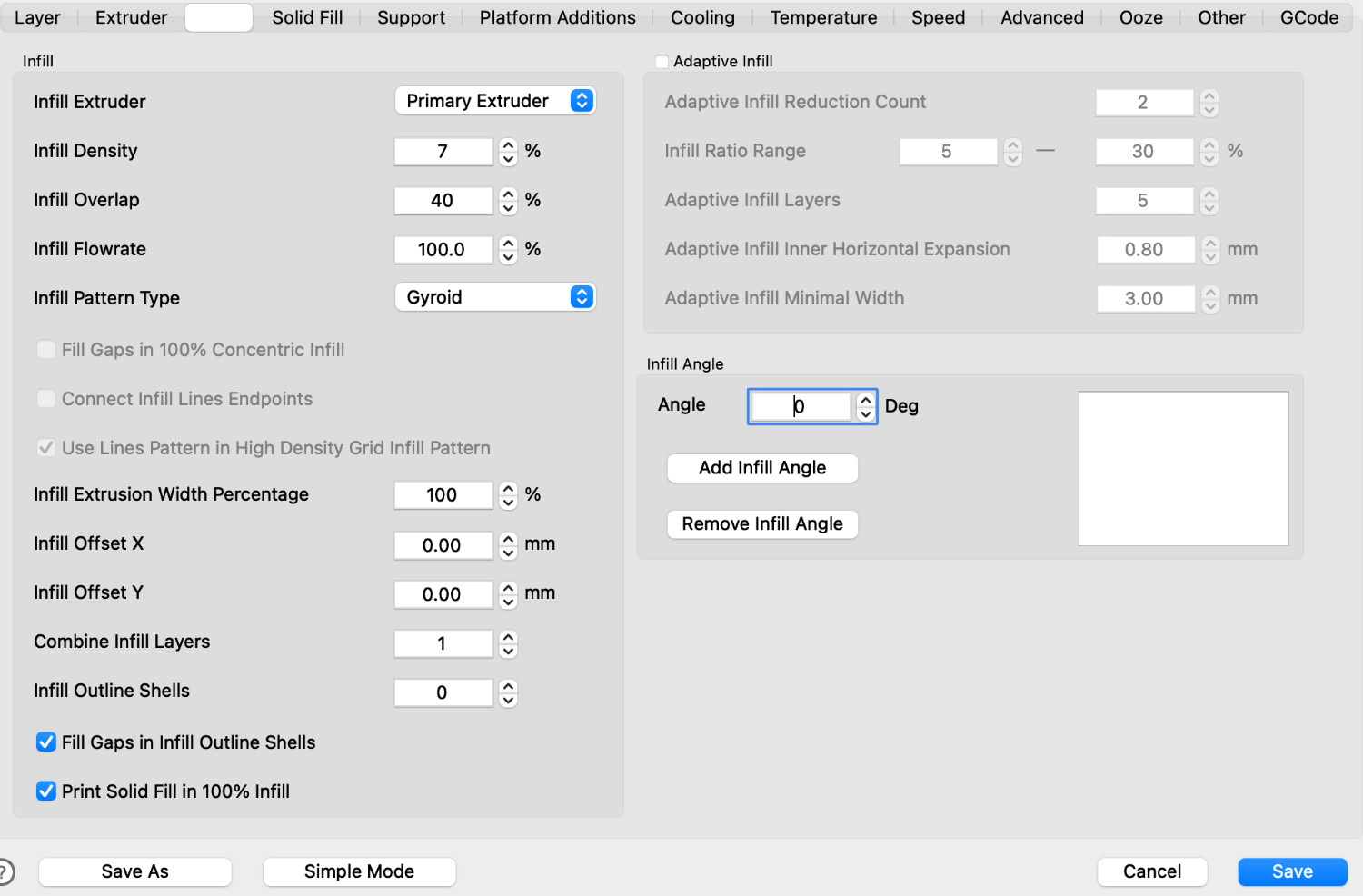
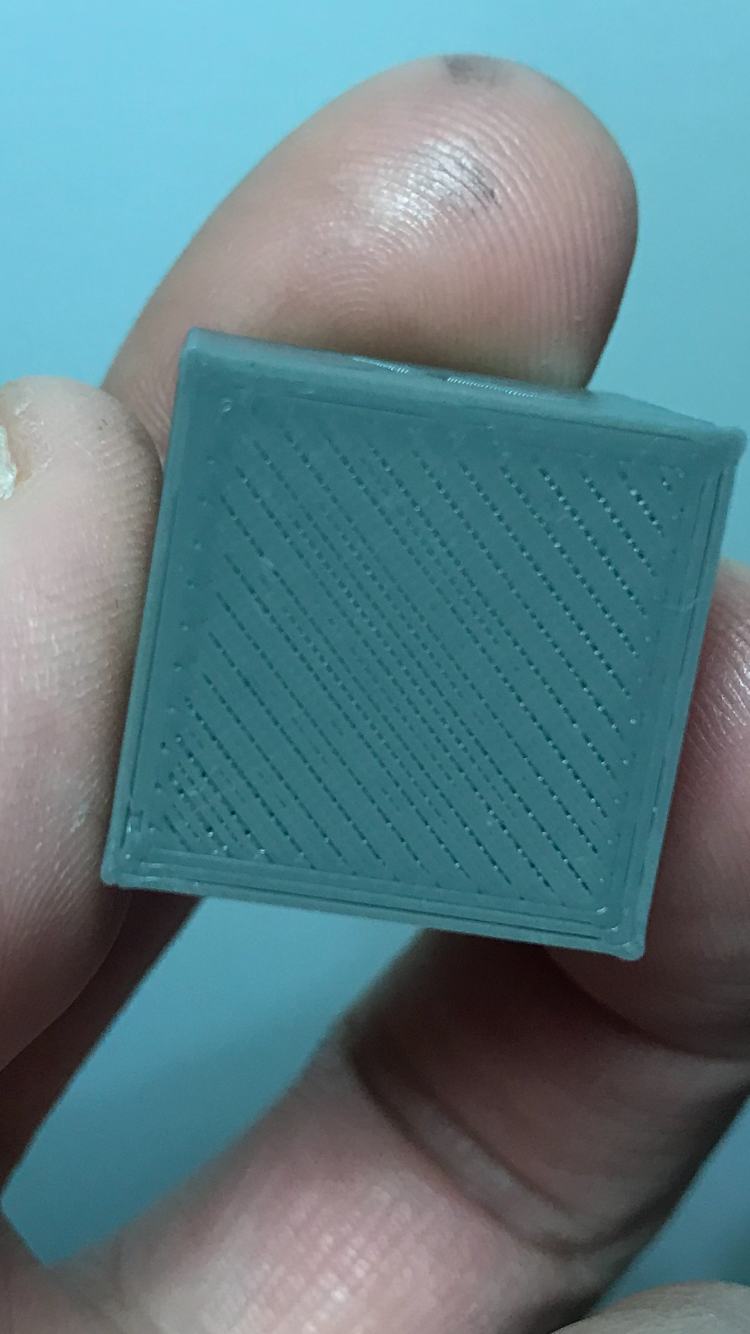
Allora ho rifatto la ricalibrazione estrudendo 20cm di filamento invece di 14cm e ne estrudeva un po’ di più, quindi cambiato da E118.3 ad E116. Poi ho rifatto il thin wall test però l’ho fatto con 2 di pareti in modo che con with 0.45 dovevo misurare 0,90. Li estrudeva poco misurando 0.82/0.84. Quindi ho ricalibrato il flow globale che era a 76 ad 85.3 Ho riprovato a stampare la parte finale de cubo lasciando solamente il top and bottom flow rate a 110% ma lasciando a 40% l overlap con i perimetri. Direi ottimo risultato ma si vede un po’ di linea sempre a sinistra e un po’ sulla Z
-
Linee orizzontali sulla stampa
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
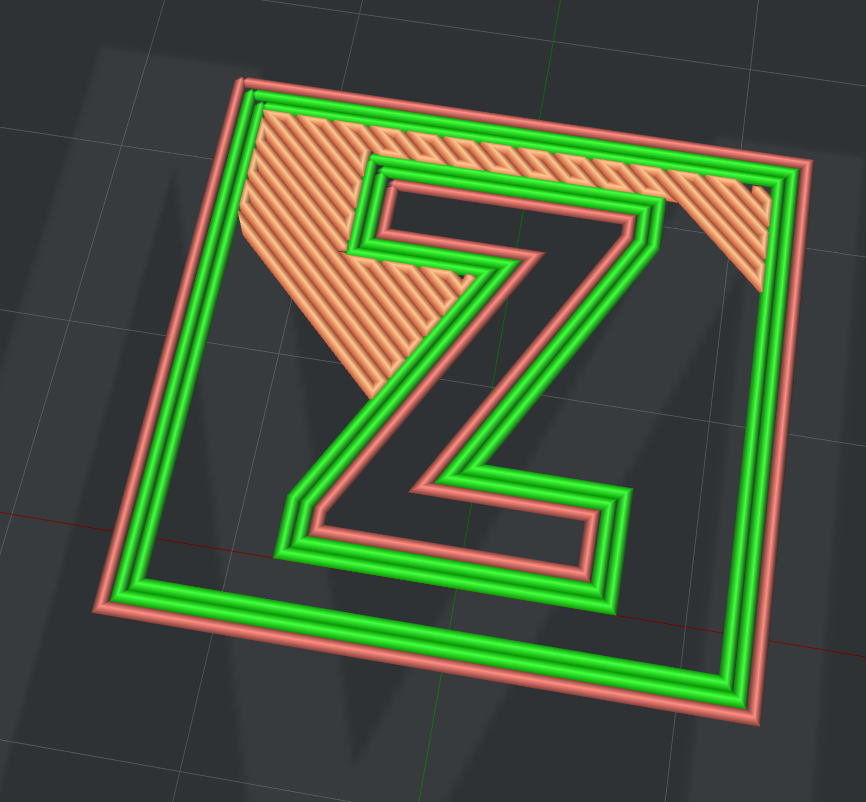
no sembra tutto ok, però se abbasso il flow del top per non andare in over escono i spazi anche tra la Z e i bordi, nei perimetri insomma Ho comunque provato a fare la barchetta con questa impostazione
-
Linee orizzontali sulla stampa
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
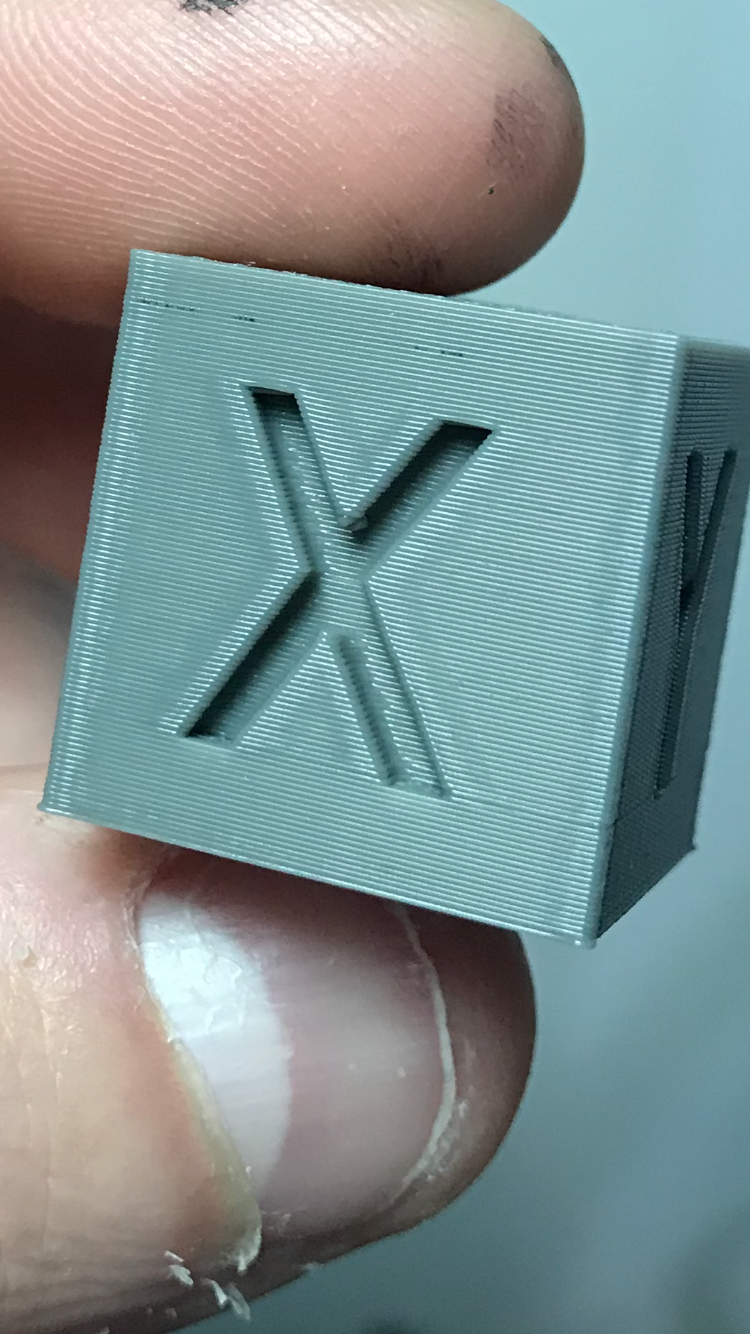
Allora ho provato a fare 5-6 mezzi cubi (solo la parte di sopra). L underextrusion si risolve subito ma vedo sempre spazi tra perimetro e infill. Ho provato diverse configurazioni aumentato sua top width e top flow, ho ridotto anche la velocità ma questo è il miglior risultato che ottengo (in termini di spazi tra perimetro e riempimento nonostante sembra essere overextrusion). C'è ancora una linea solo da un lato stranamente e ho messo anche l'infill overlap al 40%. Qualche suggerimento?
-
Linee orizzontali sulla stampa
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
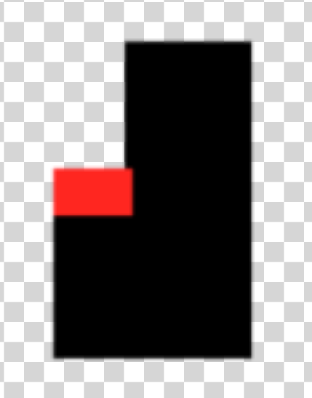
Nel senso, se stampo una figura simile tipo due palazzi uno alto e uno basso attaccati, i top layer sono solo gli ultimi in alto del palazzo alto e quindi quelli in basso (in rosso) escono in lower extrusion?
-
Linee orizzontali sulla stampa
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
Grazie mille Killrob, proverò ad aumentarlo a 150/160%. Una volta provato sicuramente avro i layer ben saldi sopra e sotto, ma potrei avere problemi nel mezzo su forme curve o altro? Magari provo a fare la barchetta e vedrò come si comporta -
Linee orizzontali sulla stampa
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
Grazie mille, allora ho provato a fare il Thin Wall test per far si che estrudendo a 0.45 il cubo esca spesso di 0.45. Mettendo anche la misura del filamento precisa (1.72) sono arrivato ad avere un flow rate del 76.8% davvero molto basso. Cosi facendo il thin wall test esce azzeccato a 0.45, ma il cubo esce con i layer leggermente lowerextrusion nel bottom e top. Mi consigli di lasciare come flow? Oppure bisogna solo aumentare il flow de bottom e top? Il first layer sta gia a 120%
-
Linee orizzontali sulla stampa
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
Provato con 230 ho stampato un supporto e ci sono queste strane macchie
-
Linee orizzontali sulla stampa
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
Ecco la nuova piccola torre. Dall’ alto 220 verso il basso fino a 240: 220 225 230 235 240 cosa ne pensate? 235 forse? Così provo il cubo con questa temperatura
-
Linee orizzontali sulla stampa
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
lo dico per esperienza che ho fatto che ho avuto molti problemi che diciamo ho risolto ma si potevano evitare -
Linee orizzontali sulla stampa
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
ahahahahha mingda come spendi mangi infatti -
Linee orizzontali sulla stampa
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
pero noto che c'è piu strining alle basse temperature. PS: ho appena controllato il sito della SUNLU e dice che il PLA+ va da 210 a 235!!! Sto rifacendo la torre con quel range, sotto i 210 non va bene per questo filamento. Io ricordavo che stampavo a 180 con il PLA 4/5 anni fa prima di riprendere la stampa 3d 🙂 -
Linee orizzontali sulla stampa
tonyhhkx ha risposto a tonyhhkx nella discussione Problemi generici o di qualità di stampa
Ho fatto una tower per vedere la temperatura, come temperatura qual è la migliore? sembra quasi che sia 200 forse perché ho una bella ventola 4020?