Gia6co
-
Numero contenuti
62 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Gia6co
-
malfunzionamento asse Z??
Gia6co ha risposto a Sofia Polenta nella discussione Problemi generici o di qualità di stampa
Da quello che hai scritto mi sembra di aver capito che il motore gira al contrario... Nel senso che quando deve fare il layer successivo, più alto, quindi si deve alzare invece si abbassa... Corretto? -
Estrusione scarsa in partenza ad ogni layer
Gia6co ha risposto a Lollo78 nella discussione Problemi generici o di qualità di stampa
Durante il test di retraction su cura hai notato sottoestrusione? Sto pensando anche che magari il filamento nella parte di bobina in cui sei capitato ha un diametro parecchio diverso... Più piccolo... Quindi sottoestrusione perché passa meno materiale... -
Estrusione scarsa in partenza ad ogni layer
Gia6co ha risposto a Lollo78 nella discussione Problemi generici o di qualità di stampa
So che dipende dalla stampante, ma io ho retraction a 10 mm, con bowden da 50 mm, e non ho questi problemi... Il flusso dovrebbe essere calibrato al 95% ma l'ho lasciato a 100... Possibile che devi regolare gli step/mm dell'estrusore. Fai di nuovo un test per vedere se il motore dell'estrusore risponde bene, almeno leviamo un problema di torno. -
Estrusione scarsa in partenza ad ogni layer
Gia6co ha risposto a Lollo78 nella discussione Problemi generici o di qualità di stampa
Su cura puoi abbassare la velocità di stampa solo sul primo layer. Impostala a 25 mm/s e vedi se ci sono miglioramenti. In caso contrario aumenta il flusso (+5%) sempre solo sul primo layer. -
firmware upgrade Ghost 5 si blocca (RISOLTO)
Gia6co ha risposto a Lanjazz nella discussione Software di slicing, firmware e GCode
Guarda io ho scaricato un firmware v 5.8 piuttosto attendibile. Se vuoi ti posto quello. Ho anche il 5.9 ma nn l'ho ancora provato. Al momento la stampante produce ottimi risultati con il firmware di fabbrica. -
Problemi di retrazione
Gia6co ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
100 mm?😝 Forse volevi scrivere 10 mm... Guardando la foto che hai postato, i filamenti con retraction a 10 mm ( spero non 100...) sono spariti. Tuttavia hai ancora dei rimasugli e quelli li togli: 1) Abbassando la temperatura (fattore preponderante) 2) Aumentando la velocità di spostamento 3) Controllando che gli spostamenti passino per il centro della stampa. Guarda questo video per chiarire la questione 4) il punto 3 potresti ottenerlo cambiando la disposizione delle giunzioni. Su cura è possibile farlo. Ci sono dei comandi appositi. Se trovo un video chiaro che lo spiega provo a postarlo. Per la questione umidità compra un essiccatore per filamento (o anche un essiccatore per alimenti) e lo usi proprio mentre stampi. -
Problemi di retrazione
Gia6co ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Abbassa la temperatura a 190 °C e rifai lo stesso test... Dovresti vedere dei miglioramenti netti. Un ultima cosa... Controlla la posizione delle giunzioni... Prova a metterle in maniera che il nozzle, quando si sposta da una torre all'altra, passi dentro la torre... in modo da lasciare una parte del materiale che cola all'interno della stampa... Ovviamente la soluzione di abbassare la temperatura potrebbe evitare del tutto questo accorgimento... il materiale all'interno del nozzle è si fluido, ma ha una viscosità maggiore, con conseguente aumento dell'attrito con le pareti del nozzle... Ovvero il materiale non cola... Aggiornaci! -
Problemi di retrazione
Gia6co ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Guarda io ho risolto capendo dapprima la temperatura di stampa del materiale, e poi impostando la retraction. Dicono sempre retraction non più alte di 5 mm ma ti posso assicurare che, dipendono dal materiale. Con pla + della sunlu non avevo nessun blob e filamento con retraction impostata a 10 mm a v=60 mm/s, mentre con altro materiale sono sceso a 9 mm con v=60 mm/s. Con un altro stampo con retraction a 7.5 mm e v=35 mm/s. Se usassimo la stessa stampante con lo stesso materiale è molto probabile che questi valori siano diversi... Devi solo trovare i tuoi... L'idea che mi sono fatto è che entrano in gioco diversi fattori (qualità del filamento, diametro effettivo del filamento, umidità del materiale, umidità dell'ambiente in cui stampi, flusso impostato, ecc...) ma il più importante a mio parere è la temperatura. Stampa una temp tower di quel materiale con un valore fisso di retraction e vedi il piano migliore tra i peggiori. Una volta individuata la temperatura allora aumenti la retraction fino a far sparire del tutto i blob. Devi avere retraction di 10 mm e tutti ti dicono che è troppa? Evidentemente a te servono 10 mm e quelli usi... Al massimo vedi se perdi in qualità di stampa o finisci nel problema della sottoestrusione. Quelle stampe che hai postato fanno schifo e a me uscivano anche peggio... Quindi al di là delle varie calibrazioni inizia a scendere con la temperatura di stampa in modo da diminuire l'oozing! -
Concordo appieno! Il balcone con un po' di giornali va benissimo. Conta poi che la puzza la senti solo quando spruzzi, una volta che hai finito non impesta come la vernice della ringhiera. Ti posto una foto dell'ultimo lavoro che ho fatto con l'aerografo

-
A mio parere se sei all'inizio informati bene sulle vernici e sulle loro basi, per capire meglio che tipo di diluente usare. I vallejo sono vernici a base vinilica, ti sconsiglio vivamente di usarli con l'aerografo (anche se sono fatti apposta) ho buttato parecchi ugelli perché la colla presente nella vernice li ha attappati. Puoi diluirli con acqua e sono utilizzabili anche con pennello, ma il risultato dipende dalla tua esperienza con la verniciatura a pennello. I tamiya e i gunze sono delle lacche... Sono tossiche e per usarle occorre una mascherina con i filtri appositi. Nonostante questi ultimi siano un po' più "noiosi" da utilizzare, ti assicuro che il risultato è nettamente migliore. Sono utilizzabili solo con aerografo, e occorre un diluente a base di alcool per poterli utilizzare. Costano nettamente di più, ma al contrario dei vallejo possono essere diluiti anche al 50-60 %, quindi durano di più. Per le proporzioni l'esperienza aiuta sempre! Per quanto riguarda il compressore Questo va benissimo, ma comprerei solo il compressore. Lo uso tuttora e non ho avuto problemi. Quando usato però attaccalo sempre alla corrente perché si scarica subito. Informandoti noterai che a volte avere una pressione minore aiuta a controllare meglio la fuoriuscita di colore, con conseguente resa migliore. L'aerografo invece basta che sia a doppia azione. Non spendere tanto, un fenga (attrezzo cinese) va benissimo per chi inizia e lo trovi a circa 30 €. Comprarne subito uno da 300 non serve a nulla. Un ultimo ma non meno importante consiglio è che quando vernici con un aerografo devi avere pazienza e non cercare di finire subito il lavoro. Come per la stampa, la verniciatura ad aerografo è fatta per strati. Se metti troppo colore I layer successivi non attaccano e noterai che vengono via facilmente. Se ne metti poco perdi l'effetto del colore di base perdendo sfumature molto interessanti.
-
@brucom ho fatto il test con il mio profilo... Qualche filamento rimane ma è molto meglio.... Ora vedo come condividere il profilo sennò ti scrivo i vari valori! Aumentando ulteriormente la retrazione dovrebbero sparire del tutto, ma ancora non ho provato... Alomento mi va bene così!
-
Problemi di retrazione
Gia6co ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Questi test che hai fatto nn ho capito bene come li hai impostati... Se in entrambi hai lasciato, per ogni script, target layer only... È normale che noti la diminuzione solo all'inizio di ogni piano perché poi ritorna a quella impostata di base nel profilo, uguale per tutta l'altezza, fino al prossimo script... Se così non fosse ricontrolla bene gli script perché mi pare strano.... Secondo me hai ancora impostato retrazione solo al layer X, infatti la seconda torre dove fai variare solo la velocità è tutta praticamente uguale... Appena torno a casa faccio delle prove anch'io e ti posto i risultati. -
Assolutamente sì! Ne sono convinto!! Prova ora ad aumentare sia ritrazione che velocità, parti a mio parere da 6.5 mm con v=55 mm/s se il test esce immacolato hai svoltato. Altrimenti aumenta la retrazione, come ho fatto io, fino ad arrivare a retrazioni piuttosto lunghe, l'importante è che non si presentino né filamenti né blob sulle superfici. Hai per caso calibrato anche il flusso di stampa? C'è un modo per misurare, in modo affidabile, la temperatura del nozzle?
-
Ok faccio una prova anch'io con il mio profilo e posto una foto del risultato. Se soddisfa il risultato ti posto il profilo! Avevo visto, ma cmq non si è tolto completamente lo stringing...
-
Problemi di retrazione
Gia6co ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Prova a scendere di temperatura allora... Prova altri 5 gradi... Sennò aumenta la retrazione fino ad un max di 10 e vedi che succede -
Guarda sinceramente sono ancora alle prime armi e se ordino un pla + non riesco a vedere la differenza con un pla normale tra l'altro tutti i codici sulla scatola e sulla bobbina rimandano al pla +.... In ogni caso trovare la temperatura a cui stamparlo non è stato facile... Lo stampo realmente a 190/50 °C e non ci sono distaccamenti dei layer anzi sembrano molto resistenti... Quello che però mi preoccupa è la ritrazione, troppo elevata...
-
Problemi di retrazione
Gia6co ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Non dovresti impostare target layer only... Il cambio lo fa solo su quel livello e non per tutta l'altezza che desideri... Dovresti selezionare target + subsequence layer per ogni script. Poi al layer X2 c'è cmq l'altro script che cambia i valori... Che dura dal layer X2 appunto fino al prossimo script... Se non è chiaro ti rispiego! -
Non ho modo di accertarmi se il sensore sia rotto. Dai problemi che leggo in giro sulla stampante a me non sfarfalla la temperatura, anzi sembra molto stabile... Il filamento a 190 è molto più denso e si vede. Se faccio estrudere a velocità sostenuta, lestrusore perde dei passi. Le velocità a cui stampo sono molto basse 40 mm/s di base 25 mm/s parete esterna 120 mm/s per gli spostamenti. Evidentemente avendo un bowden devo stare così alto... Con 10 mm di retrazione a velocità 60 mm/s sembra aver risolto... L'unica cosa che ho notato è che appena inizia a estrudere tira fuori meno materiale, ovviamente, ma riprende quasi subito il flusso impostato. Guarda dalla descrizione sembra lo stesso... In realtà ho preso quest'altro https://www.amazon.it/dp/B07R8X76GW/ref=cm_sw_r_cp_apa_glt_i_QKBJKRRH1433N0TKQSY8 non so cosa cambi tra i due...
-
In realtà lo stavo stampando a 210 ma qui sul forum ho trovato un profilo per il nero che viene stampato a 190... Da li ho iniziato a stamparlo a quella temperatura ma per ridurre, non eliminare, il problema lo sto stampando con retrazione a 10 mm e V 60mm/s non vorrei scendere ancora troppo con la temperatura e per eliminarlo dovrei aumentare la retrazione a 11/12 mm... Mi sembra un po' strano però...
-
Problemi di retrazione
Gia6co ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Ho lo stesso problema... E pare che per ridurre il fenomeno (non eliminarlo) io debba retrarre fino a 10 mm con velocità pari a 50 mm/s stampando a 190 ° un filamento di PLA plus. Mi sta venendo in mente di settare la retraction su 11/12 mm... Mi pare un po' strano... -
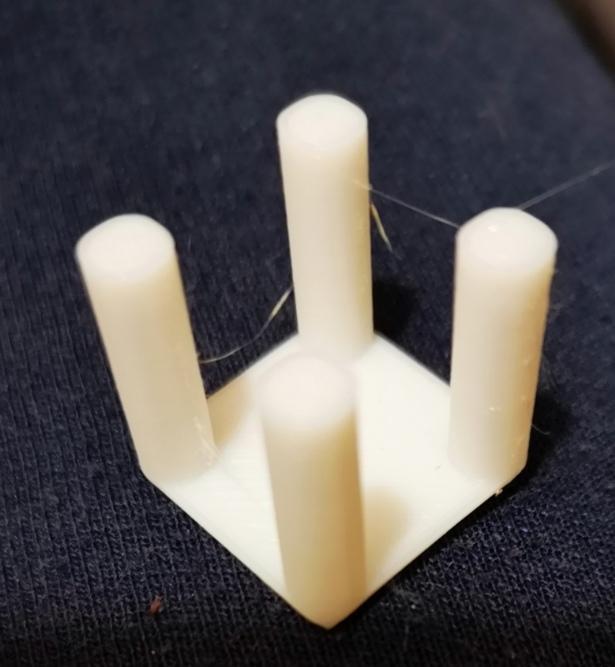
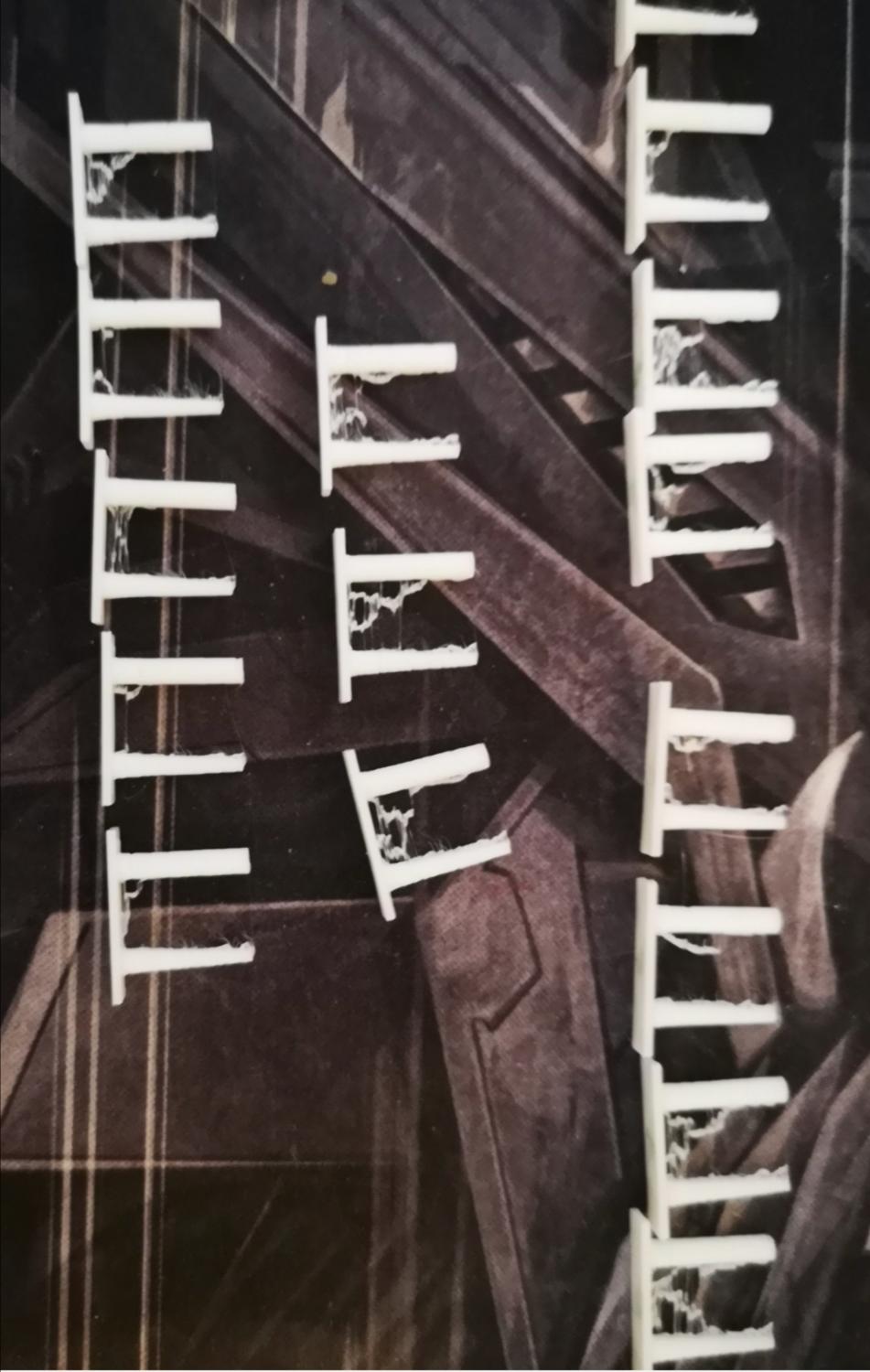
Ciao a tutti! Vi è mai capitato di stampare questo filamento? Sto riscontrando problemi di stringing e non riesco a risolverli con ritrazioni basse. In più la temperatura indicata per la stampa va dai 210 ai 230 ma la temp tower fa veramente schifo. Stampo con una FBG5 e c'è l'ho da una settimana, ho calibrato solo step/mm estrusore. IL materiale lo stampo a 190/50 (ho notato che diminuisce parecchio) e finora non ho trovato un profilo che mi eliminasse del tutto lo stringing... Posto qualche foto delle svariate prove che ho fatto,al variare della ritrazione. L'ultima fila a destra ho impostato ritrazione a 6.5 mm e velocità variabile (dall'alto verso il basso) 25-55 mm/s (sembra che all'aumentare della velocità peggiori...) Fila centrale ho impostato ritrazione a 7.5 con velocità (dall'alto verso il basso) 25-45-60. Nella fila di sinistra i primi 3 hanno ritrazione che varia da 8.5 a 9.5 velocità fissa a 40 mm/s, mentre gli gli ultimi hanno ritrazione a 10 con velocità variabile da 35-40-60.
-
Si blocca e non da nessun errore sullo schermo (flying bear ghost 5)
Gia6co ha risposto a Brunobestia nella discussione Flying Bear
Lo vendono su aliexpress. Qui trovi il link a tutti i pezzi di ricambio (https://m.it.aliexpress.com/store/v3/home.html?shopId=2218051&sellerId=225855700&pagePath=allProduct.htm&spm=a2g0n.store_m_home.shopHead_6271019.0) Se c'è ne sono tipi uguali questo è tutto il gruppo estrusore.
-
Flying Bear ghost 5: Problemi di calibrazione e di stampa
Gia6co ha risposto a Gia6co nella discussione Flying Bear
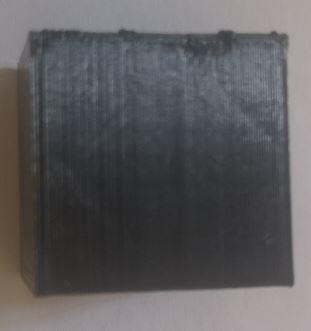
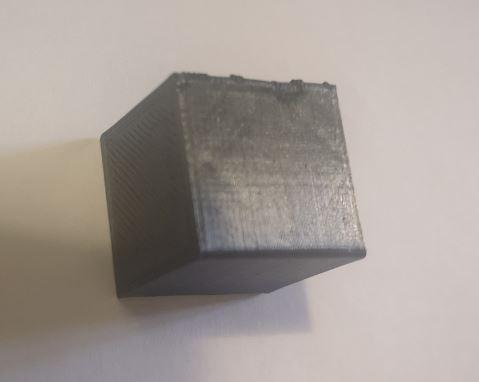
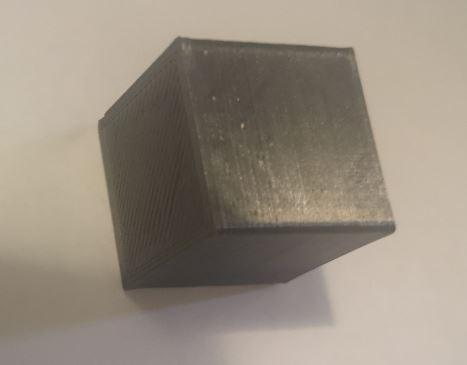
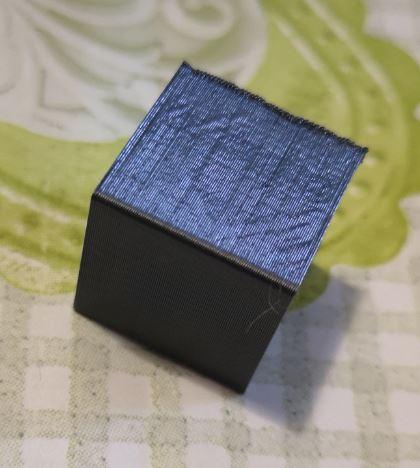
Ora capisco, entrambi i grafici sono molto chiari! Ho eseguito la stampa del cubo 20 x 20 x 20 mm (dimensioni molto più congrue prese tutte al centro del cubo, X=20.08 mm , Y=20.002 mm , Z=20.15 mm) con le impostazioni che mi hai consigliato. I risultati vanno migliorando ma il mio occhio è molto critico e ancora non risolve il problema. Oltretutto si sta accentuando il difetto nella giunzione ( come se l'occultamento intelligente non funzionasse): Questo invece è il bottom... Questo il top:
-
Flying Bear ghost 5: Problemi di calibrazione e di stampa
Gia6co ha risposto a Gia6co nella discussione Flying Bear
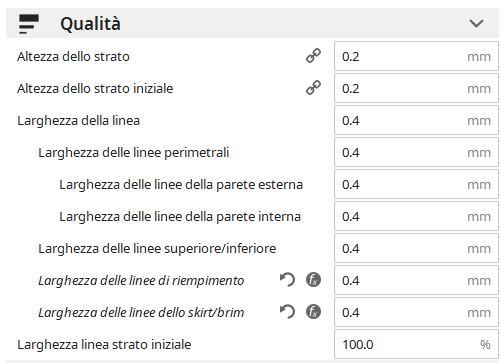
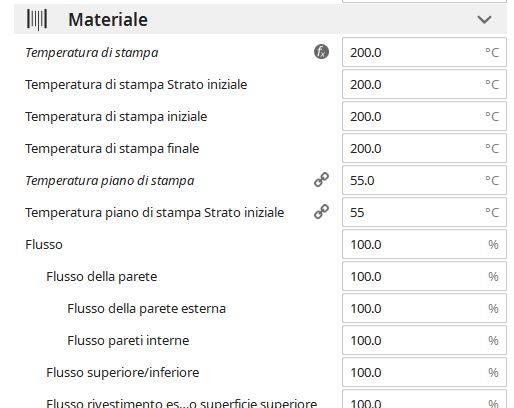
Solo sul primo layer? Si è impostata a 0.4 mm come la dimensione del nozzle... Mi sembrava una cosa logica non aumentarla. Se aumenta deve passare due volte per fare una parete, ci vuole più tempo... Giusto? Si già cambiato... Era solo una prova ma è venuta malissimo... Cmq provo con i tuoi consigli. Aumento la larghezza della linea a 0.44 e mando un flusso del 120 % solo sul primo layer e vedo cosa succede. Ti aggiorno appena ho qualcosa. Grazie! -
Flying Bear ghost 5: Problemi di calibrazione e di stampa
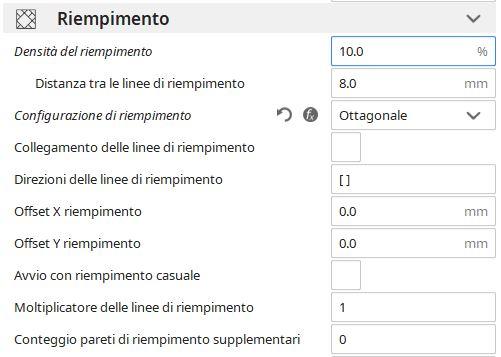
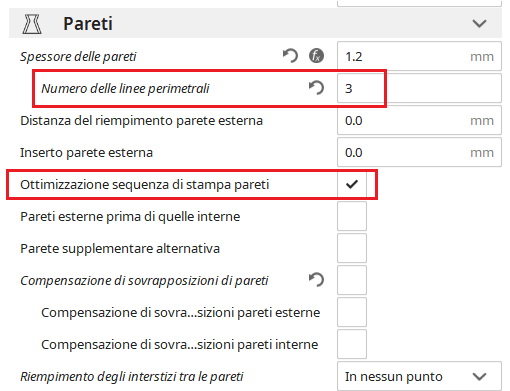
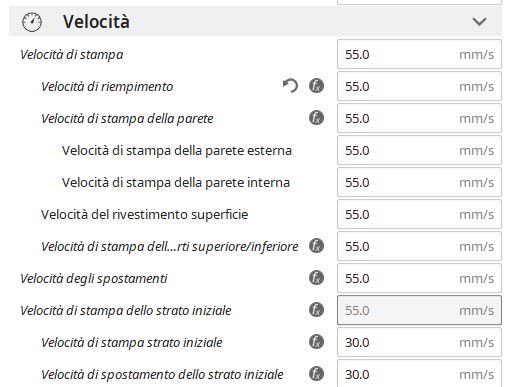
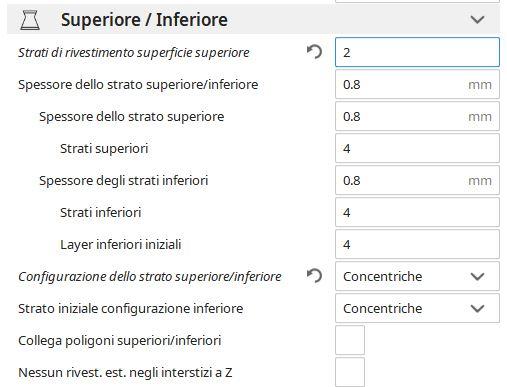
Gia6co ha risposto a Gia6co nella discussione Flying Bear
Dopo settimane di attesa mi son fatto mandare un'altra unità... anche questa presenta il medesimo difetto, ma con qualche accortezza sono riuscito a non far muovere la cinghia del motore dell'asse y, a destra e a sinistra, come succedeva prima (Tra le altre cose questa nuova stampante aveva anche una delle cinghie allentate, tirata a dovere anche questa). Le stampe sono migliorate molto, ma ancora presentano difetti visibili che non sono riuscito ancora a togliere. La barchetta veniva stampata in questo modo orribile: Ora invece è notevolmente migliorata: c'è meno stringing (ho impostato ritrazione a 7.5 mm e velocità 50 mm/s) anche se presente nella parte della cabina, i dettagli sono ben visibili anche se in alcuni punti, particolarmente sul retro, si notano delle imperfezioni un pò spiacevoli, ruotandola di 90° si sono tolti anche quei "graffi" (uguali alla forma del rivestimento interno): Sul retro sono presenti però dei difetti evidenti che non capisco se non si possono evitare, in quanto presenti su tutte le barchette che ho stampato. Ho deciso quindi di stampare un cubo 20 x 20 x 20 mm ( Le dimensioni di stampa sono uscite X=19.78 mm , Y=19.76 mm , Z=20.12 mm) e cambiare il tipo di riempimento. Si nota che anche nel cubo sono presenti, su tutte le pareti esterne, i segni del rivestimento (Sia sui lati foto sx, che superiormente foto dx): Con le stesse impostazioni di cura decido di stampare un cubo di calibrazione step ottenendo un buon risultato ma con dimensioni diverse delle faccie ( X=20.04 mm, Y= 19.96 mm , Z=20.25 mm).... mi domando perchè sia uscito come dovrebbe uscire (top a parte) XD A questo punto mando in stampa di nuovo un cubo 20 x 20 x 20 mm ma nulla da fare riempimento interno che si vede fuori e dimensioni diverse ma di poco. Ho così deciso di cambiare il tipo di riempimento interno, e di modificare qualche impostazione di cura per vedere se ottenevo un miglioramento: Il cubo che ho ottenuto presente le seguenti dimensioni: X= 20.04 mm , Y= 19.95 mm , Z= 20.16 mm Il riempimento è cmq ben visibile anche se diminuito: Ancora non sono soddisfatto, vorrei sapere se è possibile migliorare ulteriormente la qualità di stampa e se necessario fare qualche calibrazione. Il PLA che sto usando non sembra particolarmente umido ( quando viene riscaldato non si sente uno scoppiettio) anche se devo ancora provare a metterlo in forno, ed è un PLA silk della NOULEI - Black. Che mi posso inventare? Vi ringrazio anticipatamente per ogni suggerimento!