Gia6co
-
Numero contenuti
62 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Gia6co
-
Riga verticale su tutta la stampa
Gia6co ha risposto a Arju87 nella discussione Problemi generici o di qualità di stampa
Quale slicer consiglieresti? -
Flying Bear ghost 5: Problemi di calibrazione e di stampa
Gia6co ha risposto a Gia6co nella discussione Flying Bear
Dalla foto sembra normalissima... se potessi postare un video ti farei vedere il problema ma al momento non conosco metodi per poterlo postare... cmq sto vedendo su amazon se trovo la puleggia almeno la compro e arriva sicuramente prima del pezzo di ricambio, tanto volevo già sostituire il tubo in PTFE con quello della capricorn
-
Flying Bear ghost 5: Problemi di calibrazione e di stampa
Gia6co ha risposto a Gia6co nella discussione Flying Bear
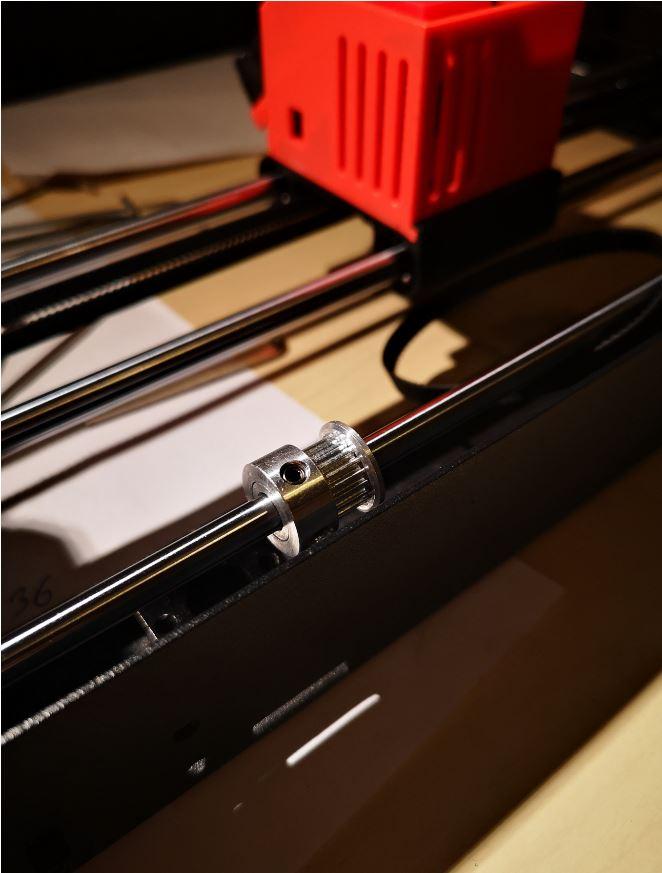
Ho smontato la stampante e la puleggia dell'asse y, ruota disallineata rispetto all'asse... L'ho sostituita con un altra e non ha lo stesso gioco, quindi l'asse non è storto per fortuna... Ora tocca vedere se mi sostituiscono la puleggia, essendo in garanzia dovrebbero mandarmela... Chissà quando... Intanto provo a vedere se ci sono delle pulegge consigliate. -
Flying Bear ghost 5: Problemi di calibrazione e di stampa
Gia6co ha risposto a Gia6co nella discussione Flying Bear
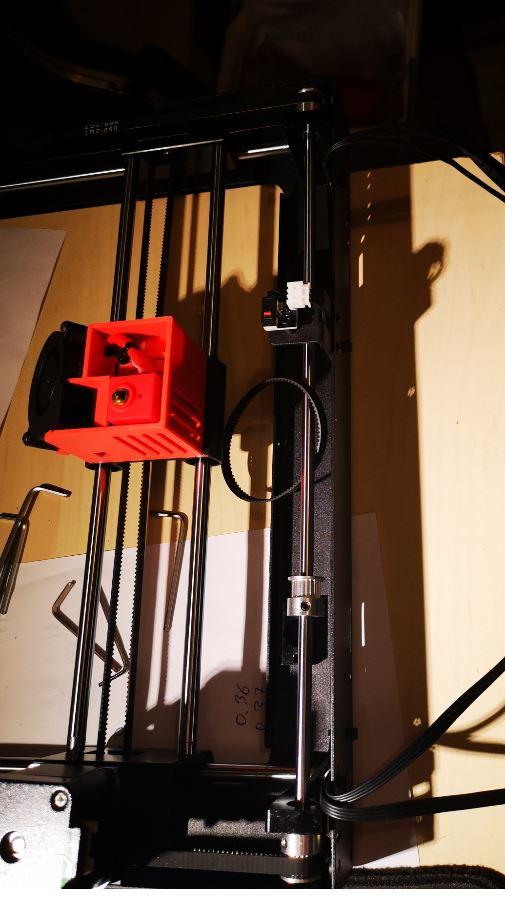
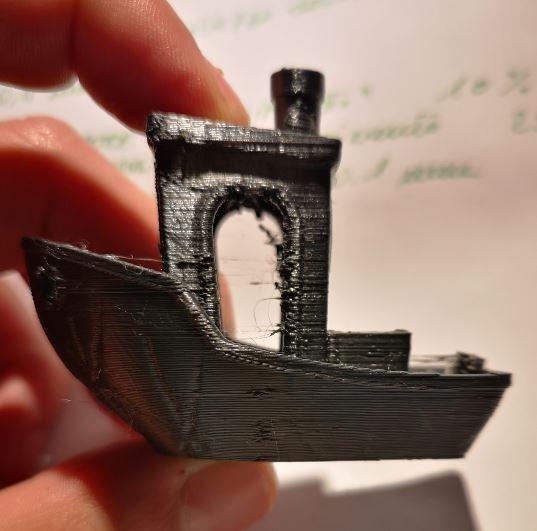
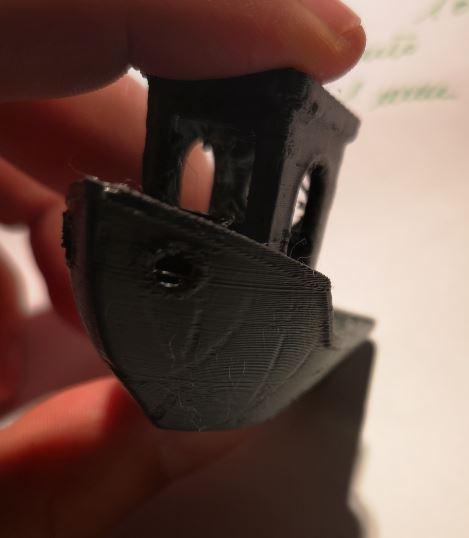
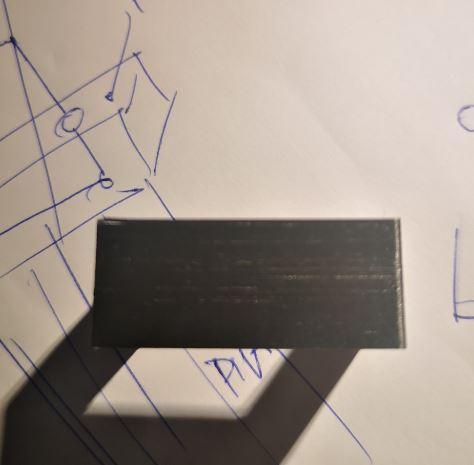
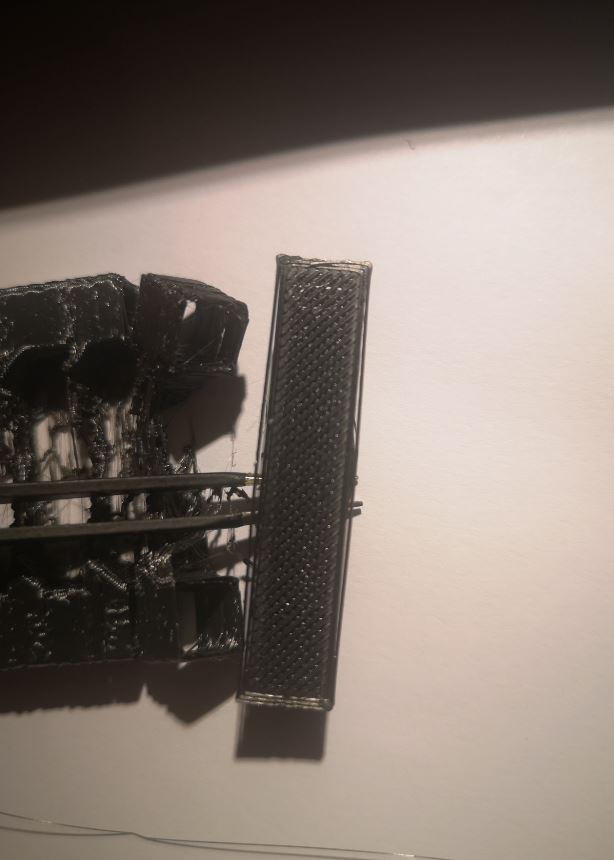
Oggi lo rifaccio con più attenzione. In fase di montaggio ho notato una rotazione disallineata con l'asta in ferro dell'ingranaggio (non so il nome) dove poggia la cinghia dell'asse y... non vorrei che fosse storta l'asta... oppure l'ingranaggio che è stato installato male... questa parte di stampante mi è arrivata già montata, come ben sai. Se noti (vedi foto 1) la scritta sotto la barca è leggermente spostata verso destra (focalizzati sulla "Z") ed infatti i difetti delle pareti (vedi foto 2) sono proprio da quel lato... L'estrusore già l'ho smontato due volte... il tubo in PTFE è ben saldo, faccio fatica a toglierlo ogni volta... Smonto la stampante! vedo di sistemare quel gioco (se è possibile) e controllo se ce ne fossero altri... spero di non dover chiedere già un pezzo di ricambio... Ti posto di nuovo le foto delle impostazioni di cura. Ti ringrazio come sempre per l'aiuto!
-
Flying Bear ghost 5: Problemi di calibrazione e di stampa
Gia6co ha risposto a Gia6co nella discussione Flying Bear
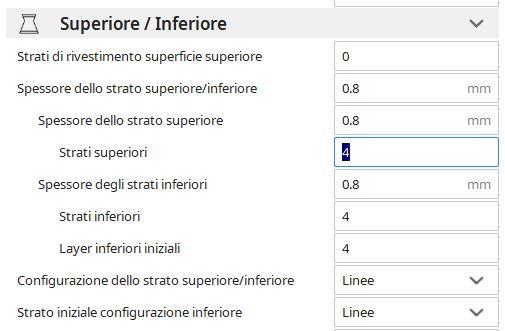
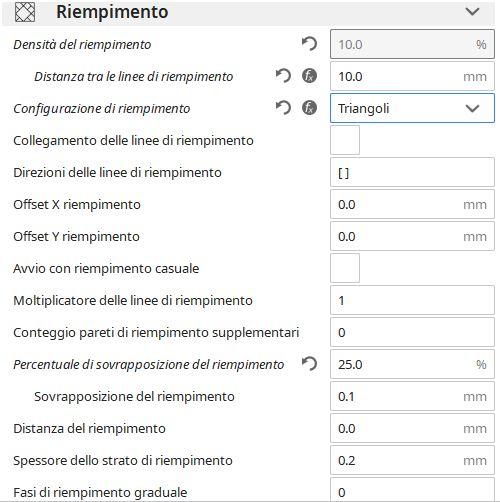
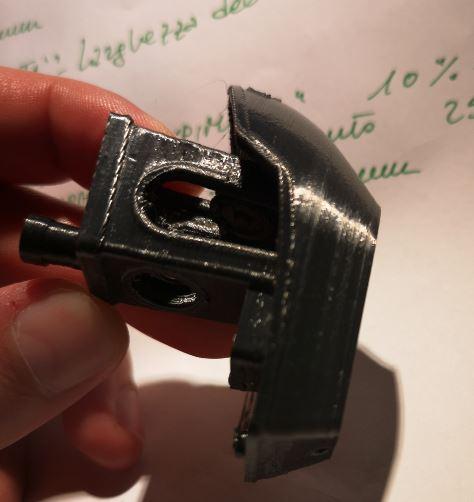
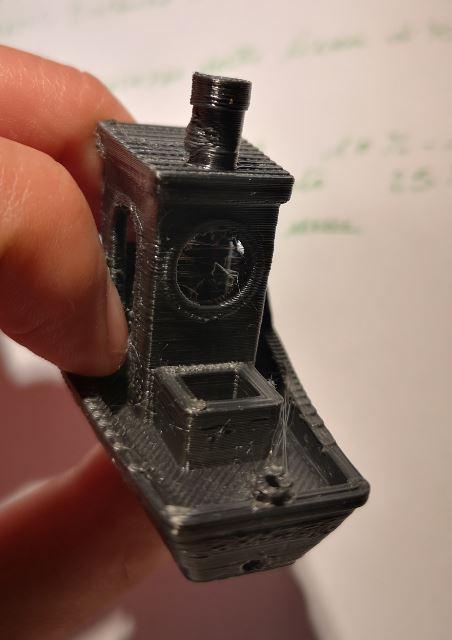
Esattamente, 3 base e 4 top! No non credo, ha la forma del riempimento interno. Ho stampato anche una barchetta (vedi foto) il lato destro è pieno di cicatrici che hanno la forma dei triangoli del riempimento (vedi foto 1 e 2). Forse devo aumentare lo spessore delle pareti... Le stavo studiando 😅 Apprezzo molto l'aiuto che mi stai dando, fino ad ora hanno migliorato notevolmente le stampe. Purtroppo non c'è molto in rete su questa stampante. Ho trovato una community in internet dove ho trovato qualche spunto e sono arrivato a combinare quel disastro😆 Impostazione base di cura. Me ne sono accorto oggi e l'ho modificata! Aggiungo queste modifiche che mi hai consigliato e stampo il cubo e una barchetta e ti posto anche le foto mancanti di cura!!
-
Se usi cura 4.9 scarica il plugin direttamente dal sito di cura
-
Flying Bear ghost 5: Problemi di calibrazione e di stampa
Gia6co ha risposto a Gia6co nella discussione Flying Bear
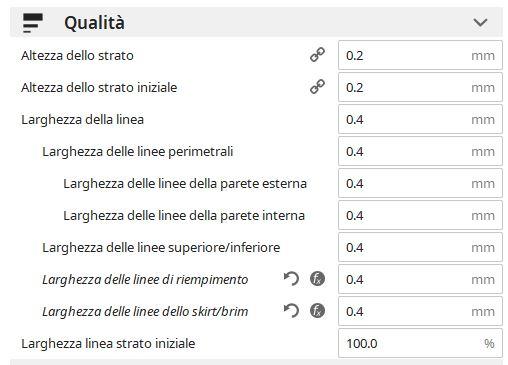
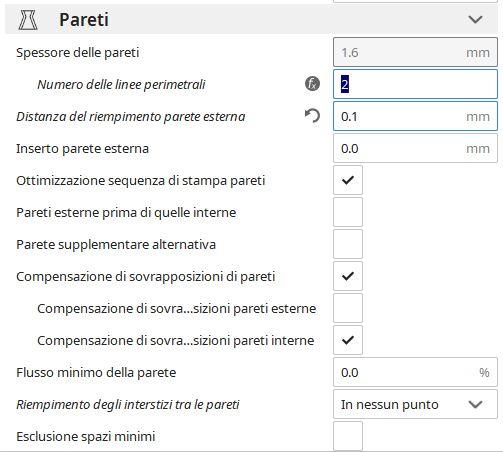
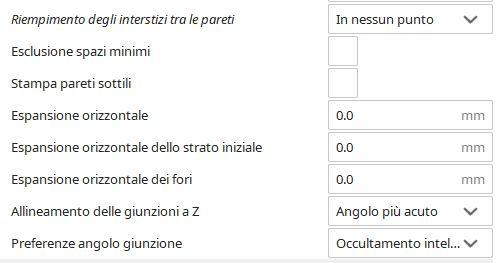
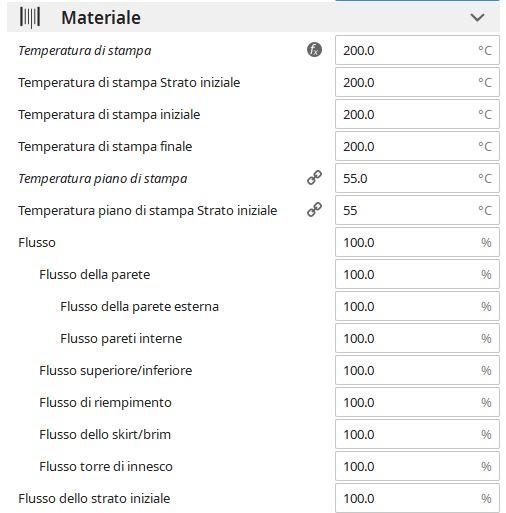
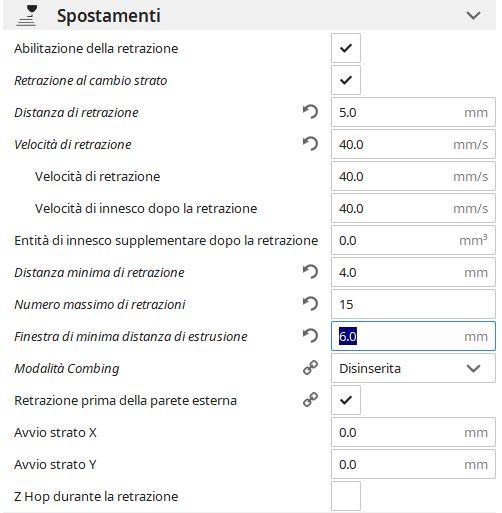
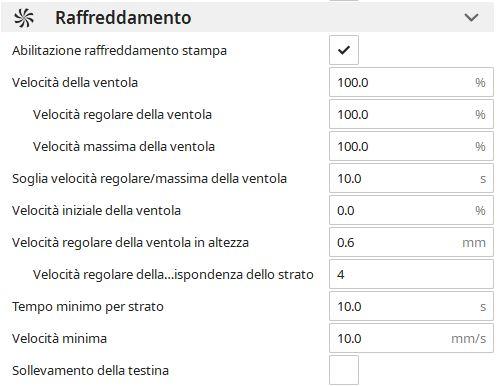
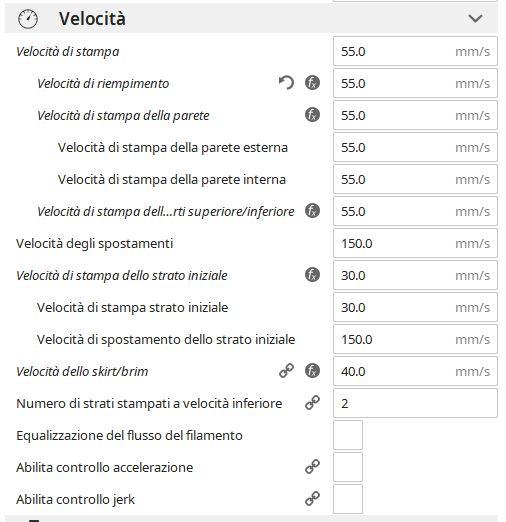
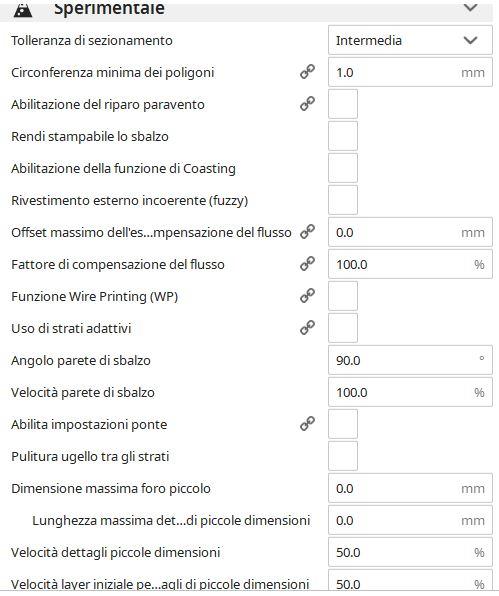
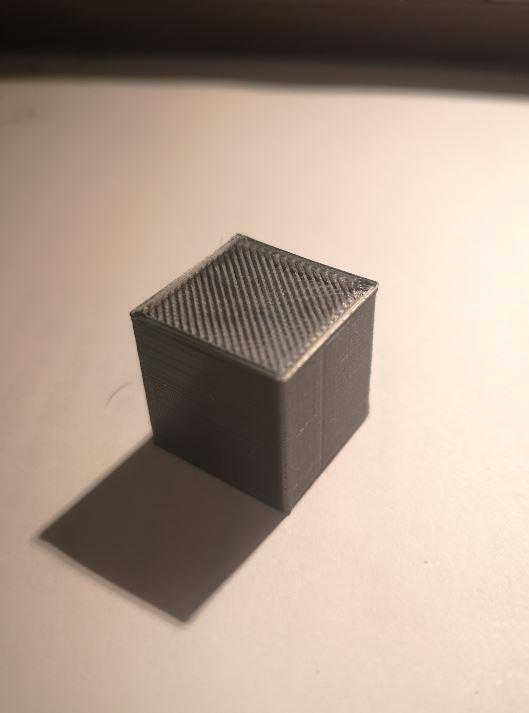
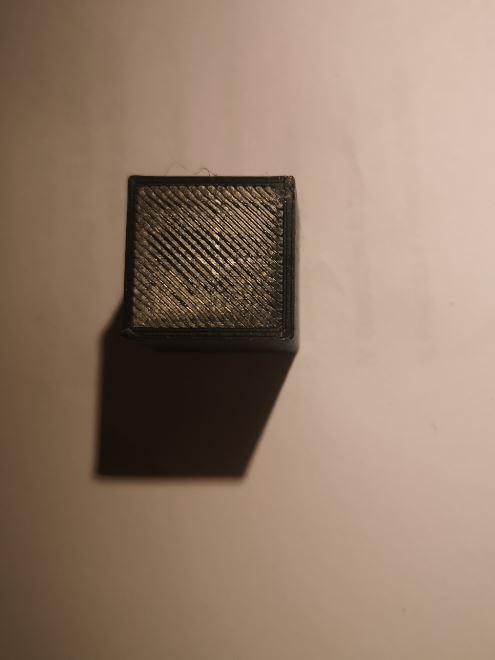
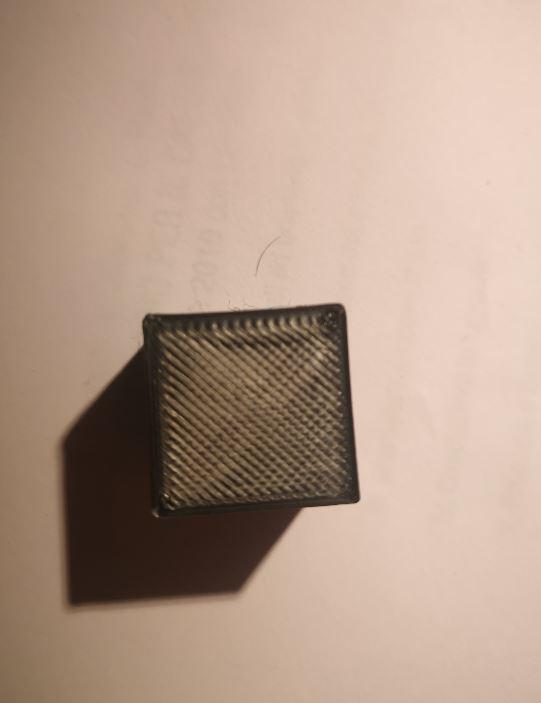
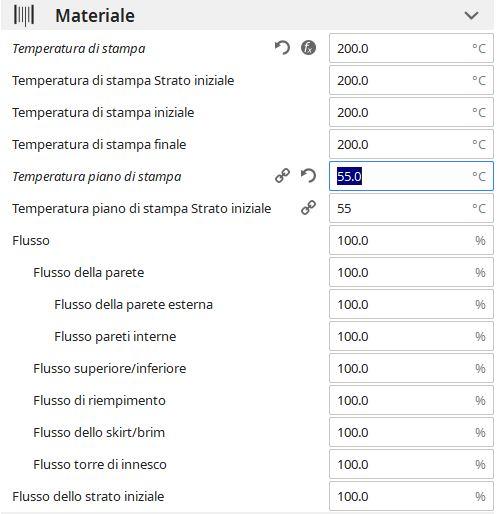
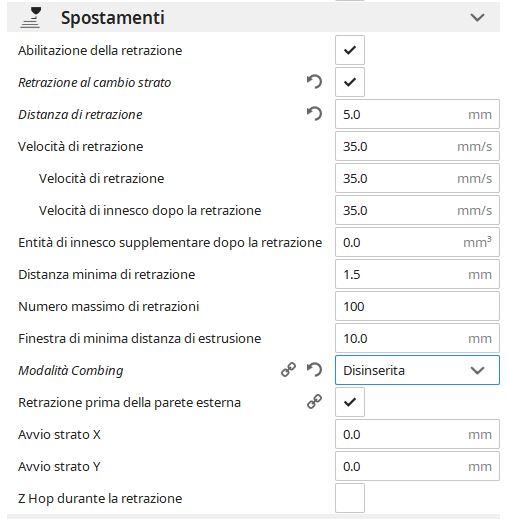
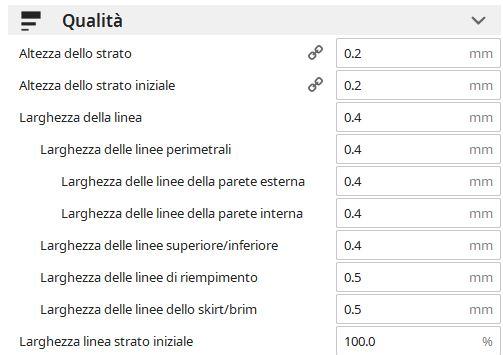
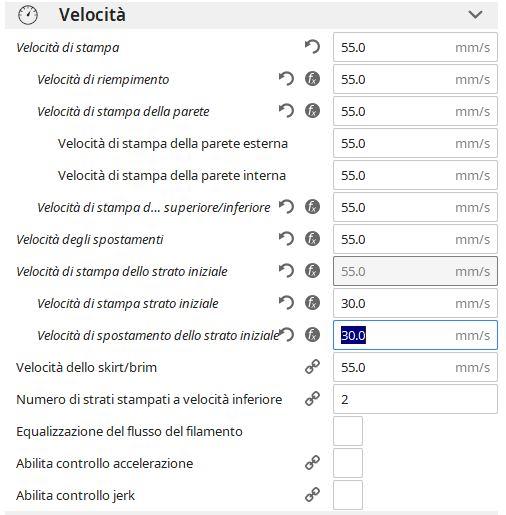
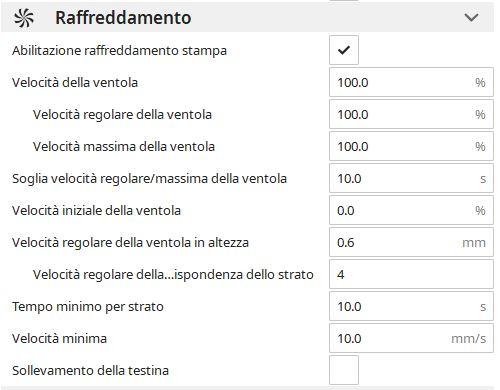
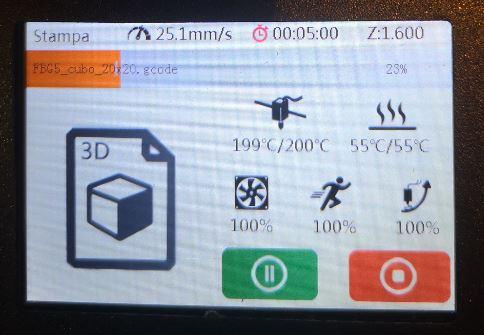
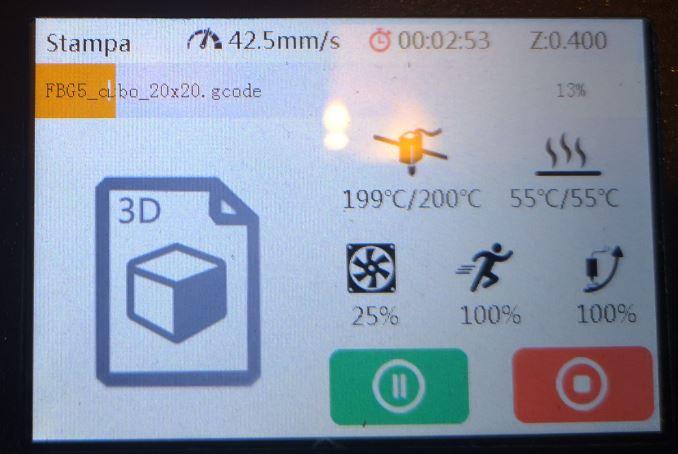
Procedura terminata con successo! 1) Reinstallato il firmware 2) Calibrato il letto 3) Calibrato l'estrusore 4) Impostato lo slicer (Per non saper ne leggere ne scrivere, posto le immagini delle varie impostazioni che ho utilizzato) 5) Stampato il cubo 20 x 20 x 20 Risultato più soddisfacente ma credo che si possa migliorare. La retrazione in effetti c'è (ho controllato che effettivamente funzionasse, si è ridotto di molto lo stringing ma cmq è presente) e probabile che lo z-hop da problemi... ci sono delle imperfezioni visibili su alcuni lati (credo de dipenda dal riempimento interno, ma non ne sono sicuro). Il flusso sembra corretto, anche se due dei 4 angoli sono sottoestrusi in alcuni punti. Nello strato superiore si è creato come un rigonfiamento, forse troppo materiale estruso verso la fine, nello strato inferiore invece, soprattutto nella parte centrale, sembra che manchi materiale. Le dimensioni non sono correttissime X= 20.13, Y= 19.66 e Z=20.22 (senza tener conto del rigonfiamento). Velocità di stampa un pò ballerine, ma tutto sommato si sono attestate intorno ai 25-55 mm/s. A questo punto per migliorare la qualità cosa consigliate di fare? Io procederei con la calibrazione degli assi, o corro troppo?
-
Flying Bear ghost 5: Problemi di calibrazione e di stampa
Gia6co ha risposto a Gia6co nella discussione Flying Bear
Ok! Provo a fare come dici. In effetti sono un po' confuso 😅 -
Flying Bear ghost 5: Problemi di calibrazione e di stampa
Gia6co ha pubblicato una discussione in Flying Bear
Salve a tutti, son da poco entrato nel mondo della stampa 3D e ho acquistato una FBG5 da poco più di 10 giorni. Informandomi qua e la sto procedendo alla calibrazione della macchina, senza però ottenere risultati. Non ho mai avuto stampanti quindi qualsiasi calibrazione, consiglio, etc... ho cercato di seguirlo. Dopo aver livellato il letto, procedo con la calibrazione degli step/mm dell'estrusore. Niente intoppi gli chiedi 200 mm di materiale, ti sputa 200 mm. 1) Seconda calibrazione il flusso... misuro il diametro del PLA (noulei silk dark, qualcosa del genere) e aggiorno lo slicer con tale valore. Mando in stampa un cubetto a T=205 °C e regolo il flusso... dopo cinque tentativi ottengo un risultato decente (vedi cubovecchio) , ma noto che in alcuni casi cmq c'è sottoestrusione... Temperatura non corretta penso, e a che temperatura conviene stamparlo per la regolazione del flusso e per la successiva calibrazione degli step/mm degli assi mi domando. Semplice manda in stampa una temptower e sai a che temperatura stamparlo comparando i risultati alle diverse temperature... Con le immagini in allegato voi riuscite a capirla? Fanno tutte schifo (vedi temptower1)... Forse c'è qualcosa che non va nel gcode... Seconda temptower... Peggio di prima... neanche completa la stampa (vedi temptower2). Prima di buttare il materiale nel c..., c'è qualcos'altro che posso fare? A livello meccanico non ho notato niente di strano, ma non sono pratico quindi qualsiasi consiglio che mi dice di controllare cinghia, estrusore, etc... lo seguo, anche se ho controllato tutto almeno una volta. Provo cmq a calibrare il flusso partendo da un valore del flusso pari a 100% e a una T=210°C (ho aumentato la T per far fondere meglio tra loro gli strati) ho ottenuto il risultato (vedi cubo1), aumento il flusso al 120% ottengo (vedi cubo2) che le pareti hanno uno spessore di 0.32 mm invece che 0.4 mm... decido di pulire l'hotend con l'aghetto a disposizione... il risultato non cambia... non so cos'altro fare. 2) Ho letto che la FBG5 non rispetta i tempi dello slicer, poco male basta che stampa alle velocità che gli si impostino. Bene, impostando una velocità pressochè costante in ogni parte, pari a 60 mm/s (velocità a cui intendo fare la maggior parte delle stampe), tranne negli spostamenti, pari a 150 mm/s, e nel riempimento, pari a 90/120 mm/s, la stampante stampa il file a 10-15.8 mm/s. Gli spostamenti vengono eseguiti a 150 mm/s mentre la stampa delle superfici e del riempimento segue una logica che non capisco. Leggo che bisogna cambiare alcuni parametri nel file di configurazione, ma questi si riferiscono alle velocità massime e alle accelerazioni massime (penso a cosa mi serva cambiare questi parametri... ma li cambio lo stesso per vedere se c'è un miglioramento), ma non ottengo nessun cambiamento. Cosa potrei fare? Possibile qualche impostazione nello slicer (utilizo Cura) di cui non tengo conto? 3) Non parliamo dell'effetto stringing... c'è sempre e non si toglie... anche con velocità di spostamenti di 150 mm/s e una retrazione di 10 mm a 50 mm/s con z hop pari a 0.2 mm, si presenta anche a T=180 °C. Ho pensato che la calibrazione degli step/mm dell'estrusore, il flusso e gli step degli assi potevo arginare il problema... ma ricadiamo ai punti 1) e 2) di sopra... Vorrei iniziare a poter stampare qualcosa e anche qualche upgrade... ad esempio mettere il direct drive, ma come faccio a stampare questi oggetti se iniziamo già così? Qualcuno che si è trovato nella mia stessa situazione? Un ringraziamento a tutti coloro che dedicano un pò del loro tempo alla mia ignoranza!
-
È normale invece che ogni volta che lancio la calibrazione del PID del letto questa mi dia risultati molto alti e differenti tra loro? I valori di partenza sono: Kp 52.63 Ki 9.75 Kd 71.01 Prima calibrazione: Kp 128.67 Ki 24.20 Kd 171.06 Secondo calibrazione ( I parametri iniziali non li ho cambiati) : Kp 96.66 Ki 18.18 Kd 128.49 Terza... Kp 74.55 Ki 13.61 Kd 102.10 Capisco che non è possibile ottenere sempre lo stesso risultato però sono dati parecchio differenti tra loro o sbaglio?
-
flyingbear ghost 5 e gcode di inizio e fine
Gia6co ha risposto a mcmady nella discussione Problemi generici o di qualità di stampa
Molto utile, ti ringrazio. Almeno ora posso sapere cosa vogliano dire quei comandi! Cmq a volte si, da problemi. Sembra che le impostazioni che gli vengono impartite non sono rispettate. Ad esempio continuo a vedere stringing nonostante setto la retraction e abbasso la temperatura. Ieri invece mentre stampava una temptower è salito di 1 cm a caso e ha continuato la stampa da quel livello... A volte non fa la linea di pulizia e normalizzazione flusso... Credo cmq che il problema sia nello slicer, perché quando lo chiudevo mi andava in errore per il plugin del modulo wifi (scaricato dal produttore della stampante e non compatibile evidentemente con la versione attuale). Reinstallato il nuovo plugin (ottenuto dal sito dello slicer) il programma sembra più fluido. Oggi volevo quindi ricalibrare il tutto (partendo da capo insomma) e risistemare un problema alla volta, andandomi a chiarire ogni passaggio. Vi aggiorno se non risolvo, grazie! -
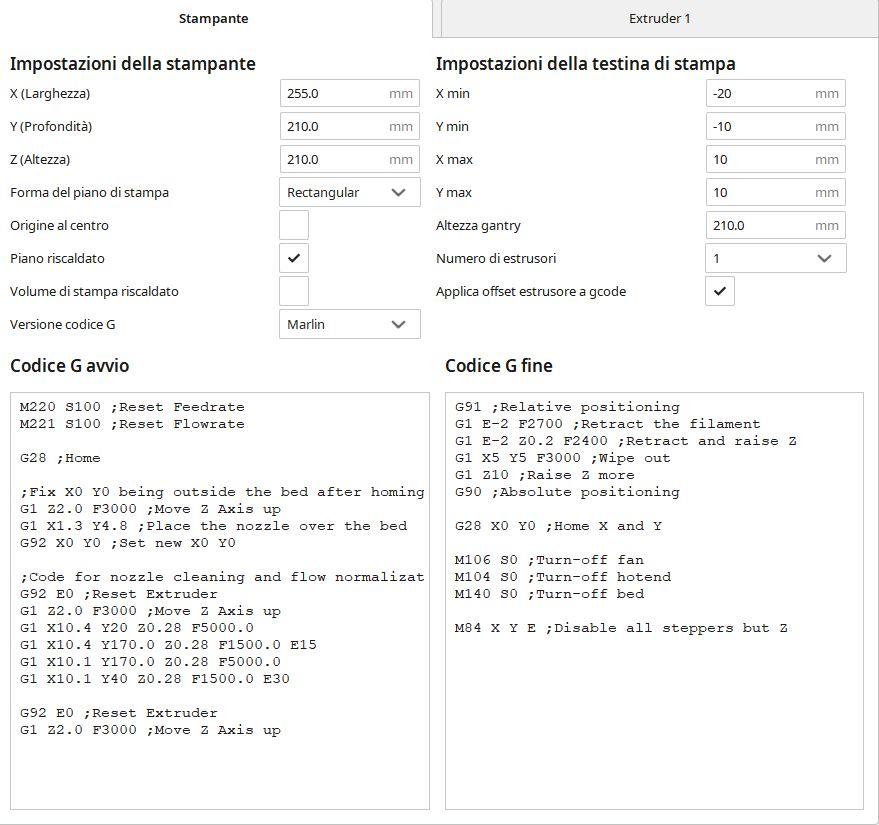
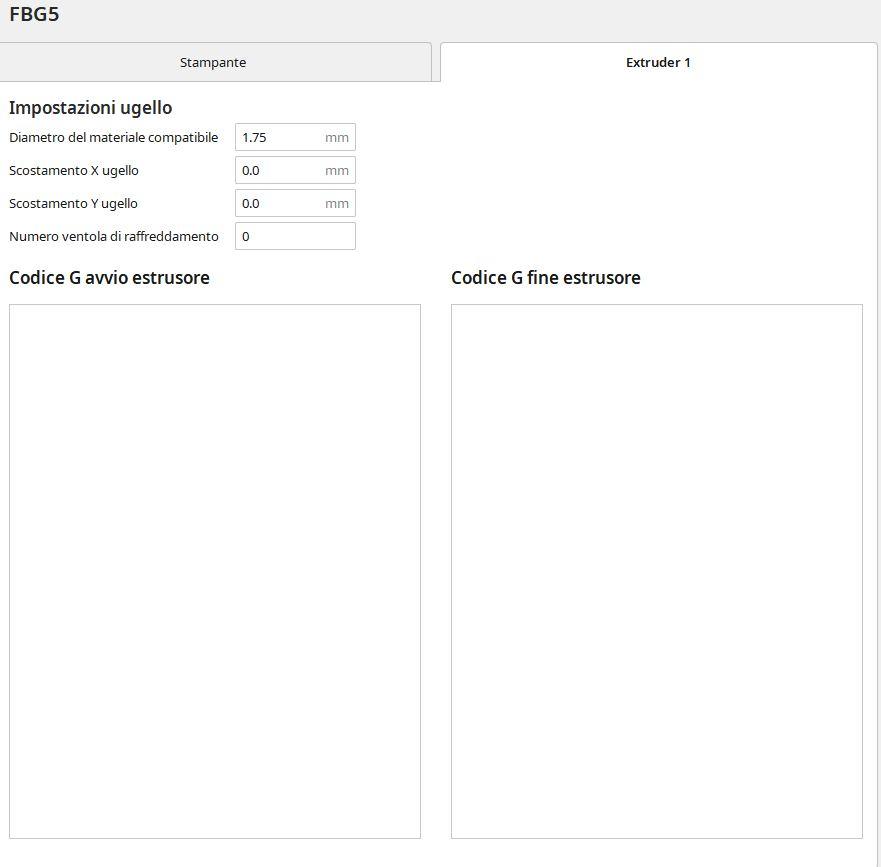
flyingbear ghost 5 e gcode di inizio e fine
Gia6co ha risposto a mcmady nella discussione Problemi generici o di qualità di stampa
Ho comprato da poco una FBG 5 e dopo tutte le calibrazioni mi sto approcciando allo slicer. Volevo chiedervi se avete un gcode iniziale e finale con cui vi trovate bene perchè al momento sto utilizzando il seguente codice in allegato, trovato all'interno di cura, selezionando la stampante. Ci sono codici superflui che possono essere tolti? o magari posso aggiungerne altri per migliorare la qualità della stampa? Vorrei insomma capire i comandi da scrivere, e ovviamente come scriverli, per avere un risultato ottimale in tutte le stampe future. Vi ringrazio anticipatamente per le dritte!