dziobu
-
Numero contenuti
357 -
Iscritto
-
Ultima visita
-
Giorni Vinti
11
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dziobu
-
Una cosa è p&p o non lo è. Provate a guardare questa apparecchiatura dal punto di vista di qualcuno che non ha alcuna idea di stampa, nessuna esperienza e nessun armadio di strumenti o parti della stampante.
-
No, ma ender3 è ancora più incapace di farlo. Il lavaggio dell'ugello è effettivamente problematico, ma si fa da solo. E funziona. Ha qualcosa a che fare con l'argomento? 😄 Questa ender3 si trova a 100EUR senza alcuna modifica? Questa ender3 stamperà il tipo di custodia per cellulare colorata che ho mostrato prima? Questa ender3 sarà usata da qualcuno che non ha idea di come si stampi? E cosa importa quanto costa se non è in grado di fare ciò che è necessario?
-
Non ho ancora verificato quali siano le limitazioni effettive, ma PLA+PET o PET+TPU funzionano.
-
Mi occupo di dettagli funzionali e utilizzo una massa di materiali diversi, a volte anche molto 'tropicali'. Ma quando si tratta di popolarità o di guadagno, i colori danno di più. Anche se, naturalmente, è utile poter combinare i materiali all'interno di una stessa stampa. Ottimo, ma nessuna di queste stampe è uscita da una stampante non modificata. Ecco come appariva 8 anni fa una stampa da una stampante con testina di miscelazione, allora ancora non modificata: Per quanto riguarda la qualità, ho ancora una delta (Kossel) che stampa il meglio di tutto ciò che ho. E funziona con l'elettronica originale. Ecco come ha stampato sette anni fa:

-
Ho un amico in un'azienda che produce filamenti. Diceva che il 75% e costituito da PLA e PET-G. Non mi occupo di statistiche, ma posso dire con certezza che il 90-95% persone non stampa niente altro; alcune non ne hanno la possibilita, ma la maggior parte semplicemente non ne sente la necessita. Purtroppo, oggi un dettaglio fresco e favoloso in 6 colori vale di più per il destinatario di una stampa complicata in Nylon. Ho avuto il mio primo ordine per una stampa a colori nella seconda settimana di possesso di una stampante; nessuno mi ha mai chiesto di PA66 o PPS e tutto ciò che facevo con questi materiali era una componente di qualcosa di più grande. Ecco perché tutti hanno diverse stampanti 😉
-
Questo è ora Offtopic. QIDI al prezzo di una Bambu bedlinger permetterà a qualcuno che non ha idea della stampa 3D di stampare tali dettagli?
-
Ho avuto modo di confrontare X1 live con il K2 Plus e il Kobra 3. Stampano, ma sì, nella categoria P&P è il Bambu che “funziona”, e questa è la stampante piu vecchia di tutte.
-
E tuttavia 😉 https://wiki.bambulab.com/en/x1/manual/X1-X1C-AMS-firmware-release-history Sarà interessante vedere se continueranno a farlo. Per ora, la concorrenza continua a essere scarsa.
-

una macumba sulle mie tre stampanti !!!!!!
dziobu ha risposto a luca00 nella discussione Problemi generici o di qualità di stampa
Sostituito con lo stesso film spesso? Non avete mai usato questa resina prima d'ora o non avete mai stampato nulla di più grande prima d'ora? Ma cosa state cambiando e per cosa? Nei miei profili, tutte le resine hanno tempi di primo strato di 50-70 anni. Voi ne avete la metà. Avete un dettaglio vuoto nel mezzo? Sembra che sia pieno e che affondi sotto il suo stesso peso. Di solito le stampe in resina sono solo la parete esterna (1-3 mm + supporti interni), perché è così che vengono meglio (Forse non sempre, ma di solito è uno degli errori fondamentali) Mostrate l'aspetto del progetto e l'aspetto del dettaglio che non è venuto fuori. -
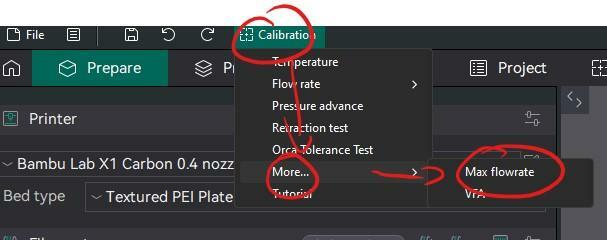
https://github.com/SoftFever/OrcaSlicer/wiki/Calibration#Max-Volumetric-speed https://www.obico.io/blog/maximum-volumetric-speed-test-in-orcaslicer-a-comprehensive-guide/
-
PrusaSlicer/SuperSlicer
-
Forse prova questo: https://www.printables.com/model/870628-artillery-sidewinder-x2-orca-profile Oppure, se avete PS/SS e funziona, questo: https://github.com/theophile/SuperSlicer_to_Orca_scripts
-
Con i materiali technici? No. Nessun problema (e riscaldo fino a 120°C). Ho danneggiato alcuni tavoli di vetro, ma solo a causa del PET-G.
-
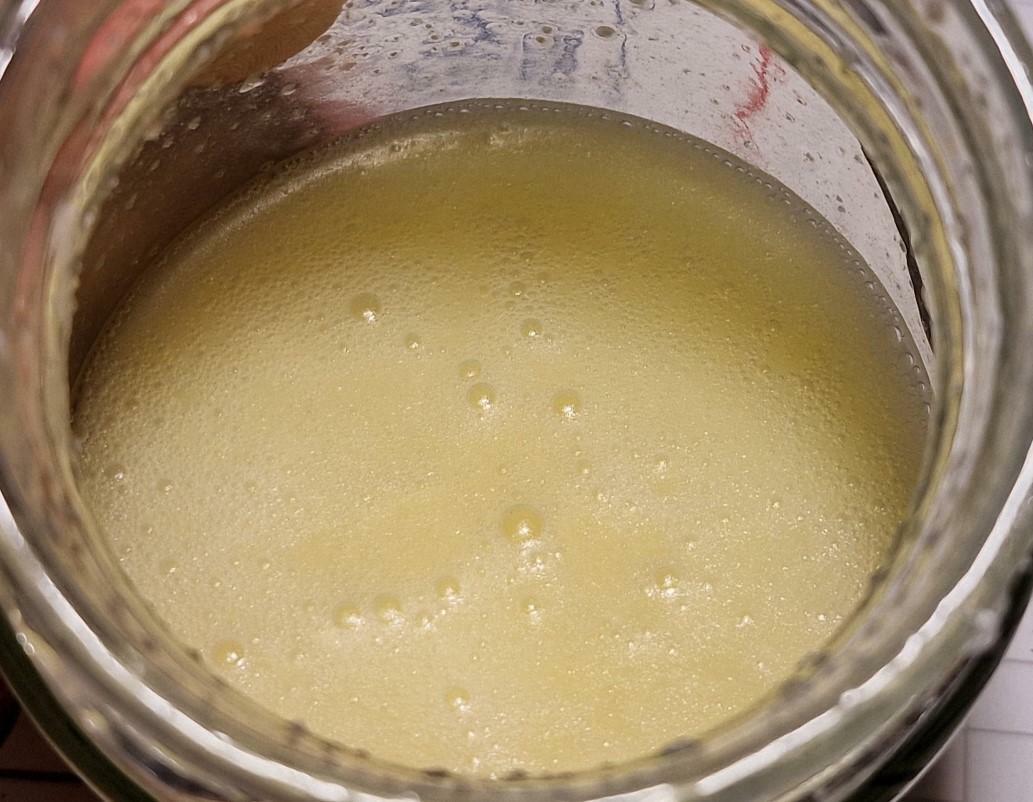
Da quello che ho stampato tutti materiali con CF/GF sono semplice per stampa. Anche PA12, PA66 o PC. Questo: Non so che questo in tubetto e lo stesso. E per diluire - aggiungere l'acqua, miscela, aspetto (12h), miscela, aspetta... 3-4 giorni e pronto. Dopo tutto - si presenta cosi: è denso, ma ora che no problemo per diluire di più. E la versione per utilizzare: Come acqua. Applico con un pennello. Poi riscaldo il tavolo. Al momento non ce l'ho da nessuna parte, quindi non ho modo di mostrarlo. Ma dà una superficie liscia (ci sono segni di bolle, ma non si vedono nei stampe). Se si aspetta che il tavolo si raffreddi dopo la stampa, lo strato rimarrà inalterato; non è necessario lavare il pezzo (e questi lavaggi CF/GF sono pessimi) o aggiungere colla. Vi ricordo che sto stampando su vetro; non ho ancora testato il funzionamento su PEI o altri supporti.
-
E questo l'ho capito male. Credevo che avessi un po di PA+CF/GF. Quando stampo su nylon, uso la colla Scotch (stampo su vetro). Per gli altri XXX+CF/GF e sufficiente qualsiasi, la colla già citata (*1) o qualche specializzato come Dimafix. (*1) La colla può essere fortemente diluita e, una volta applicata sul vetro, dà una superficie inferiore liscia.
-
Riciclare scarti di filamento PLA e PETG in Italia
dziobu ha risposto a filloax nella discussione Materiali di stampa
Perché: - costi di trasporto, - costi di lavaggio (dalla colla o dalla polvere) - costi di lavorazione (macinazione, essiccazione), - è necessario aggiungere il 40-60% di granulato a ciò che rimane per far sì che il materiale mantenga le sue proprietà utili. Inoltre, l'azienda che raccoglie il materiale deve essere sicura che ciò che si dà via sia quello che si è detto essere. Se aggiungete qualche dettaglio di ABS ai rifiuti di PLA, potrebbero perdere l'intero lotto. Anche la restituzione delle bobine al produttore è sostanzialmente antieconomica. (Ho un amico che lavora per un'azienda di questo tipo; non accettano bobine usate perché è troppo costoso). Scusate, sto imparando la lingua 😉 -
Riciclare scarti di filamento PLA e PETG in Italia
dziobu ha risposto a filloax nella discussione Materiali di stampa
E avete molti di questi rifiuti? Li differenziate (produttore/materiale)? Ad esempio, ecco i punti in cui riciclano: https://world.prusa3d.com/it/ Ma portare i rifiuti in un centro di riciclaggio di solito fa più danni che recuperarli (cosa peraltro non facile). -
E che tipo di nylon è? Quale produttore?
-
CREARE MINI CITTÀ CON STAMPA 3D
dziobu ha risposto a dome84c nella discussione Nuove idee e progetti
2-3 anni fa. Con le mappe ceche, anche in questo caso è necessario RenderDoc, ma è stato possibile ridisegnare il terreno e gli edifici. -
CREARE MINI CITTÀ CON STAMPA 3D
dziobu ha risposto a dome84c nella discussione Nuove idee e progetti
Forse questo: https://github.com/eliemichel/MapsModelsImporter -
Perché è fattibile, solo che in questo caso richiede più lavoro che disegnarlo da zero. È sempre possibile cercare qualcosa di simile nelle pagine dei dettagli di stampa. btw Questo è un semplice dettaglio. Vale la pena di usarlo per imparare qualsiasi CAD.
-
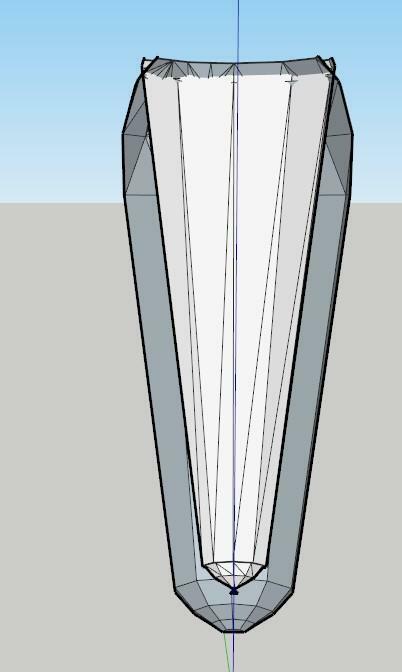
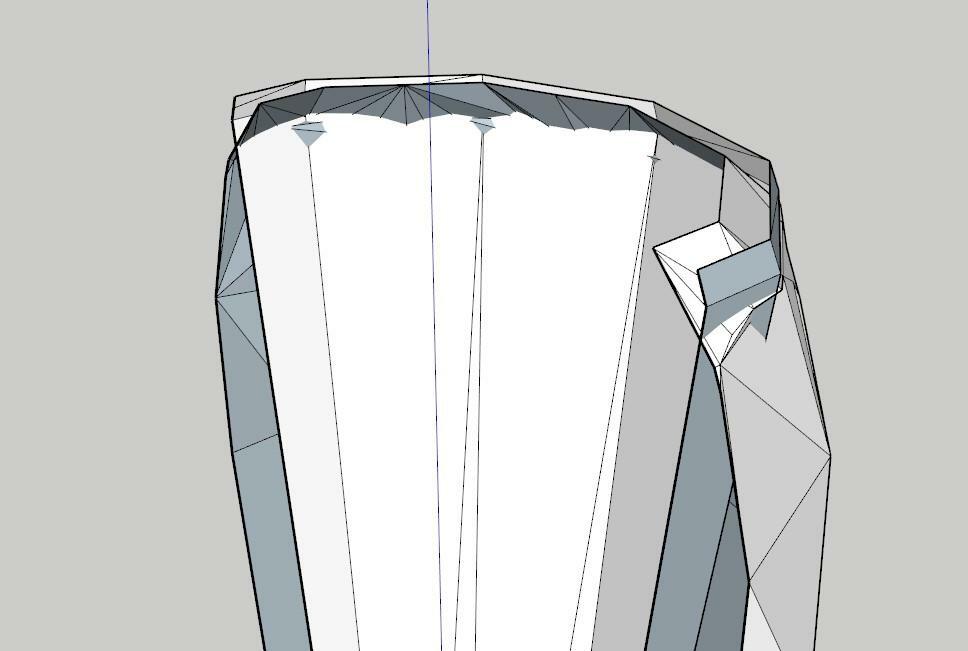
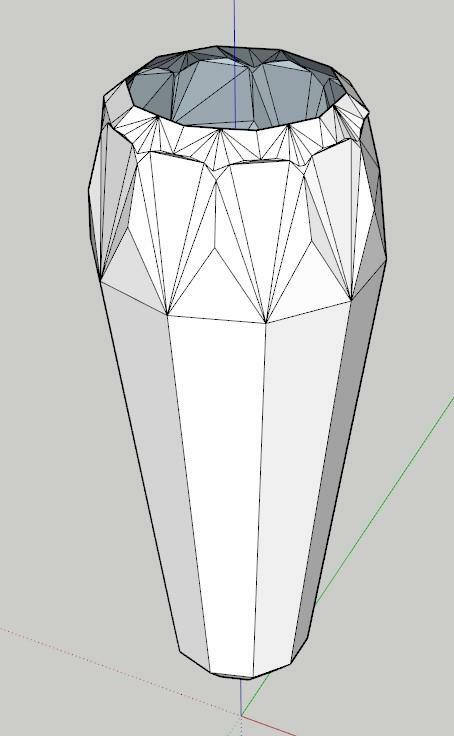
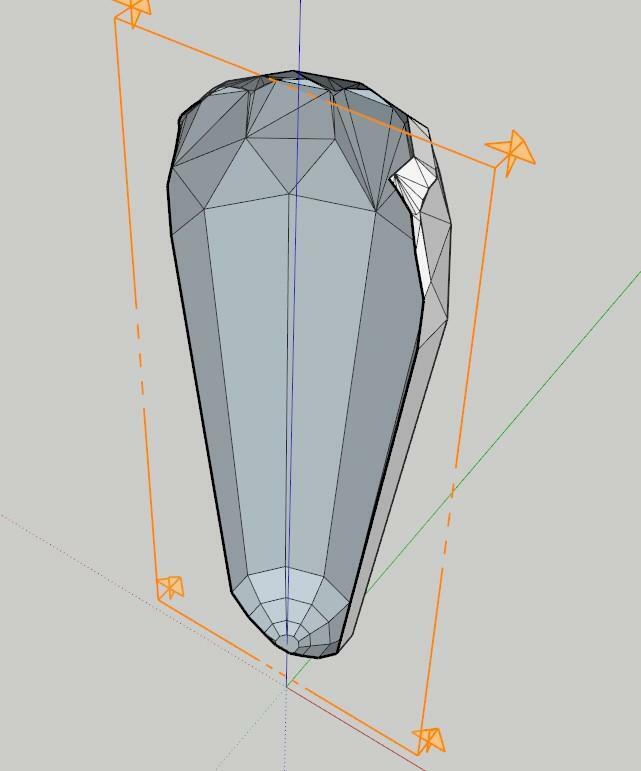
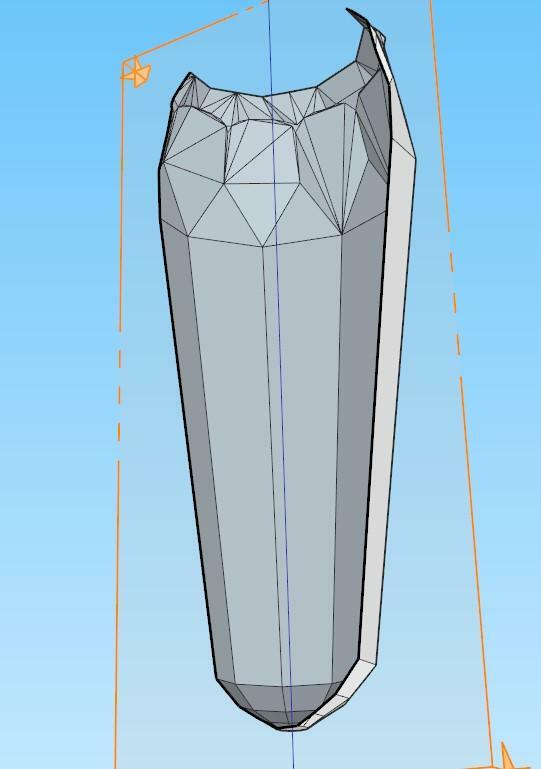
Non è poi così male, l'stl può essere modificato. Il problema è il progetto stesso: è fatto in Blender e non c'è una parte corretta. Dopo l'esportazione compaiono molti artefatti e pareti curve e quindi la modifica è molto problematica.
-
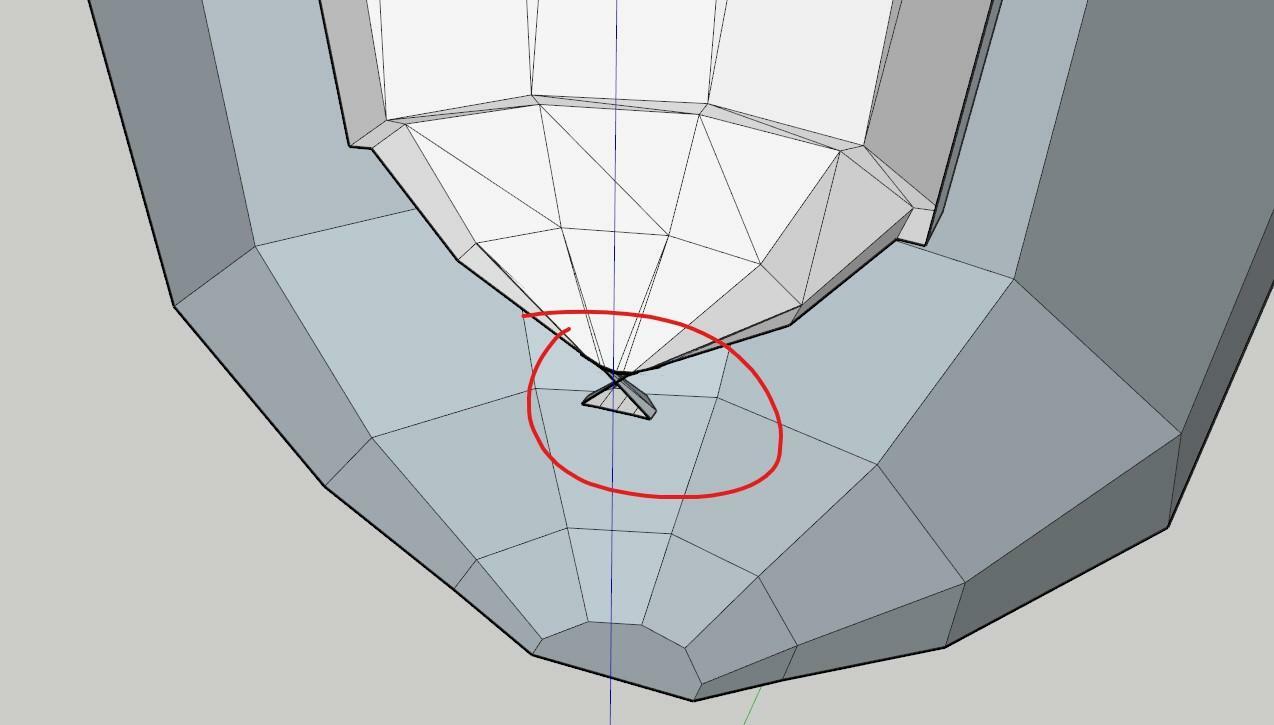
Non funziona in questo modo. In questo caso, si tratta di una parete vuota nello spazio piuttosto che di un dettaglio chiuso. Inoltre, il dettaglio non è un oggetto chiuso ("solido"? come si chiama correttamente in italiano?). Fornisci un link.
-
Nel progetto è presente solo la parete esterna, senza la parte superiore. Dovrebbe esserci un'apertura qui? Che aspetto dovrebbe avere? Il progetto si presenta così:
-
PROBLEMI ALLE CURVE
dziobu ha risposto a dome84c nella discussione Problemi generici o di qualità di stampa
Abilitare il supporto.