

FoNzY
-
Numero contenuti
6.412 -
Iscritto
-
Ultima visita
-
Giorni Vinti
438
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da FoNzY
-
-
1 ora fa, LoSpo dice:
Ciao,
No, il cubo è perfetto sotto, i problemi di livellamento del piano riscaldato sono superati 😉
Stasera rimetto a posto tutto, ottima cosa.
Un pratica devo verificare da sw lo spessore del primo layer e poi lo porto a sfioramento con lo spessore giusto, è corretto?
si esatto, se da sw lo spessore è X porti a sfiroamento lo spessimetro X
-
11 ore fa, LoSpo dice:
Ho uno spessimetro dove lavoro, se mi indichi la procedura corretta per adoperarlo te ne sarei grato.
Buonanotte a tutti!
per una calibrazione ottimale mandi in stampa un qualsiasi oggetto.
dopo che la stampante si è riscaldata ed ha cominciato a stampare la primissima linea devi spegnerla staccando la spina.
in questo modo l'estrusore sara' all'altezza del primo layer (questa altezza è teoricamente quella che hai impostato da software es. 0,25mm)
ora senza muovere il piano in z, usando lo spessimetro tra estrusore e piano verifichi che nei 4 punti del piano ci sia la distanza desiderata(ossia 0,25mm)
in un solo colpo hai regolato il piano e la planarita'.
il vantaggio è che lo spessimetro non si schiaccia come fa il foglio di carta.
-
7 ore fa, LoSpo dice:
Dato che i motori della mia anet a6 hanno uno step minimo di 1.8° per 0.05mm
ciao lospo, per prima cosa vorrei chiederti cosa intendevi in questa frase sopra?
i motori nema 17 hanno quasi tutti uno step minimo di 1,8 gradi ma non lavorano mai in full step,quandi la tua precisione sara' maggiore,inoltre non ho capito quale dato hai usato per dire che lo spostamento minimo è 0,05mm.
se prendiamo una puleggia gt2 classica la sua circonferenza è circa 47mm per uno spostamento minimo a full step di 0,23mm....
per quanto riguarda la stampa secondo me prima di stampare la statuina devi trovare impostazioni molto piu' accurate perche' per ora sei veramente lontano. ti consiglio di incominciare a stampare il cubetto e quando avrai ottenuto risultati buoni potrai concentrarti su una stampa complessa come questa.
come ti hanno detto sei troppo alto di primo layer,io ti consiglio di usare con questa stampante layer da 0,2(secondo me layer da 0,1 non hanno senso su questo tipo di stampanti) e per layer da 0,2 l'alterzza del primo layer è tra 0,2 e 0,25.
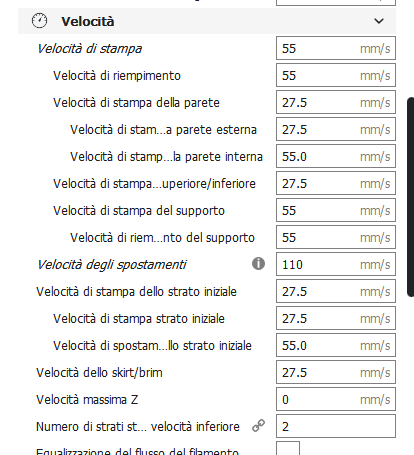
le velocita' di stampa devono essere intorno a 55mm\s(foto sotto), la temperatura a 195gradi, devi aumentare molto la ritrazione,il parametro "larghezza linea strato inziale" con un altezza di primo layer a 0,25 deve essere intorno a 120%, devi impostare 2 linee di skirt.
la parte fondamentale è livellare bene il piano e non sempre il foglio di carta è sufficente, la soluzione migliore è usare uno spessimetro,se sei interessato posso spiegarti come fare

-
che la stampante abbia il telaio in alluminio o in acrilico cambia molto poco, avere un buon telaio su una meccanica mediocre non migliora le cose rispetto ad evere un telaio mediocre su una meccanica mediocre.
lascia stare la davinci,i materiali devi prenderli da loro,costano molto e sono di bassissima qualita'.(una stampa da 8 ore te la sogni con la davinci)
la prusa secondo me è la scelta migliore tra quelle elencate, se come hai detto vuoi il doppio estrusore le wanhao sono le doppio estrusore piu' economiche che conosco ma credo che comunque non rientrino nel tuo budget.....
-
la stampa è praticamente perfetta,si tratta di ritoccare un minimo un parametro che magari risolve i buchi e crea problemi da altre parti.
tu dici che questi buchi si presentano nel top e bottom layer,ma se ho capito bene si presentano nel primo layer e in questo caso nell'ultimo layer pieno di base non nel top layer che è di fatto l'ultimo layer dei muri di contorno,giusto?
se ho ragione il problema potrebbe essere nello spessore della linea( non so come si chiami in simplify che è uno slicer che non conosco) ma il parametro che adesso immagino sia di default (spessore linea= dimensione ugello) va abbassato un po'. prima di ritoccare il parametro prova anche a cambiare il motivo di infill(credo sia impostato su linee concentriche)
una possibile altra causa di questi buchi potrebbe essere che, avendo notato che nella prima foto che hai postato (credo sia la stampa vista da sotto) si vede una forma piramidale il file .stl potrebbe essere "rovinato" e qundi non perfettamente piatto, questo a causa di un layer "troppo basso" forzi lo slicer a dividere la base a gradini che stampati separatamente causano i buchi.....controlla se nel primo layer è presente tutta la base e che non sia divisa in 2\3 layer
-
41 minuti fa, Daddy Lee dice:
Buongiorno Fonzy.
i valori che leggi, sono quelli attualmente impostati. e queste modifiche le avevo fatte in seguito alla classica proporzione. credo che lo scarto attuale possa dipendere dalle facce irregolari che quindi falsano la misura.
circa il problema dell'estrusione, che per il momento credo sia secondario, ti posto la configurazione.
la cosa che vorrei capire è come mai le lettere x e y sono così disassate...
la x è spostata verso destra (+) di circa 1.5mm. la y (non so se dalla foto precedente si riesce a notare) ha una profondità di circa 2 decimi (mentre la x e la z son profonde 2mm).
aver dovuto apportare correzioni cosi significative ed avere problemi di posizionamento sta ad indicare cinghie lente o velocita' di stampa eccessiva....prova a ritoccare la retraction come dice gigi ma secondo me i problemi non sono sull'estrusione.....
-
15 minuti fa, Daddy Lee dice:
Circa le dimensioni del cubo, le misure di x, y e z sono rispettivamente di 19.9, 20.75 e 19.8.
Le correzioni apportate sono:
Xsteps/mm: +88.4
Ysteps/mm: +84
Zsteps/mm: +2560
Esteps/mm: +110
Uso del PLA e la temperatura dell'estrusore è di 195° (poi 190°) mentre il letto non viene riscaldato.
Cosa mi consigliate?
secondo me sbagli a cercare di regalore gli step\mm su una stampa irregolare come quella, prima devi stampare in modo buono e poi in ultima cosa regoli gli step\mm.
le misurazioni non sono male per una fdm, ma non capisco cosa intendi per
Xsteps/mm: +88.4,Ysteps/mm: +84,Zsteps/mm: +2560,Esteps/mm: +110
hai aumentato gli step\mm di 88? tipo 80+88?!oppure prima era 80 adesso 88.....????
la temperatura di stampa è ok a 195 ma ci sono problemi in altre impostazioni che causano quella brutta stampa in foto, se vuoi una mano posta le tue impostazioni
-
nessun problema nell'end stop in Z, il probema è che il metodo del foglio di carta per regolare il piano non è preciso.
il problema nella seconda stampa è o un primo layer troppo alto o una estrusione troppo magra, dovresti postare una foto dei settaggi....
-
ciao, praticamente è la stessa stampante, le differenze sono veramente minime eccetto che per le due in alluminio...non mi sento di consigliarti di prendere quelle in allumnio perche' credo che non ne valga la pena.... prendi una di quelle in acrilico tanto il telaio è l'ultimo dei problemi...
-
la ho trovata su amazon, dice che è compatibile con la lcd2004
credo che il discorso del potenziometro\ pulsanti in fatto di hardware potrebbe anche non cambaire nulla magari su questo aspetta il consiglio di chi ne sa piu' di me in fatto di anet.....
-
i led stanno a significare un errore.... hai controllato la tensione di alimentazione? una volta controllata potresti alimentare la scheda senza nessun dispositivo connesso (motori,lcd...etc..) e vedere se va magari connettendola al pc, successivamenti aggiungi una per una le altre perferiche e vedi cosa succede, magai è un singolo componente ad essere in corto....
-
34 minuti fa, ghost5 dice:
Scusa, sono stato troppo generico.
La stampante è una di quelle piccole che stampa 13x13x13:
Geeetech e180
L'errore è:
Error: Nozzle 0-TEMP
The heating element is out of order
Il programma che ho usato è:
Repetier
riesci a visualizzare la temperatura del hot-end? tralasciando l'errore dovresti in ogni caso vedere a schermo che la temperatura del nozzle è quella ambiente, nel caso ci fosse una lettura totalmente sbagliata il problema potrebbe essere il sensore di temperatura.
nel caso la temperatura sia corretta potresti usare un multimetro ipostato in "test continuita'" sui capi della termoccoppa e verificare se quest'ultima si sia rotta....
-
uhm.... dovresti aggiungere piu' dettagli, nessuno qui fa il mago.....
che stampante hai? che vuol dire "l'estrusore è rotto", ti appare un errore? magari aggiungi foto,video impostazioni stampante e che software di slicing usi.....+
-
malsana non direi, ma è effettivamente poco pratica. se consideriamo che una stampante assorbe in funzionamento 400watt di cui la maggior parte sono utilizzati dal piano, considerando che a fine stampa viene spento il piano, l'estrusore e disattivati i motori la potenza assorbita dalla scheda madre per rimanere accesa è talmente bassa che il sistema a sensore ti costa come un anno di stand by....
la soluzione piu' pratica forse è un timer per presa elettrica settato 10 minuti dopo la fine della stampa, ma ancora una volta i 7 euro che costa equivalgono ad un anno di stand by.....
-
3 ore fa, cicciounico dice:
Cos'è il flusso a 120% ?
c'è un opzione chiamata
in cura: spessore linea inziale( 100%= 0,4-->120%=0,32mm)
in repetier-host: larghezza estrusione primo layer (qui gia' in percentuale)
che serve propio a creare una "linea" piu' abbondante nel primo layer per avere una "base piena senza buchi"
praticamente si riferisce al flusso di stampa che neegli altri layer è del 100% ma nel primo a seconda dell'impostazione puo' essere aumentato, un valore ottimale è intorno al 120%
-
adesso il difetto è lo scotch di carta 😅
visto che parli di spessimetro ti dico come calibrare in modo empirico il piano...
manda in stampa un qualsiasi oggetto e appena la stampante inizia a stampare spegnila!
avra' l'estrusore e il piano caldi, inoltre saranno alla distanza di 1 layer, se ad esempio hai impostato 0,25mm come primo layer con lo spessimetro tra ugello e piano è un atimo a regolare il piano in modo perfetto con il vantaggio di essere una calibrazione a caldo.
la temperatura di stampa ottimale è 190\195 non serve scendere e non serve salire.
stampa il primo layer a 0,25 con flusso al 120% e vadrai che sara' perfetto. non mettere nulla sul piano solo un po' di lacca....
le "palle" si staccano perche secondo me il profilo di stampa va ritoccato in diversi punti(sensazione)....
p.s ho capito adesso che usi il brim, non serve, metti 2 linee di skirt e stampa direttamente l'oggetto sul piano....
-
ciao ciccio, il problema è il primo layer a 0,3mm, è troppo alto sopratutto se vuoi stampare a 0,15mm.
metti i layer a 0,2 la qualita' è la stessa e ti risparmi un po' di tempo, il primo layer va stampato a 0,2\0,25mm con flusso al 120%
assicurandosi (se vuoi ti spiego come) che la posizione dell'end stop sia giusta e che quinidi l'altezza del primo layer da software sia anche quella effettiva.
il piano puoi tenerlo tranquillamente a 30 gradi.
-
47 minuti fa, Enzo Latorraca dice:
Enzo Latorraca Scusate se mi ripeto vorrei chiedere la disponibilità a qualcuno del gruppo ad inviarmi un profilo di "Cura Engine"! E l'unica soluzione per me per poter riuscire a settare la mia Tronxy x5s! Sono disposto anche a pagarlo questo profilo!Contattatemi in privato! Bona sera Enzo Latorraca
ciao enzo, credevo avessi risolto i problemi, in allegato trovi il profilo cura per la tronxy.
il profilo è quello che utilizzo io, ed è buono nel 99% dei casi in cui si stampa in PLA
lo metto qui almeno anche altri potranno scaricarlo se vorranno.
-
1 ora fa, alexdam92 dice:
ah un'altra cosa... dato che il problema lo riscontro negli spostamenti a vuoto, non è che 100 mm/sec sono troppi per questo tipo di stampante? ho appena trovato il menu su cura...
120mm\s si usa su stampanti con piano fisso(dove si muove solo i carrello) considerando la massa del piano, 100 mm\s è un valore accettabile...devo dire che nel secondo video il rumore mi sembra piu' "normale" di come sembrasse nel primo. fossi in te mi concentrerei sulle cinghie troppo tese, mi sento di escludere i motori....
-
ciao alex, il video è troppo breve per capire il problema ma sicuramente si sente un rumore che non dovrebbe esserci.
due possibili cause:
la prima è una velocita' di stampa eccessiva, come ti ho detto il video è troppo breve per capire se i movimenti sono troppo veloci.
la seconda causa è legata alle cinghie, una o piu' di esse sono troppo tese e quindi il motore sforza(credo che rumore provenga dal motore)
per escludere i motori (rovinati) potresti farli girare a vuoto scollegando le cinghie o le puleggie e una volta fatto questo potresti muovere gli assy x\y a mano per capire se c'è una eventuale vibrazione
-
venduta Grazie.
-
Il 26/5/2018 at 22:32, killdead dice:
Sto stampando il pla...e la parte che si è intasata è l'ultima parte del tubicino,prima dell'estrusore. Inoltre io ho già cambiato l'hot end e il tubicino perché ne avevo un altro che è arrivato inseme alla stampante. Il problema è che.tutte le stampe ad un certo punto si ferma,l'estrusore smette di estrudere. Come si può chiaramente vedere dalla foto
è un problema di temperatura, il filo si sciglie nella gola e crea il tappo.
puo' avere diverse cause, ventola poco efficiente,temperatura troppo alta,assenza del tubo in ptfe nella gola,nessuna ritrazione o pochissima ritrazione....
-
 1
1
-
-
ciao, per prima cosa dovresti dirci che materiale stai usando e che impostazioni stai usando.
il fatto che l'estrusore si tappi puo' essere causato da diversi fattori, e comunque non ben capito il problema e dove si tappa di preciso.
magari metti qualche foto perche' prenderne uno nuovo mi sembra una soluzione un po' roppo estrema....
-
4 ore fa, vincenzo 48 dice:
https://www.amazon.it/gp/product/B073P9NNTZ/ref=oh_aui_detailpage_o00_s00?ie=UTF8&psc=1
qui puoi vedere il filamento che sto usando, cosa ne pensi, parla di tolleranze +/- 0,02 e le mie rilevazioni effettuate sono ben al di sopra di quelle dichiarate. Ho provato alcune stampe variando nel settaggio della stampante il diametro del filamento mettendo 1,68. da tener presente che la minima misura rilevata è stata di 1,64
ciao grazie
il filamento non è affatto buono, e poi basta guardare le recensioni.... quindi probabilmente è la causa del problema ma forse non la sola.....
in genere si consigliano filamenti dal costo non inferiore ai 20 euro in modo da non avere particolari problemi....
Consigli per primo acquisto
in La mia prima stampante 3D
Inviato
secondo me in questa fascia di prezzo tutte le stampanti sono praticamente uguali, se non altro tutte partono dalla stessa base e poi il cinese di turno cambia questo o quello.chiediti cosa vuoi in fatto di numero di estrusori, piano riscaldato, area di stampa e poi tra quelle che soddisfano i tuoi bisgoni una vale l'altra, magari vai su un modello piu' conosciuto per avere piu' consigli in caso di problemi.
per quanto riguarda il postare link di negozi non posso esserti utile devi chiedere a chi sta piu' in alto di me.....