

muffo
-
Numero contenuti
1.230 -
Iscritto
-
Ultima visita
-
Giorni Vinti
41
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da muffo
-
-
Otto, secondo me ti fasci la testa per niente, non serve a nulla una pulizia ossessiva, spurga 5cm a ogni cambio materiale e sei a posto.
-
 1
1
-
-
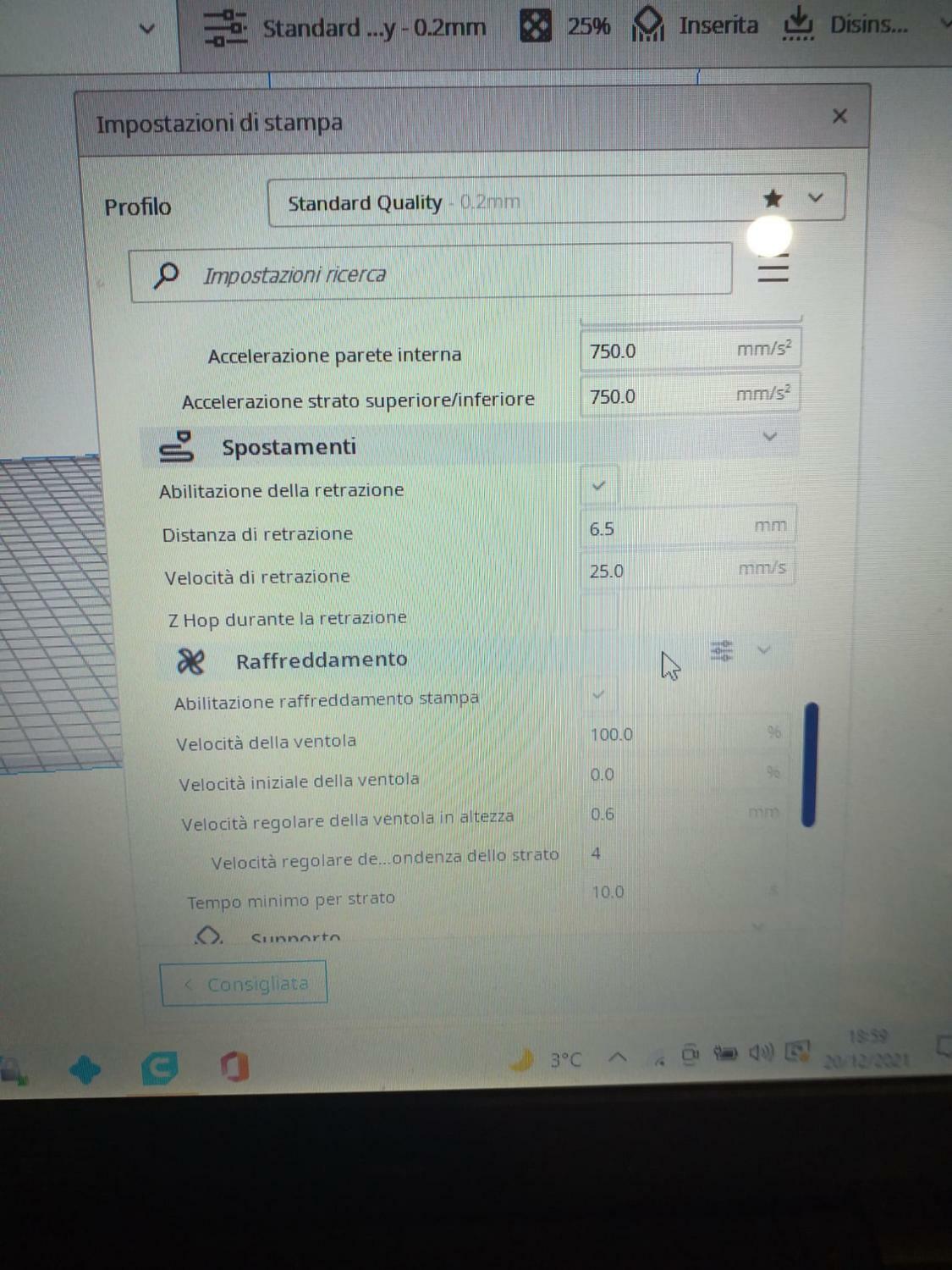
Sia prima che dopo l'angolo??? Se il problema è presente solo dopo è coincide con la partenza del layer potrebbe essere un problema di ritrazione
-
2
-
-
25 minuti fa, Mino ha scritto:
Se vuoi stampare miniature dovresti prendere in considerazione una LCD
Ma se ha detto che non la vuole.....@kef, una ender va bene, se prendi Marche note sono tutte più o meno li
-
2
-
-
Se hai 400 euro di budget puoi valutare anche una ender 5, una flyng bear o una sapphire, tutte con telaio a cubo e quindi aggiornare rigidità.
-
Te lo fa solo su un lato??? In prossimità dell'inizio del layer?? Se così fosse hai problemi con la retraction.
-
@gregorio56sm io uso lo stucco spray della Whuert, zero sbattimenti, una spruzzata, un po di carta e poi via di vernice.
-
1
-
 1
1
-
-
Io sono un amante del carbon e ne stampo a kili con il nozzle in ottone, tenete presente che pero si tratta di un discorso esclusivamente estetico, a livello di resistenza non cambia nulla dal pla normale.
-
Ma sei sicura che mentre dal centro piatto ti va verso l'angolo l'estrusore gira??? Perché anche a me fa questo movimento ma inizia estrudere solo dopo che ha iniziato a muoversi in y. Non è che scaldi troppo il materiale e ti cola???
-
Le cinghie e le ruote se ben regolate sono quasi eterne, qualche ugello di scorta ti consiglio di tenertelo, anche se usando solo pla durano un sacco anche loro.
-
1
-
-
Sembra proprio un problema di cinghie.
-
Il 20/12/2021 at 18:41, Truck64 ha scritto:
Buon per te. Io il piatto cutom è l'unica parte che mi faccio fare perchè per averlo dritto in modo decente serve una CNC e qualcuno capace di usarla.
Se lo spazio è più largo che profondo potresti pensare a fargli l'accesso di lato, tipo SolidCore.
Track ma in che materiale è come ti fai fare il piatto??? Fresa e rettifica???
-
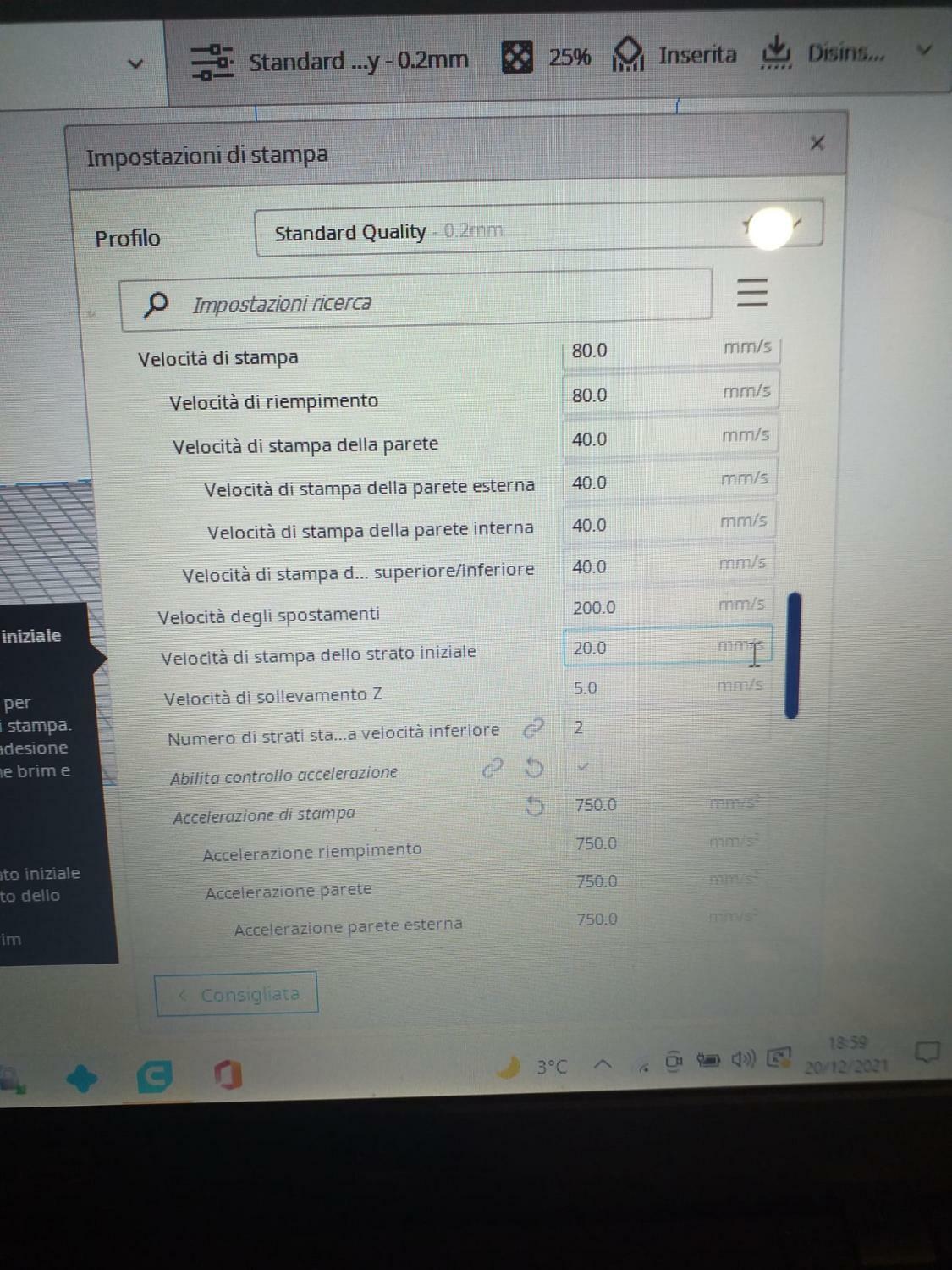
Guarda con questo hobby non si finisce mai di imparare e forse sono stato brusco, non volevo demoralizzarti ma solo dirti che la stampante che usi puo raggiungere un livello molto superiore a quello dove sei tu. inanzi tutto prova a controllare il tensionamento delle cinghie e il flusso dell'estrusore. Con la velocità a quanto stai???io nel mio profilo ho 80 ma finché non prendi mano stai a 50.
-
Di genere sono macchine che non richiedo grosse manutenzioni, le riassumere in un controllo del tensionamento delle cinghie, del serraggio delle viti e dell'usura delle ruote di scorrimento. Poi all'occorrenza un pulita al hot end.
-
Io vedo tante imperfezioni su entrambe......ma è petg o pla???
-
Il 20/12/2021 at 22:11, Tuttoslot ha scritto:
@muffoGrazieeeeee
Spettacolo. C'è da imparare. Davvero grazie
Poi torno in "parrucchieria" (con tutta la lacca che c'è nell'aria) e faccio qualche test
Hai provato??
-
2 ore fa, Killrob ha scritto:
per eliminare il filamento precedente dopo un cambio filo io faccio estrudere almeno 50mm. In questo modo non ho mai avuto problemi.
Siamo in 2
-
1
-
-
Io non me ne intendo molto ma quando mi sono documentato ho appurato che le cnc più sono rigide e pesanti e meglio lavorano.
-
3
-
-
Perché togli il filamento a freddo??? L'estrazione e l'inserimento vanno fatti a caldo.
-
2
-
-
-
Certo, stasera faccio un po di foto e poi le carico.
-
1
-
-
Si chiama Voron 0 (o 0.1) e con 600 euro ti prendi tutto l' hardeware, poi devi stamparti un bel po di cose. L ' unica cosa da tenere in considerazione è che ha un piatto di stampa 120x120x120.
-
lacca, ci vuole la lacca 😉
Sopratutto se stampi a tutto piano una spruzzatina dagliela
-
1
-
-
Quel valore serve, per fare delle piccole è molto comodo.
Io sulla mia l'ho a -2.70
-
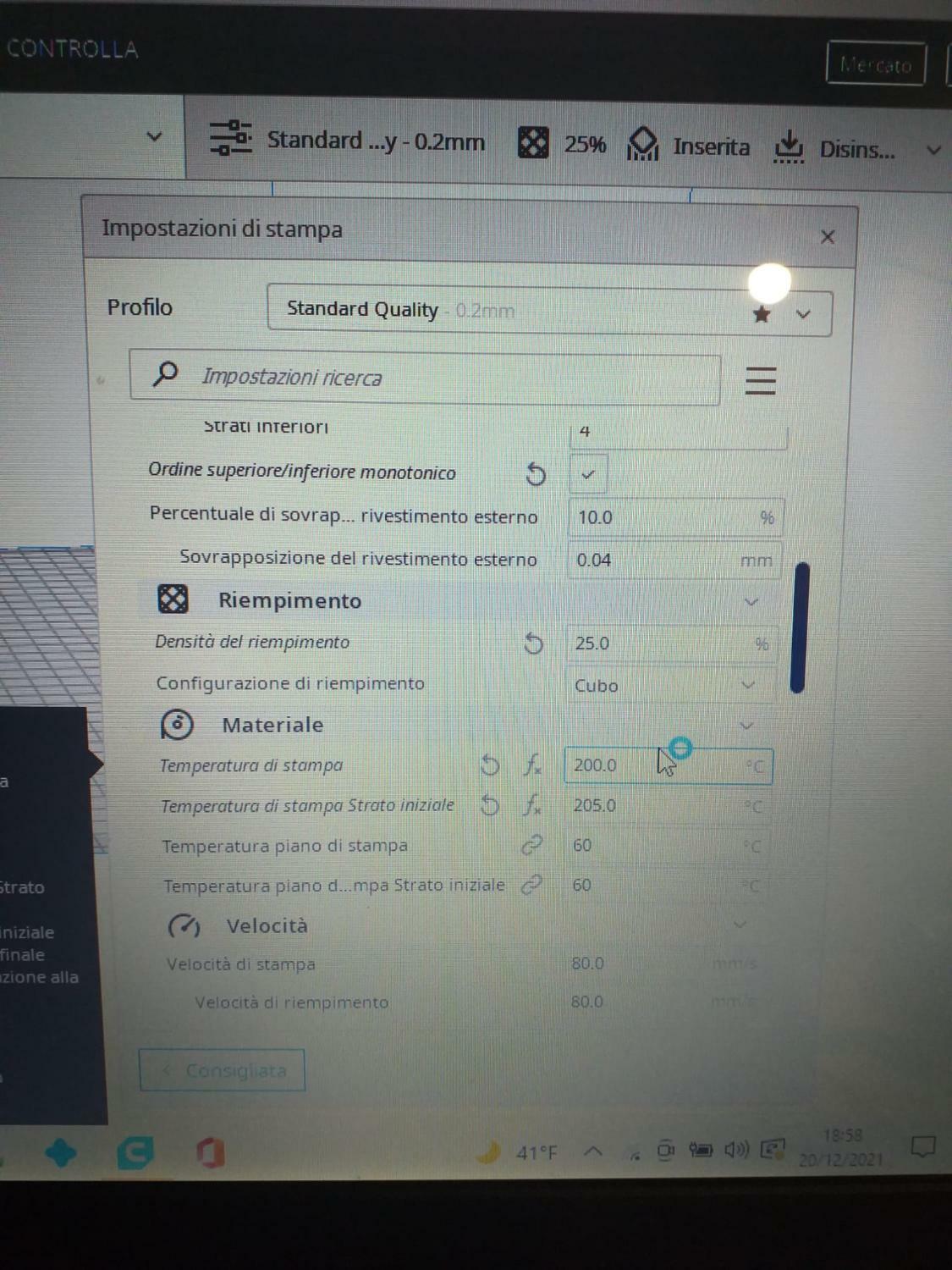
1 ora fa, Tuttoslot ha scritto:
@muffoProblema sovraestrusione risolto.
Ogni volta che lancio la stampa trovo, nella sezione adjust, la compensazione a -1.80. Sempre di default. Niente niete che sia quel dato a fare casino, visto che così com'è credo avvicini il piatto al nozzle? Il tutto nonostante ripetute sessioni di calibrazione

Quel -1,80 è l'ipoteco zero, se lo abbassi (ad esempio a -3) il piatto sale se lo alzi -0.5 o 2) il piatto scende rispetto al'ugello....dovrebbe mantenerti in memoria il valore che imposti.
Per il problema della temperatura il significato è ché il piatto o l' hot end non hanno raggiunto per tempo la t impostata, non c'entra nulla la temperatura del locale dove hai la macchina

Ghost 5 - Non esce filamento da fredda
in La mia prima stampante 3D
Inviato
Il bowden non è ben inserito e raffreddandosi il materiale forma un tappo??? Dico tanto per dire.