

eaman
-
Numero contenuti
4.051 -
Iscritto
-
Ultima visita
-
Giorni Vinti
223
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da eaman
-
-
8 ore fa, dnasini ha scritto:
Come faceva notare @eaman, questo e' uno di quelli che riscalda solo la parte bassa e quindi ti trovi meta' filamento caldo e l'alta meta' quasi freddo.
Quello ce l'ho anche io: il modello recente ha la ventola. L'ho comprato pure io quando hanno cominciato a metterci la ventola, senza era praticamente inutile dato che non lo puoi manco usare come box ermetico.
-
 1
1
-
-
2 ore fa, Loro.08 ha scritto:
con da cosa ho capito un solo layer per la scritta, corretto?
A me basta un solo layer per fare una scritta o una decorazione con altezza layer 0.3mm, si fa molto prima se devi fare i cambi a mano.
-
Non per spammare ma una Elegoo? Almeno hai l'assistenza.
https://eu.elegoo.com/collections/pre-owned-3d-printers?filter.v.availability=1
Ci sono sia variamente scassate che recuperate. Sono tutte "ritornate".
-
1
-
-
33 minuti fa, Stoky04 ha scritto:
sulla ventola ho notato che quando stampa è ferma, allego un video: https://www.dropbox.com/scl/fi/tb5algvhp4oytxvuoj2ti/Video-WhatsApp-2024-05-03-ore-22.43.40_3b3cca9e.mp4?rlkey=vnz8hfgugpgchz9l43b52osdo&st=9zeu1j3l&dl=0
No quella a lato e' la ventola che soffia sul materiale, e' normale che stia ferma nei primi layer.
La ventola che soffia sul dissipatore e' quella frontale.
-
2
-
-
L'importante e' che scaldi abbastanza e ci sia un ventola, altrimenti scalda solo sotto. Ma una ventolina alla peggio ce la puoi montare tu...
-
1
-
-
Cosi' sue due piedi: se non vuoi il multicolor puoi risparmiare un po' comprando una QIDI, in genere chi le ha comprate qua su questo forum e' contento. Io una Creality aspetterei almeno 6 mesi a vedere se hanno fatto delle magagne.
Le stampanti molto veloci fanno molto casino per via del raffreddamento, quelle scatolate spesso fanno risonanza, le stampanti con guide lineari sono generalmente piu' rumorose.
Se tu volessi fare una giusto una prova e risparmiare potresti guardare la A1 Mini: ora costa molto poco (per quanto sia piccola e non ci stampi ABS), prende poco spazio ed puo' girare molto silenziosa.
Altrimenti c'e' da comprare una stampante che si possa customizzare con ventole silenziose e firmware e profili, poi stampare relativamente piano. Magari come seconda stampante quando sei un po' piu' esperto, con meno di 200e te la fai...
-
4
-
-
...bisogna che ti compri un asciuga filamento, se vuoi stampare in 3d non puoi vivere col dubbio che il filamento si umido e col tempo il filamento si inzuppa.
Il Sunlu da 40e per PETG e PLA funzia (quello con la ventola interna), altrimenti questo e' un po' piu' incazzato: https://shop.eibos3d.com/products/eibos-series-x-easdry?variant=40881677107379
-
Anche io monto quello cesso e non funziona male:
https://www.aliexpress.com/item/1005003664312458.html Klipper config: ------------------------ [bltouch] sensor_pin: ^PC4 control_pin: PA8 x_offset: -34.8 y_offset: -3 [safe_z_home] home_xy_position: 150, 115 # Change coordinates to the center of your print bed speed: 50 z_hop: 10 # Move up 10mm z_hop_speed: 5 [bed_mesh] # enable for BLTouch speed: 300 mesh_min: 5, 5 mesh_max: 190, 220 algorithm: bicubic probe_count: 7,7 horizontal_move_z: 5 fade_start: 1.0 fade_end: 10.0 adaptive_margin: 5 [stepper_z] step_pin: PB5 dir_pin: !PB4 enable_pin: !PB8 microsteps: 16 rotation_distance: 8 endstop_pin: probe:z_virtual_endstop position_max: 250 position_min: -2 ----------------- Slicer start GCODE: BED_MESH_CALIBRATE METHOD=automatic ADAPTIVE=1 ADAPTIVE_MARGIN=0 -------------------- PROBE_ACCURACY at X:85.500 Y:124.500 Z:3.973 (samples=10 retract=2.000 speed=5.0 lift_speed=5.0) ------------------------------------------------------------------------------------------------------ 08:27:36 // probe at 85.500,124.500 is z=1.987500 08:27:39 // probe at 85.500,124.500 is z=1.980000 08:27:42 // probe at 85.500,124.500 is z=1.982500 08:27:44 // probe at 85.500,124.500 is z=1.987500 08:27:47 // probe at 85.500,124.500 is z=1.980000 08:27:50 // probe at 85.500,124.500 is z=1.985000 08:27:52 // probe at 85.500,124.500 is z=1.990000 08:27:55 // probe at 85.500,124.500 is z=1.982500 08:27:57 // probe at 85.500,124.500 is z=1.985000 08:28:00 // probe at 85.500,124.500 is z=1.992500 08:28:00 // probe accuracy results: maximum 1.992500, minimum 1.980000, range 0.012500, average 1.985250, median 1.985000, standard deviation 0.003945 -
Ti conviene partire con una cosa semplice, non microscopica, 0.3mm di altezza layer con nozzle da 0.4mm cosi' almeno sistemi la procedura, magari non con il massimo contrasto tra i colori.
BTW: anche su una stampante con un solo estrusore ne puoi impostare 2 o anche piu' nello slicer e farle fare il cambio colore m600.
-
3
-
-
3 minuti fa, Offshore ha scritto:
belin se son fragili ste cose allora!😂😂😂😂😂 è caduto da 50 cm ed ha rimbalzato un po' di volte sul pavimento.... non pensavo si rompesse così facilmente.... ma qualcuno sa come son fatti dentro????
Se e' caduto di punta: si'. E molto delicato.
Anche gli agi si piegano solo a guardarli...
-
1
-
-
Quel codice e' molto basico, praticamente fa un pausa e ti da' la possibilita' di cambiare a mano il filamento, va bene se hai giusto 2 colori da usare.
-
Be' se ti e' caduto e non funziona piu' e i cavi sono a posto...
-
1
-
-
6 ore fa, Alessia200008 ha scritto:
Mi sapresti dire come editare la mesh?
https://marlinfw.org/docs/gcode/M421.html
https://www.thingiverse.com/groups/anycubic-i3-mega/forums/general/topic:35807
Poi dipende dal firmware, in quello che uso io ho abilitato un menu' direttamente sul display: https://store.piffa.net/3dprint/ender/marlin/
Per l'hardware: quel sistema (strain gauges) non ha mai funzionato bene:
Se puoi toglilo proprio e non usare niente oppure compra una sonda solita che sembra un cesso ma se la monti bene funziona bene: https://www.aliexpress.com/item/1005003664312458.html
Eh come al solito e' una questione di firmware e hardware...
-
1
-
-
1 ora fa, belcarlo ha scritto:
Ho scaricato ed installato Orca Slicer ma, a parte il fatto che la mia stampante è troppo vecchia(CR-10) e non c'è, non riesco a trovare come fare per il cambio del filamento ad un determinato layer.
Come posso fare?
Metti questo codice nel custom gcode per il cambio filamento o la pausa:
M300 ;ACTIVATE BEEPER M117 PAUSED; write message ; Pause is at the beginning of layer, before printing G1 X10.000 Y10.000 Z40.00 E0; parking position M1; user stop M105; return to current temp-
1
-
-
8 ore fa, elcuma ha scritto:
Per il verso di stampa... per ottenere il verso contrario lo dovrei stampare in verticale
Potesti anche stampare le parti separatamente e poi montarle se proprio serve.
-
2 ore fa, elcuma ha scritto:
Questo per "recuperare il dislivello"?
Yep
...ma poi hai controllato tutto quello che si puo' serrare tra piatto - telaio - gantry?
-
1
-
-
2 ore fa, EugenioCap ha scritto:
Si ripetono anche all'interno dell'anello, sembra proprio uno spostamento meccanico ma non so dove andare a sistemarlo
-
51 minuti fa, elcuma ha scritto:
0.2mm, aumentato un poco il flusso del primo layer e ridotto quello successivo
Vai pure con 0.3 o anche 0.35mm.
-
1
-
-
Bho, prova a ridurre un po' il flow almeno per le pareti verticali, magari il difetto e' poca roba di suo.
-
Che altezza layer usi per il primo layer?
-
Avra' il livellamento automatico con sonda capacitiva che fa thermal drift o e' montata male... A prescindere dal tipo di sonda dato che la mesh non viene bene dovra' modificarla.
Io non ho mai avuto una sonda sulla Ender3: la mesh l'ho fatta a mano.
-
1
-
-
7 ore fa, Killrob ha scritto:
ecco... io pensavo che già facessi così... la guaina termorestringente ti diminuisce i tempi di sostituzione di almeno il 50%, ma quando ci prendi la mano in 5 minuti hai cambiato ventola 😉
ed io lo faccio anche per il termistore e la cartuccia riscaldante
Dho io c'ho il saldatore facile, in verita' non e' che cambi molto a dare una scottata ai cavetti bagnati sia per attaccarli che staccarli, almeno non si sfilacciano. Anche io pero' preferisco non usare connettori.

-
1
-
-
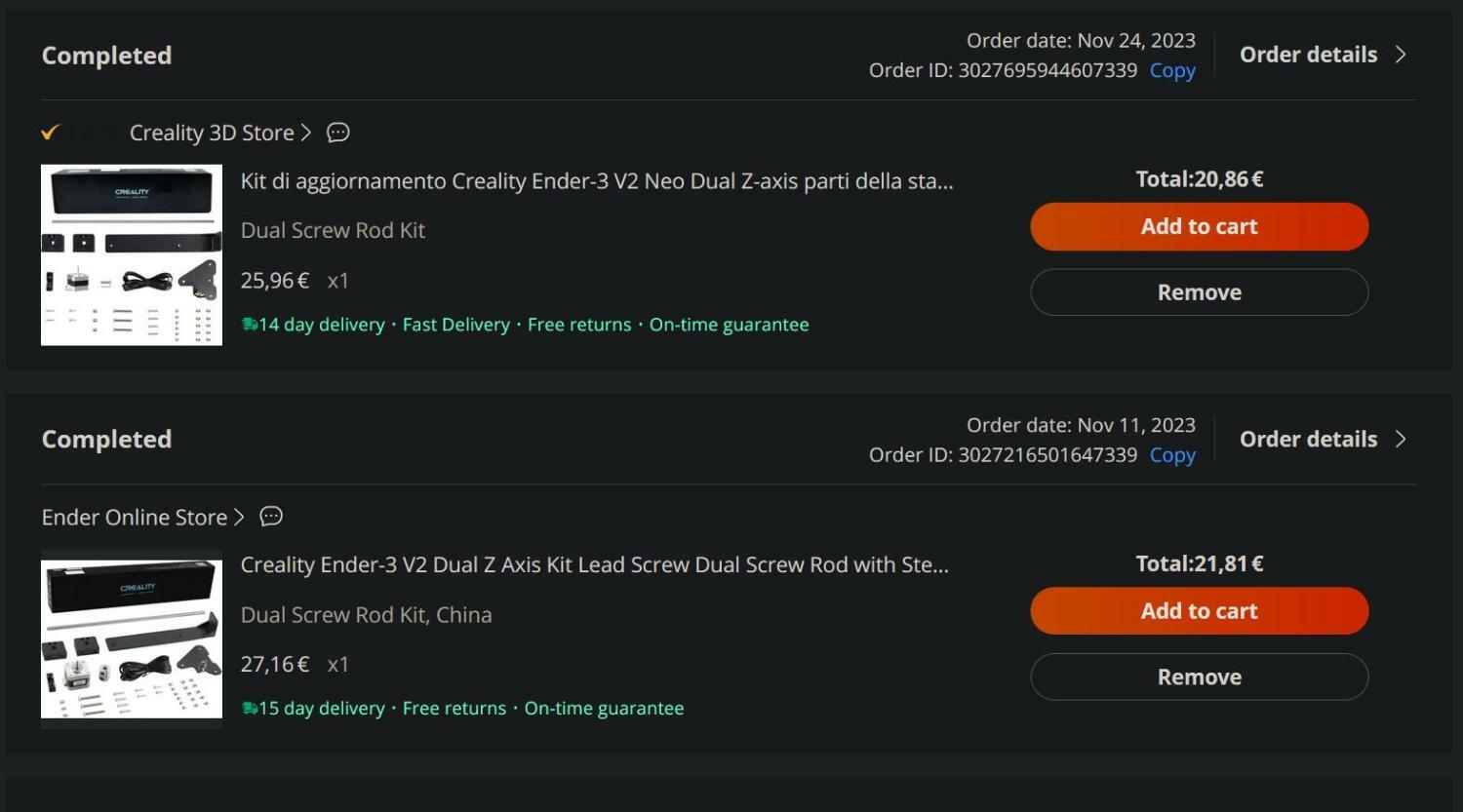
7 ore fa, Gae Tano ha scritto:
Infatti penso bene a questo punto di fare l'upgrade. E già che ci siamo, posso farlo mantenendo la mia motherboard (creality 4.2.2 originale) giusto?
In genere i kit che compri su Ali hanno il cavo sdoppiato, non serve nessuna modifica firmware o feature sulla scheda.
-
2
-
-
3 ore fa, Cubo ha scritto:
Domanda stupida ma non capisco se ne servono 4 o 6 🙃
Trovando esempi di entrambi, immagino siano due modalità alternative. Se è questo il caso, quale modalità conviene usare ?
-
2
-
Prima stampante a resina
in La mia prima stampante 3D
Inviato
LE refurbished e quelle "ok" sono funzionanti e in garanzia, solo ritornate.
Poi ci sono quelle variamente scassate: se sei capace di metterle a posto economicamente sono l'ideale per utenti esperti che hanno dei ricambi in casa. Io ne ho comprate un paio.