

Cubo
-
Numero contenuti
943 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Cubo
-
-
Anche sulla mia moto c'è un pezzo di plastica che guida la catena sopra al forcellone posteriore.
Di suo la catena in tensione starebbe già in quella posizione quindi non è che durante la rotazione ci sfreghi contro con forza.Credo sia per evitare vibrazioni alla catena perché volendo si poteva farne anche a meno modificando la posizione del pignone o del forcellone o altro.
Ho anche un cuscinetto rivestito di gomma, ma è in alto e serve per non far toccare il telaio alla catena quando l'ammortizzatore posteriore va a fine corsa se per qualche motivo dovesse succedere (penso che quel cusinetto non abbia nemmeno mai toccato la catena).
Un pezzo di gomma in continuo contatto con la catena temo durerebbe poco.
La cosa migliore forse sarebbe farlo di teflon penso.-
 1
1
-
-
Ah ok capito.
-
1
-
-
Eh no, quello che cambia davvero è il prezzo e la finitura superficiale.
Anche mettere l'infill all'85% comunque aiuterebbe con la sovraestrusione, però se ti serve pieno è un altro discorso.
Per curiosità, in che senso quel pezzo deve consumarsi ?
Comunque come resistenza meccanica, il pla batte praticamente tutti negli sforzi lungo le linee di estrusione. Se ti serve tenuta anche attraverso i layer invece mi pare che il petg sia meglio. Il problema del pla è che a 50°C comincia a diventare mollo.
-
58 minuti fa, Alessio80 ha scritto:
Per avere massima adesione tra layer c'è qualche trucco?
Che conosco io si può alzare la temperatura, sovraestrudere un po' (poco però, non così tanto da avere difetti) e nient'altro credo a parte cambiare materiale.
Giusto poco tempo fa è venuto fuori questo video, quindi possibilmente in futuro negli slicer ci sarà anche l'opzione per alternare i layer aumentandone l'adesione. Per il momento però non esiste uno slicer in grado di farlo nativamente.
1 ora fa, Alessio80 ha scritto:Attenzioni al caricato carbonio?
Attenzione che non è poi cos' meglio di quello non caricato 😅
Anche in termini di rigidità o resistenza, spesso cambia poco per non dire niente.
-
 1
1
-
 1
1
-
-
6 minuti fa, Alessio80 ha scritto:
Posso chiederti gentilmente una sequenza corretta per la calibrazione della mia Neptune? Io son partito da step/mm, extrusion width, input shape, pressure Advance, ora mi manca il flusso 1 e 2 di Orca e poi la portata massima giusto?
Si esatto potresti provare a fare il test del flusso di orca.
Comunque ripeto che 250gradi forse sono un po' troppo... magari prima puoi fare un test sulla temperatura (mi pare ci sia)
-
1
-
1
-
-
Potrebbe anche essere sovraestrusione, che peggiora molto quando fai layer pieni al 100% (perché non c'è praticamente spazio dove mettere il materiale in eccesso), soprattutto se le pareti le fa dalla più interna verso l'esterno.
Si crea il difetto al centro perché è tutto pieno e quindi può sbordare solo ai lati.
Sopra e sotto invece le sezioni non sono completamente piene ed ha più spazio per distribuire il materiale in eccesso.
Comunque 250 gradi sembrano tantini per il petg, io lo stampo a 230 di solito. Anche scaldare troppo il materiale non aiuta con la sovraestrusione.
-
2
-
-
Wow, non conoscevo il camaleon, se ho intuito bene come funziona è una soluzione davvero interessante per non dire geniale!
A confronto i sistemi tipo il carrot feeder sembrano inutililmente grandi e complicati.
Dalla prusa XL ho "copiato" il telaio aperto davanti.
La vcore idex non mi piace perché (come tutte le idex) ha due teste sull'asse x, quindi più peso e più ingombro anche quando si stampa un solo colore.
La idex col camaleon (o altro sistema per cambiare il filamento) è quello che avevo pensato anch'io: mentre una testina stampa, l'altra cambia colore, così non ci sono tempi morti ed in teoria si riducono anche i cambi di colore 🤔
-
2 ore fa, FoNzY ha scritto:
la tecnologia delle stampanti a resina (le chiamo cosi' perche' poi nello specifico ci sono diverse sotto categorie) consente un dettaglio altissimo a differenza delle stampanti a filo
Ci avevo pensato anch'io, il mio dubbio è che di tutta quella precisione non resti molto dopo la colata e che quindi tanto valga usare una fdm a quel punto 🤔
-
Il primo video che ho visto era questo poi ne trovi molti altri:
Qui usa altri materiali per rivestire l'oggetto:
Ora che ricordo, ci sarebbero proprio i filamenti fatti apposta per le colate (che non lasciano residui), ti lascio un link qui sotto, però non saprei quanto necessari siano e vedo che costano più del doppio del pla.
https://www.3djake.it/polymaker/polycast-natural
Ci sono anche le resine credo, se vuoi stampare con la stampante a resina invece che con quella a filo (seconso me meglio a filo)
-
1
-
-
36 minuti fa, l0v3byte ha scritto:
Comunque il telaio ricorda molto la V-Core 3
Estrusi ed angolari li ho presi proprio dalla Ratrig (anche quasi tutto il resto a dire il vero).
Alla fine sarebbe il telaio un incrocio tra la Vcore e la Prusa XL.
39 minuti fa, l0v3byte ha scritto:Io ad esempio uso le guide di plastica che vengono insieme ai pattini in modo da smontare il pattino dal binario
Pensavo di togliere i carrelli tenendoli "rovesciati" e basta... rischio di perdere sfere dappertutto ? 😬
I carrelli della mia kp3s hanno un "filo di ferro" che tiene le sfere però effettivamente magari non è così per tutti 🤔 Le guide sono pure quelle della ratrig. -
Dai video che ho visto su youtube (ti basta cercare "lost pla") si possono fare tranquillamente le colate in PLA perso allo stesso modo di quelle in cera persa.
Da quello che mi ricordo, a grandi linee:
- facevano il modello in pla
- lo "dipingevano" con sostanze specifiche che dovrebbero aiutare a preservare i dettagli
- sepellivano il modello sotto la "sabbia" lasciando il buco per colarci il metallo e un altro buco per la "risalita"
- colavano il metallo
Da quello che avevo capito alla temperatura del metallo fuso, il pla scompare completamente... forse vaporizza addirittura o semplicemente risale in superficie. -
Scusate, so che è una domanda già risposta ma non trovo più dove e non ricordo la risposta 😑
Per pulire le guide lineare nuove ed imbevute di olio cosa è meglio fare?
Pensavo di:
Pulire guide e carrelli con lo sgrassatore spry della wd40 (ho quello a casa)
Infarcire i carrelli di grasso al litio o quello che è meglio (ho anche quello al ptfe, quello al molibdeno e pure quello al rame volendo 😋)
Proteggere le guide passando le con lo spry secco al ptfe della wd40 (che in teoria non attira polvere, però non so quanto protegga)
Potrebbe andare o è meglio fare altro?
-
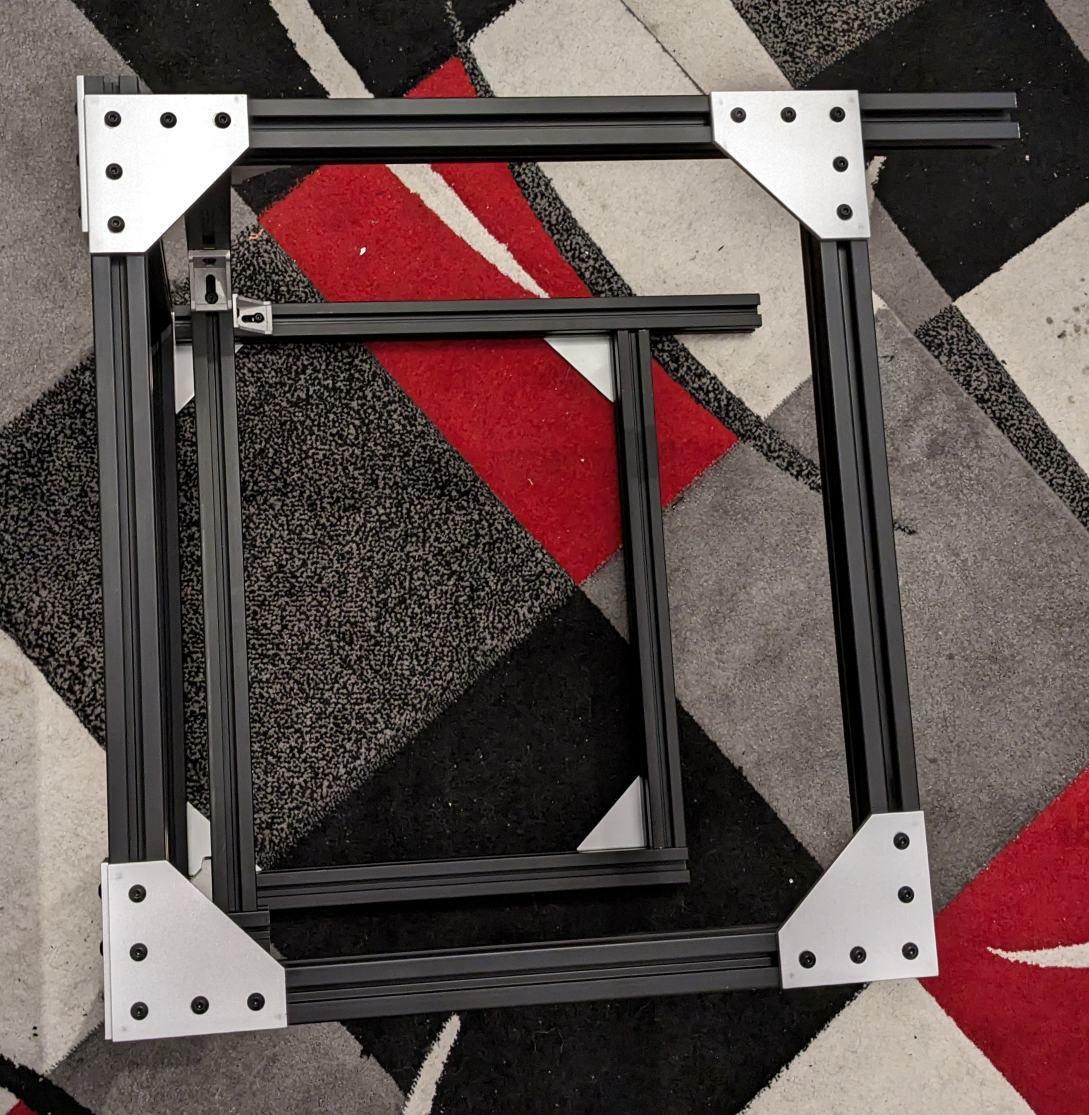
Telaio montato!
Non so se sono io, ma quei colori grigio e nero mi piacciono un sacco... Sembra quasi una cosa molto seria 😅
Mi verrebbe da rifare tutte le plastiche in asa grigio/argento invece che arancioni 🤔🙄

Rispetto al progetto c'è un estruso in meno alla base (non ne avevo più) ma ho rimediato lo stesso senza problemi credo.
-
4
-
-
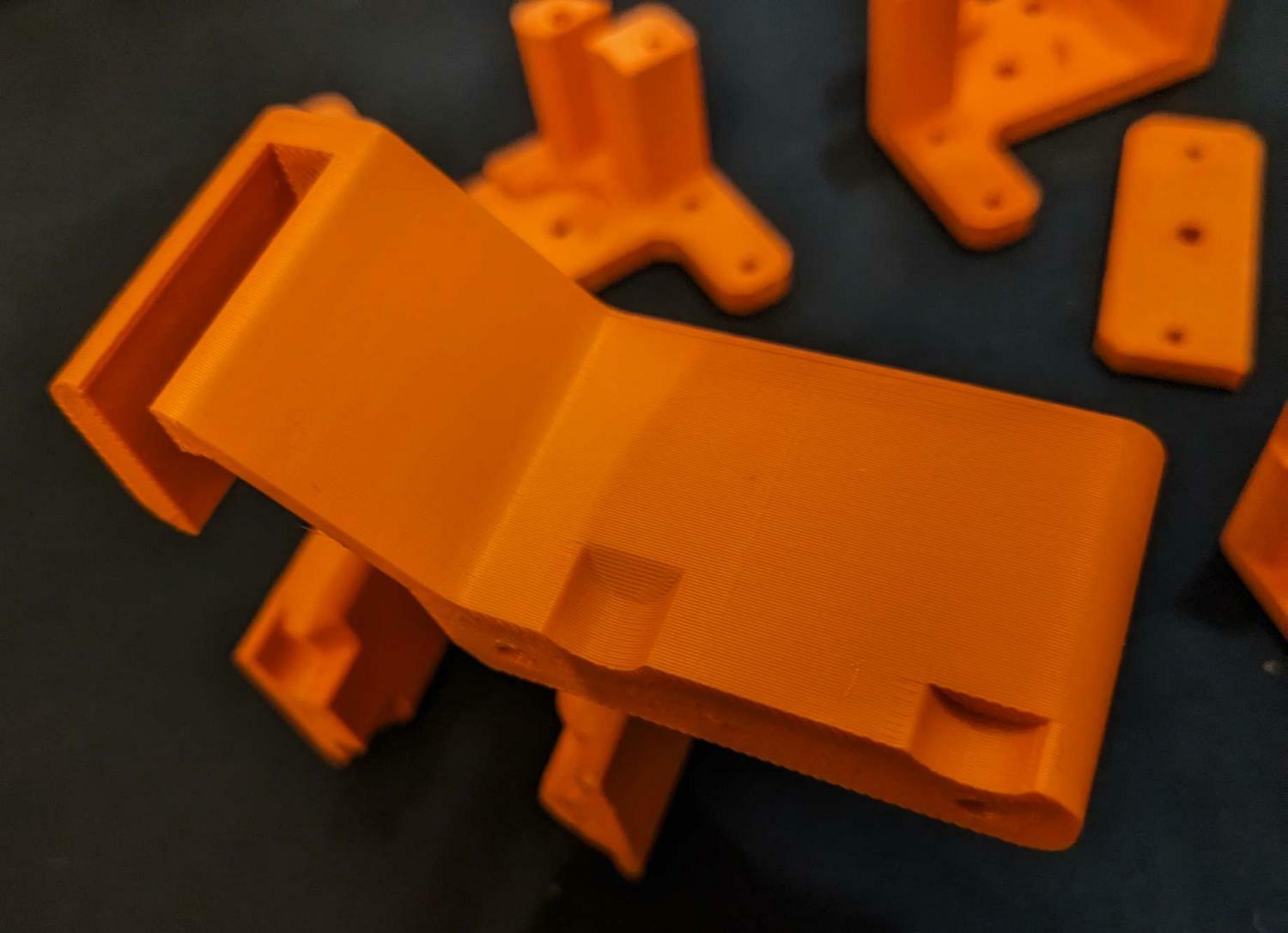
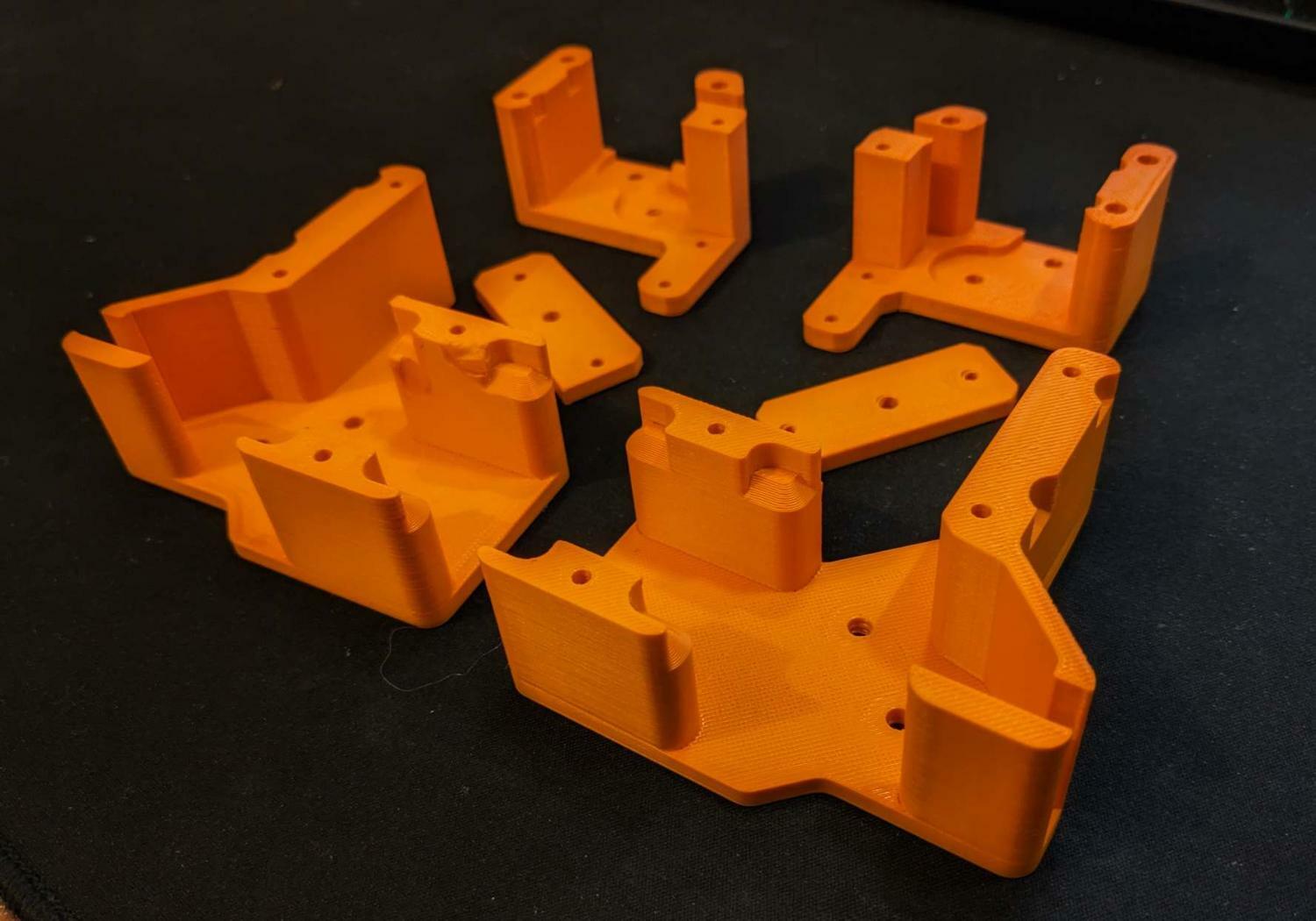
Ho tagliato gli estrusi di alluminio, quindi posso finalmente smettere di tormentarmi sulle dimensioni/conformazioni del telaio 🤗
Ho anche stampato (su una x max 3) in ASA le staffe superiori, devo dire sono venute piuttosto bene. Forse c'è una leggera sovraestrusione, ma per pezzi "meccanici" e non estetici è meglio così.
Qui ho fatto partire la stampa da remoto dimenticandomi di rimuovere i pezzi precedenti 😬 (ho stampato in due sessioni 3+3) la testa si è schiantata durante lo z home ma nulla di grave
-
4
-
-
I supporti vengono via meglio (anche) con linee più sottili.
Quindi potresti metterci un nozzle più piccolo, oppure ridurre un po' la larghezza o il flusso delle linee della interfaccia.
Su cura, metto sempre le linee dell'interfaccia all'80% del normale, ad esempio metto 0,33 se stampo con nozzle 0,4.
-
5
-
-
10 minuti fa, eaman ha scritto:
Le leggende narrano di piani in cemento o marmo a cui avvitare le stampanti e da appoggiare su foam, pero' io non so'... So che se ti balla o e' storto il tavolo gia' non e' un bel partire!
Banalmente, la frequenza della risonanza è determinata dalle masse in movimento reciproco e dall'elasticità del mezzo che le unisce.
Per rimuoverla (o meglio spostarla dove non si arriva) basta cambiare una di quelle variabili.
Aumentando la massa si riduce la frequenza in teoria.
Con gli smorzatori più molli si riduce sempre ma si dissipa anche parte dell'energia sotto forma di calore con la deformazione della gomma riducendo quindi l'ampiezza e la forza (se ricordo bene).La cosa ideale penso sarebbe usare smorzatori ricavati dai paraschiena dei mtotociclisti perché quel materiale è studiato apposta per assorbire il più possibile qualsiasi deformazione (sia essa data da un'oscillazione periodica o un singolo impatto credo cambi poco).
-
1
-
1
-
-
Allora quello che mi viene da ipotizzare è che il tavolo entri in risonanza con la stampante ad una certa frequenza amplificandone l'ampiezza e quindi la forza sui motori.
Soluzione semplice che mi viene in mente: ignorare la cosa perché in condizioni di stampa normali non hai quelle vibrazioni periodiche oppure mettere un blocco di cemento sotto la stampante, tipo una mattonella bella pesante però, oppure dei tappi di gomma più spessi in modo da smorzare le vibrazioni ed evitare la risonanza col tavolo.
-
42 minuti fa, eaman ha scritto:
Guarda sto scrivendo dei tutorial al momento, corsi e' un po' che non ne faccio...
Complimenti per l'inglese e l'organizzazione della esposizione 👍
Solo una cosa: "What we want is to reduce print time, yet what we talk about most of the tune is print speed." Penso ci vada scritto "time"
34 minuti fa, Alessio80 ha scritto:Questo con i valori abbassati ?
-
1
-
-
9 minuti fa, Alessio80 ha scritto:
Se ti pago mi fai un corso 😅
Vi aggiorno......su suggerimento di elegoo ho appoggiato la stampante al pavimento in modo da evitare qualsiasi possibile risonanza ho rifatto il test con il valore a 150 e lo stepper ha tenuto alla perfezione la posizione del piatto quindi molto probabilmente era un problema di risonanza causata dal tavolo di legno sul quale era appoggiata.
Possibile secondo voi?
Sembra improbabile ma potrebbe essere possibile.
12 minuti fa, eaman ha scritto:tipo 1.1.1.1 .
Messo 1.1.1.1 e alternativo 8.8.8.8 ma nulla 😞
Anche tolto l'adblocker senza successo.
Vabbé, non voglio spammare questa conversazione troppo -
45 minuti fa, Alessio80 ha scritto:
Mi ha scritto Elegoo ora ora e mi ha detto di mettere nella cfg della macchina il valore accel_per_hz a 120 mentre da Fw era 150.
Sapete spiegarmi il perché?
Credo riduca l'accelerazione durante l'input shaping, così forse riesci a completarlo senza che perda passi il motore.
Però dovrebbe funzionare da stock, quindi sistemare così la cosa non è che mi piacerebbe molto a me.
Puoi provare ma io gli direi a prescindere che non è cambiato niente e che perde passi lo stesso, così devono sistemare il problema alla radice e non abbassando le accelerazioni che la stampante dovrebbe teoricamente reggere.
-
1
-
-
15 ore fa, eaman ha scritto:
A me non apre il link, "tempo per la connessione esaurito" ☹️
-
Il 13/2/2024 at 20:24, eaman ha scritto:
Hanno diviso l'heat bed in 2 parti, interna ed esterna, l'idea immagino sia di scaldare solo la parte interna quando stampi qualcosa di piccolo.
Ricordo sulla mia ender 5 plus che il piatto era coibentato sotto solo al centro e warpava un sacco quando si scaldava... Temo sia lo stesso se non peggio con questo doppio bed 🤔
Il 13/2/2024 at 18:58, eaman ha scritto:ha una scheda MKS che fa sia da SBC che da microcontroller.
Apperò... comodo così.
E io che pensavo che il massimo dell'integrazione fossero le schede tipo la mia manta m8p col posto per incastrarci il raspberry pi o equivalente 😅
-
1
-
-
Si vede che il piatto si muove avanti perdendo step durante la calibrazione... non è sicuramente normale.
-
12 ore fa, LUCA69 ha scritto:
Ho preso hotend da voi consigliato
Quale?
12 ore fa, LUCA69 ha scritto:io al momento stampo a 0,2 nozzle 0,4 velocità 200mm/s totale 16mm3 pero se ho qualcosa con un po più margine potrei spingermi oltre e vedere cosa accade.
Occhio che la velocità che imposti è quella massima, non è detto che la raggiunga per forza.


Stampante per prototipi funzionali (occasionalmente)
in La mia prima stampante 3D
Inviato
Cito anch'io QIDI.
A lavoro da me abbiamo preso la xmax3 e per ora ne sono estremamente soddisfatto.
Piatto da 33cm, camera riscaldata fino a 65gradi, sensore ad induzione (ultrasuoni? Boh), veloce, neanche troppo rumorosa quando è chiusa.
Avrò fatto circa una ventina di ore di stampa, tutto abs, e mai un problema per ora.
Ovviamente per il tuo budget ci sarebbe la plus che credo sia identica 🤔