andrea2
-
Numero contenuti
97 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di andrea2
-
strano comportamento dopo livellamento
andrea2 ha risposto a andrea2 nella discussione Problemi generici o di qualità di stampa
ecco ; Default start code G28 ; Home extruder G29 M420 S1 M421 I0 J0 Q-0.02 M421 I1 J0 Q-0.05 M421 I2 J0 Q-0.04 M421 I0 J1 Q-0.01 M421 I1 J1 Q0 M421 I2 J1 Q0.03 M421 I0 J2 Q0.01 M421 I1 J2 Q0.02 M421 I2 J2 Q0.02 M420 Z10 M107 ; Turn off fan G90 ; Absolute positioning M82 ; Extruder in absolute mode G92 E0 ; Reset extruder position G1 X100 Y100 Z50 F9000 G4 S1 M75 -
strano comportamento dopo livellamento
andrea2 ha risposto a andrea2 nella discussione Problemi generici o di qualità di stampa
Posso provare, ma quello che non mi torna è il perché due stampe di fila non le fa. Se devo fare la seconda devo spegnere la stampante e riaccendere. E poi faccio G1 -
strano comportamento dopo livellamento
andrea2 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti, da un po' di tempo, non mi ricordo cosa e se ho modificato qualcosa a livello di gcode, sto assistendo ad una cosa che mi costringe ad interrompere la stampa. Innanzitutto allego il gcode di un semplice cubo (stampa solo un layer) e i video del momento incriminato. Come abitudine, all'inizio della stampa, il bltouch sonda su 9 punti (3x3), poi dopo il nono punto sale a X100Y100Z50 e si ferma per 4 secondi per darmi il tempo di pulire l' ugello, poi inizia a stampare. Il problema e' che terminato il programma, senza spegnere la stampante, lancio un nuovo qualsiasi programma e questo punto la stampante si comporta cosi: sonda 9 punti, OK ma invece di salire a X100Y100Z50, si comporta come si vede nel video, cioe' va al centro e sembra iniziare la stampa. Non ho mai provato a lasciarla lavorare perche' vedo che inizia a scendere non so fino a dove, e sono costretto a spegnere la stampante per evitare il peggio. Ripeto, se lancio due stampe, la prima la fa bene, la seconda di fila mi crea il problema. Sembra ignorare il comando X100Y100Z50, e pensando di essere gia a Z50 scende a livello di stampa. Lo fa sia da SD che da repetier host. grazie VID_20200614_162518.mp4 cubo.gco -
Geeetech Prusa i3 Pro b - livellamento piatto
andrea2 ha risposto a Astrokiara nella discussione Problemi generici o di qualità di stampa
io ho una stampante come la tua (geeetech pro b )ultimamente, se ti posso consigliare, mi sto trovando bene con: bltouch babystepping poi come piano di stampa ho appoggiato sul bed una piastra di acciaio con (come si vede dalla foto) dei pezzi di plastica incollati nella parte inferiore della piastra. Gli smussi sugli angoli sono per dare sfogo alle teste delle viti. Le dimensioni della piastra sono 6mm per parte piu' grande del bed. Ho posizionato la piastra sul bed, centrata ad occhio, poi ho iniziato ad incollare da sotto i pezzi di plastica, in modo che non si sposta. In questo modo non ho bisogno delle mollette per tenerlo fermo.
-
Ah, e hai trovato miglioramenti in fatto di forza di trazione? Hai il modulo in parallelo come quello postato?
-
Comunque, una curiosita'....... premettendo che sono poco afferrato in elettronica, attualmente un motore viene alimentato a 12v, e mettiamo che il motore assorbe 2A (che il driver A4988 riesce a fornire), e ha una certa coppia di estrusione, quindi forza tot con cui spinge il filamento. Se metto due motori alimentati in parallelo con un solo driver , i motori vengono alimentati sempre a 12v, ma il driver non riuscira' a fornire 4A (2A ogni motore) , ma sempre 2A ( il massimo per il A4988) e ogni motore avra' 1A. Mi sembra di aver capito che piu ampere uguale piu forza. Pertanto la forza di estrusione per ogni motore sara' la meta', che sommata all' altra meta' dell altro motore avro' la stessa forza di estrusione di quando monto un solo motore. Sono stato contorto vero? O non ci ho capito niente? Oppure detto in altri termini, se ho due motori che assorbono 2A ciascuno, messi in parallelo dovro' avere un driver che fornisce 4A, altrimenti e' inutile metterli in parallelo. illuminatemi, grazie
-
Infatti ho cercato qualcosa del genere https://www.amazon.it/accessori-stampante-FYSETC-parallelo-passo-passo/dp/B07P85D1JR/ref=sr_1_1?__mk_it_IT=ÅMÅŽÕÑ&dchild=1&keywords=cavo+z+estrusore&qid=1588517699&sr=8-1 pensero' a questa soluzione. grazie
-
si, certo ma dato avrei tutto il materiale non volevo acquistare altro. Quindi riassumendo, usare E1 e E2 con uno o due driver, ma che rispondano all' unisono al comando E.
-
ok, ma la mia curiosita' continua. Si puo' a livello firmware?
-
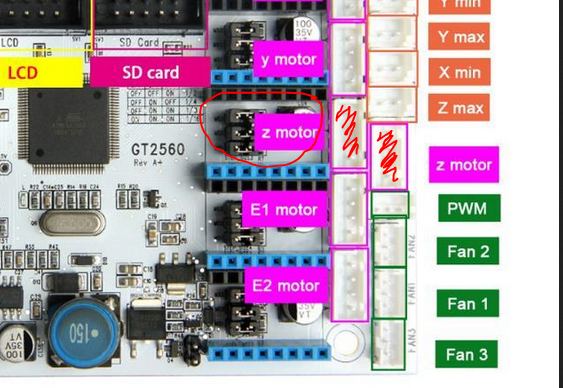
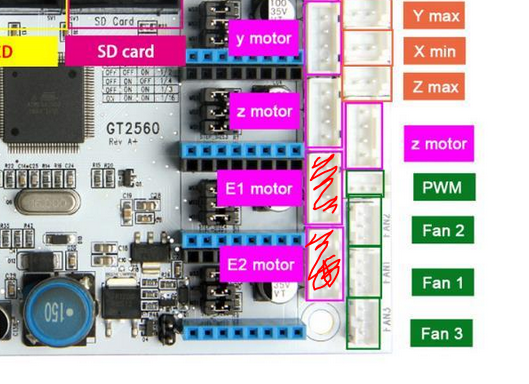
Ogni tanto mi vengono delle idee, non so se sono realizzabili o se gia' qualcuno le ha gia' sviluppate. Mi spiego meglio. Tutto nasce dalla necessita' di avere piu' forza da parte del motore estrusore, e vedendo il BONDTECH con doppia ruota godronata, ho pensato, e' possibile comandare due motori invece di uno nella zona spingifilo? Avendo una GT2560, ho notato che per l' asse Z si ha due motori comandati da uno driver. Inoltre ho due ingressi per altri due motori E1 e E2. A livello firmware, i due motori Z sono comandati da un driver, mentre gli E1 e E2 sono definiti attualmente separati e comandabili separatemente dal rispettivo driver. Ora, e' possibile modificare il firmware e avere E1 e E2 comandati da un driver?
-
Problema riempimento
andrea2 ha risposto a Eddy72 nella discussione Problemi generici o di qualità di stampa
ma non lo vedo attivato. Non hai tutte le voci visibili? -
Problema riempimento
andrea2 ha risposto a Eddy72 nella discussione Problemi generici o di qualità di stampa
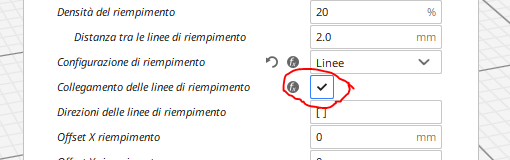
in riferimento alla prima immagine, hai come configurazione riempimento LINEE o GRIGLIA? se si prova a mettere cosi: guarda se ci sono miglioramenti
-
problema con riempimento
andrea2 ha risposto a andrea2 nella discussione Problemi generici o di qualità di stampa
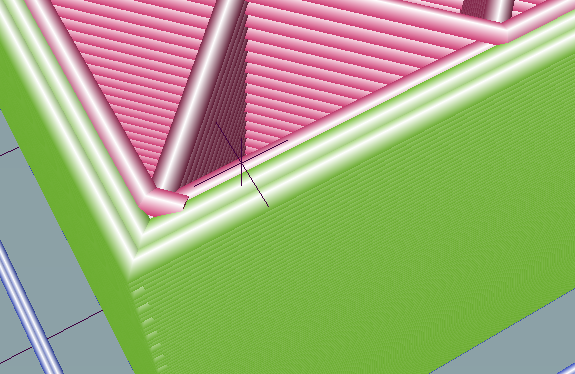
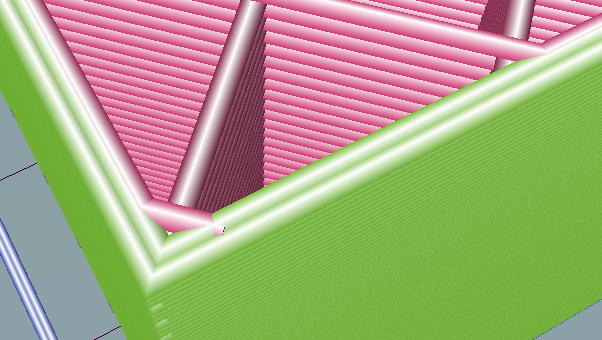
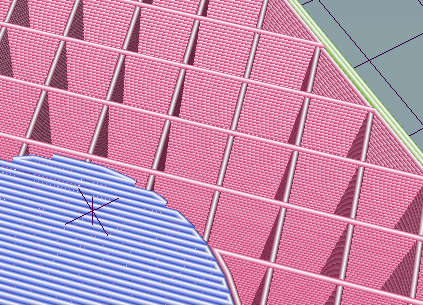
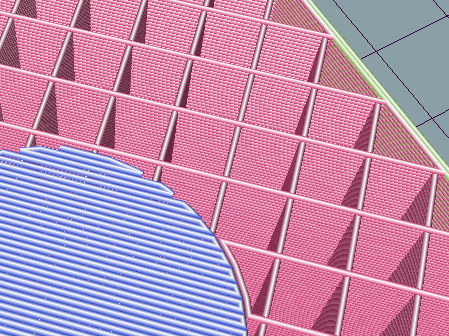
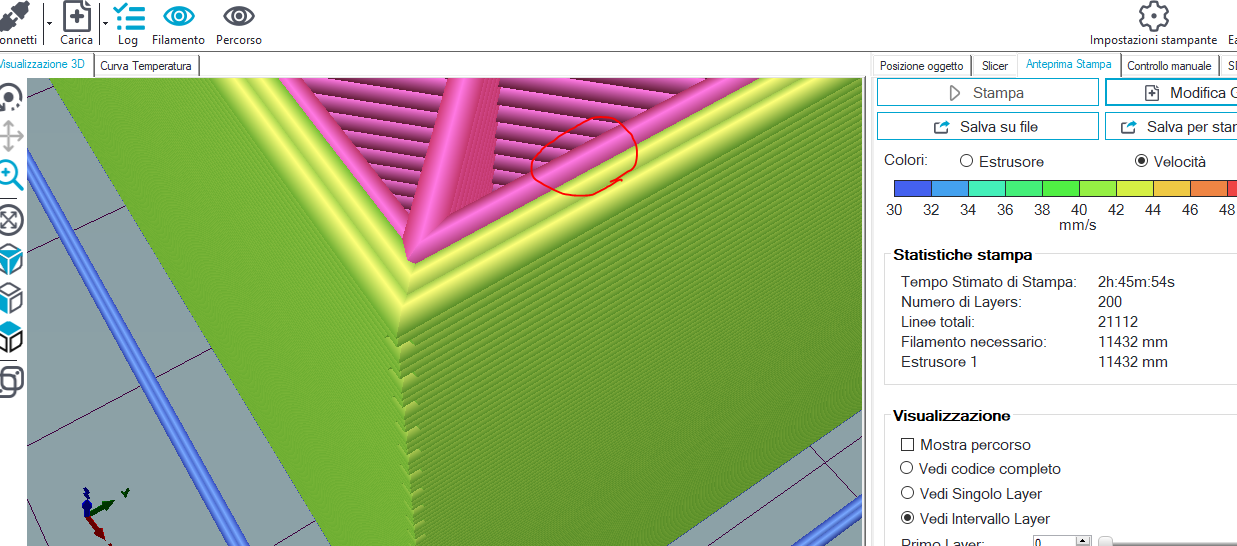
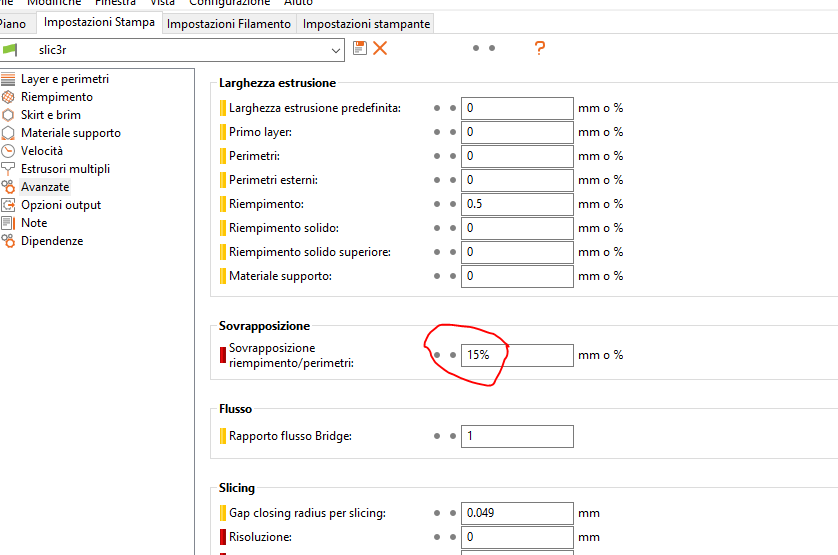
Scusami se insisto, quel valore incide solamente tra riempimento e parete interna: valore a 15% valore esageratamente portato a 100% mentre la parte centrale, dove inizia a fare il foro rimane invariata, mostro la zona con valore a 15% e con valore a 100% e' vero che quando fa le righe blu non dovrebbe succedere niente se le parti finali cadono giu, dato che sopra lo slicer costruira il foro centrale cosi: quindi a pezzo finito non notero' niente. Ma mi sono accorto che a volte, invece di andare giu ( parlo delle righe blu sopra citate) me le trovo, in fase di stampa, arricciate verso l' alto. E' qui che iniziano i problemi, l' estrusore sbatte contro questa montagnetta di materiale. Ho abilitato lo Zhop, non sempre risolve. Forse, concludendo, e' una mia fissa mentale tutto questo post, ero curioso di vedere come altri (molto piu' esperti di me) affrontano questo problema. grazie
-
problema con riempimento
andrea2 ha risposto a andrea2 nella discussione Problemi generici o di qualità di stampa
Per me non e' quello il valore, perche' incide qui, dove cerchiato in rosso. Sovrappposizione tra linea viola e verde
-
problema con riempimento
andrea2 ha risposto a andrea2 nella discussione Problemi generici o di qualità di stampa
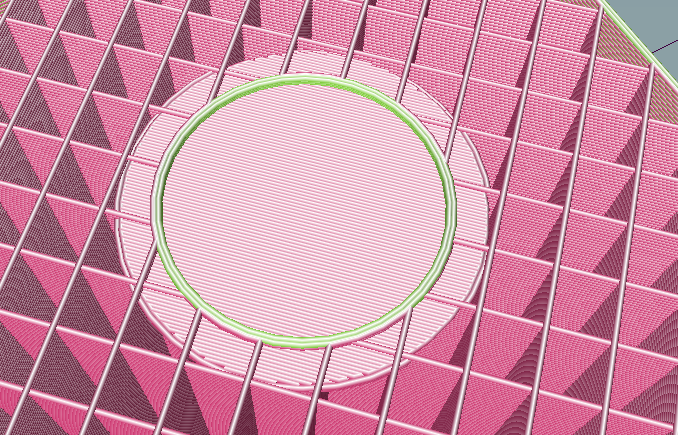
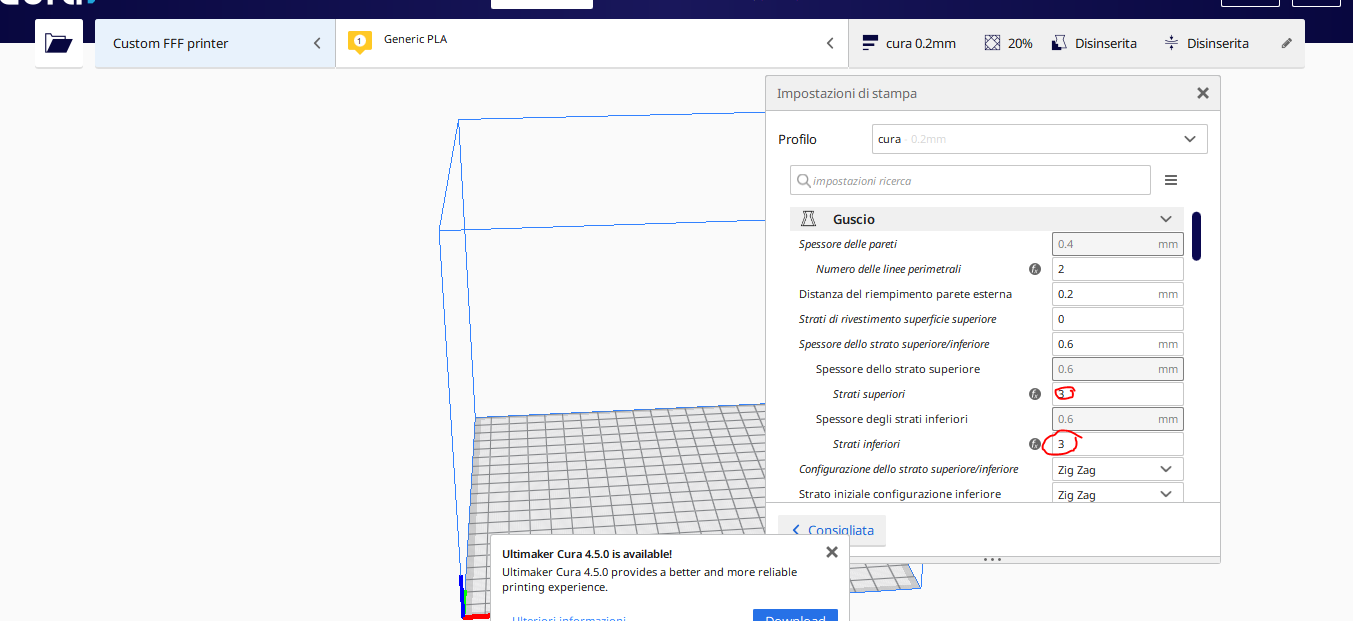
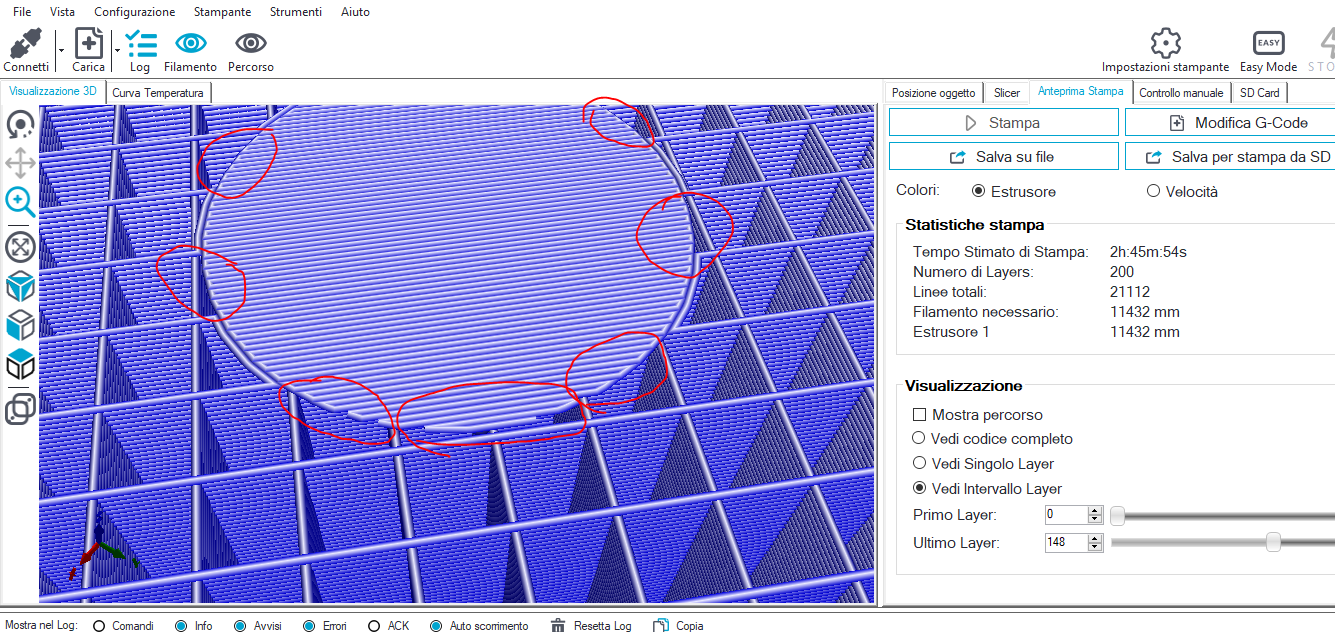
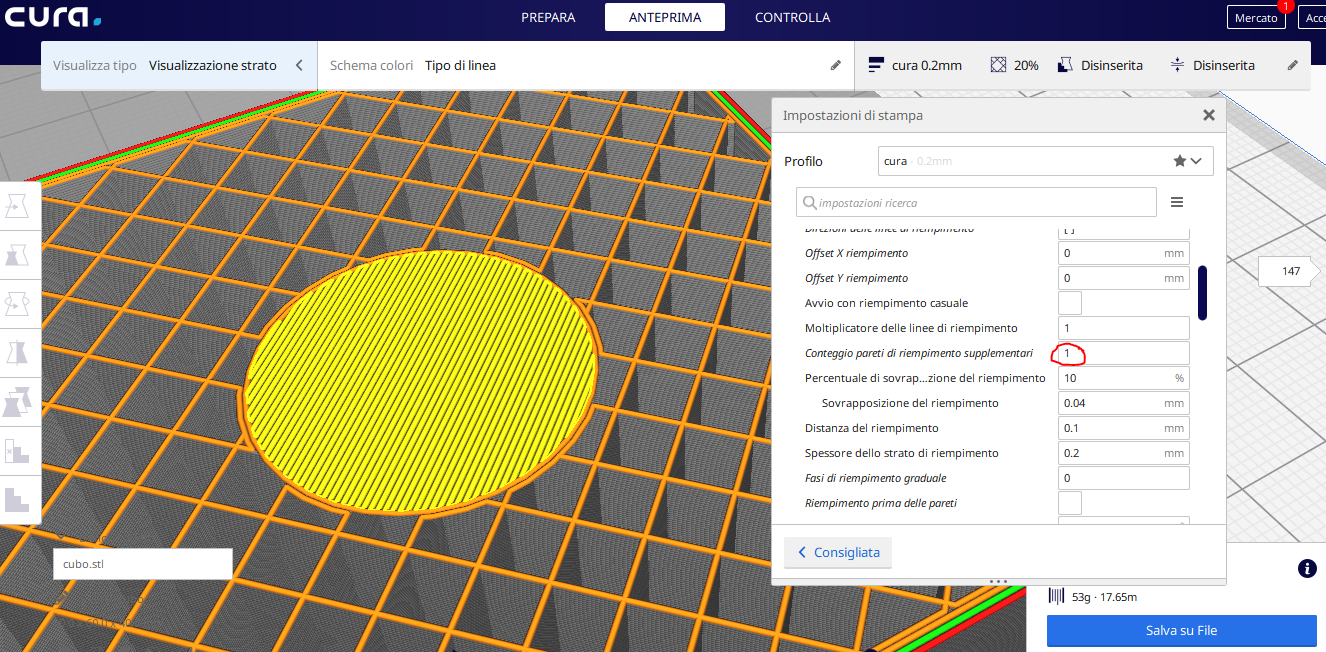
il cerchio giallo e'la parte inferiore del foro, ci deve essere. Sopra di questo ne verranno creati altri 2 (ho messo 3 strati superiori e inferiori) Ok, con cura e' la migliore soluzione, ogni slicer ha i suoi pregi e difetti, ma questa situazione che ho presentato, sbaglio o ' e' molto ricorrente in moltissimi pezzi ? Pensavo che sbagliavo qualche settaggio, ma evidentemente deve essere cosi'. Voi come fate quando vi si presentano questi casi?
-
problema con riempimento
andrea2 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, prima di tutto vi do i miei dati: stampante geetech pro b repetier host pla 200° e bed a 35° estrusore e3d clone bowden poi vi spiego il mio problema. Allora, in allegato metto il stl semplice di un cubo con un foro centrale e la configurazione di slic3r sotto repetier host. poi allego sopra, lo screenshot del layer 200 con infill 10% e layer height 0.2 E' il punto dove crea la faccia inferiore del foro centrale, ma dove ho messo i cerchi in rosso il materiale cade nel vuoto, creando vari problemi. Posso ovviare aumentando l' infill, ma se voglio mantenere un certo peso e contenere il tempo di realizzazione cosa si puo' fare? Ho provato con altri slicer, kisslicer, cura 4.3 , altri tipi di riempimento, ma ho sempre lo stesso risultato, quindi immagino che sia una costante, non risolvibile. Con Cura 4.3 ho miglioramenti nel modo che vedete sopra, metto 1 nel campo indicato, crea il contorno della parte gialla, impedendo che il materiale cada nel vuoto, ma nella realta' non e' proprio cosi', ma meglio di niente........ Con gli altri slicer avete idee? grazie cubo.stl slic3r.ini
-
Rigonfiamenti in stampa
andrea2 ha risposto a iLMario nella discussione Problemi generici o di qualità di stampa
Dico la mia, in slic3r esiste un parametro che permette di fare quello che spiego adesso: Ritrazione settata a 3mm, quindi ritrae 3mm e subito ricarica 3mm Sì può dire a slic3r di ricaricare una lunghezza di filamento maggiore della ritrazione, adesso non ricordo la voce ma so che esiste. Spero di essere stato chiaro. -
quote stl corrette ma oggetto stampato fuori misura
andrea2 ha risposto a pulce nella discussione Software di slicing, firmware e GCode
Io avevo lo stesso problema stampando il classico cubo 20x20 esterno 18x18 interno. Mi veniva 20.3 esterno 17.7 interno (circa). Stampavo con un perimetro di 0.9mm (nozzle da 0.3) quindi 3 passate. Mi hanno consigliato di fare una sola passata di perimetro, quindi 0.3. Devo dire che le misure sono migliorate di molto, ma ho perso di consistenza esterna, traspariva l' infill interno nei pezzi pieni. -
mash 3d da foto 2d
andrea2 ha risposto a superapu83 nella discussione Software di slicing, firmware e GCode
Ho visto la stampa della foto. Molto bella e venuta bene. Una domanda, ma hai dovuto modificare la foto con un filtro particolare tipo sfocatura o effetto clipart, o la hai caricata come originale? Perche ho provato anche io, non stampata ma ho fatto solo la prova grafica di come veniva ma mi sembra troppo frastagliata come se ci fossero troppi colori. Quindi penso che si debba prima "uniformare" i colori. Grazie -
mash 3d da foto 2d
andrea2 ha risposto a superapu83 nella discussione Software di slicing, firmware e GCode
Sono interessato alla cosa, ma in che formato bisogna caricare la foto? ops, ho sbagliato. Io uso repetier host con cura integrato e qui non funziona, non mi fa caricare la foto. Allora ho provato con cura vero e proprio, e infatti funziona. Bello a sapersi!!!! -
stima filamento e tempo sballati
andrea2 ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao, ho un altro problema, come da titolo ho notato da un po di tempo che la stima del filamento e del tempo di stampa sono sballati, per esempio una stima di 7h mi ci sono volute quasi 12. Uguale il filamento, ma non ho potuto verificare esattamente di quando ha sbagliato. Quali sono i parametri che influiscono nel calcolo della stima ? Ho detto da un po di tempo, perche prima mi sembrava tutto ok ma da quando ho provato a caricare il marlin rc8 e subito dopo ho ricaricato il marlin che avevo precedentemente perche non riuscivo a farlo funzionare , se non ricordo male da quel momento ho notato questa differenza. I settaggi dello slicer non hanno subito modifiche, nel firmware ho cambaito solo il jerk degli assi x e y. Allego la configurazione dello slicer. grazie cura.rcp -
stampa supporti per ponti
andrea2 ha pubblicato una discussione in Software di slicing, firmware e GCode
Io sto usando repetier host con cura integrato, e volevo fare un test di stampa con uno dei tanti modelli che si trova su thingiverse. Ho deciso di usare questo http://www.thingiverse.com/thing:1019228 viene decentemente ma quando la stampa arriva nel layer dove ci sono i supporti del ponte iniziano i problemi. Vorrei che vengano stampanti lentamente, dato che sono piccoli nell' ordine di 1mm per 1mm. Nelle impostazioni del repetier trovo solo il tempo minimo del layer, ma non fa al caso mio perche il layer dei supporti e' relativamente lungo, comprende altre lavorazioni quindi non posso fare riferimento al valore che imposto. Come si fa a rallentare la stampa quando incontra questi supporti piccoli ? Oppure vanno stampati alla stessa velocita e allora sbaglio io in qualche settaggio? allego la configurazione dello slicer se vi puo essere utile. grazie cura.rcp -
Stampa con misure poco precise
andrea2 ha risposto a andrea2 nella discussione Problemi generici o di qualità di stampa
Bene, ho fatto come mi hai consigliato. Ho riportato il flusso a 100%, modificato lo spessore a 0.3mm e le misure sono precise con errore di qualche centesimo, sia interne che esterne.decisamente meglio di prima che avevo differenze di decimi. Inoltre modificando il diamentro del nozzle a 0.4 invece di 0.3 sinceramente non ho trovato differenze. Grazie dell' interessamento, e se hai altri consigli sono ben accetti. grazie di nuovo e ciao -
Stampa con misure poco precise
andrea2 ha risposto a andrea2 nella discussione Problemi generici o di qualità di stampa
Guarda, allego sia il configuration.h del firmware che i settaggi di cura. Spero che tu mi possa aiutare. grazie cura.rcp Configuration.h -
Stampa con misure poco precise
andrea2 ha risposto a andrea2 nella discussione Problemi generici o di qualità di stampa
Repetier con cura. Infatti è strano, ho fatto le verifiche consigliate ma sembra tutto a posto, step x y z ed estrusore, in più diametro filamento ok