

Cla Bello
-
Numero contenuti
176 -
Iscritto
-
Ultima visita
-
Giorni Vinti
4
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Cla Bello
-
-
34 minuti fa, SudoMolto ha scritto:
allora, alcool e microfibra lo sconsiglio per succo Abs, molto meglio usare acetone e carta, mentre per personale esperienza sconsiglio del tutto la microfibra in quanto alla lunga lascia pelucchi che si attaccano al bed, meglio utilizzare carta dura da pulizia industriale,
comq acetone funziona benissimo anche per togliere la lacca😉
Infatti alcool e microfibra per lacca....
Acetone ottimo per ABS ma...puzza parecchio da usare in casa (specie di inverno che non si aprono le finestre volentieri) 🤢
-
2 ore fa, SudoMolto ha scritto:
in pratica il dubbio che riscontro quando faccio la misurazione è il seguente, ---qual'è la battuta di riferimento (ovvero dove inizia il punto dell'estrusore?) dove indico in foto con la pinzetta sul tubetto ptfe?
Questo tutorial ti sarà di aiuto...
-
 2
2
-
-
Usando un calibro e un pennarello (o facendo un piccolo segno sul filo)
-
1 minuto fa, SudoMolto ha scritto:
ho sempre stampato a 194/195 il pla plus sunlu , aumentando la temp non dovrebbe peggiorare lo stringing?
No no non mi fraintendere...non ti ho consigliato di aumentare la temperatura...mi chiedevo se hai fatto la temp tower per essere sicuro di stare usando il settaggio corretto (almeno per quanto riguarda la temperatura).
Poi, se proprio non si trova la motivazione, potresti pensare di dare una bella pulita all'estrusore verificandone l'integrità.
-
 3
3
-
-
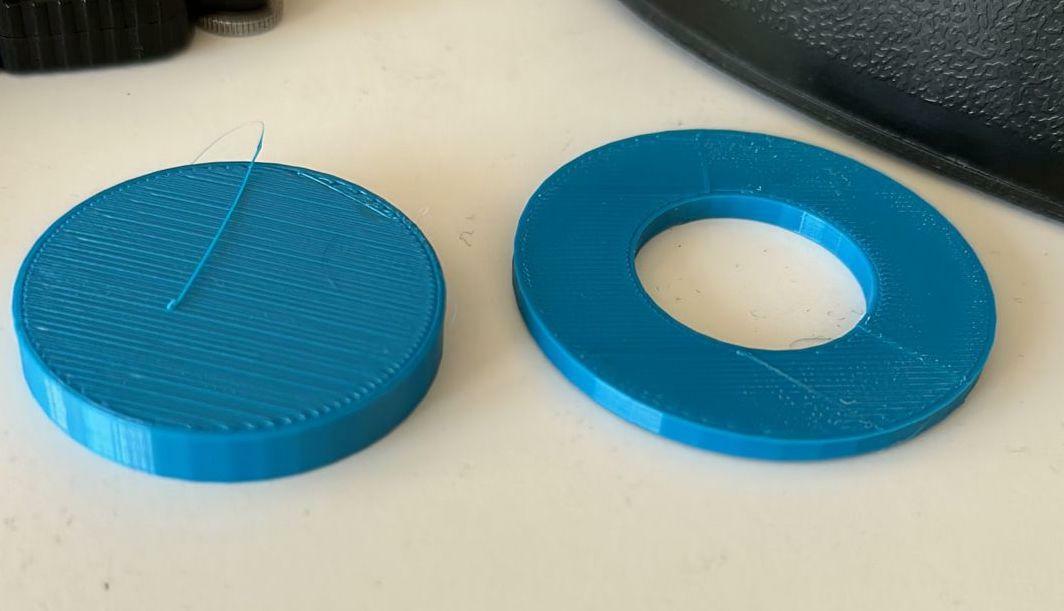
58 minuti fa, alex_2517 ha scritto:
Buongiorno a tutti e grazie a chimi aiuterà
stampo da 2 giorni quindi siate buoni, stampante flashforge adventurer 4
stampo con petg un master per carbonio e noto che le forme tonde sono piene di facce
ho fatto delle prove sia con un file direttamente della stampante (un cilindro) sn in foto
mentre i miei file sono nativi da autocad esportati stl. dx in foto
stampato con flasprint5
ho provato a creare il file con rhinoceros ma li ho proprio problemi in esportazione. creo un cerchio e mi esporta un quadrato!
grazie a tutti

Quelle sono create quando trasformi il solido CAD in MESH ed è chiamata tassellazione...per aumentare la "finezza" del disegno devi giocare sui valori di "Angular deflection" e "deviation" (in FreeCAD) così poi da esportare una MESH più precisa.
Oppure puoi guardare questo video tutorial che da un altro metodo (sempre con FreeCAD) più semplice
-
2
-
-
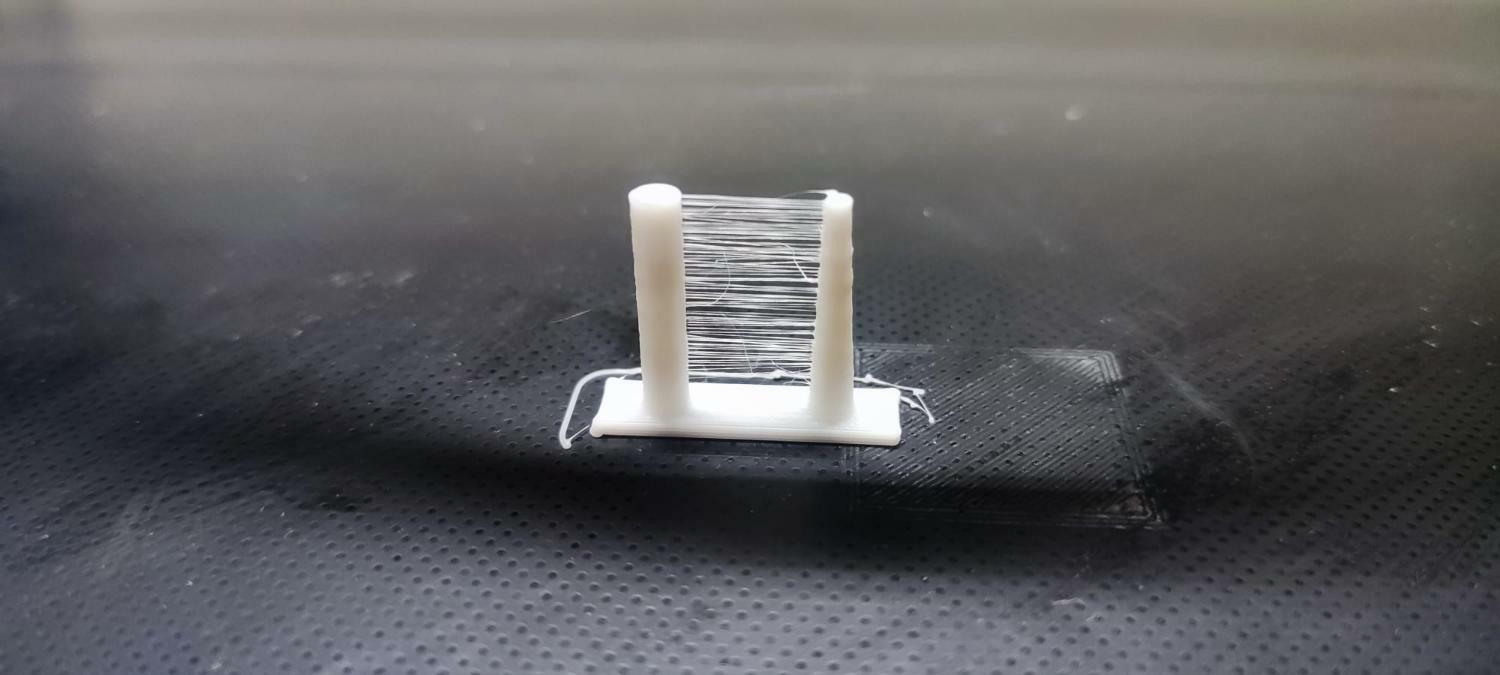
28 minuti fa, SudoMolto ha scritto:
ecco un pessimo test di retraction... attendo gli esperti
Il problema non è solo la retraction...non ti estrude nemmeno lo skirt correttamente...non ho capito se hai fatto la temp tower per questo materiale...
-
11 minuti fa, SudoMolto ha scritto:
sisi la splendor rimane una delle scelte più "agili", anche io normalmente uso quella. il succo è solo il jolly.
Ho notato che però si pulisce molto meglio il succo che la lacca quando necessario
Io pulisco la lacca con alcool denaturato e un panno in microfibra. Il succo invece con spatola ma la "sfoglia" che si stacca, poi mi si attacca dappertutto 😭...fa come le.palline di polistirolo 🤣
-
 1
1
-
-
Per curiosità, con che ugello stai lavorando?
Correggetemi se sbaglio ma non vi sembra che anche l'estrusione sia un po' troppo "filare"?
Non è indice di una eccessiva distanza di Z?
-
1
-
-
Il 2/3/2023 at 16:02, N3ur0m4n ha scritto:
Lol, aspettavo che qualcuno me lo chiedesse 😉
Ho visto un video recentemente dove un tipo usava un materiale molto comune e veloce per lisciare il PLA...
la resina UV per stampanti 3D.
Ho provato a spennellare la statuetta con la resina UV, l'ho messa sotto la lampada UV per qualche minuto e ho pulito con uno spruzzino con IPA e un tovagliolino di carta resistente (di resina ne ho usato pochissima).
Ho fatto una seconda passata (un po' più corposa della prima), stessa cura e pulizia e ho dato una carteggiatina giusto per togliere l'eccesso di resina e arrivare allo strato con il pla...
La resina UV una volta curata è pulita è facilissima da carteggiare e rimane nelle fessure dei layer rendendo tutto liscio (poi più si carteggia di fino e meglio viene... pensa che ho dato una carteggiata veloce con la lima di gomma da 180 e ho rifinito con una pezzetta di cotone).
Ora voglio provare sia con un filler monocomponente per il legno (per la precisione questo: https://www.amazon.it/Liberon-LIBWFN125-125-ml-Neutral-Wood-filler/dp/B000TAT3RM/ref=sr_1_1?__mk_it_IT=ÅMÅŽÕÑ&crid=2WU9WNLQSBPRM&keywords=liberon+wood+filler&qid=1677769268&sprefix=liberon+wood+filler%2Caps%2C99&sr=8-1) che mi arriva domani e anche con la classica resina trasparente UV da bigiotteria (meno irritante e senza la rottura di scatole del lavaggio con IPA).
Comunque già con la resina UV per stampanti il risultato è veloce e più che soddisfacente 😉
Perdonami mi ero perso la tua risposta! 😔
Alla fine come è andata con il filler da legno?
-
6 ore fa, SudoMolto ha scritto:
Io per le stampe più ardue utilizzo il succo di abs spalmato a freddo ( e poco). Assicurati che sia dello stesso colore del filamento che utilizzerai altrimenti viene un pò un pastrocchio...
Anche Io all'inizio lo usavo ma poi mi sono convertito alla lacca per capelli per due motivi:
- stampando in casa l'odore dell'acetone era abbastanza sgradevole;
- la lacca mi ha dato sin da subito ottimi risultati di adesione.
-
1
-
-
4 ore fa, Heda ha scritto:
La mia idea era metto la bobina, il sensore la pesa, dal peso ricavo quanti metri di filo ho disponibili, ...
Sono ansioso di vedere cosa userai per misurare il peso...dai dai...💪
-
23 minuti fa, FoNzY ha scritto:
l'errore che hai il primo layer sara' uguale per tutti i layer ma questo errore si somma, se stampi a 0,20 con un errore di 0,02mm al 300 esimo layer hai 6mm in piu' altezza (sarai a 66mm dal piano e non a 60)
Grazie ora mi è più chiaro...adesso cercherò maggiori informazioni su questo argomento.
-
54 minuti fa, FoNzY ha scritto:
hai detto giusto, si propaga sempre piu' e non cambia, aumenta e basta ma quanto diventa sensibile soprattutto in Z ti ritrovi un "buco"
Scusa ma continuo a non capire...facciamo un esempio:
se l'errore al primo layer è di 0.20, al 300 layer sarà sempre 0.20 e non moltiplicato per X.....o sbaglio?
-
Però scusate se mi intrometto ma voglio capire meglio questa questione degli step/mm ...io avevo capito che questo setting serve a garantire una maggiore fedeltà dimensionale tra pezzo estruso e pezzo disegnato...quindi non capisco cosa c'entri con il movimento dell'estrusore. Cioè mi spiego meglio avere uno step/mm sballato significa portarsi un errore che però si propaga costantemente su tutto il lavoro mica varia al variare dell'altezza o di altre dimensioni!
O sbaglio?
6 ore fa, FoNzY ha scritto:🤯questo significa che hai degli step\mm in Z sballati... comunque come mai sei arrivato a questa conclusione?
-
4 minuti fa, dancal88 ha scritto:
Domandine extra: 1. a fine giornata devo smontare il filamento e conservarlo in apposito box o rimane sulla stampante? 2. Quando i filamenti escono 'filamentosi' ovvero si formano dei filini prima che asciugano, significa temperatura troppo alta?
1 - dipende...i puristi ti direbbero di si, in apposito contenitore con le bustine anti umidità. Io sinceramente che vivo in un luogo non umido e stampo qualcosina tutti i giorni, al momento non trovo ne utile ne conveniente togliere la matassa ogni volta.
2 - significa che la temperatura non è ottimale per il materiale che stai estrudendo...devi stampare una temp_tower per capire esattamente come si comporta quel preciso materiale.
-
1 ora fa, il_cosmo ha scritto:
@Cla Bello, stai sopravvalutandomi e molto... 🤣🤣🤣
Per curiosità, perché non conosco, cosa intedi?
Questi...cosi ho un riferimento alla posizione delle manopole
-
1
-
-
7 ore fa, dancal88 ha scritto:
Chiaro, come faccio a settare in base alla lunghezza della stampa le diverse temperature?
Comunque oggi ho raggiunto le stampe perfette ma c'è solo un problema: oltre il 75/80% di stampa devo MANUALMENTE ridurre la temperatura di 5 gradi, la velocità da 100 a 75% e soprattutto devo ALZARE l'offset z ovvero alzare l'estrusore, è l'unico modo.
Perchè tutto questo non posso farlo fare automaticamente alla stampante? Dovrei modificare il codice?
Sempre grazie!
Essendo anche io alle prime armi, non vorrei darti consigli che poi si rivelano inutili se non peggio fuorvianti o errati (io ho i miei metodi molto semplicistici che, molto probabilmente, non sono propriamente corretti)...magari gente più capace come @FoNzY o @il_cosmo potranno darci delucidazioni.
-
1
-
-
3 ore fa, dancal88 ha scritto:
ti rispondo in ordine, in alcuni punti mi sono spiegato malissimo (che brutto fare tutto di corsa)
in sostanza: il piatto non c'entra i grandi 'quadrati' che hanno quasi la larghezza del piatto (è anche vero che non ho controllato se fosse decentrato anche nello slicer)no no, da slicer processo ed estraggo nuovo gcode
.............
invece invece, parlando di temp tower, vorrei farei il test ma ho un dubbio, come farà la stampante a stampare alle temperature previste dal file gcode? https://www.thingiverse.com/thing:2656594/comments
1 - Ok ho capito...cmq verifica se sullo slicer risulti centrato;
2 - ok
3- la stampante legge il gcode nel quale sono riportati tutti i parametri, ivi comprese le temperature .
Se tu apri un file GCODE con un lettore di testo (va bene anche notepad) e cerchi il comando M104 vedrai che questo si ripete e accanto leggerai la temperatura a cui viene settato l'estrusore (ad esempio la prima parte della temp tower sarà estrusa a M104 S190.0 T0 cioè 190°C)
ATTENZIONE quella che hai postato te NON è una temp tower!
Questa dovrebbe fare al caso tuo (per PLA)...
https://www.thingiverse.com/thing:3912855/files
-
34 minuti fa, Heda ha scritto:
Lo avevo visto ieri questo video, diciamo che era l'idea che avevo in testa, però più inizio a buttare giù l'idea più mi vengono idee da pazzo 😂
Pensavo se usassi un sensore di peso, Arduino leggerebbe il peso della bobina messa e mi direbbe quanto filo c'è ancora, poi legge l'avanzamento del filo e mi darebbe la differenza, così avrei sempre la quantità di filo in bobina (orientativamente non potrà mai essere preciso al millimetro).
Se riuscissi a capire come fare una cosa del genere già non sarebbe male
https://www.3djake.it/stampanti-3d-e-ricambi-creality/porta-bobina-digitale?fbclid=IwAR2WL6mQLS6fmr3FsaxDdFFLEj_ZCXVf-7tk5k1s6xjAmNAykjmeVEmsIac
Vediamo che ne esce fuoriIo anni fa volevo cimentarmi con i sensori di peso ma dovetti rivedere le mie mire per la difficoltà di capire e usare l'elettronica associata...ho da pochi giorni buttato via una bilancia che avevo comprato per disassemblarla e usarne i pezzi (senza successo)...se prosegui su questa via sarei interessato a capire!
-
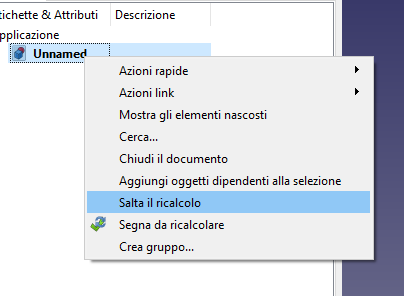
12 minuti fa, fratt ha scritto:
@Cla Bello ti ringrazio davvero, la guida che hai scritto è a prova di cogl... e quindi sono riuscito a capirla.
Ti chiederei un'altra info...
ogni tanto mi esce questo errore
Recompute failed! Please check report view.
sai a cosa fa riferimento?
Inoltre, se provo con un tracciato più complesso mi esce questo errore
0 <App> Document.cpp(3455): Recursive calling of recompute for document __logo_svg
anche qui sapresti dirmi a cosa è dovuto?
Sono contento di esserti stato utile...purtroppo sono anche io neofita in FreeCAD e quindi non so dare una risposta precisa alle tue domande.
Per quanto ne ho capito io , di default FreeCAD ha il "recompute" automatico attivato...ciò significa che ogni modifica che fai anche a un singolo sketch, che però fa parte di un pezzo più grande, tutto viene ricalcolato per aggiornarsi alle nuove misure ecc... il recompute si può:
>disabilitare (tasto dx del mouse sul progetto poi "salta il ricalcolo");
>forzare manualmente premendo l'icona delle "due frecce blu che si inseguono"
.
Il "Recompute failed" di solito è causato dal tentativo di usare particolari funzioni su un disegno che magari ha degli errori (tipo linee non chiuse che capita spessissimo oppure dei redundant contraints).
Il "recursive" francamente non so cosa dirti...probabilmente nel disegno è presente un errore che causa un continuo recompute failed che a sua volta genera questo errore...ma la mia è solo una congettura !

-
1
-
-
13 minuti fa, dancal88 ha scritto:
I dubbi sono:
- continuo ad avere i bordi più alti rispetto il centro del piatto, ad occhio mi accorgo, ma comunque il test di stampa relativo al livellamento esce bene
Sai che non capisco cosa intendi ?
13 minuti fa, dancal88 ha scritto:- devo ancora capire se queste temperatura cosi settate vanno bene
Per questo ti consiglio di fare una "temp tower" dalla quale avrai sicuramente una validissima indicazione da seguire.
13 minuti fa, dancal88 ha scritto:- devo capire perchè stampando il test di livellamento la stampa a sinistra è a filo bordo mentre a destra resta spazio (quindi la stampa non è perfettamente centrata)
Ma tu carichi direttamente il GCODE sulla macchina? E' fornito dal produttore o lo hai scaricato? (scusa l'ignoranza ma non ho mai stampato un test di livellamento 🙂)
Magari caricalo prima sullo slicer così da vedere se è già previsto che stampi li...
13 minuti fa, dancal88 ha scritto:- devo capire se e come regolare l'endstop z sulla s1
E anche qui ammetto la mia ignoranza...non so cosa intendi...
P.S. cmq la stampa non mi sembra venuta male 🙂
-
Io sulla mia Ender 3 S-1 con estrusore direct uso, per il PLA, retrazione 0,8 mm a 45 mm/s.
-
1
-
-
Scusa cosa intendi per "post produzione" ? di che tipo di stampa stiamo parlando...a filamento o resina?Materiale?
-
1
-
-
10 ore fa, dancal88 ha scritto:
Oggi ho potuto completare un oggetto, adesione perfetta, solo qualche imperfezione man mano che si alzava l'estrusore (l'oggetto sarà stato alto 10 cm). Devo cambiare l'ugello con qualcosa di piu' adeguato? Sto sempre prusaslicer settato diversamente (mi sono aiutato cercando sul web).
Che materiali stai estrudendo? Temperature piatto e estrusore?
Hai fatto la temp tower di quel particolare materiale?


ENDER 3 S1 PRO non stampa su metà piatto
in Creality
Inviato
E quindi era un contatto elettrico...immaginavo ...sono contento che tu abbia risolto 👍