

Cubo
-
Numero contenuti
941 -
Iscritto
-
Ultima visita
-
Giorni Vinti
12
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Cubo
-
-
Nella foto che hai postato sopra non mi convince tanto la parte tra il dissipatore ed il blocchetto riscaldante.
La parte che si vede di rame li in mezzo dovrebbe essere interrotta e dovrebbe vedersi solo il tubicino sottile di acciaio.
Forse è solo l inclinazione della foto ma sembra strano... Non è che hai avvitato troppo l heat break nella cartuccia?
-
 2
2
-
-
La compensazione fori non agisce sulle finestrelle, solo sui fori, e solo su fori "completi" quindi se ad esempio hai un tubo con un foro laterale, in quelle sezioni che intersecano il foro (dove quindi lo slicer non vede un cerchio completo) la compensazione non agisce... ed è un po' una rottura a volte perché ti trovi i fori che si aprono e chiudono.
Stampare prima le pareti esterne è la cosa migliore (l'unico aspetto negativo è che peggiorano gli hoverhang).
Puoi anche impostare (c'era su cura, non so da altre parti) la slicing tollerance su "exclusive", altrimenti le pareti esterne te le mette centrate sulla linea di confine tra "vuoto" e "modello" (con nozzle 0,4 il modello sporgerà 0,2 per lato, quindi le finestrelle vengono di default 0,4 più piccole). Con "exclusive" le linee esterne stanno tutte dentro la zona di confine.
-
3
-
-
Se guardi in questo post ci sono i miei tre pad magnetici tutti "forati" col taglierino dopo averli incollati
Avrei voluto provare con "l'affare che fa i buchi sulle cinture" (prima di incollarli) ma non lo trovavo.
Comunque tagliare o forare i pad magnetici è una cosa molto usuale ho visto, per non dire obbligata (a meno che uno non tocchi mai le viti...).
Forandoli eviti anche che le viti sporgendo creino collinette e non serve svasare troppo per far stare la testa delle viti completamente sotto il livello dell'aluminio (basta che non sporgano oltre il pad magnetico).
Ps. Aspetta un attimo, lo avevi anche commentato quel post 😆
-
3
-
-
I 2209 ce li ho anch'io su Z e pure lui non fa il sibilo da fermo e ingaggiato.
Proverò ad abbassare la hold current dei 5160... -
Si esatto, quando sono attivi e fermi.
Il sibilo da me è bello forte, penso sia "colpa" dei 5160 perché con i 2209 il motore dell orbiter non fa nulla (vero che è anche più piccolo)
-
Dubbio: quando i motori X e Y stanno fermi emettono un sibili, abbastanza intenso.
Cosa posso cambiare nella configurazione dei drivers per ridurlo/evitarlo ?
Mi verrebbe da pensare che dipenda dalla frequenza con il quale il driver modula la corrente... ma non so se si può modificare 🙄
-
Funziona !! 🎉🥳
Purtroppo i 5160T vecchi avevano un pin in corto di troppo rispetto ai nuovi, quindi mi sa che li ho fritti (sto usando direttamente i nuovi).
Asse X ed Y funzionano perfettamente, anche col sensorless homing.
Anche letto ed estrusore si scaldano correttamente.Prima di provare a stampare mi resta solo da regolare gli assi Z... Qualcuno ha gia configurato una stampante con tre assi Z per caso ?
-
2
-
-
Incredibile, appena una settimana è mi è arrivata la scheda di controllo!
A quanto pare quelli di biqu usano la logistica Amazon ora.
Mi è anche arrivato un altro tft da 7 pollici che non avevo ordinato 😆
Infine, le paperelle che arrivano adesso sono più morbide e sembrano di migliore qualità 😃

-
3
-
-
Sembra sottoestruso, a che velocità stampi il primo layer ?
Ma in pla stampi bene ? Sembra impossibile che solo il petg ti stampa così
-
Io il petg su pei lo stampo a 235°C di estrusore e 65°C di letto.
Sul vetro sapevo che il petg può attaccarsi anche troppo fino a staccare via delle scheggie, infatti in quel caso la colla servirebbe ma per fare da mediatore tra vetro e petg e agevolare il distacco.
-
1
-
-
215 per PETG è basso.
Il piatto è in pei ?
Potresti anche essere troppo basso con lo zoffset (o troppo alto).
-
5 minuti fa, eaman ha scritto:
Vabbe' ma le SD le avrai gia' ben usate nella tua vita con windows no?
E se te lo vuoi sentir dire: sbagli completamente candeggio. Queste cose le fai con Linux e non hai problemi posto che "non vuoi fare le cose a caso" 😉
Eh ma con Windows ho il mouse e basta trascinare.
Con Linux connesso col WiFi ho solo il prompt dei comandi (o come si chiama).
Poi non avendolo mai usato, tutti quei ls sudo copy mount ecc... Sono tutti nuovi per me.
Pensavo, a logica, bastasse fare "copy" e mettere due indirizzi, cosa altro potrà mai servire per copiare un file? Invece bisogna prima montare la usb non so neanche dove è poi fare copia... Boooh vabbè, son cose che se le sai sono facili, se non le sai ti tocca sbattere la testa... Io non le sapevo (e non so neanche quanto mi ricordo ora 😅)
-
6 minuti fa, eaman ha scritto:
Te lo puoi scaricare da qualcuno che lo ha gia' fatto 😉
Dovrei trovare qualcuno che ha la mia stessa versione di klipper e la mia stessa scheda (o stesso solo processore forse).
E comunque se poi aggiorno è da rifare mi pare di capire...
Faccio prima a perdere mezzora e tentare comandi a caso finché nonr iesco a metterlo su una usb come l'ultima volta 😅La cosa migliore sarebbe aprire la sd da windows, proverò col filesystem check quando mi arriva la scheda nuova.
-
Inoltre se stampi con la camera a 45-50°C il pla potrebbe sciogliersi nell'heat breack e bloccare l'estrusione.
Altra cosa, se anche riesci a stamparlo, un supporto di pla che poggia sul letto a 100°C non starà mai in piedi temo (a 100° il pla è molto mollo).
-
1
-
-
Domanda da niubbissimo di linux/klipper.
Ma per creare il firmware.bin da flashare bisogna farlo per forza dal CB1 / Pi ?
Non c'è un modo (più semplice) di farlo da pc (senza dover installare linux però) ?Altra cosa, appena creo l'immagine sulla sd del CB1 posso aprire la sd dal pc come una comune usb.
Dopo aver fatto gli aggiornamenti automatici in klipper, non me la apriva più dal pc e mi diceva che bisognava formattare.
Per questo sono poi diventato matto ad estrare il firmware.bin che crea klipper.
E' normale che non posso più aprire la sd dal pc per vedere i file che ci sono ?
Tra l'altro è una cosa necessaria all'inizio per mettere la password del wifi... -
55 minuti fa, dnasini ha scritto:
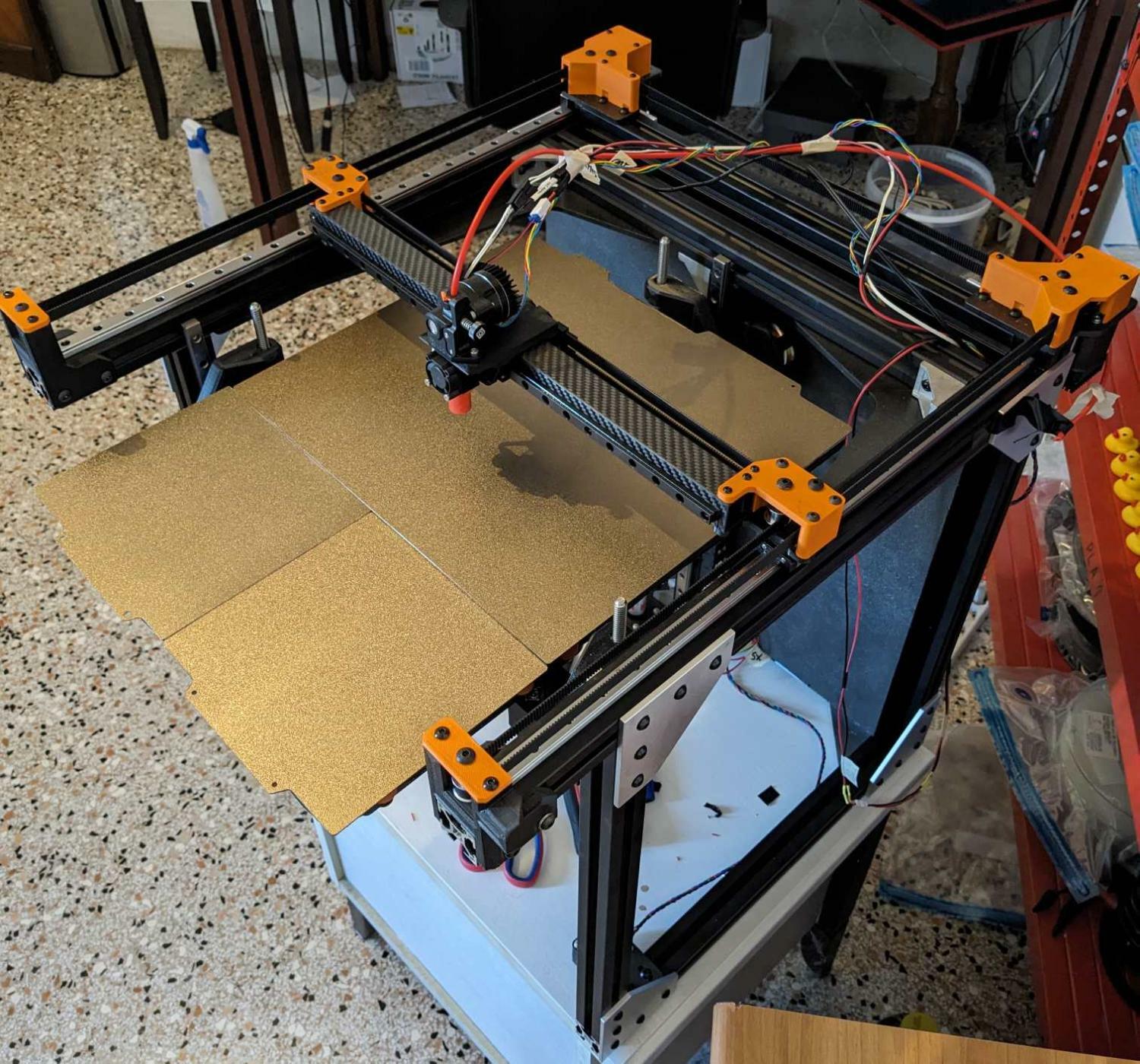
Una curiosita': mi pare di capire che hai realizzato il piatto come somma di 3 piatti piu' piccoli, corretto? ma come intendi utilizzarlo, come un'unico piatto (stampe che sfruttano tutta la superficie) o come 3 piatti "distinti"? Te lo chiedo perche' non avendo un'unica superficie omogenea, il passaggio tra una superficie e l'altra andra' inevitabilemnte a rovinarti il primo layer
Si, come vedi in foto sopra sono un piatto da 300x340 e due piatti da 170x150.
L'idea è di usare il minor numero di piatti possibile quando stampo, se servono tutti e tre, li userò tutti e tre assieme.
Sono abbastanza ottimista sul fatto che, regolando bene i piatti in altezza, il passaggio da un piatto all'altro diventi ininfluente (già adesso col dito si sente pochissimo e posso regolare meglio).
Sicuramente sul fondo delle stampe si vedrà una minima linea ma non lo considero un problema.Il "vero" problema di questa disposizione è che sono misure fuori standard.
Ero partito col voler fare 300x300 + due da 150x150 ma poi i pad termici non mi lasciavano spazio per attaccare le viti.Ps. Volendo potrei anche prendere un pei da 500x500 e tagliarmelo grande come l'intera superficie di stampa.
-
1
-
-
Ho testato tutti i 2209 e hanno solo due pin in corto, proprio come quelli nuovi che avevo da parte.
I 5160 hanno invece entrambi 3 pin in corto (i due sopra più un altro). Non avendone di nuovi ne ho ordinato un paio, al massimo me li tengo di scorta o li metto sulla kp3s 😆
Comunque ho finito anche il letto, non avessi bruciato tutto avrei iniziato qualche prova di stampa 😓
-
2
-
-
Quando da klipper creo firmware.bin e lo flasho sulla scheda di controllo viene rinominato FIRMWARE.CUR.
Se prendo FIRMWARE.CUR e lo rinomino firmware.bin posso riflasharlo una seconda volta ?
Cioè gli cambia solo il nome o anche altro ? -
Grazie, ora lo ordino e lo testerò appena risolvo un recente problema un filo più contingente...
Ho appena bruciato tutto 🌩️😅
Mi sono cimentato nell'inserire un jumper con pinza metallica e scheda accesa. Premio darwin tutto mio stasera 🥳🎉Scintilla bella grossa, fumetto bianco e bruciato tutto (sono incerto solo sui drivers 🙄).
Era un jumper per la selezione tensione ventole, quindi posso aver fatto ponte tra 24, 12, 5 e GND, l'imbarazzo della scelta.
Fortuna che non avevo attaccato lo schermo almeno lui è salvo.
Degli SSR (che sono 3 e costano più della scheda) due erano scollegati. Il terzo era collegato all'uscita del piatto riscaldato ma comunque prende 24v in entrata quindi al massimo ha sentito un calo di tensione e nulla di più.Vabbé, manta M8P v2.0 con cb1 oggi in offerta a 70 euro, che culo ! 🥲 Così ho pure la 2.0 invece della 1.1 🥲
Già ordinata.
Per i drivers: come faccio a capire se sono bruciati ? E soprattutto, se quando arriva la scheda nuova li monto, rischio di bruciare tutto di nuovo ? (se è così ordino pure i 5160T nuovi... Dei 2209 me ne avanzano già 4)
-
 2
2
-
-
Qualcuno mi potrebbe consigliare l'hardware migliore per calibrare input shaping ?
Sarei orientato sui sensori che si attaccano al nozzle e poi con la usb alla scheda, ne avevamo già parlato ma non trovo il post.
Sono difficili da usare ? Bisogna configurare la connessione o cose simili in klipper o sono "plug and play" ?Grazie anticipatamente!
-
3 ore fa, Cubo ha scritto:
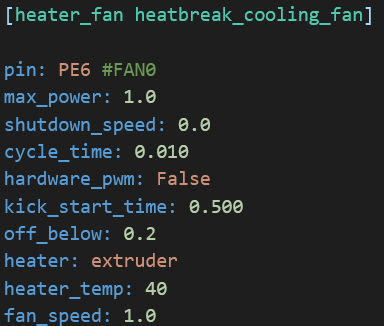
Qualcuno ha qualche idea del perché con la ventola al 100% sui pin misuro 0,2 volt ?
La configurazione è questa sotto e quando scaldo l'hotend mi mette correttamente la ventola al 100% però la tensione non va a 24v come dovrebbe...
Ho provato ad assegnare una generic_fan e a cambiare manualmente la velocità ma non gira nulla... Il pin di alimentazione è corretto (infatti sugli altri misuro 0 volt, non 0,2).
Apposto, mi ero dimenticato di mettere il jumper per la selezione del voltaggio 🤦♂️
-
1
-
 1
1
-
-
Qualcuno ha qualche idea del perché con la ventola al 100% sui pin misuro 0,2 volt ?
La configurazione è questa sotto e quando scaldo l'hotend mi mette correttamente la ventola al 100% però la tensione non va a 24v come dovrebbe...
Ho provato ad assegnare una generic_fan e a cambiare manualmente la velocità ma non gira nulla... Il pin di alimentazione è corretto (infatti sugli altri misuro 0 volt, non 0,2).
-
1 ora fa, scuotter ha scritto:
È che per montare tutto devo smontare la stampante, quindi se poi ho problemi non posso ristampare i pezzi per le modifiche...
Beh nel caso delle aste storte, potresti lo stesso stampare componenti di utilità pratica, solo si vedrebbe lo z-wobble (se si presenta).
-
Io farei almeno una prova con le viti trapezie, tanto ormai hai già tutto e assemblarle non richiede molto. Una volta montate ti stampi un cilindro in vase mode alto come la massima escursione di z e valuti quanto z-wobble hai.
Secondo me, lasciandole libere in alto e mettendoci un accoppiatore tra motore ed aste si riesce a tollerare anche barre non perfettamente dritte.
In alternativa copierei il sistema delle voron con le 4 cinghie, però mi sembra molto più complicato e non so se vale la pena in termini pratici 🤔
-
2
-



La mia Ender 3 a metà stampa smette di estrudere
in Problemi generici o di qualità di stampa
Inviato
Non credo sia quello il problema allora.
Il nozzle meglio se ha un po di spazio dalla cartuccia piuttosto che stia in battuta (rischiando di non farla sull heat break).
Però se si blocca il problema deve essere da quelle parti 🤔