

Cla Bello
-
Numero contenuti
176 -
Iscritto
-
Ultima visita
-
Giorni Vinti
4
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Cla Bello
-
-
2 ore fa, Spillo ha scritto:
Ottimo, sei gentilissimo.
Guarda purtroppo è 5 MB e non posso allegarlo qui...se mi mandi in PVT la tua mail te lo giro li
-
 1
1
-
-
1 ora fa, Spillo ha scritto:
Ciao.
Ancora non l'ho fatto quel test, ma lo farò subito (ho notato che ce ne sono diversi modelli, vanno bene qualunque scelga?).
Il bed è impostato tramite i file che stampo a 60 gradi.
Non uso nulla per rafforzare l'incollaggio.
Guarda la temp tower é la primissima cosa da fare quando usi per la prima volta un materiale...se vuoi ti passo il file di quella che uso io per il PLA (io ho una ender 3 S-1).
-
2
-
-
Allora...il passaggio del foglio sotto l'ugello deve dare un certo attrito (io lo faccio risultare piuttosto marcato).
Hai fatto una temp tower del tuo materiale?
A quanto hai messo la temperatura del bed?
Usi qualcosa per rafforzare l'incollaggio sul piatto?
-
18 ore fa, Spillo ha scritto:
Per 35° cosa intendi? Perché ho letto da diverse parti (anche qui) che l'ABS deve essere stampato sul temperature oltre i 230°/240°.
Intendo la temperatura dell'eclosure n cui è piazzata la stampante...per farti capire guarda questa
https://www.etsy.com/it/listing/1367052864/enclosure-ender-3-pro-ikea-lack?ref=share_v4_lx
-
16 minuti fa, Spillo ha scritto:
La stampante si trova vicino alla porta della mia stanza e la ventola dopo un breve percentuale di lavoro si azione (se non erro il 3%) e credo giri al 100%.
No no ...per l'ABS ci vuole un involucro chiuso (per mantenere il più possibile la temperatura interna alta e costante) e la ventola di raffreddamento a ZERO...io lo stampo "decentemente" a 35 °C
-
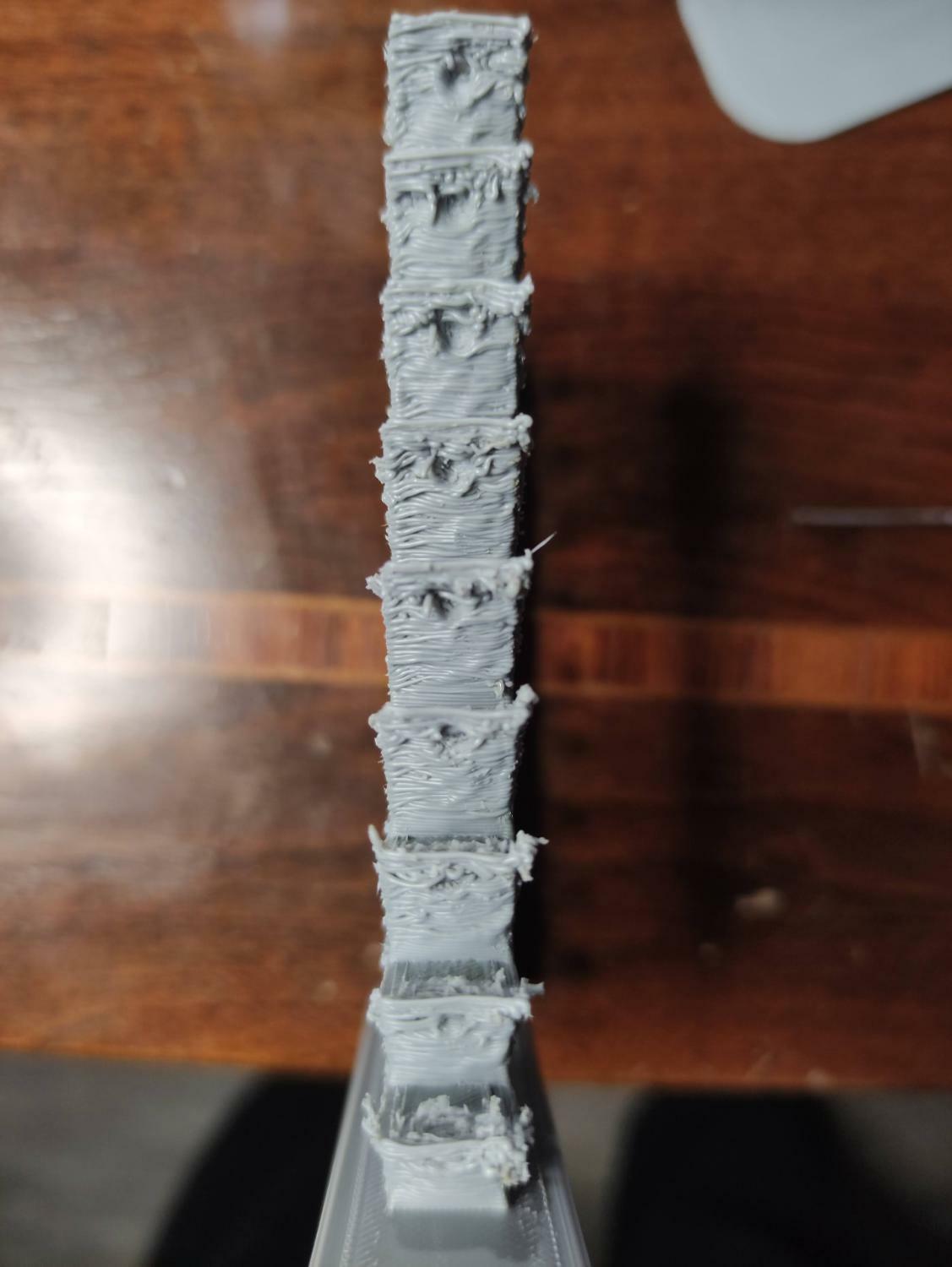
3 ore fa, Spillo ha scritto:
Salve, nel frattempo che mi viene consegnato domani il PLA (ordinato il 10. avevano solo il bianco o il nero, ho preso l'ultimo.), ho fatto delle prove di stampa con l'ABS e mi è uscito questo risultato in foto.
Secondo vuoi quale sarebbe il problema, oltre al fatto che sto usando materiale ABS? Grazie.
Secondo me la temperatura dell'ambiente di stampa...non stai usando la ventola di raffreddamento vero??? L'ABS è piuttosto esigente e nella maggior parte dei casi, oltre a un luogo chiuso, pretende che la ventola di raffreddamento del materiale sia SPENTA.
-
1
-
-
-
1
-
-
A guarda a me bastano le quote perché uso FreeCAD e non sono mai riuscito a usare bene i disegni di AutoCAD 😭
-
14 minuti fa, FoNzY ha scritto:
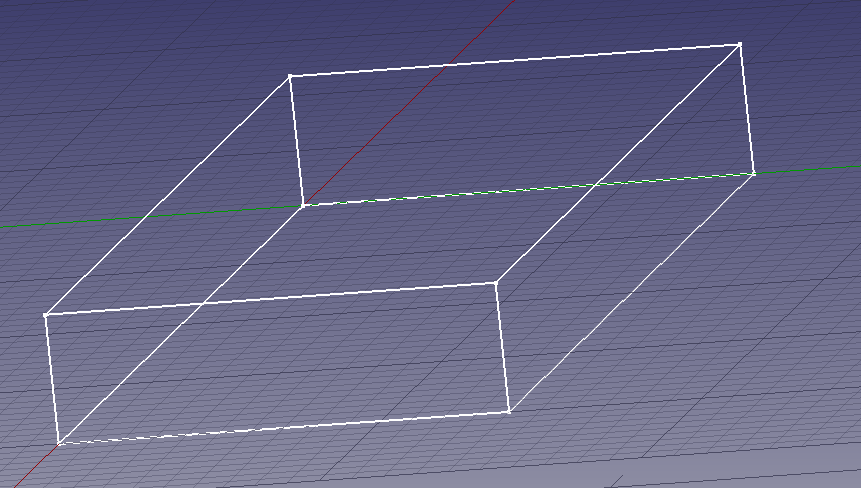
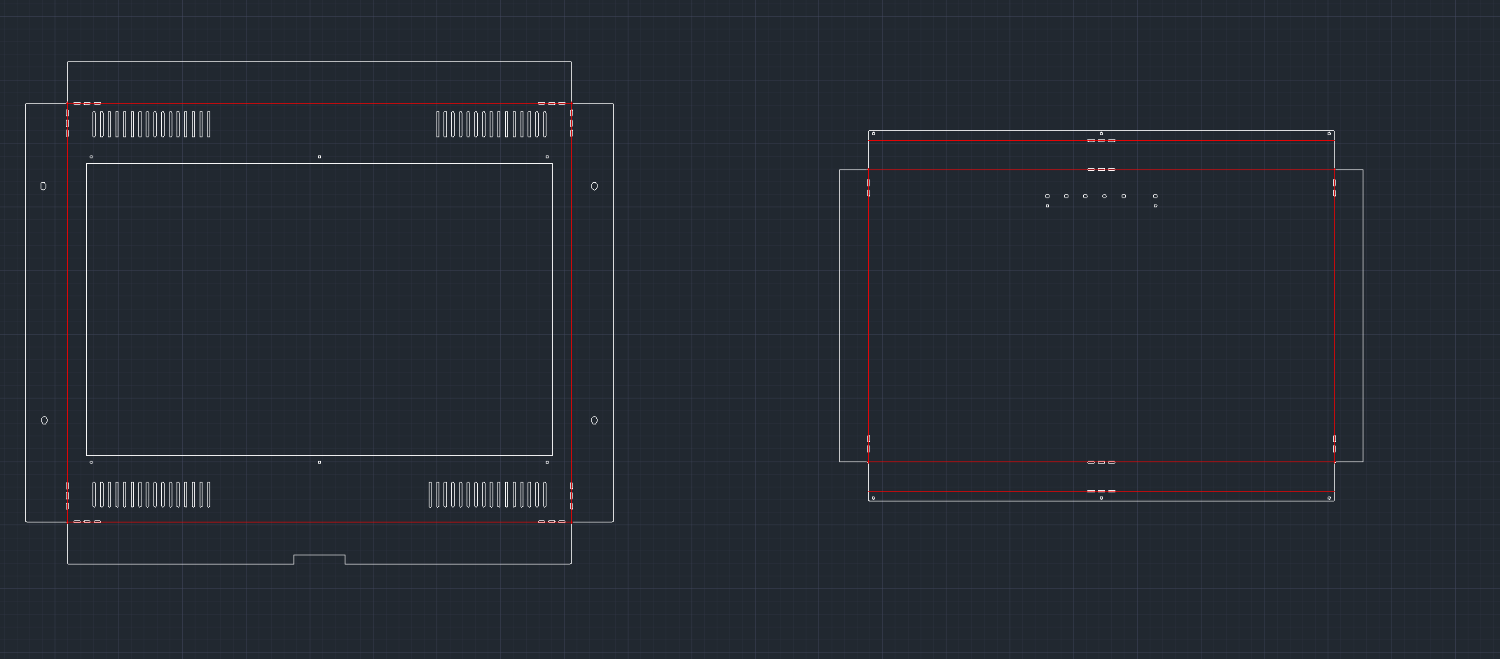
purtroppo non so fare usare fusion 360, mi servirebbe qualche anima pia che sappia svilupparmi in 3d il disegno in foto.

li ho disegnati in autocad in 2d, praticamente sono line di taglio mi servirebbe qualcuno in grado di effettuare una piega a 90 gradi dove ho messo le line rosse in modo da creare una sorta di "scatola"
accetto consigli su come fare o in alternativa un anima buona che per una modesta somma decisa da lui lo faccia per me
Guarda oggi proprio non riesco ...magari domani potrei fare qualcosa ma non ti garantisco niente!!
... però dovresti mettere le quotature....e quelle righette parallele che si vedono nel disegno di sinistra cosa sono? Vuoti? .
-
7 ore fa, Damianking78 ha scritto:
G1 X0 Y230 Z240; sposta tutto a sinistra ed in alto l’estrusore e porta il piatto tutto avanti
M104 S0; spegne estrusore
M140 S0; spegne piano di stampa
M84; disabilita i motori
M107; spegne la ventola
subito avevo scritto questo. È più corretto rispetto all altro?Se posso permettermi...perché non lo provi? Passalo alla stampante e vedi se il risultato è di tuo piacimento o al massimo fai le correzioni del caso per renderlo perfetto 👍
Io uso Repetier host e posso passare il G-code direttamente via riga di comando.
-
1
-
-
23 minuti fa, FoNzY ha scritto:
ma che senso ha estrudere 5mm? sprechi materiale e rischi di sporcare la stampa, se fosse una ritrazione sarebbe comunque troppo grande. io retrarrei (è iitaliano ?) di 3mm non di piu'
Anche io ritrarrei...
-
10 ore fa, Damianking78 ha scritto:
Ciao ho un geeetech A10
vorrei, terminata la stampa, che il piatto venisse portato tutto in avanti, mentre l’estrusore si sposta tutto a sinistra.
ho scritto questo, se possibile qualcuno di più pratico può aiutarmi a capire se è compilato correttamente?
grazie(porta tutto a 0 e 0 poi alza quasi al massimo l’estrusore e solo dopo porta il pianto tutto avanti)
G28
G1 Z240/255; alza l’estrusore per consentire il passaggio della stampa
G1 Y220 F1150; sposta il piatto in avanti con calma)G1 E5; spurgo di 5mm
M104 S0; spegne estrusore
M140 S0; spegne piano di stampa
M84; disabilita i motori
M107; spegne la ventola
M117 stampa terminata; messaggio conclusivoIn linea con quanto descritto qui https://marlinfw.org/docs/gcode/G000-G001.html , credo che l'unico errore sia nel G1 Z240/255...devi dare una unica coordinata cioè
G1 Z240
-
7 ore fa, Maax ha scritto:
Ciao tutti, il mio problema di oggi è che ho questo semplice oggetto piano, e vorrei che una faccia fosse leggermente convessa, come se l'oggetto fosse "gonfiato".
Ho fatto qualcosa di vagamente accettabile intersecando l'oggetto con una sfera di raggio molto grande, esiste anche un sistema meno da bovaro?
Ciao per aiutarti sarebbe utile:
- vedere una immagine del pezzo;
- sapere con che CAD operi.
Cmq c'è sempre un modo "più fine" per ottenere un risultato ...ma quando ottengo ciò che voglio io non me ne preoccupo 🤣🤣
-
Be sembra venuto bene 👍
-
Si concordo con @dnasini ...forse non hai eseguito i test correttamente? La temptower mi sembra troppo omogenea...sicuro che ci siano i cambiamenti di temperatura durante la stampa?
-
Qui un video per lo smontaggio....buon divertimento...io l'ho fatto e non è così terribile dai.
-
2
-
-
26 minuti fa, dancal88 ha scritto:
Ciao a tutti, come dice il titolo ho fallito una stampa perchè il filo della bobina si è ingarbugliato, ho annullato dopo 10-15 max 20 minuti dal fatto (mi ero allontanato) e sono ripartito con la stampa, estrude e funziona ma ad un certo punto (in fase riempimento) si sente un rumore (classico tac tac) venire dall'estrusore (almeno credo, devo verificare anche che non ci sia qualcosa sotto le cinghie) ma a me sembra l'estrusore, cosa potrebbe essere? La stampante è una ender s1.
Non saprei...la butto li:
ugello sporco (magari dentro si è formato un piccolo ispessimento di materiale sul condotto di estrusione che, in determinate parti dell'estrusione, aumenta la pressione tanto da bloccare)?
Ingranaggio spingifilo da pulire?
🤔
-
1
-
-
8 ore fa, grazianomi ha scritto:
Dai test che mi consigli mi viene da pensare che queste prove vadano fatte per ogni filamento che si utilizza e bisogna appuntarsi tutti i valori.
Io, per evitare di "appuntarmi" tutti i valori, su ultimaker cura mi creo un profilo differente per ogni materiale che uso così da non dover poi andare a cambiare i singoli parametri ogni volta..tanto alla fine quando ti trovi bene con una marca poi (salvo casi particolari) non la cambi più
-
Ecco la seconda estrusione con ugello originale...direi che mi è molto simile al giudizio di Fantozzi sulla "corrazzata Potëmkin"...e non tanto diversa dalla precedente!

-
 1
1
-
-
Io anche uso Ultimaker Cura e lo trovo semplice...ho anche il Prusa che uso per esigenze particolari (mi piace la funzione di preview del GCODE dove si vedono anche le variazioni di temperatura ecc).
-
1
-
-
2 minuti fa, PaoloG13 ha scritto:
Per il il tuo modello hai problemi a mantenere il livellamento? cioè leggevo da qualche parte o forse in un video, che le stampanti con livellamento manuale solamente o manuale+ automatico sono più soggette a dover essere ricalibrate, mentre quelle con piatto fisso con SOLO livellamento automatico sono più "stabili", per un discorso manopole che si possono toccare o molle poco rigide...
Il mio ha manuale + automatico...ti dirò...dopo il primo livellamento (fatto meticolosamente più e più volte) non ne ho più fatti altri...ho bloccato le manopole sotto con dei "blocchetti" stampati.
Unica cosa che faccio sempre è verificare lo Z-OFFSET prima di ogni stampa.
2 minuti fa, PaoloG13 ha scritto:...ABS e ASA ecco già due nomi nuovi... mi informerò per le caratteristiche 😉
Imparerai a conoscerli presto...se vorrai fare pezzi che resistano in condizioni "estreme" ...
-
2 minuti fa, PaoloG13 ha scritto:
2 - Filamento o resina: Opterei per la stampa a filamento, per questioni pratiche, anche se da quello che ho capito la resina da risultati estetici migliori, ma non avrei tempo di fari i vari procedimenti consigliati (lavaggio e uv) e mi spaventa un pò il discorso tossicità delle resine
Qui ti sei già dato tutte le risposte...🙂
2 minuti fa, PaoloG13 ha scritto:3 - Montaggio? Ho un minimo di manualità ma purtroppo una propensione alla sfiga, sarei quindi propenso a stampanti semi assemblate, so che la stampante senza problemi non ci sarà ma possibilmente modelli che abbiano problemi noti almeno risolvibili (confido nel forum ovviamente) essendo un testimonial delle leggi di Murphy, se su 100 stampanti 10 potrebbero avere problemi, una di quelle sarà sicuramente la mia…
Io mi trovo molto bene con la Creality (la mia è una Ender 3 S-1) che, oltretutto, arriva montata al 90% (sono solo 4 viti e via);
2 minuti fa, PaoloG13 ha scritto:- Che tipo di materiale si presta meglio per le esigenze di cui sopra, piccoli/medi pezzi, monocolore (maggiormente nero o bianco o traslucido se ci fosse)
Mio modesto parere...per facilità di stampa assolutamente consigliabile PLA+, basta che i pezzi non vengano esposti a calore oltre i 70 °C e a luce diretta del sole continua; viceversa ABS/ASA...per i traslucidi che possono contenere liquidi il PETG.
-
1
-
-
55 minuti fa, PaoloG13 ha scritto:
Ciao a tutti sono Paolo 49 anni....
Benvenuto...sicuramente, visto il tuo curriculum, sarei una importante risorsa anche per noi 🤓
-
2
-
-
58 minuti fa, Cubo ha scritto:
Ma quando poi li hai stampati erano ancora buoni, non erano diventati più fragili immagino...
No scusa mi sono espresso male...in forno avevo messo dei pezzi già stampati nelle diverse qualità di filamento. Cmq quando si raffreddano ritornano pari pari come erano...
-
1
-


Problemi di stampa Ender 3 prima esperienza
in Problemi generici o di qualità di stampa
Inviato
E' con la vergogna nel cuore che mi sono accorto di averti mandato il GCODE sbagliato (senza variazioni di temperatura)...sono veramente costernato per l'errore perchè so quanto pesa passare ore ad aspettare che una stampa finisca....ti chiedo ancora scusa...ti ho inviato il GCODE corretto...
Cmq per il futuro puoi verificare come si comporta un GCODE aprendolo con Prusaslicer...come vedi mettendo nel menu "vista" la voce "temperatura" puoi verificare che effettivamente sia settato correttamente...